Розпилююча головка для електродугової металізації
Номер патенту: 95050
Опубліковано: 10.12.2014
Автори: Бобіков Володимир Іванович, Роянов Вячеслав Олександрович


Формула / Реферат
1. Розпилююча головка для електродугової металізації, що містить повітряно-розпилююче сопло, розташоване між струмопідводами з механізмом подання розпилюваних дротів, яка відрізняється тим, що перед повітряно-розпилюючим соплом встановлено пульсатор з можливістю обертання.
2. Розпилююча головка за п. 1, яка відрізняється тим, що пульсатор виконано у вигляді конуса з отвором, що обертається, встановленого в циліндровому корпусі, співвісним йому.
Текст
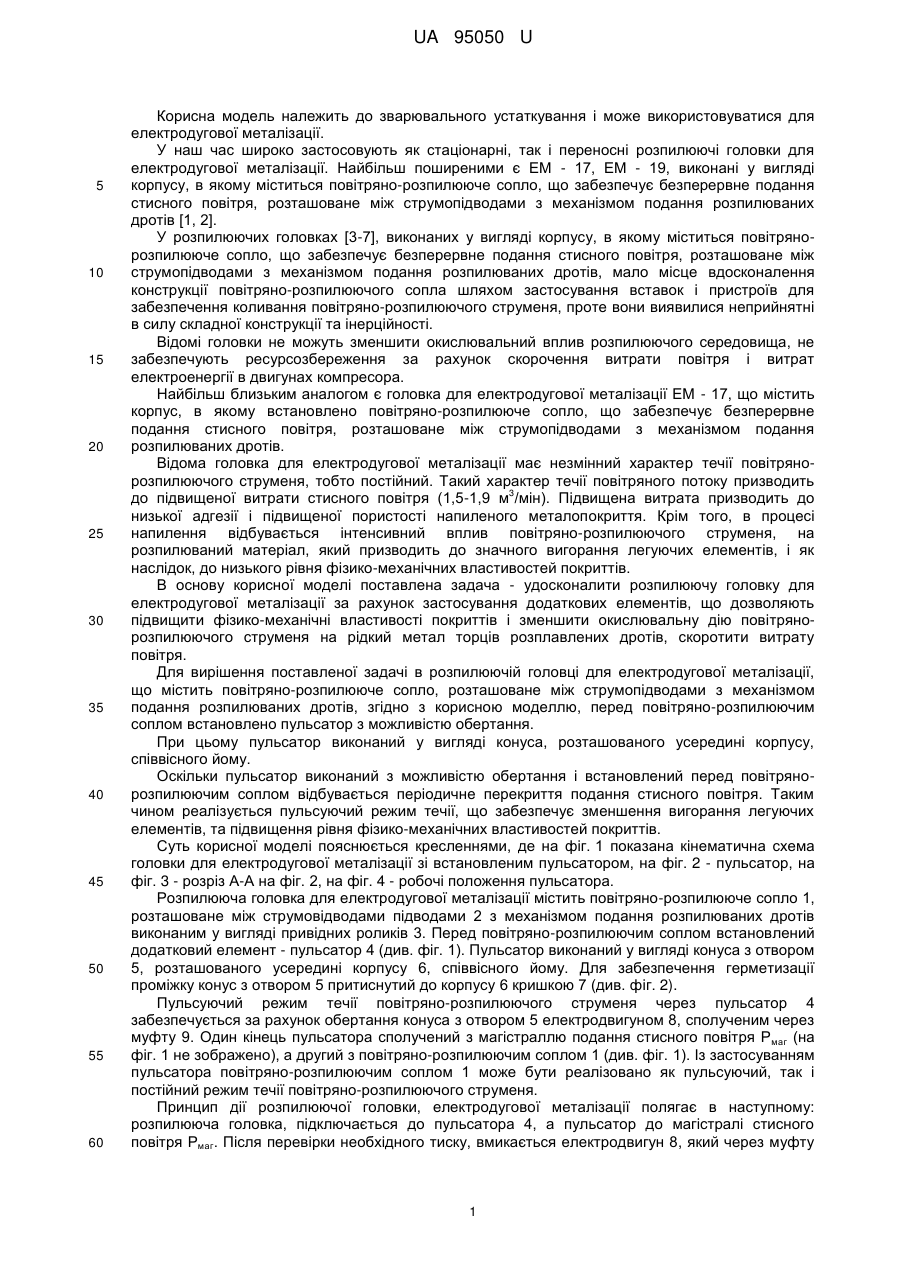
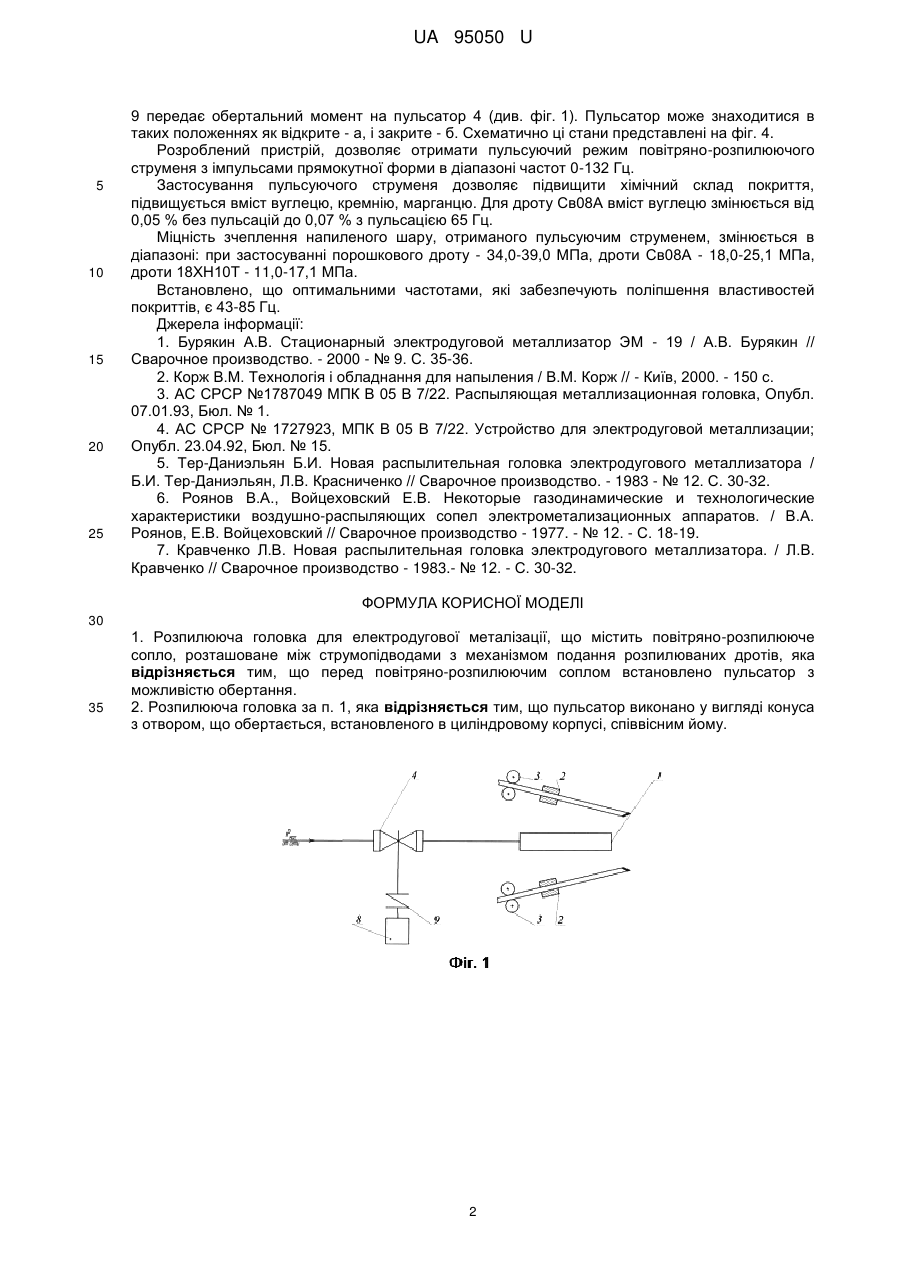
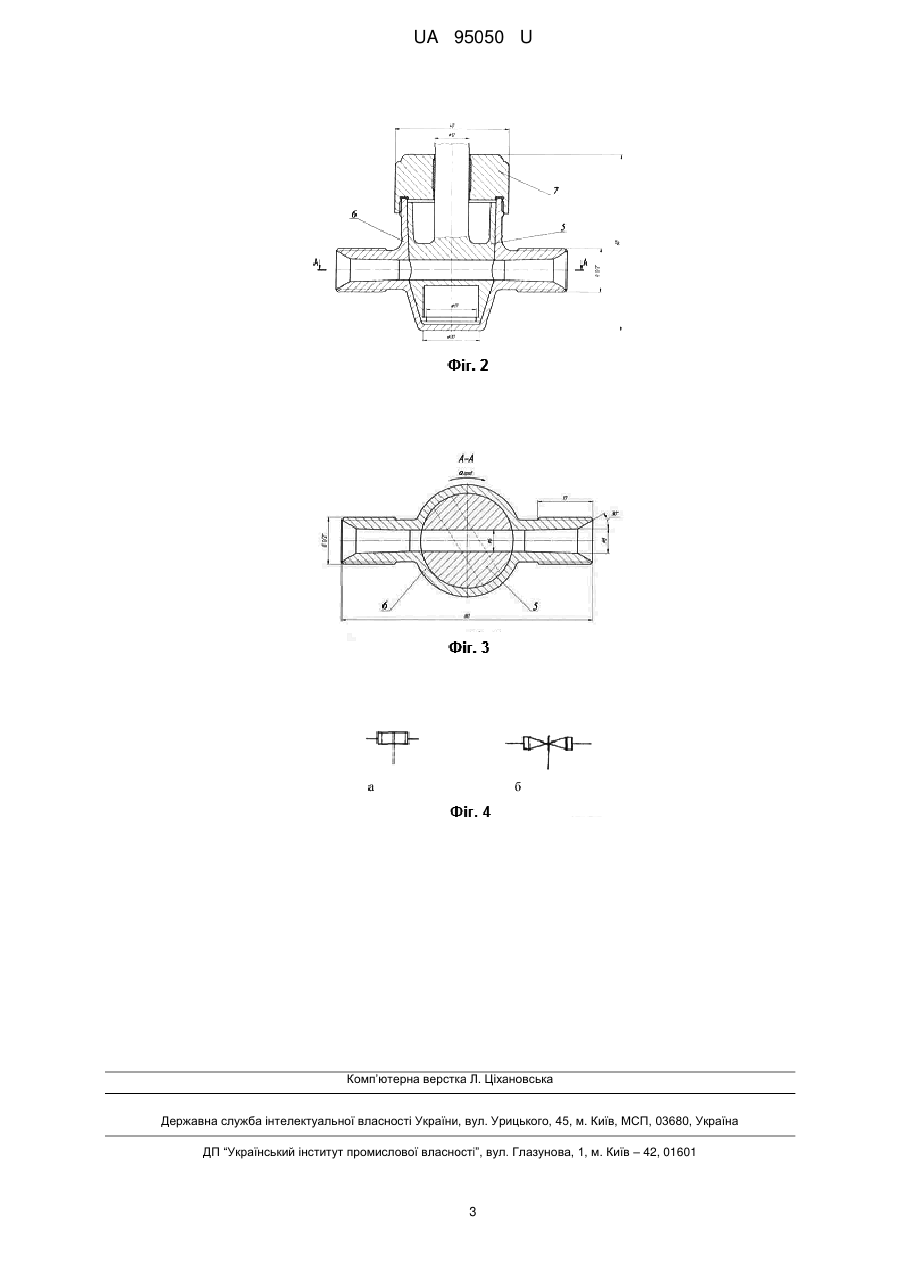
Реферат: UA 95050 U UA 95050 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювального устаткування і може використовуватися для електродугової металізації. У наш час широко застосовують як стаціонарні, так і переносні розпилюючі головки для електродугової металізації. Найбільш поширеними є ЕМ - 17, ЕМ - 19, виконані у вигляді корпусу, в якому міститься повітряно-розпилююче сопло, що забезпечує безперервне подання стисного повітря, розташоване між струмопідводами з механізмом подання розпилюваних дротів [1, 2]. У розпилюючих головках [3-7], виконаних у вигляді корпусу, в якому міститься повітрянорозпилююче сопло, що забезпечує безперервне подання стисного повітря, розташоване між струмопідводами з механізмом подання розпилюваних дротів, мало місце вдосконалення конструкції повітряно-розпилюючого сопла шляхом застосування вставок і пристроїв для забезпечення коливання повітряно-розпилюючого струменя, проте вони виявилися неприйнятні в силу складної конструкції та інерційності. Відомі головки не можуть зменшити окислювальний вплив розпилюючого середовища, не забезпечують ресурсозбереження за рахунок скорочення витрати повітря і витрат електроенергії в двигунах компресора. Найбільш близьким аналогом є головка для електродугової металізації ЕМ - 17, що містить корпус, в якому встановлено повітряно-розпилююче сопло, що забезпечує безперервне подання стисного повітря, розташоване між струмопідводами з механізмом подання розпилюваних дротів. Відома головка для електродугової металізації має незмінний характер течії повітрянорозпилюючого струменя, тобто постійний. Такий характер течії повітряного потоку призводить 3 до підвищеної витрати стисного повітря (1,5-1,9 м /мін). Підвищена витрата призводить до низької адгезії і підвищеної пористості напиленого металопокриття. Крім того, в процесі напилення відбувається інтенсивний вплив повітряно-розпилюючого струменя, на розпилюваний матеріал, який призводить до значного вигорання легуючих елементів, і як наслідок, до низького рівня фізико-механічних властивостей покриттів. В основу корисної моделі поставлена задача - удосконалити розпилюючу головку для електродугової металізації за рахунок застосування додаткових елементів, що дозволяють підвищити фізико-механічні властивості покриттів і зменшити окислювальну дію повітрянорозпилюючого струменя на рідкий метал торців розплавлених дротів, скоротити витрату повітря. Для вирішення поставленої задачі в розпилюючій головці для електродугової металізації, що містить повітряно-розпилююче сопло, розташоване між струмопідводами з механізмом подання розпилюваних дротів, згідно з корисною моделлю, перед повітряно-розпилюючим соплом встановлено пульсатор з можливістю обертання. При цьому пульсатор виконаний у вигляді конуса, розташованого усередині корпусу, співвісного йому. Оскільки пульсатор виконаний з можливістю обертання і встановлений перед повітрянорозпилюючим соплом відбувається періодичне перекриття подання стисного повітря. Таким чином реалізується пульсуючий режим течії, що забезпечує зменшення вигорання легуючих елементів, та підвищення рівня фізико-механічних властивостей покриттів. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана кінематична схема головки для електродугової металізації зі встановленим пульсатором, на фіг. 2 - пульсатор, на фіг. 3 - розріз А-А на фіг. 2, на фіг. 4 - робочі положення пульсатора. Розпилююча головка для електродугової металізації містить повітряно-розпилююче сопло 1, розташоване між струмовідводами підводами 2 з механізмом подання розпилюваних дротів виконаним у вигляді привідних роликів 3. Перед повітряно-розпилюючим соплом встановлений додатковий елемент - пульсатор 4 (див. фіг. 1). Пульсатор виконаний у вигляді конуса з отвором 5, розташованого усередині корпусу 6, співвісного йому. Для забезпечення герметизації проміжку конус з отвором 5 притиснутий до корпусу 6 кришкою 7 (див. фіг. 2). Пульсуючий режим течії повітряно-розпилюючого струменя через пульсатор 4 забезпечується за рахунок обертання конуса з отвором 5 електродвигуном 8, сполученим через муфту 9. Один кінець пульсатора сполучений з магістраллю подання стисного повітря Р маг (на фіг. 1 не зображено), а другий з повітряно-розпилюючим соплом 1 (див. фіг. 1). Із застосуванням пульсатора повітряно-розпилюючим соплом 1 може бути реалізовано як пульсуючий, так і постійний режим течії повітряно-розпилюючого струменя. Принцип дії розпилюючої головки, електродугової металізації полягає в наступному: розпилююча головка, підключається до пульсатора 4, а пульсатор до магістралі стисного повітря Рмаг. Після перевірки необхідного тиску, вмикається електродвигун 8, який через муфту 1 UA 95050 U 5 10 15 20 25 9 передає обертальний момент на пульсатор 4 (див. фіг. 1). Пульсатор може знаходитися в таких положеннях як відкрите - а, і закрите - б. Схематично ці стани представлені на фіг. 4. Розроблений пристрій, дозволяє отримати пульсуючий режим повітряно-розпилюючого струменя з імпульсами прямокутної форми в діапазоні частот 0-132 Гц. Застосування пульсуючого струменя дозволяє підвищити хімічний склад покриття, підвищується вміст вуглецю, кремнію, марганцю. Для дроту Св08А вміст вуглецю змінюється від 0,05 % без пульсацій до 0,07 % з пульсацією 65 Гц. Міцність зчеплення напиленого шару, отриманого пульсуючим струменем, змінюється в діапазоні: при застосуванні порошкового дроту - 34,0-39,0 МПа, дроти Св08А - 18,0-25,1 МПа, дроти 18ХН10Т - 11,0-17,1 МПа. Встановлено, що оптимальними частотами, які забезпечують поліпшення властивостей покриттів, є 43-85 Гц. Джерела інформації: 1. Бурякин А.В. Стационарный электродуговой металлизатор ЭМ - 19 / А.В. Бурякин // Сварочное производство. - 2000 - № 9. С. 35-36. 2. Корж В.М. Технологія і обладнання для напыления / В.М. Корж // - Київ, 2000. - 150 с. 3. АС СРСР №1787049 МПК В 05 В 7/22. Распыляющая металлизационная головка, Опубл. 07.01.93, Бюл. № 1. 4. АС СРСР № 1727923, МПК В 05 В 7/22. Устройство для электродуговой металлизации; Опубл. 23.04.92, Бюл. № 15. 5. Тер-Даниэльян Б.И. Новая распылительная головка электродугового металлизатора / Б.И. Тер-Даниэльян, Л.В. Красниченко // Сварочное производство. - 1983 - № 12. С. 30-32. 6. Роянов В.А., Войцеховский Е.В. Некоторые газодинамические и технологические характеристики воздушно-распыляющих сопел электрометализационных аппаратов. / В.А. Роянов, Е.В. Войцеховский // Сварочное производство - 1977. - № 12. - С. 18-19. 7. Кравченко Л.В. Новая распылительная головка электродугового металлизатора. / Л.В. Кравченко // Сварочное производство - 1983.- № 12. - С. 30-32. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Розпилююча головка для електродугової металізації, що містить повітряно-розпилююче сопло, розташоване між струмопідводами з механізмом подання розпилюваних дротів, яка відрізняється тим, що перед повітряно-розпилюючим соплом встановлено пульсатор з можливістю обертання. 2. Розпилююча головка за п. 1, яка відрізняється тим, що пульсатор виконано у вигляді конуса з отвором, що обертається, встановленого в циліндровому корпусі, співвісним йому. 2 UA 95050 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюRoianov Viacheslav Oleksandrovych
Автори російськоюРоянов Вячеслав Александрович
МПК / Мітки
МПК: B23K 9/00
Мітки: металізації, розпилююча, головка, електродугової
Код посилання
<a href="https://ua.patents.su/5-95050-rozpilyuyucha-golovka-dlya-elektrodugovo-metalizaci.html" target="_blank" rel="follow" title="База патентів України">Розпилююча головка для електродугової металізації</a>
Пристрій для електродугової металізації
Номер патенту: 18451
Опубліковано: 25.12.1997
Автори: Ткачов Валентин Серафимович, Вальський Євген Григорович, Гірик Микола Григорович, Драбкин Володимир Ісаакович
МПК: B05B 7/16
Мітки: електродугової, металізації, пристрій
Формула / Реферат:
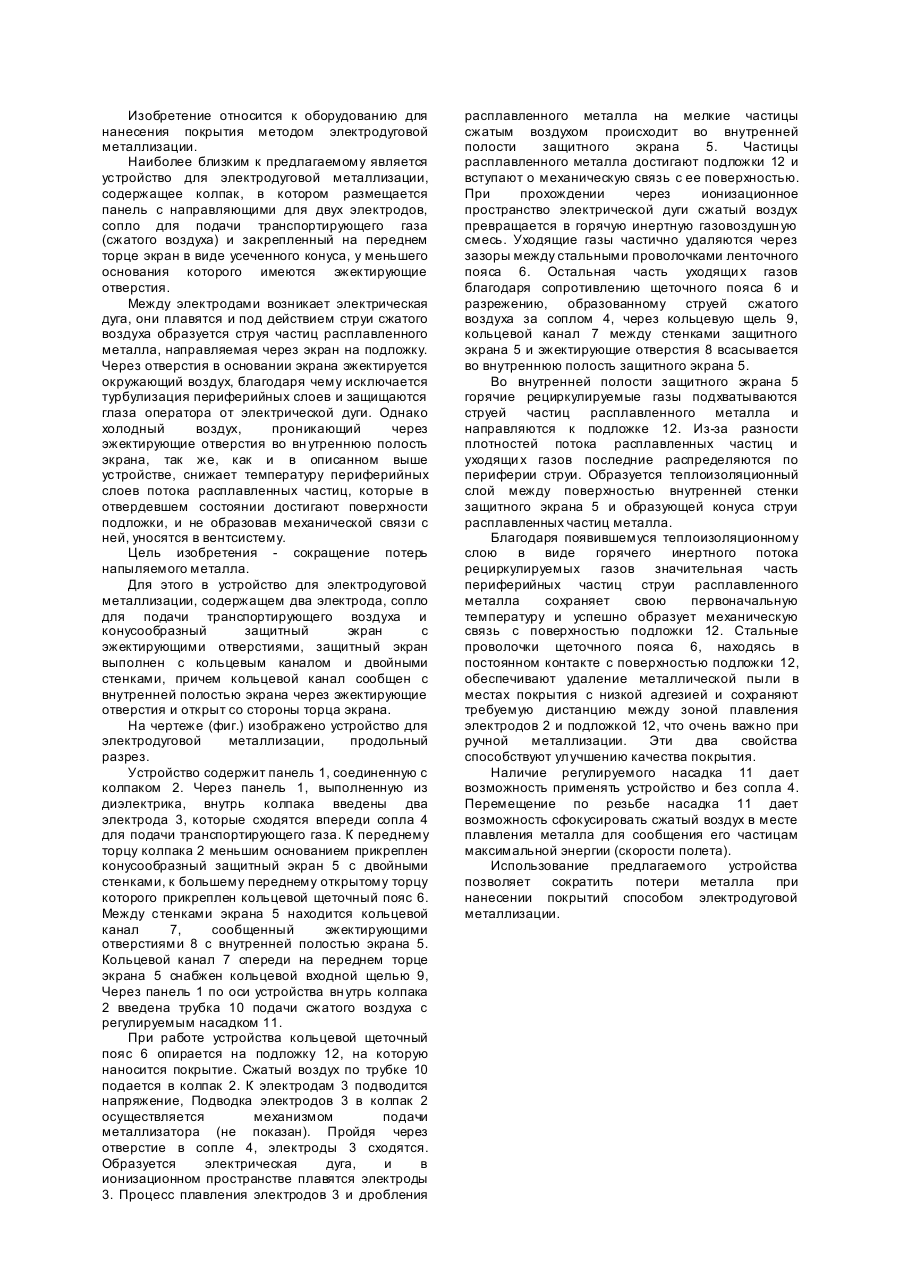
Устройство для электродуговой металлизации, содержащее два электрода, сопло для подачи транспортирующего газа и конусообразный защитный экран, снабженный эжектирующими отверстиями, отличающееся тем, что защитный экран выполнен с кольцевым каналом и двойными стенками, причем кольцевой канал сообщен с внутренней полостью экрана через эжектирующие отверстия и открыт со стороны торца экрана.
Розпилювальна головка електрометалізатора
Номер патенту: 35485
Опубліковано: 15.03.2001
Автор: Войцеховський Євген Вікторович
МПК: B05B 7/16
Мітки: розпилювальна, головка, електрометалізатора
Формула / Реферат:
1. Розпилювальна головка електрометалізатора, що містить сопло для подачі повітря, струмопідводи з електродними дротами, осі яких лежать в одній площині і перехрещуються за межами струмопідводів, яка відрізняється тим, що вісь сопла розміщена під гострим кутом відносно площини, яка проходить через осі електродів з можливістю перехрещення з нею до точки перехрещення даних електродів та із зміщенням в бік електрода-катода.2....
Спосіб періодичного подовження електрода електродугової печі та електрод електродугової печі
Номер патенту: 75399
Опубліковано: 17.04.2006
Автори: Шумахер Евалд, Хлопонін Віктор Ніколаєвіч
Мітки: електрод, спосіб, електрода, подовження, періодичного, печі, електродугової
Формула / Реферат:
1. Спосіб періодичного подовження електрода електродугової печі, що включає згвинчування на діючий електрод електродної колони нового електрода за допомогою ніпеля з різьбою, що має подовжній наскрізний отвір, який відрізняється тим, що в отвір ніпеля вставляють східчастий металевий стрижень таким чином, що більший діаметр стрижня розташовується в порожнині нового електрода, при цьому температура плавлення матеріалу стрижня нижча за робочу...
Спосіб експлуатації електродугової печі, пристрій керування і/або регулювання для електродугової печі і електродугова піч
Номер патенту: 104508
Опубліковано: 10.02.2014
Автори: Дьоббелєр Арно, Крюгер Клаус, Рігер Детлеф, Діттмер Бйорн, Мачуллят Томас, Лєадбеттер Саша
МПК: H05B 7/148
Мітки: спосіб, піч, печі, електродугової, електродугова, керування, експлуатації, регулювання, пристрій
Формула / Реферат:
1. Спосіб експлуатації електродугової печі, за яким за допомогою щонайменше одного електрода формується електрична дуга для розплавлення металу, причому електрична дуга, що асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, яка ґрунтується на очікуваному ході процесу, при...
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні
Номер патенту: 46176
Опубліковано: 10.12.2009
Автори: Студент Михайло Михайлович, Рябоволик Юрій Васильович, Похмурський Василь Іванович, Маркович Сергій Іванович, Мажейка Олександр Йосипович
МПК: B05B 7/00
Мітки: металевих, покриттів, електрометалізатора, циліндричні, головка, поверхні, розпилювальна, внутрішні, нанесення
Формула / Реферат:
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні, в конструкції якої є корпус з розміщеними в ньому струмопідвідними трубками з наконечниками для подачі електродного дроту та повітряною трубкою, яка відрізняється тим, що струмопідвідні трубки з наконечниками з'єднані між собою пластинами із електроізоляційного матеріалу, а наконечники зігнуті по дузі, при цьому повітряне сопло...
Попередній патент: Спосіб комплексної переробки трави маренки запашної для отримання засобу з антигіпоксичною дією
Наступний патент: Просторова структурна конструкція
Випадковий патент: Аератор з регулюванням витрати повітря