Гнучкий вентиляційний канал
Номер патенту: 95015
Опубліковано: 25.06.2011
Автори: Цьомик Анатолій Михайлович, Клапішевський Олександр Станіславович

Формула / Реферат
1. Безшовний вентиляційний канал, який містить множину витягнутих панелей та цілком сформоване шарнірне з'єднання між вказаними панелями, при цьому канал сформований шляхом коекструзії або шляхом паралельного інжекційного пресування або шляхом коформування дуттям та містить області формування з'єднання панелей із іншого, більш еластичного матеріалу, порівняно із матеріалом вказаних екструдованих панелей, дозволяючи відносний рух між панелями навколо вказаних областей шарнірного з'єднання таким чином, що канал може бути складений для транспортування та/або зберігання.
2. Безшовний вентиляційний канал за п. 1, де кожна панель розташована по суті під прямим кутом до двох прилеглих панелей, коли канал розкладено.
3. Безшовний вентиляційний канал за п. 2, де кожна панель є жорсткою чи напівжорсткою та формує одну бічну стінку каналу.
4. Безшовний вентиляційний канал за п. 3, де кожна бічна стінка знаходиться по суті у контакті з іншою бічною стінкою, коли канал складено.
5. Безшовний вентиляційний канал відповідно до будь-якого з попередніх пунктів, де канал виконано з наповненої або ненаповненої пластмаси.
6. Безшовний вентиляційний канал за п. 5, який додатково містить один або комбінацію компонентів, вибраних з пластифікатора, антипірену, агента кольору, УФ-протектора, антибактеріологічної добавки.
7. Безшовний вентиляційний канал за п. 5, де канал виконано з полістиролу, поліпропілену, бутадієнстиролу, ПВХ, АБС.
8. Безшовний вентиляційний канал за п. 1, де шарнірне з'єднання виконано з термопласту чи термопластового еластомеру.
9. Безшовний вентиляційний канал за будь-яким з попередніх пунктів, виготовлений шляхом ко-екструзії.
10. Спосіб одержання безшовного екструдованого вентиляційного каналу, що містить множину витягнутих панелей та цілком сформоване шарнірне з'єднання між вказаними панелями, при цьому канал сформований шляхом коекструзії або шляхом паралельного інжекційного пресування або шляхом коформування дуттям та містить області формування з'єднання панелей із іншого більш еластичного матеріалу, порівняно із матеріалом вказаних екструдованих панелей, в якому проводять стадії коекструзії або паралельного інжекційного пресування або коформування дуттям, охолодження каналу та згинання каналу у відповідних шарнірних з'єднаннях для його складання, призначеного для його транспортування чи зберігання, або його розкладання для установки.
11. Спосіб за п. 10, де канал коекструдують у складеному стані.
12. Спосіб за п. 10, де канал коекструдують у частково розкладеному або розкладеному стані.
Текст
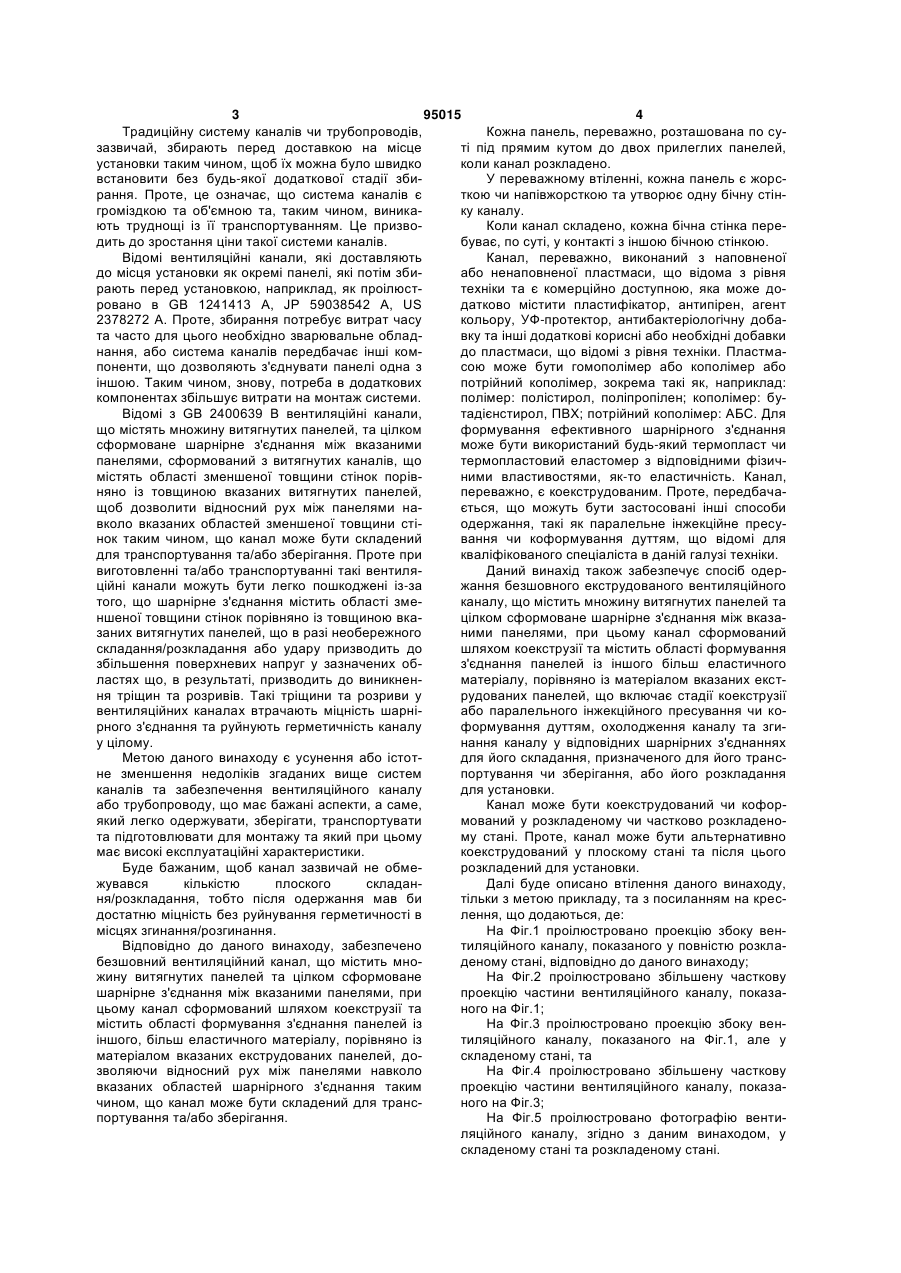
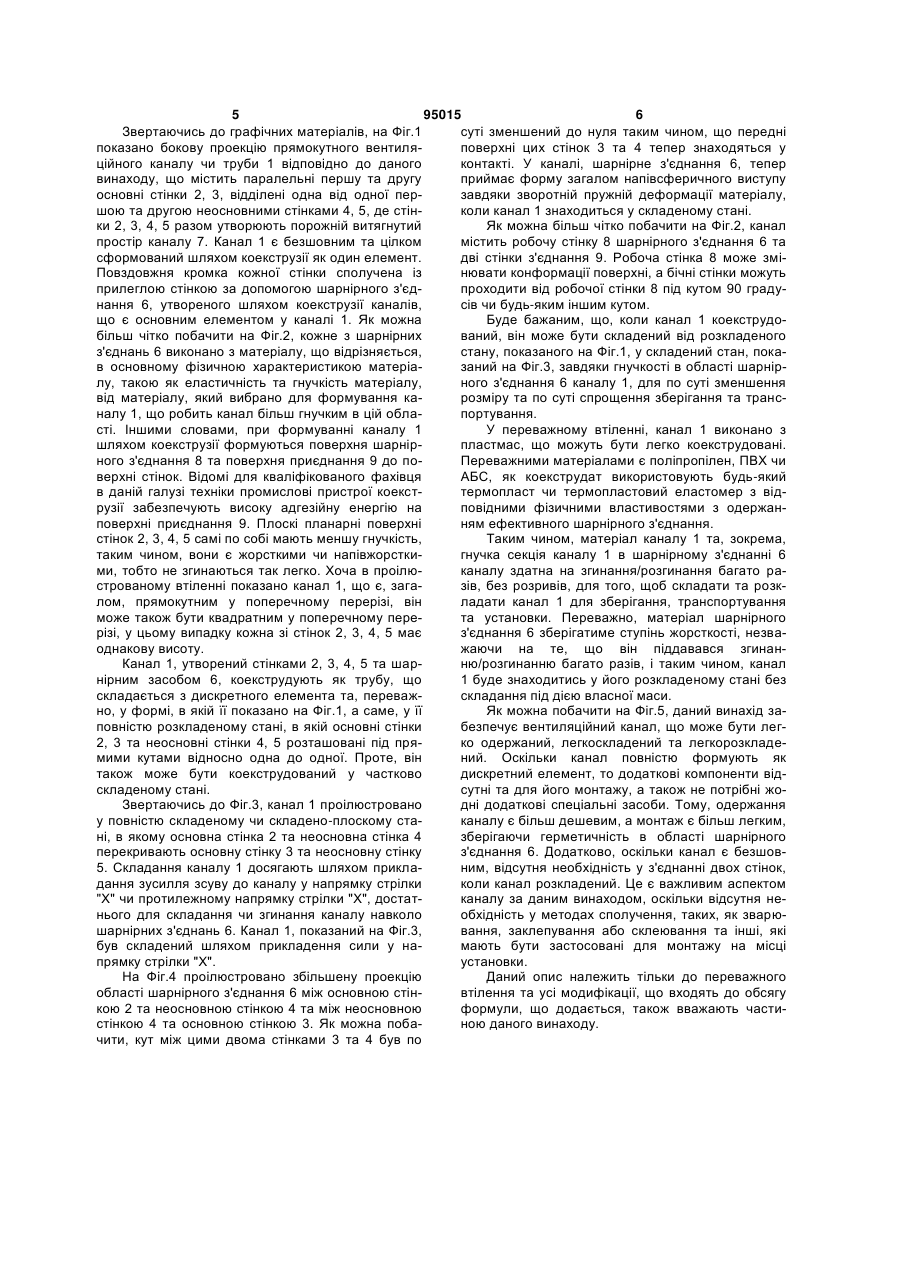
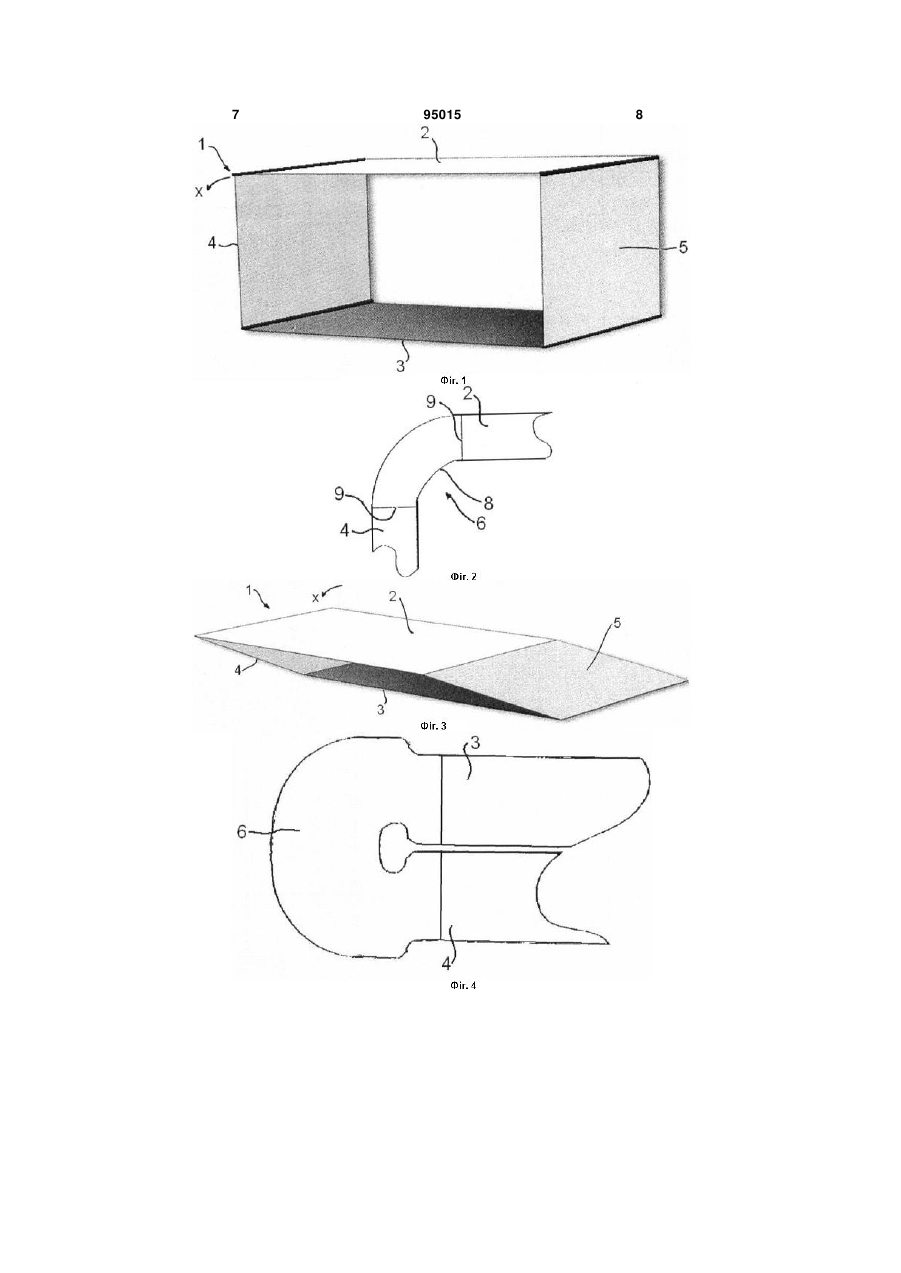
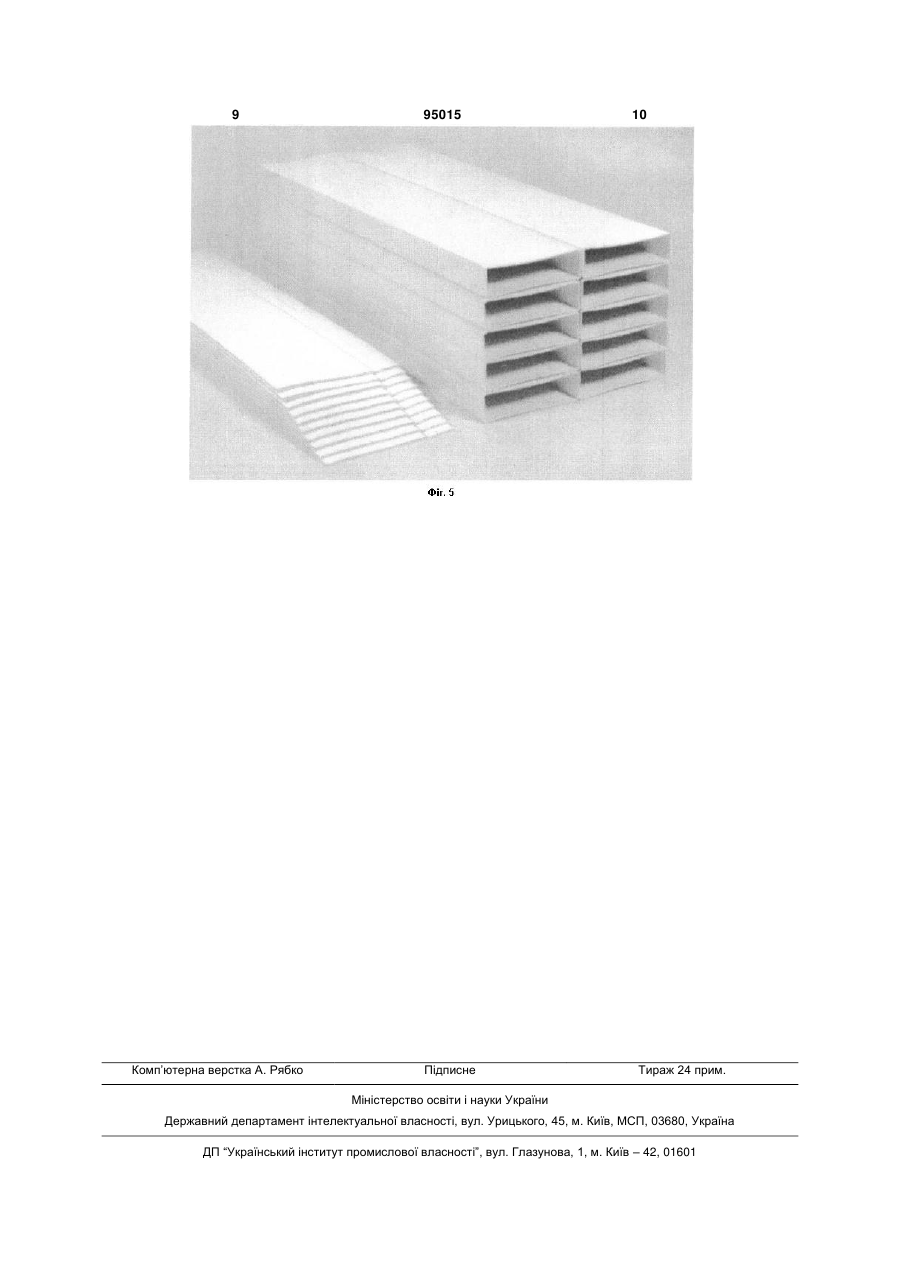
1. Безшовний вентиляційний канал, який містить множину витягнутих панелей та цілком сформоване шарнірне з'єднання між вказаними панелями, при цьому канал сформований шляхом коекструзії або шляхом паралельного інжекційного пресування або шляхом коформування дуттям та містить області формування з'єднання панелей із іншого, більш еластичного матеріалу, порівняно із матеріалом вказаних екструдованих панелей, дозволяючи відносний рух між панелями навколо вказаних областей шарнірного з'єднання таким чином, що канал може бути складений для транспортування та/або зберігання. 2. Безшовний вентиляційний канал за п. 1, де кожна панель розташована по суті під прямим кутом до двох прилеглих панелей, коли канал розкладено. 3. Безшовний вентиляційний канал за п. 2, де кожна панель є жорсткою чи напівжорсткою та формує одну бічну стінку каналу. 4. Безшовний вентиляційний канал за п. 3, де кожна бічна стінка знаходиться по суті у контакті з іншою бічною стінкою, коли канал складено. C2 2 (19) 1 3 95015 4 Традиційну систему каналів чи трубопроводів, Кожна панель, переважно, розташована по сузазвичай, збирають перед доставкою на місце ті під прямим кутом до двох прилеглих панелей, установки таким чином, щоб їх можна було швидко коли канал розкладено. встановити без будь-якої додаткової стадії збиУ переважному втіленні, кожна панель є жорсрання. Проте, це означає, що система каналів є ткою чи напівжорсткою та утворює одну бічну стінгроміздкою та об'ємною та, таким чином, виникаку каналу. ють труднощі із її транспортуванням. Це призвоКоли канал складено, кожна бічна стінка передить до зростання ціни такої системи каналів. буває, по суті, у контакті з іншою бічною стінкою. Відомі вентиляційні канали, які доставляють Канал, переважно, виконаний з наповненої до місця установки як окремі панелі, які потім збиабо ненаповненої пластмаси, що відома з рівня рають перед установкою, наприклад, як проілюсттехніки та є комерційно доступною, яка може доровано в GB 1241413 A, JP 59038542 A, US датково містити пластифікатор, антипірен, агент 2378272 А. Проте, збирання потребує витрат часу кольору, УФ-протектор, антибактеріологічну добата часто для цього необхідно зварювальне обладвку та інші додаткові корисні або необхідні добавки нання, або система каналів передбачає інші комдо пластмаси, що відомі з рівня техніки. Пластмапоненти, що дозволяють з'єднувати панелі одна з сою може бути гомополімер або кополімер або іншою. Таким чином, знову, потреба в додаткових потрійний кополімер, зокрема такі як, наприклад: компонентах збільшує витрати на монтаж системи. полімер: полістирол, поліпропілен; кополімер: буВідомі з GB 2400639 В вентиляційні канали, тадієнстирол, ПВХ; потрійний кополімер: АБС. Для що містять множину витягнутих панелей, та цілком формування ефективного шарнірного з'єднання сформоване шарнірне з'єднання між вказаними може бути використаний будь-який термопласт чи панелями, сформований з витягнутих каналів, що термопластовий еластомер з відповідними фізичмістять області зменшеної товщини стінок порівними властивостями, як-то еластичність. Канал, няно із товщиною вказаних витягнутих панелей, переважно, є коекструдованим. Проте, передбачащоб дозволити відносний рух між панелями нається, що можуть бути застосовані інші способи вколо вказаних областей зменшеної товщини стіодержання, такі як паралельне інжекційне пресунок таким чином, що канал може бути складений вання чи коформування дуттям, що відомі для для транспортування та/або зберігання. Проте при кваліфікованого спеціаліста в даній галузі техніки. виготовленні та/або транспортуванні такі вентиляДаний винахід також забезпечує спосіб одерційні канали можуть бути легко пошкоджені із-за жання безшовного екструдованого вентиляційного того, що шарнірне з'єднання містить області змеканалу, що містить множину витягнутих панелей та ншеної товщини стінок порівняно із товщиною вкацілком сформоване шарнірне з'єднання між вказазаних витягнутих панелей, що в разі необережного ними панелями, при цьому канал сформований складання/розкладання або удару призводить до шляхом коекструзії та містить області формування збільшення поверхневих напруг у зазначених обз'єднання панелей із іншого більш еластичного ластях що, в результаті, призводить до виникненматеріалу, порівняно із матеріалом вказаних екстня тріщин та розривів. Такі тріщини та розриви у рудованих панелей, що включає стадії коекструзії вентиляційних каналах втрачають міцність шарніабо паралельного інжекційного пресування чи корного з'єднання та руйнують герметичність каналу формування дуттям, охолодження каналу та згиу цілому. нання каналу у відповідних шарнірних з'єднаннях Метою даного винаходу є усунення або істотдля його складання, призначеного для його трансне зменшення недоліків згаданих вище систем портування чи зберігання, або його розкладання каналів та забезпечення вентиляційного каналу для установки. або трубопроводу, що має бажані аспекти, а саме, Канал може бути коекструдований чи кофорякий легко одержувати, зберігати, транспортувати мований у розкладеному чи частково розкладенота підготовлювати для монтажу та який при цьому му стані. Проте, канал може бути альтернативно має високі експлуатаційні характеристики. коекструдований у плоскому стані та після цього Буде бажаним, щоб канал зазвичай не обмерозкладений для установки. жувався кількістю плоского складанДалі буде описано втілення даного винаходу, ня/розкладання, тобто після одержання мав би тільки з метою прикладу, та з посиланням на кресдостатню міцність без руйнування герметичності в лення, що додаються, де: місцях згинання/розгинання. На Фіг.1 проілюстровано проекцію збоку венВідповідно до даного винаходу, забезпечено тиляційного каналу, показаного у повністю розклабезшовний вентиляційний канал, що містить мноденому стані, відповідно до даного винаходу; жину витягнутих панелей та цілком сформоване На Фіг.2 проілюстровано збільшену часткову шарнірне з'єднання між вказаними панелями, при проекцію частини вентиляційного каналу, показацьому канал сформований шляхом коекструзії та ного на Фіг.1; містить області формування з'єднання панелей із На Фіг.3 проілюстровано проекцію збоку веніншого, більш еластичного матеріалу, порівняно із тиляційного каналу, показаного на Фіг.1, але у матеріалом вказаних екструдованих панелей, доскладеному стані, та зволяючи відносний рух між панелями навколо На Фіг.4 проілюстровано збільшену часткову вказаних областей шарнірного з'єднання таким проекцію частини вентиляційного каналу, показачином, що канал може бути складений для трансного на Фіг.3; портування та/або зберігання. На Фіг.5 проілюстровано фотографію вентиляційного каналу, згідно з даним винаходом, у складеному стані та розкладеному стані. 5 95015 6 Звертаючись до графічних матеріалів, на Фіг.1 суті зменшений до нуля таким чином, що передні показано бокову проекцію прямокутного вентиляповерхні цих стінок 3 та 4 тепер знаходяться у ційного каналу чи труби 1 відповідно до даного контакті. У каналі, шарнірне з'єднання 6, тепер винаходу, що містить паралельні першу та другу приймає форму загалом напівсферичного виступу основні стінки 2, 3, відділені одна від одної перзавдяки зворотній пружній деформації матеріалу, шою та другою неосновними стінками 4, 5, де стінколи канал 1 знаходиться у складеному стані. ки 2, 3, 4, 5 разом утворюють порожній витягнутий Як можна більш чітко побачити на Фіг.2, канал простір каналу 7. Канал 1 є безшовним та цілком містить робочу стінку 8 шарнірного з'єднання 6 та сформований шляхом коекструзії як один елемент. дві стінки з'єднання 9. Робоча стінка 8 може зміПовздовжня кромка кожної стінки сполучена із нювати конформації поверхні, а бічні стінки можуть прилеглою стінкою за допомогою шарнірного з'єдпроходити від робочої стінки 8 під кутом 90 градунання 6, утвореного шляхом коекструзії каналів, сів чи будь-яким іншим кутом. що є основним елементом у каналі 1. Як можна Буде бажаним, що, коли канал 1 коекструдобільш чітко побачити на Фіг.2, кожне з шарнірних ваний, він може бути складений від розкладеного з'єднань 6 виконано з матеріалу, що відрізняється, стану, показаного на Фіг.1, у складений стан, покав основному фізичною характеристикою матеріазаний на Фіг.3, завдяки гнучкості в області шарнірлу, такою як еластичність та гнучкість матеріалу, ного з'єднання 6 каналу 1, для по суті зменшення від матеріалу, який вибрано для формування карозміру та по суті спрощення зберігання та трансналу 1, що робить канал більш гнучким в цій облапортування. сті. Іншими словами, при формуванні каналу 1 У переважному втіленні, канал 1 виконано з шляхом коекструзії формуються поверхня шарнірпластмас, що можуть бути легко коекструдовані. ного з'єднання 8 та поверхня приєднання 9 до поПереважними матеріалами є поліпропілен, ПВХ чи верхні стінок. Відомі для кваліфікованого фахівця АБС, як коекструдат використовують будь-який в даній галузі техніки промислові пристрої коексттермопласт чи термопластовий еластомер з відрузії забезпечують високу адгезійну енергію на повідними фізичними властивостями з одержанповерхні приєднання 9. Плоскі планарні поверхні ням ефективного шарнірного з'єднання. стінок 2, 3, 4, 5 самі по собі мають меншу гнучкість, Таким чином, матеріал каналу 1 та, зокрема, таким чином, вони є жорсткими чи напівжорсткигнучка секція каналу 1 в шарнірному з'єднанні 6 ми, тобто не згинаються так легко. Хоча в проілюканалу здатна на згинання/розгинання багато растрованому втіленні показано канал 1, що є, загазів, без розривів, для того, щоб складати та розклом, прямокутним у поперечному перерізі, він ладати канал 1 для зберігання, транспортування може також бути квадратним у поперечному перета установки. Переважно, матеріал шарнірного різі, у цьому випадку кожна зі стінок 2, 3, 4, 5 має з'єднання 6 зберігатиме ступінь жорсткості, незваоднакову висоту. жаючи на те, що він піддавався згинанКанал 1, утворений стінками 2, 3, 4, 5 та шарню/розгинанню багато разів, і таким чином, канал нірним засобом 6, коекструдують як трубу, що 1 буде знаходитись у його розкладеному стані без складається з дискретного елемента та, переважскладання під дією власної маси. но, у формі, в якій її показано на Фіг.1, а саме, у її Як можна побачити на Фіг.5, даний винахід заповністю розкладеному стані, в якій основні стінки безпечує вентиляційний канал, що може бути лег2, 3 та неосновні стінки 4, 5 розташовані під пряко одержаний, легкоскладений та легкорозкладемими кутами відносно одна до одної. Проте, він ний. Оскільки канал повністю формують як також може бути коекструдований у частково дискретний елемент, то додаткові компоненти відскладеному стані. сутні та для його монтажу, а також не потрібні жоЗвертаючись до Фіг.3, канал 1 проілюстровано дні додаткові спеціальні засоби. Тому, одержання у повністю складеному чи складено-плоскому стаканалу є більш дешевим, а монтаж є більш легким, ні, в якому основна стінка 2 та неосновна стінка 4 зберігаючи герметичність в області шарнірного перекривають основну стінку 3 та неосновну стінку з'єднання 6. Додатково, оскільки канал є безшов5. Складання каналу 1 досягають шляхом прикланим, відсутня необхідність у з'єднанні двох стінок, дання зусилля зсуву до каналу у напрямку стрілки коли канал розкладений. Це є важливим аспектом "X" чи протилежному напрямку стрілки "X", достатканалу за даним винаходом, оскільки відсутня ненього для складання чи згинання каналу навколо обхідність у методах сполучення, таких, як зварюшарнірних з'єднань 6. Канал 1, показаний на Фіг.3, вання, заклепування або склеювання та інші, які був складений шляхом прикладення сили у намають бути застосовані для монтажу на місці прямку стрілки "X". установки. На Фіг.4 проілюстровано збільшену проекцію Даний опис належить тільки до переважного області шарнірного з'єднання 6 між основною стінвтілення та усі модифікації, що входять до обсягу кою 2 та неосновною стінкою 4 та між неосновною формули, що додається, також вважають частистінкою 4 та основною стінкою 3. Як можна побаною даного винаходу. чити, кут між цими двома стінками 3 та 4 був по 7 95015 8 9 Комп’ютерна верстка А. Рябко 95015 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFlexible ventilation channel
Автори англійськоюKlapishevskyi Oleksandr Stanislavovych, Tsiomyk Anatolii Mykhailovych
Назва патенту російськоюГибкий вентиляционный канал
Автори російськоюКлапишевский Александр Станиславович, Цьомик Анатолий Михайлович
МПК / Мітки
МПК: F24F 13/02, F16L 11/00, F24F 7/00
Мітки: гнучкий, канал, вентиляційний
Код посилання
<a href="https://ua.patents.su/5-95015-gnuchkijj-ventilyacijjnijj-kanal.html" target="_blank" rel="follow" title="База патентів України">Гнучкий вентиляційний канал</a>
Вентиляційний канал

Номер патенту: 48176
Опубліковано: 10.03.2010
Автори: Цьомик Анатолій Михайлович, Клапішевський Олександр Станіславович
МПК: F24F 13/02
Мітки: канал, вентиляційний
Формула / Реферат:
1. Вентиляційний канал, що складається із внутрішнього сегмента вентиляційного каналу та зовнішнього сегмента вентиляційного каналу, який відрізняється тим, що внутрішній сегмент має L-подібну або Е-подібну форму, а зверху та знизу внутрішнього сегмента розташовані виступи, причому нижній виступ являє собою ущільнювальне плече, а виступи виконані із можливістю виконання фіксуючого паза на ущільнювальному плечі та фіксуючого паза на стінці...
Вентиляційний гнучкий воздуховод

Номер патенту: 1556
Опубліковано: 25.07.1994
Автор: Лященко Станіслав Георгійович
МПК: F24F 13/02
Мітки: воздуховод, вентиляційний, гнучкий
Формула / Реферат:
Вентиляционный гибкий воздуховод, содержащий отдельные секций, каждая из которых имеет каркас и эластичную оболочку, отличающийся тем, что, с целью упрощения конструкции и снижения массы, увеличения срока службы и упрощения монтажа, каркасы секции выполнены из маталлической сетки, а оболочки - из полимерного материала, один конец каждой секции имеет вогнутый участок, а другой - клиновидные выступы, взаимодействующие с вогнутым участком...
Гнучкий повітряний канал
Номер патенту: 34885
Опубліковано: 26.08.2008
Автори: Клапішевський Олександр Станіславович, Цьомик Анатолій Михайлович
МПК: F24F 13/02
Мітки: канал, гнучкий, повітряній
Формула / Реферат:
1. Гнучкий повітряний канал, який утворений із жорстких сегментів прямокутної форми, що складаються із зовнішньої стінки приймача (1) та внутрішньої стінки приймача (2), що приєднані до стінки стикування (3), замків (4), виконаних на зовнішній стінці приймача (1), обмежувачів (5), виконаних на стінці стикування (3), та в яких зверху та знизу відстань між зовнішньою (1) та внутрішньою (2) стінкою приймача дорівнює товщині стінки стикування...
Опалювально-вентиляційний апарат роторного типу
Номер патенту: 52906
Опубліковано: 15.01.2003
Автори: Попов Сергій Валерійович, Ігнатьєв Олег Леонідович, Могила Валентин Іванович
МПК: B60H 1/00
Мітки: типу, роторного, апарат, опалювально-вентиляційний
Формула / Реферат:
Опалювально-вентиляційний апарат роторного типу, що містить електропривід, корпус у вигляді завитка, ротор у вигляді набору усічених конусів, бак з рідиною, який відрізняється тим, що на усічених конусах, виготовлених із композиційного матеріалу розташовані нагрівальні електричні елементи, що встановлені під кутом до поздовжньої осі конусів з пристроєм підведення струму до них, а форсунка для підведення рідини встановлена на корпусі та...
Вентиляційний клапан зворотної тяги
Номер патенту: 33769
Опубліковано: 10.07.2008
Автор: Пеліпенко Олександр Михайлович
МПК: F16K 24/00
Мітки: зворотної, клапан, тяги, вентиляційний
Формула / Реферат:
Вентиляційний клапан зворотної тяги, що містить запірний орган, встановлений співвісно з трубою, який відрізняється тим, що запірний орган виконаний у вигляді обертового гвинта, що розташований у трубі, і приводиться у дію робочим колесом вітродвигуна, встановленим з ним на одному валу, причому діаметр робочого колеса вітродвигуна більший або дорівнює діаметру обертового гвинта.
Попередній патент: Спосіб одержання активованого вугілля
Наступний патент: Система контролю прокатних виробів і спосіб експертизи поверхні прокатних виробів прокатного стана
Випадковий патент: Синергічна гербіцидна композиція, яка містить клопіралід і флорасулам