Прокатний стан для обробки безшовних труб
Формула / Реферат
1. Прокатний стан (10) для обробки безшовних труб (Т), який визначає вісь прокатки (L), вздовж якої безшовні труби (Т) пропускаються у напрямку прокатки (А) під час обробки прокатним станом (10), причому прокатний стан (10) містить множину розташованих одна за одною вздовж осі прокатки (L) прокатних клітей (U), кожна з яких оснащена щонайменше трьома знімними та обертовими навколо своїх осей (X) робочими валками (12), причому осі обертання (X) робочих валків (12) кожної прокатної кліті (U) перебувають в одній площині, перпендикулярній осі прокатки (L), при цьому кожний робочий валок (12) має рівчак (12а) для розміщування труби (Т), що підлягає обробці під час її руху вздовж осі прокатки (L), причому рівчаки (12а) робочих валків (12) мають профіль, подібний до дуги кола з радіусом (R) рівчака, який зменшується у напрямку прокатки (А) від першої прокатної кліті (U) до останньої прокатної кліті (U), забезпечуючи таким чином обробку труби (Т) шляхом зменшення її зовнішнього діаметра при проходженні в напрямку прокатки (А) у рівчаках (12а) валків (12) послідовно розміщених прокатних клітей (U), причому кожна прокатна кліть (U) має номінальний діаметр (D), що становить подвоєну відстань між віссю прокатки (L) та будь-якою з осей обертання (X) робочих валків (12), який відрізняється тим, що номінальний діаметр (D) є незмінним від першої прокатної кліті (U) до останньої прокатної кліті (U), при цьому прокатний стан (10) виконаний з можливістю розміщення робочих валків (12) однієї з прокатних клітей (U), після переточування їхніх рівчаків (12а), у попередню прокатну кліть (U) відносно напрямку прокатки (А).
2. Прокатний стан за п. 1, який відрізняється тим, що він додатково містить оправку (22), вміщувану в порожнину труби (Т) під час її обробки шляхом зменшення зовнішнього діаметра труби (Т) при її проходженні з оправкою (22) у рівчаках (12а) валків (12) послідовно розміщених прокатних клітей (U).
3. Прокатний стан за п. 1, який відрізняється тим, що валок (12) складається з двох частин (12.1, 12.2), причому перша частина (12.1) виконана як одне ціле з приводним валом (21) валка (12), а друга частина (12.2) жорстко прикріплена до першої частини (12.1) валка (12) з можливістю зняття.
4. Прокатний стан за п. 3, який відрізняється тим, що друга частина (12.2) валка (12) має по суті кільцеву форму.
5. Прокатний стан за п. 3, який відрізняється тим, що друга частина (12.2) валка (12) з'єднана з першою частиною (12.1) зварюванням.
6. Спосіб керування прокатним станом (10) для обробки безшовних труб (Т), який визначає вісь прокатки (L), вздовж якої безшовні труби (Т) пропускаються у напрямку прокатки (А) під час обробки згаданим прокатним станом (10), причому прокатний стан (10) містить множину розташованих одна за одною вздовж осі прокатки (L) прокатних клітей (U), кожна з яких оснащена щонайменше трьома знімними та обертовими навколо своїх осей (X) робочими валками (12), причому осі обертання (X) робочих валків (12) кожної прокатної кліті (U) перебувають в одній площині, перпендикулярній осі прокатки (L), при цьому кожний робочий валок (12) має рівчак (12а) для розміщування труби (Т), що підлягає обробці під час її руху вздовж осі прокатки (L), причому рівчаки (12а) робочих валків (12) мають профіль, подібний до дуги кола з радіусом (R) рівчака, який зменшується у напрямку прокатки (А) від першої прокатної кліті (U) до останньої прокатної кліті (U), забезпечуючи таким чином обробку труби (Т) шляхом зменшення її зовнішнього діаметра при проходженні в напрямку прокатки (А) у рівчаках (12а) валків (12) послідовно розміщених прокатних клітей (U), причому кожна прокатна кліть (U) має номінальний діаметр (D), що становить подвоєну відстань між віссю прокатки (L) та будь-якою з осей обертання (X) робочих валків (12), який відрізняється тим, що містить стадії:
- оснащення прокатного стана (10) клітями (U) з незмінним номінальним діаметром (D) від першої прокатної кліті (U) до останньої прокатної кліті (U);
- переточування рівчаків (12а) робочих валків (12) після їх зносу, тим самим збільшуючи радіус рівчака;
- розміщення робочих валків (12) однієї з прокатних клітей (U), після переточування їхніх рівчаків (12а), у попередню прокатну кліть (U) відносно напрямку прокатки (А).
Текст
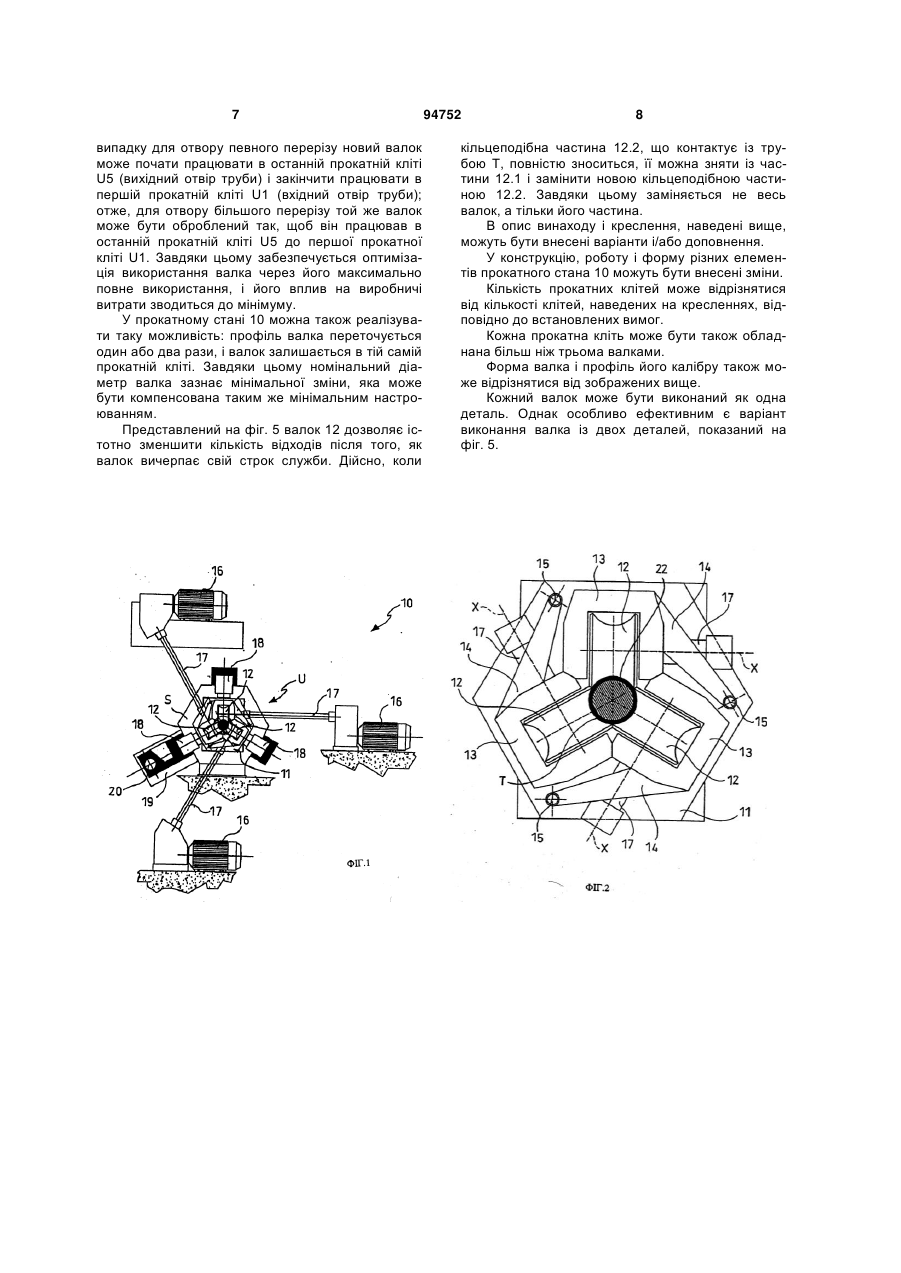
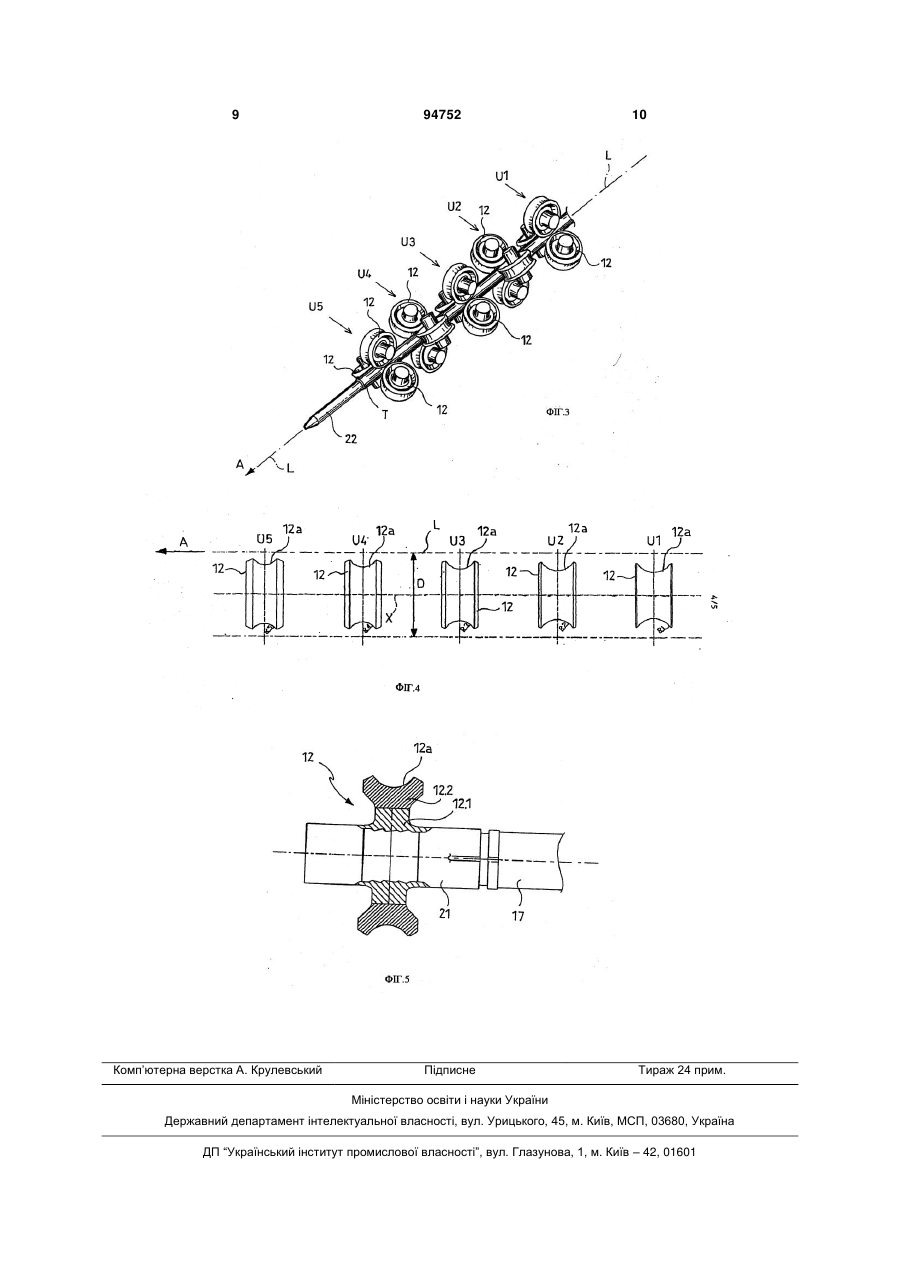
1. Прокатний стан (10) для обробки безшовних труб (Т), який визначає вісь прокатки (L), вздовж якої безшовні труби (Т) пропускаються у напрямку прокатки (А) під час обробки прокатним станом (10), причому прокатний стан (10) містить множину розташованих одна за одною вздовж осі прокатки (L) прокатних клітей (U), кожна з яких оснащена щонайменше трьома знімними та обертовими навколо своїх осей (X) робочими валками (12), причому осі обертання (X) робочих валків (12) кожної прокатної кліті (U) перебувають в одній площині, перпендикулярній осі прокатки (L), при цьому кожний робочий валок (12) має рівчак (12а) для розміщування труби (Т), що підлягає обробці під час її руху вздовж осі прокатки (L), причому рівчаки (12а) робочих валків (12) мають профіль, подібний до дуги кола з радіусом (R) рівчака, який зменшується у напрямку прокатки (А) від першої прокатної кліті (U) до останньої прокатної кліті (U), забезпечуючи таким чином обробку труби (Т) шляхом зменшення її зовнішнього діаметра при проходженні в напрямку прокатки (А) у рівчаках (12а) валків (12) послідовно розміщених прокатних клітей (U), причому кожна прокатна кліть (U) має номінальний діаметр (D), що становить подвоєну відстань між віссю прокатки (L) та будь-якою з осей обертання (X) робочих валків (12), який відрізняється тим, що номінальний діаметр (D) є незмінним від першої прокатної кліті (U) до останньої прокатної кліті (U), при цьому прокатний стан (10) виконаний з можливістю розміщення робочих валків (12) однієї з прокатних клітей (U), після переточування їхніх рівчаків (12а), у попередню прокатну кліть (U) відносно напрямку прокатки (А). 2 (19) 1 3 94752 4 - оснащення прокатного стана (10) клітями (U) з незмінним номінальним діаметром (D) від першої прокатної кліті (U) до останньої прокатної кліті (U); - переточування рівчаків (12а) робочих валків (12) після їх зносу, тим самим збільшуючи радіус рівчака; - розміщення робочих валків (12) однієї з прокатних клітей (U), після переточування їхніх рівчаків (12а), у попередню прокатну кліть (U) відносно напрямку прокатки (А). Предметом цього винаходу є прокатний стан з фіксованою оправкою для безшовних труб. Відомі прокатні стани з фіксованою оправкою для прокатки безшовних труб, що включають деяку кількість комплектів валків, які звичайно називають клітями, послідовно розташованих уздовж осі прокатки; кожна прокатна кліть обладнана трьома робочими валками з можливістю їхнього зняття, кожний з яких має жолоб для розміщення оброблюваної труби; три валки приводяться в обертовий рух навколо осей обертання, що знаходяться в одній площині одна з одною і лежать на площині, перпендикулярній осі прокатки; крім того, оправку при обробці труби вводять в середину порожнини труби. Під час обробки труба проходить між валками, що обертаються, кількох прокатних клітей, з оправкою, вміщеною всередину порожнини труби; просування здійснюється за рахунок тертя між трубою й валками, і жолоби валків кількох прокатних клітей мають геометрію, яка забезпечує зменшення зовнішнього діаметра труби і, отже, подальше зменшення товщини труби. У прокатних станах цього типу валки завжди використовуються в одній і тій же прокатній кліті, і при зносі їхні зовнішні поверхні обробляють, видаляючи матеріал з поверхні валка за допомогою обточування. Це обточування виконується так, щоб валок мав такий самий робочий профіль із меншим номінальним діаметром. Під «робочим профілем валка» розуміють частину валка, що контактує з трубою. Під «номінальним діаметром» розуміють подвоєну відстань між віссю прокатки та віссю валка. Після досягнення найменшого робочого діаметра валок вилучається і заміняється новим валком. Цей тип прокатних станів має, однак, істотні недоліки. По-перше, для того щоб валки можна було переточити і використовувати кілька разів, вони виконуються з перевищенням номінальних розмірів, оскільки діаметр валка зменшується при кожному переточуванні. Внаслідок такого перевищення розмірів існуючі прокатні стани мають великі габарити, а отже, вони є громіздкими й дорогими. Крім того, для приведення в рух машин з великою масою потрібні значні витрати енергії. По-друге, у зв'язку з перевищенням номінальних розмірів прокатних клітей збільшується також трудомісткість робіт з демонтажу і наступної установки валків. Нарешті, через зменшення діаметра валка при кожному переточуванні положення кожного валка в прокатній кліті повинне регулюватися таким чином, щоб робочі профілі валків були в тій же робочій позиції, що й до обточування, з метою забезпечення такого ж зменшення діаметра труби. Для настроювання валків використовуються відповідні регулювальні елементи або клини, однак виконання таких робіт вимагає значних витрат часу і призводить до збільшення виробничих витрат. Метою цього винаходу є усунення зазначених вище недоліків. Ця мета досягається за допомогою прокатного стана для виробництва безшовних труб, що містить деяку кількість прокатних клітей, послідовно розташованих уздовж осі прокатки, кожна з яких обладнана щонайменше трьома робочими валками з можливістю їхнього зняття, кожний з яких обладнаний жолобом для розміщення оброблюваної труби, які приводяться в обертовий рух навколо осей обертання, що знаходяться в одній площині одна з одною і лежать на площині, перпендикулярній осі прокатки, і містить оправку, вміщувану в порожнину оброблюваної труби, трубу, що обробляється при послідовному просуванні, з оправкою, вміщеною в порожнину труби, в жолобах валків прокатних клітей так, що зовнішній діаметр труби зменшується, який відрізняється тим, що валки прокатної кліті мають один і той же номінальний діаметр. Для кращого розуміння сутності винаходу нижче наводиться опис прикладу виконання, даний з посиланнями на супровідні креслення, який не обмежує обсягу прав відповідно до винаходу. На фіг. 1 показана принципова схема, у поперечному розрізі, безперервного стана гарячої прокатки безшовних труб на оправці відповідно до винаходу; на фіг. 2 показаний фрагмент фіг. 1; на фіг. 3 показано схематичний вигляд у перспективі ряду прокатних клітей прокатного стана на фіг. 1; на фіг. 4 показано схематичне креслення профілів послідовно розташованих валків прокатного стана на фіг. 1; на фіг. 5 показано у частковому поздовжньому розрізі приклад виконання валка, установленого на своїй осі. На фіг. 1 показано загальний вигляд відомого прокатного стана, позначеного в цілому позицією 10, що містить деяку кількість прокатних клітей U, які послідовно розташовані на одній лінії відносно один одного уздовж осі прокатки і розміщені у стаціонарній конструкції S, призначеній для жорсткого з'єднання їх одна з одною. 5 Кожна прокатна кліть U містить опорну конструкцію 11, три робочих валка 12, установлених на ній. Зокрема, як показано на фіг. 1 і на фрагменті на фіг. 2, кожний валок 12 установлений з можливістю повороту на вилкоподібній опорі 13, яка у свою чергу опирається на важіль 14, здатний повертатися навколо осі 15. Осі 15 жорстко з'єднані одна з одною опорною конструкцією 11. Як видно з малюнка, три осі X трьох валків лежать в одній і тій же площині і при перетині утворюють рівносторонній трикутник. Ця площина перпендикулярна осі прокатки. Кожний валок 12 приводиться в обертовий рух самостійним двигуном 16 через вал 17, з'єднаний із двигуном через редуктор. Гідравлічний циліндр 18 діє на кожну вилкоподібну опору 13, регулюючи положення валка 12 і утримуючи останній у цьому положенні шляхом урівноважування протилежних сил, що виникають під час процесу прокатки. У випадку необхідності вилучити опорну конструкцію 11 із прокатного стана для проведення техобслуговування пристрій 19 діє на один з гідравлічних циліндрів 18 і зміщує циліндр відносно його положення шляхом обертового руху навколо осі 20. На фіг. 3 показано у перспективі ряд тривалкових блоків 12 кількох послідовно розташованих прокатних клітей U, позначених U1, U2, U3, U4, U5. На фіг. 4 показано профіль жолобів 12а робочих валків 12. Як видно з малюнка, жолоби 12а валків 12 мають дугоподібний або сферичний профіль із радіусами R5, R4, R3, R2, R1, які поступово зменшуються починаючи від останньої прокатної кліті U5 до першої прокатної кліті U1 відповідно. Однак це зменшення радіусів жолобів відбувається таким чином, що номінальний діаметр «D» валків 12, який дорівнює подвоєній відстані між віссю прокатки L і віссю валка X, залишається однаковим, тобто він не змінюється від однієї прокатної кліті до іншої. Напрямок прокатки позначений стрілкою А. На фіг. 5 показано можливий варіант валка 12. Валок 12 виконується в основному з двох частин 12.1 і 12.2. Частина валка 12.1 виконана як одна деталь із валом 21, який становить одне ціле з валом 17, що передає рух валку 12. Частина валка 12.2 має кільцеподібну форму, і на зовнішній поверхні валка виконується жолоб 12а. Ця частина валка 12.2 виконана як одне ціле з частиною валка 12.1 за допомогою шпонкового (клинового) з'єднання, гарячого обтиснення або переважно за допомогою зварювання. Прокатний стан 10 містить також оправку 22, показану на фіг. 3, здатну переміщатися уздовж осі прокатки L, яка приводиться в рух за допомогою відомих засобів. Робота прокатного стана 10 описана та ілюструється в цьому описі в такий спосіб. Як показано на фіг. 3, труба T просувається крізь ряд тривалкових блоків 12, які приводяться в обертовий рух двигунами 16 через приводні вали 17. Оправка 22, вміщена всередину труби Т, також одночасно просувається зі швидкістю, меншою від 94752 6 швидкості просування труби. При проході крізь жолоби 12а валків 12, які мають радіуси, що поступово зменшуються, діаметр і товщина труби T з вміщеною всередині її оправкою 22 зменшуються. При зносі валків 12 робочий профіль їх жолоба 12а переточується з метою зберегти той самий номінальний діаметр. Після видалення матеріалу з валка 12 новий профіль утворюватиме більш широкий прохід крізь валки прокатної кліті U порівняно з попереднім профілем. Оскільки діаметр труби T у прокатному стані зменшується при проході від однієї прокатної кліті до наступної, оброблені в такий спосіб валки 12 розміщають у прокатній кліті, розташованій спереду відносно напрямку прокатки А; наприклад, якщо валок 12 входив до складу прокатної кліті U5, те після обточування його встановлюють у прокатній кліті U4 і т.д. Після того, як валки 12 першої прокатної кліті U1 вичерпали свій термін служби, вони вилучаються. Прокатний стан 10 відповідно до винаходу, описаний вище і показаний на кресленнях, має істотні переваги над прокатними станами, описаними у вступній частині опису винаходу, в яких валки завжди використовуються в одній і тій самій прокатній кліті. По-перше, у прокатному стані 10 не потрібно завищувати розміри нових валків відносно номінальних, на відміну від валків прокатних станів, описаних у вступній частині опису винаходу. Це пояснюється тим, що, як видно з фіг. 4, валки прокатного стана 10 мають постійний діаметр, а змінюється радіус жолоба валка. Внаслідок цього габарити прокатного стана 10 менші порівняно з габаритами прокатних станів, наведених у вступній частині, отже, вони менш громіздкі, більш дешеві, менш енергоємні й забезпечують більш легке складання та розбирання валків. Потреба в настроюванні валків у прокатному стані 10 мінімальна, оскільки немає потреби компенсувати зміни в діаметрі валка. Тому витрати часу на настроювання набагато менші, і відповідно менші необхідні витрати праці та довільні витрати в порівнянні із прокатними станами, описаними у вступній частині опису винаходу. У прокатному стані з валками, які мають номінальний діаметр, що змінюється, прокатний стан вимагає настроювання при кожному установленні переточених валків. Причина полягає в тому, що кожному номінальному діаметру валка відповідає певна швидкість обертання. Крім того, на початку процесу прокатки потрібне додаткове настроювання, що може викликати погіршення якості частини продукції через необхідність виждати певний час, поки не буде досягнутий оптимальний режим роботи прокатного стана. При використанні валків з тим самим номінальним діаметром процес настроювання прокатного стана значно полегшується, і точне настроювання не обов'язкове, завдяки чому вся продукція, що випускається, має однакову якість. Слід додати, що прокатний стан 10 має також переваги в тому випадку, якщо потрібно обробити більше отворів (під «отвором» розуміється діаметр труби, що виходить із прокатного стана). У цьому 7 випадку для отвору певного перерізу новий валок може почати працювати в останній прокатній кліті U5 (вихідний отвір труби) і закінчити працювати в першій прокатній кліті U1 (вхідний отвір труби); отже, для отвору більшого перерізу той же валок може бути оброблений так, щоб він працював в останній прокатній кліті U5 до першої прокатної кліті U1. Завдяки цьому забезпечується оптимізація використання валка через його максимально повне використання, і його вплив на виробничі витрати зводиться до мінімуму. У прокатному стані 10 можна також реалізувати таку можливість: профіль валка переточується один або два рази, і валок залишається в тій самій прокатній кліті. Завдяки цьому номінальний діаметр валка зазнає мінімальної зміни, яка може бути компенсована таким же мінімальним настроюванням. Представлений на фіг. 5 валок 12 дозволяє істотно зменшити кількість відходів після того, як валок вичерпає свій строк служби. Дійсно, коли 94752 8 кільцеподібна частина 12.2, що контактує із трубою Т, повністю зноситься, її можна зняти із частини 12.1 і замінити новою кільцеподібною частиною 12.2. Завдяки цьому заміняється не весь валок, а тільки його частина. В опис винаходу і креслення, наведені вище, можуть бути внесені варіанти і/або доповнення. У конструкцію, роботу і форму різних елементів прокатного стана 10 можуть бути внесені зміни. Кількість прокатних клітей може відрізнятися від кількості клітей, наведених на кресленнях, відповідно до встановлених вимог. Кожна прокатна кліть може бути також обладнана більш ніж трьома валками. Форма валка і профіль його калібру також може відрізнятися від зображених вище. Кожний валок може бути виконаний як одна деталь. Однак особливо ефективним є варіант виконання валка із двох деталей, показаний на фіг. 5. 9 Комп’ютерна верстка А. Крулевський 94752 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill for seamless tubes
Автори англійськоюMarin Paolo, Rinaldi Partizio, Palma Vincenzo
Назва патенту російськоюПрокатный стан для обработки бесшовных труб
Автори російськоюМарин Паоло, Риналди Партицио, Палма Винченцо
МПК / Мітки
МПК: B21B 17/04
Мітки: безшовних, прокатній, стан, труб, обробки
Код посилання
<a href="https://ua.patents.su/5-94752-prokatnijj-stan-dlya-obrobki-bezshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для обробки безшовних труб</a>
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стан, прокатній, штабовий, неперервний
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Багатовалковий прокатний стан
Номер патенту: 2018
Опубліковано: 15.09.2003
Автор: Женг Хонгжуан
МПК: B21B 31/00
Мітки: багатовалковій, прокатній, стан
Формула / Реферат:
1. Прокатний стан, що містить кліть стана, верхню систему валків, нижню систему валків, причому до складу кожної з них входить робочий валок, та пристрій регулювання величини зазору між двома робочими валками, який відрізняється тим, що кожна з вищезгаданих систем валків включає кілька рядів зовнішніх опорних валків, розташованих з зовнішнього боку відповідного робочого валка, причому робочий валок і зовнішні опорні валки розміщені таким...
Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю
Номер патенту: 75385
Опубліковано: 17.04.2006
Автори: Бальд Вільфрід, Зайдель Юрген
МПК: B21B 13/14
Мітки: стрічок, плоских, профілю, прокатній, стан, виготовлення, різнотовщинністю, катаних, потрібною
Формула / Реферат:
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі...
Спосіб експлуатації редукційно-розтяжного прокатного стана і редукційно-розтяжний прокатний стан
Номер патенту: 72613
Опубліковано: 15.03.2005
Автор: Пеле Ханс Йоахім
МПК: B21B 37/78, B21B 17/00
Мітки: спосіб, прокатній, експлуатації, редукційно-розтяжний, прокатного, стан, стана, редукційно-розтяжного
Формула / Реферат:
1. Спосіб експлуатації редукційно-розтяжного прокатного стана (1) для прокатки труби (2) кінцевої довжини (L), що містить, щонайменше, дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між...
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Гриневич Володимир Ігорович, Чуприна Дмитро Олегович
МПК: B21B 21/00, B21B 31/00
Мітки: кліті, стана, прокатній, робочої, прокатки, валок, труб, холодної
Формула / Реферат:
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Попередній патент: Спосіб та система для лазерної, специфічної довжини хвилі, обробки інфрачервоним випромінюванням
Наступний патент: Спосіб визначення якості фармацевтичних препаратів серцево-судинної дії на основі триметазидину дигідрохлориду у кристалічній формі
Випадковий патент: Спосіб контролю повноти зливу та очищення внутрішньої і зовнішньої поверхні цистерни (вагона)