Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю
Формула / Реферат
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі (1, 2) валки встановлені в прокатній кліті (10, 11) з можливістю осьового зміщення, щонайменше один з робочих валків (1, 2) виконаний з можливістю регулювання в напрямі (7) виходу катаної стрічки (6), при цьому опорні (3, 4) і робочі (1, 2) валки оснащені криволінійним контуром (CVC-контур), що утворений поліномом щонайменше 2-го порядку, контури проходять по всій ширині бочки, розташовані зі зміщенням один відносно одного на 180° і виконані так, що обидва контури бочки робочих валків (1, 2) доповнюють один одний з утворенням симетричного контура міжвалкового зазору.
2. Прокатний стан за п. 1, який відрізняється тим, що для компенсації різного характеру прогину і сплющення робочі валки (1, 2) виконані з відмінними один від одного вказаними контурами (різний CVC-контур), причому для розрахунку контурів застосовують поліном 3-го або більш високого порядку, наприклад поліном 5-го порядку.
3. Прокатний стан (10, 11) за п. 1 або 2, який відрізняється тим, що робочий валок (1, 2) виконаний з можливістю зміщення в напрямі (7) виходу при безперервному регулюванні.
4. Прокатний стан (10, 11) за п. 3, який відрізняється тим, що величиною зміщення (8) валка керують в залежності, в тому числі, від вхідної і вихідної товщини катаної стрічки (6), міцності її матеріалу і актуальної комбінації діаметрів робочих валків (1, 2).
5. Прокатний стан (10, 11) за будь-яким з пп. 1-4, який відрізняється тим, що для кожного з робочих валків (1, 2), а також для кожного з їх боків в залежності від положення їх зміщення можуть бути встановлені відповідно різні згинаючі зусилля робочих валків.
6. Прокатний стан (10, 11) за будь-яким з пп. 1-5, який відрізняється тим, що тільки робочий валок (1) меншого діаметра забезпечений опорним валком (3).
7. Прокатний стан (10, 11) за будь-яким з пп. 1-6, який відрізняється тим, що робочий валок (1) меншого діаметра з'єднаний з допоміжним приводом, який або відмикається, або від'єднується.
8. Прокатний стан (10, 11) за будь-яким з пп. 1-7, який відрізняється тим, що робочі валки (1, 2) виготовлені з матеріалів, відмінних один від одного за характером свого зносу, і/або з високозносостійких матеріалів методом порошкової металургії, наприклад методом гарячого ізостатичного пресування.
Текст
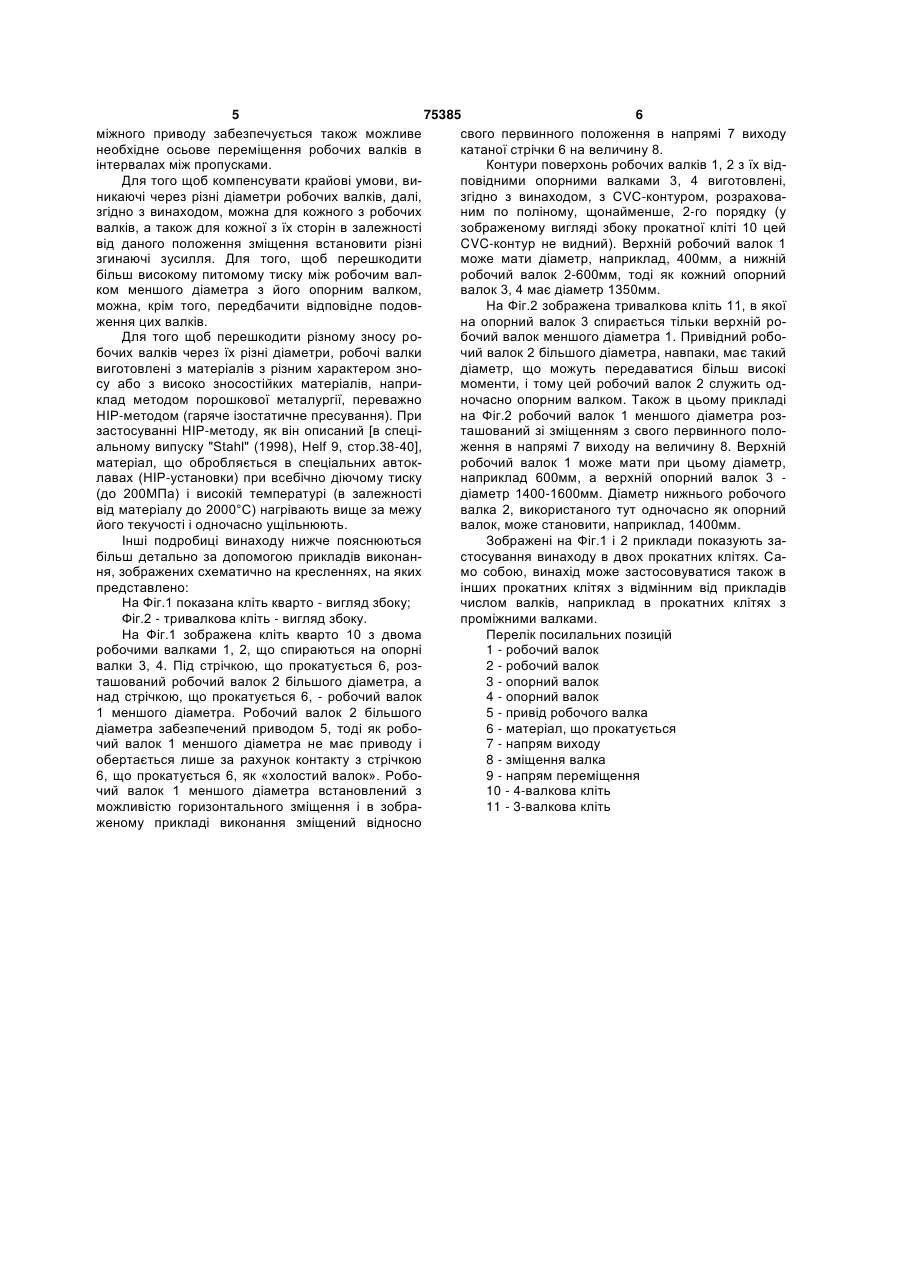
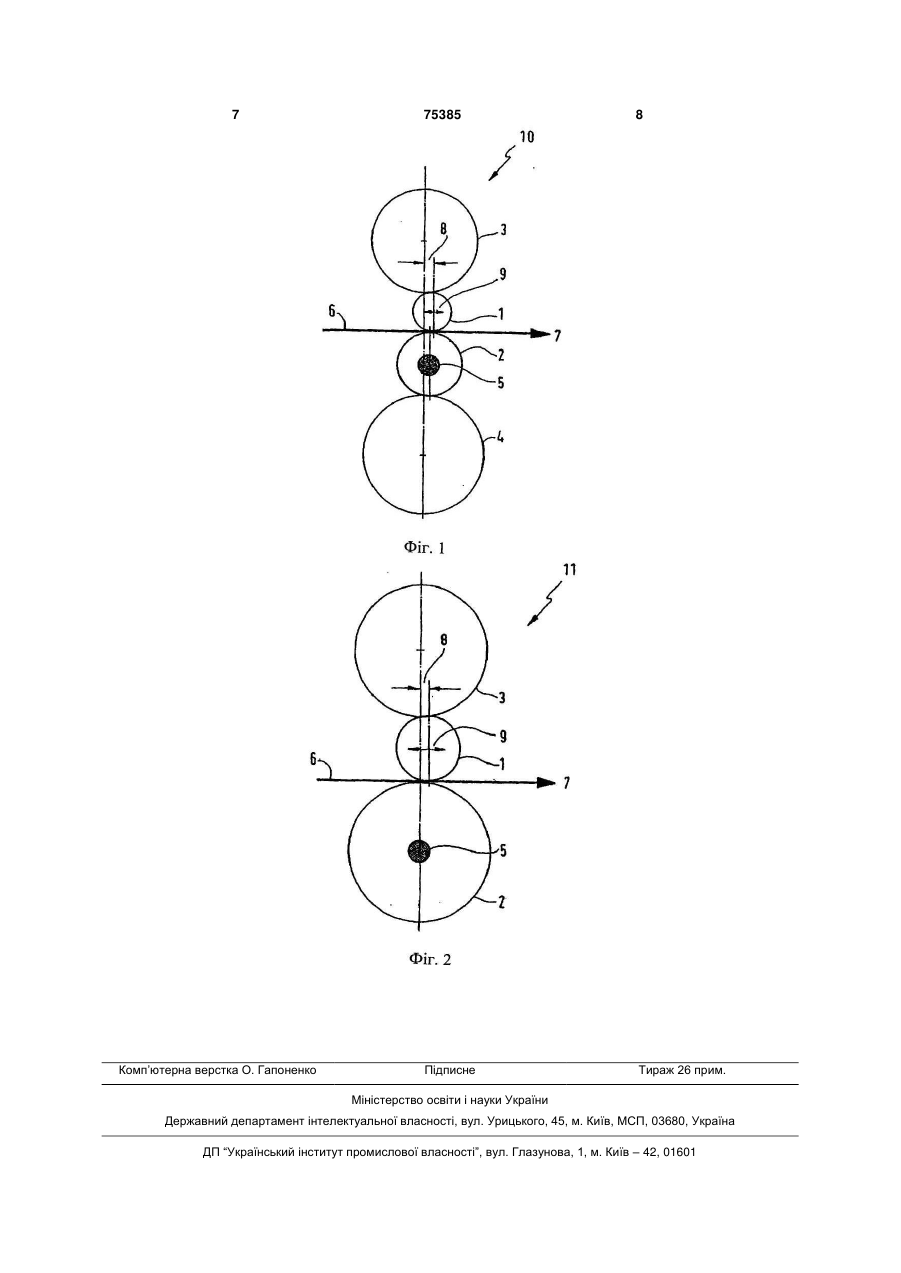
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі (1, 2) валки встановлені в прокатній кліті (10, 11) з можливістю осьового зміщення, щонайменше один з робочих валків (1, 2) виконаний з можливістю регулювання в напрямі (7) виходу катаної стрічки (6), при цьому опорні (3, 4) і робочі (1, 2) валки оснащені криволінійним контуром (CVC-контур), що утворений поліномом щонайменше 2-го порядку, контури проходять по всій ширині бочки, розташовані зі зміщенням один відносно одного на 180° і виконані так, що обидва контури бочки робочих валків (1, 2) доповнюють один одний з утворенням симетричного контура міжвалкового зазору. 2. Прокатний стан за п. 1, який відрізняється тим, що для компенсації різного характеру прогину і C2 2 UA 1 3 75385 4 Прокатні агрегати з робочими валками різних - для системи R(x) координат на кромці валка: діаметрів відомі. Так, в US-PS 2139872 описаний а0=0,349712·103мм (радіус робочого валка) прокатний стан, в якому для досягнення більш а1=0,733199·10-3 ефективного обтиснення стрічки, що прокатується, а2=0,198038·10-3мм-1 під час прокатки встановлено два робочих валки а3=-0,536180·10-3мм-2 -11 -3 різних діаметрів, що спираються на опорні валки. а4=0,368442·10 мм -15 При цьому виявилося переважним приводити тільа5=-0,775668·10 мм-4 ки робочий валок більшого діаметра, а валок ме- для системи R(x) координат в середині валншого діаметра обертається разом з ним як холока: стий валок. Подібні відомі прокатні стани а0=0,350000·103мм (радіус робочого валка) переважно використовують в останніх клітях лінії а1=-0,544375·10-3 прокатки з метою зменшення зусилля прокатки і а2=0,000000·мм-1 потужності приводу, а також зменшення явища а3=0,163860·10-8мм-2 загострення кромок так званий "Edge-Drop", особа4=-0,590250·10-28мм-3 ливо у високовуглецевої сталі. а5=-0,775668·10-15мм-4 При гарячій прокатці стрічкового матеріалу в Оскільки діаметри робочих валків різні, робочі межах програми прокатки термічна бочкоподібвалки володіють також різними характеристиками ність і знос робочих валків, а також їх пружні депрогину і сплющення. Особливо різними є ефекти формації схильні до відносно великих змін. Без в опорних і робочих валків. Це відноситься, зокрекоректування за рахунок настановних органів конма, до тривалкової кліті, в якої тільки робочий вафігурація стрічки змінюється у міру продовжуванолок меншого діаметра підтримується опорним ваго проходження матеріалу, що прокатується. Цей лком, оскільки у робочого валка більшого діаметра ефект різний від кліті до кліті або від пропуску до відсутня яка-небудь опора. Контури робочих валків пропуску. Таким чином, крім конфігурації стрічки були виконані тому, згідно з винаходом, позмінюється також задана площинність гарячої різному, з тим, щоб компенсувати ці ефекти. Розстрічки і внаслідок цього також площинність холорахунок необхідного контуру відбувається тоді в дної стрічки. реальному часі з метою утворення симетричного Задачею винаходу є таке удосконалення відопід навантаженням міжвалкового зазору. мого прокатного стану з робочими валками різних Нова концепція прокатної кліті застосовна діаметрів, щоб виготовляти стрічки високої якості особливо для тривалкової кліті такого роду. Ці при універсальному застосуванні цих клітей. кліті, наприклад, при не дуже високих навантаженПоставлена задача вирішується в прокатному нях можуть використовуватися також переважно стані описаного роду з відмітними ознаками пункту як передні кліті. Також в цій тривалковій кліті при1 формули за рахунок того, що опорні і робочі валводиться тільки робочий валок більшого діаметра, ки встановлені в прокатній кліті з можливістю а робочий валок меншого діаметра обертається осьового переміщення, щонайменше, один з роборазом з ним як холостий валок. Робочий валок чих валків виконаний з можливістю регулювання в більшого діаметра діє тоді як робочий валок, який напрямі виходу і опорні і робочі валки забезпечені може передавати високий момент і служить при опукло-угнутим контуром (CVC-контур, що визнацьому одночасно як опірний валок. Комбінація з чається поліномом, щонайменше, 2-го порядку), іншим робочим валком меншого діаметра, який що проходить, в основному, по всій ширині бочки, підтримується окремим опорним валком, створює який розташований зі зміщенням на 180° і виконатоді керовані зусилля прокатки. ний так, що обидва контури бочки робочих валків Оскільки за рахунок даних крайових умов при доповнюють один одного в симетричний контур використанні робочих валків різних діаметрів, осоміжвалкового зазору. бливо при прокатці товстої стрічки, потрібно рахуЗа рахунок комбінації, згідно з винаходом, що ватися з явищем «лижі» (загинання передніх крополягає в постачанні відомих, різних по розміру мок стрічки), з метою запобігання такій «лижі», робочих валків CVC-контуру (відомим, в тому чисзгідно з винаходом, один з робочих валків встанолі, з DE 3712043 С2; CVC-контур або контур валків влений в напрямі виходу з можливістю перемівідповідає при цьому поліному 2-го або більш вищення. Настройкою цього зміщення валка управсокого порядку), а також розташування робочих і ляють, в тому числі, в залежності від вхідної і опорних валків з можливістю переміщення як аксівихідної товщини, міцності матеріалу катаної стріально, так і в напрямі виходу, досягається абсочки, актуальної комбінації діаметрів робочих валків лютно нова концепція прокатних клітей, які в поріі т.д. внянні з відомими прокатними клітями, можуть У прокатній кліті, яка містить непривідний використовуватися більш універсально і виробляменший робочий валок і яка заздалегідь не наванти катані стрічки з високою площинністю і потрібтажена (міжвалковий зазор відповідає перед почаною різнотовщинністю профілю. тком процесу прокатки, приблизно, вхідній товщині Як профільну виконавчу ланку для CVCстрічки), переважно забезпечити також непривідконтуру робочих валків переважно розрахувати ний робочий валок допоміжним приводом, який контур по поліному 3-го або більш високого порядпісля початку процесу прокатки потім від'єднують ку, наприклад також 5-го порядку, і відповідно виі/або відключають. Завдяки цьому під час прокатки конати його. Поліном 5-го порядку загального виду запобігаються часто виникаючі в передніх клітях R(х)=а5·х5+а4·х4+а3·х3+а2·х2+а1·х+а0 вібрації (зустрічне коливання робочих валків), мав би тоді, наприклад, для валка довжиною оскільки під час прокатки робочі валки кінематично 1900мм наступні параметри, а саме: відділені. Переважно додатково за рахунок допо 5 75385 6 міжного приводу забезпечується також можливе свого первинного положення в напрямі 7 виходу необхідне осьове переміщення робочих валків в катаної стрічки 6 на величину 8. інтервалах між пропусками. Контури поверхонь робочих валків 1, 2 з їх відДля того щоб компенсувати крайові умови, виповідними опорними валками 3, 4 виготовлені, никаючі через різні діаметри робочих валків, далі, згідно з винаходом, з CVC-контуром, розраховазгідно з винаходом, можна для кожного з робочих ним по поліному, щонайменше, 2-го порядку (у валків, а також для кожної з їх сторін в залежності зображеному вигляді збоку прокатної кліті 10 цей від даного положення зміщення встановити різні CVC-контур не видний). Верхній робочий валок 1 згинаючі зусилля. Для того, щоб перешкодити може мати діаметр, наприклад, 400мм, а нижній більш високому питомому тиску між робочим валробочий валок 2-600мм, тоді як кожний опорний ком меншого діаметра з його опорним валком, валок 3, 4 має діаметр 1350мм. можна, крім того, передбачити відповідне подовНа Фіг.2 зображена тривалкова кліть 11, в якої ження цих валків. на опорний валок 3 спирається тільки верхній роДля того щоб перешкодити різному зносу робочий валок меншого діаметра 1. Привідний робобочих валків через їх різні діаметри, робочі валки чий валок 2 більшого діаметра, навпаки, має такий виготовлені з матеріалів з різним характером знодіаметр, що можуть передаватися більш високі су або з високо зносостійких матеріалів, напримоменти, і тому цей робочий валок 2 служить одклад методом порошкової металургії, переважно ночасно опорним валком. Також в цьому прикладі НІР-методом (гаряче ізостатичне пресування). При на Фіг.2 робочий валок 1 меншого діаметра роззастосуванні HIР-методу, як він описаний [в спеціташований зі зміщенням з свого первинного полоальному випуску "Stahl" (1998), Неlf 9, стор.38-40], ження в напрямі 7 виходу на величину 8. Верхній матеріал, що обробляється в спеціальних автокробочий валок 1 може мати при цьому діаметр, лавах (НІР-установки) при всебічно діючому тиску наприклад 600мм, а верхній опорний валок 3 (до 200МПа) і високій температурі (в залежності діаметр 1400-1600мм. Діаметр нижнього робочого від матеріалу до 2000°С) нагрівають вище за межу валка 2, використаного тут одночасно як опорний його текучості і одночасно ущільнюють. валок, може становити, наприклад, 1400мм. Інші подробиці винаходу нижче пояснюються Зображені на Фіг.1 і 2 приклади показують забільш детально за допомогою прикладів виконанстосування винаходу в двох прокатних клітях. Саня, зображених схематично на кресленнях, на яких мо собою, винахід може застосовуватися також в представлено: інших прокатних клітях з відмінним від прикладів На Фіг.1 показана кліть кварто - вигляд збоку; числом валків, наприклад в прокатних клітях з Фіг.2 - тривалкова кліть - вигляд збоку. проміжними валками. На Фіг.1 зображена кліть кварто 10 з двома Перелік посилальних позицій робочими валками 1, 2, що спираються на опорні 1 - робочий валок валки 3, 4. Під стрічкою, що прокатується 6, роз2 - робочий валок ташований робочий валок 2 більшого діаметра, а 3 - опорний валок над стрічкою, що прокатується 6, - робочий валок 4 - опорний валок 1 меншого діаметра. Робочий валок 2 більшого 5 - привід робочого валка діаметра забезпечений приводом 5, тоді як робо6 - матеріал, що прокатується чий валок 1 меншого діаметра не має приводу і 7 - напрям виходу обертається лише за рахунок контакту з стрічкою 8 - зміщення валка 6, що прокатується 6, як «холостий валок». Робо9 - напрям переміщення чий валок 1 меншого діаметра встановлений з 10 - 4-валкова кліть можливістю горизонтального зміщення і в зобра11 - 3-валкова кліть женому прикладі виконання зміщений відносно 7 Комп’ютерна верстка О. Гапоненко 75385 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand for production of flat roll strip with required profile polythickness
Автори англійськоюSeidel Juergen
Назва патенту російськоюПрокатный стан для изготовления плоских катаных полос с необходимой разнотолщинностью профиля
Автори російськоюЗайдель Юрген
МПК / Мітки
МПК: B21B 13/14
Мітки: різнотовщинністю, профілю, прокатній, виготовлення, стрічок, катаних, потрібною, стан, плоских
Код посилання
<a href="https://ua.patents.su/4-75385-prokatnijj-stan-dlya-vigotovlennya-ploskikh-katanikh-strichok-z-potribnoyu-riznotovshhinnistyu-profilyu.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю</a>
Багатовалковий прокатний стан
Номер патенту: 2018
Опубліковано: 15.09.2003
Автор: Женг Хонгжуан
МПК: B21B 31/00
Мітки: стан, багатовалковій, прокатній
Формула / Реферат:
1. Прокатний стан, що містить кліть стана, верхню систему валків, нижню систему валків, причому до складу кожної з них входить робочий валок, та пристрій регулювання величини зазору між двома робочими валками, який відрізняється тим, що кожна з вищезгаданих систем валків включає кілька рядів зовнішніх опорних валків, розташованих з зовнішнього боку відповідного робочого валка, причому робочий валок і зовнішні опорні валки розміщені таким...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатній, штабовий, стан, неперервний
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 13/14, B21B 31/16
Мітки: стан, двох, регулюванням, прокатній, напрямках, валків
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Прокатний стан з регулюванням валків по двом напрямкам
Номер патенту: 66910
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 29/00, B21B 1/22
Мітки: двом, стан, напрямкам, прокатній, регулюванням, валків
Формула / Реферат:
1. Прокатний стан для прокатки листа і штаби, що складається з рами стана (10), верхньої системи валків і нижньої системи валків, верхнього люнета і нижнього люнета та притискних пристроїв (9) для регулювання величини проміжку між валками, в якому згадані верхня і нижня системи валків виконані таким чином, що мають вежоподібну конфігурацію, який відрізняється тим, що один з люнетів складається з першого середнього люнета, перших бокових...
Універсальний стан плющильно-волочильно-прокатний
Номер патенту: 73277
Опубліковано: 15.07.2005
Автори: Іоффе Ірина Анатолівна, Брєзін Олександр Олександрович, Близнюк Олексій Анатолієвич, Гребе Олександр Константинович, Донченко Анатолій Григорович, Мірошніченко Сергій Павлович, Шрамко Микола Карпович, Рудь Володимир Павлович, Рудь Віктор Володимирович, Саєнко Віктор Олександрович, Гуртовой Микола Іванович, Работніков Микола Олександрович, Іванченко Василь Яковлевич, Чистяков Олександр Вікторович, Карєєв Сергій Михайлович, Ткаченко Олександр Павлович
МПК: B21B 1/00
Мітки: універсальний, стан, плющильно-волочильно-прокатний
Формула / Реферат:
1. Універсальний стан плющильно-волочильно-прокатний, який містить установлені в технологічній послідовності розмотувач вхідної заготівки, ролики опорні міряльні, горизонтальну правильну машину, волочильну роликову головку, робочу кліть, правий та лівий намотувально-розмотувальні пристрої, в залежності від напрямку подання вхідної заготівки дроту, з пристроями механічної настройки рядного укладання металопрокату, що намотується на шпулю або...
Попередній патент: Вітроенергетична гідротеплоакумулююча установка
Наступний патент: Гербіцидна композиція, її застосування, спосіб та засіб боротьби з небажаними рослинами
Випадковий патент: Спосіб доступу до великих аортолегеневих колатеральних артерій