Спосіб виготовлення ізоляційної і герметичної стінки для резервуара

Формула / Реферат
1. Спосіб виготовлення стінки для теплоізольованого резервуара для вміщення текучої субстанції, такої як зріджений газ, який виконаний в несучій конструкції (50) корабля, де ця стінка має основну герметизуючу пластину (10), яка контактує з продуктом, який міститься в резервуарі, основний теплоізолюючий шар (20), допоміжну герметизуючу пластину (30) і допоміжний теплоізолюючий шар (40), з'єднаний з несучою конструкцією (50), при цьому згадана допоміжна герметизуюча пластина (30) і згаданий допоміжний теплоізоляційний шар (40) утворені встановленням попередньо виготовлених панелей (А), встановлених одна поруч з іншою з залишенням порожнього простору (45) між двома сусідніми панелями і гнучкою листовою смугою (35), яка приклеюється у згаданому каналі (24) над згаданим порожнім простором (45) між двома сусідніми панелями (А) для гарантування цілісності допоміжної пластини (30), причому згаданий головний теплоізоляційний шар (20) формується встановленням попередньо виготовлених панелей (В), поміщених на панелях А для формування каналу (24) над кожним порожнім простором (45), з більш або менш прямокутною попередньо виготовленою опорною плитою (25), яка встановлюється в кожному каналі (24) над кожною гнучкою листовою смугою (35), який відрізняється тим, що при встановленні згаданої опорної плити (25) виконують наступне:
накладають дві паралельні поздовжні смуги (26, 26') клею на нижню поверхню згаданої опорної плити (25), при цьому згадані смуги (26, 26') клею відокремлюються поздовжнім центральним проміжком (28) без клею,
приклеюють згадану опорну плиту (25) з клеєм в каналі (24) на гнучку листову смугу (35) шляхом притискання згаданої опорної плити (25) до згаданої гнучкої листової смуги (35) так, що, після приклеювання, згаданий поздовжній центральний проміжок (28) принаймні частково заповнений клеєм, таким чином формуючи більш або менш суцільний шар клею на нижній поверхні опорної плити (25), причому цей більш або менш суцільний шар клею підсилює клейове з'єднання згаданої гнучкої листової смуги (35) для гарантії герметизації допоміжної герметизуючої пластини (30).
2. Спосіб за п. 1, який відрізняється тим, що під час накладання, товщина кожної поздовжньої смуги (26, 26') клею становить 3-4 мм, переважно 3,1-3,6 мм і переважно приблизно 3,4 мм.
3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що, під час накладання, ширина кожної поздовжньої смуги (26, 26') клею становить 90-110 мм і переважно приблизно 100 мм.
4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що для стандартної опорної плити (25), площа поверхні якої, на яку наноситься клей, становить 1000 мм x 250 мм, загальна кількість клею становить 765 г - 935 г, переважно 780 г - 920 г і переважно приблизно 850 г.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що для стандартної опорної плити (25), площа поверхні якої, на яку наноситься клей, становить 720 мм x 250 мм, загальна кількість клею становить 550 г - 670 г, переважно 560 г - 660 г і переважно приблизно 610 г.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що перед етапом приклеювання ширина згаданого поздовжнього центрального проміжку (28) становить менше ніж 20 мм і більше ніж 10 мм.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після етапу приклеювання принаймні 50 % і переважно принаймні 75 % початкової площі поздовжнього центрального проміжку (28) заповнено клеєм.
8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий клей, використовуваний для приклеювання опорних плит (25) до гнучких листових смуг (35), є здатним до полімеризації двокомпонентним клеєм на основі епоксидної смоли.
Текст
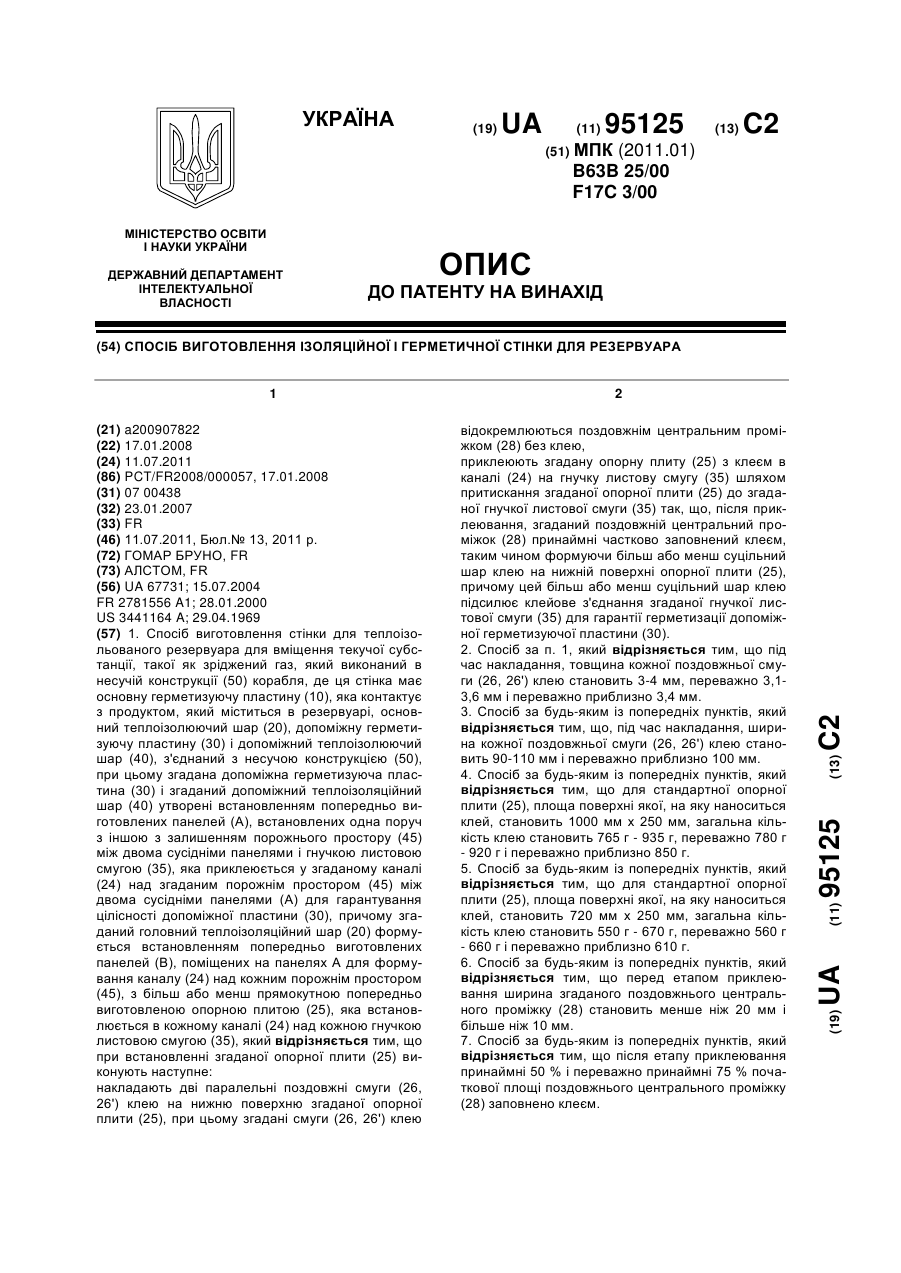
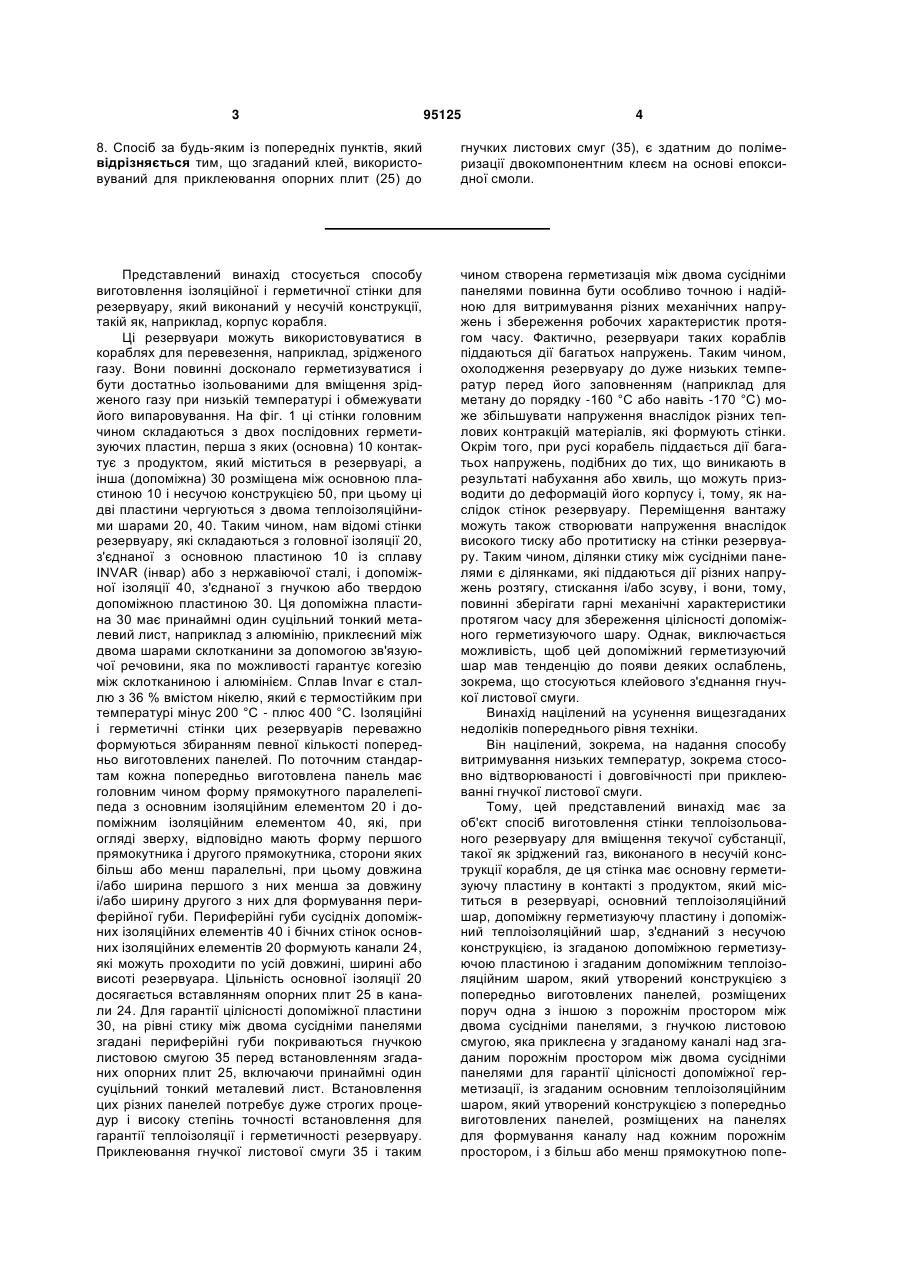
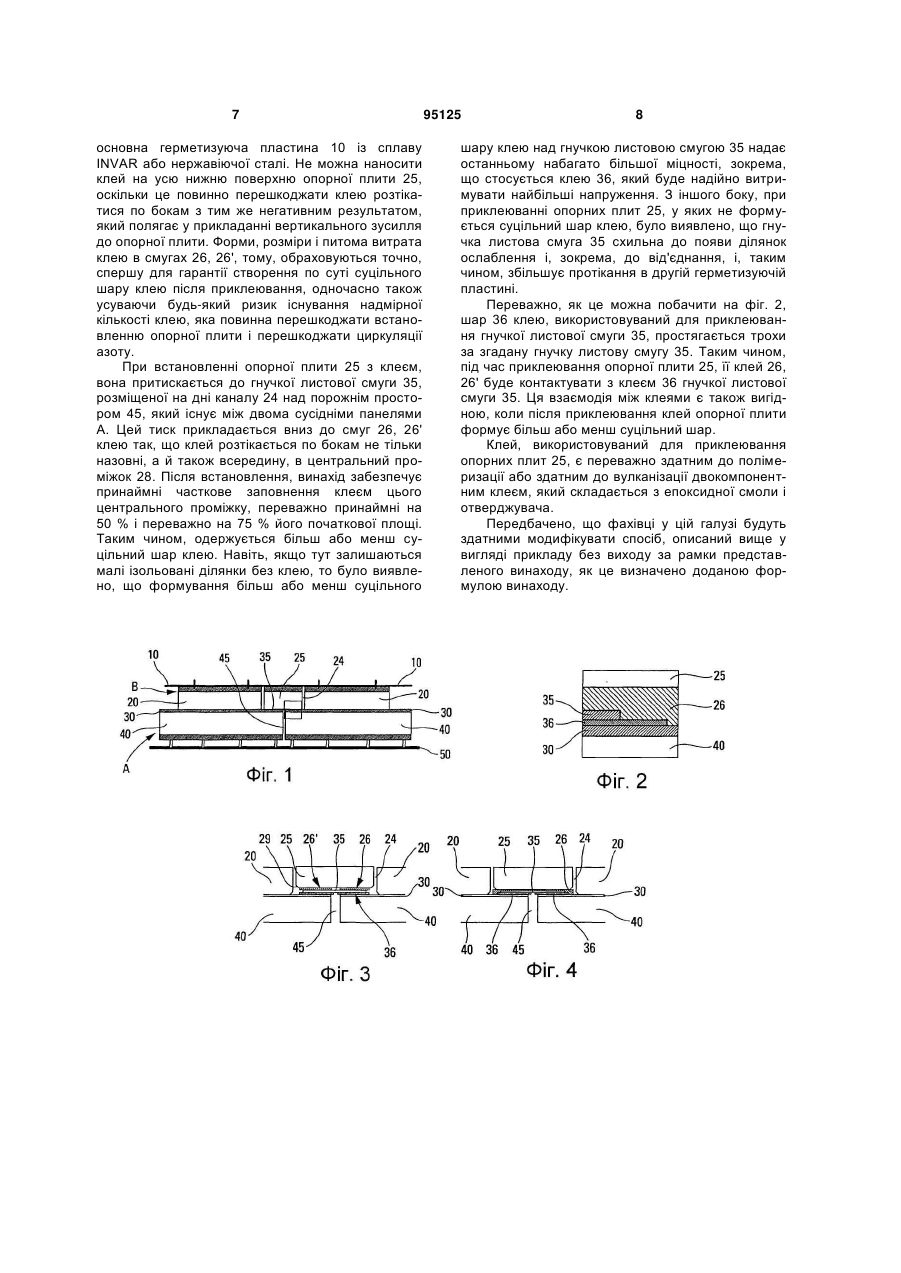
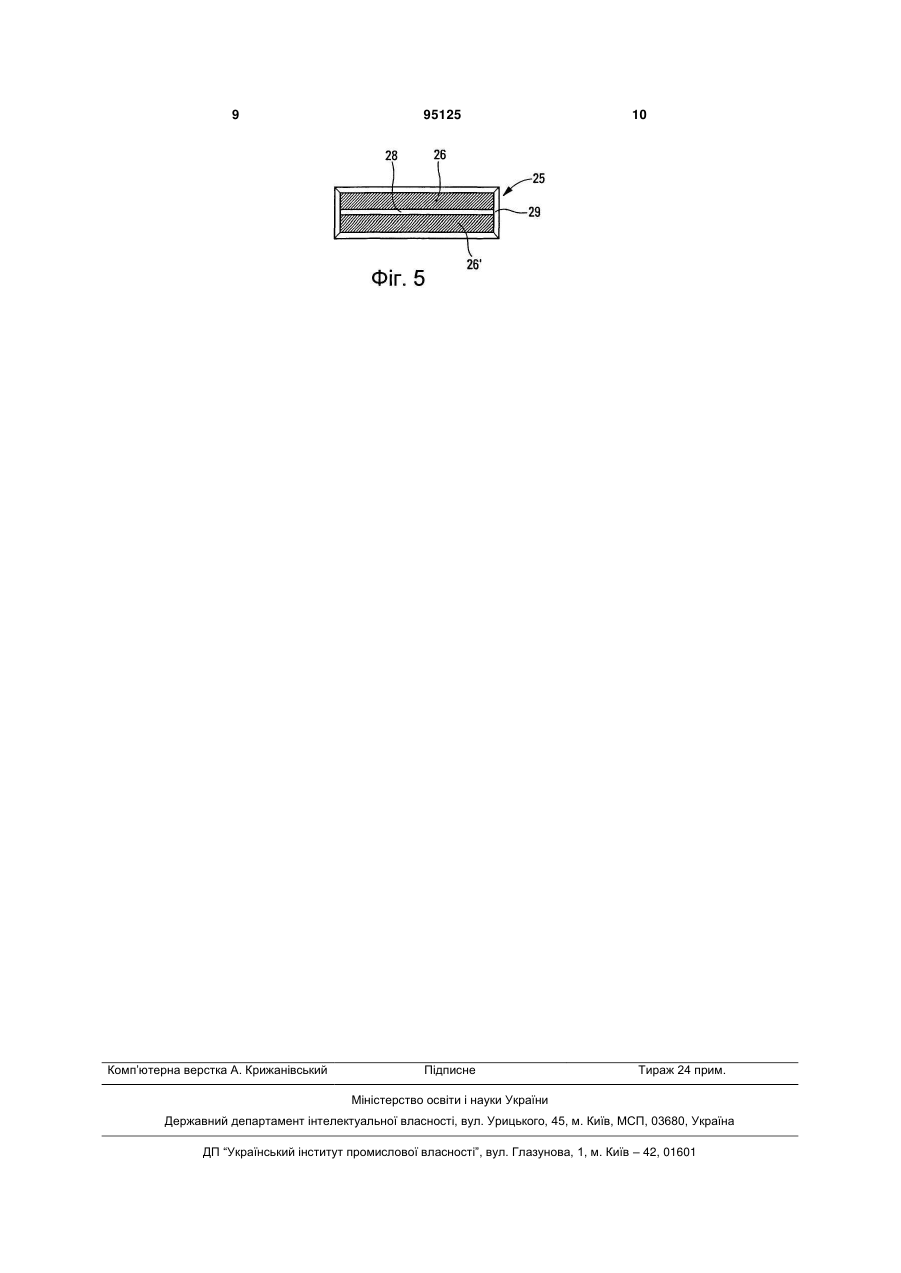
1. Спосіб виготовлення стінки для теплоізольованого резервуара для вміщення текучої субстанції, такої як зріджений газ, який виконаний в несучій конструкції (50) корабля, де ця стінка має основну герметизуючу пластину (10), яка контактує з продуктом, який міститься в резервуарі, основний теплоізолюючий шар (20), допоміжну герметизуючу пластину (30) і допоміжний теплоізолюючий шар (40), з'єднаний з несучою конструкцією (50), при цьому згадана допоміжна герметизуюча пластина (30) і згаданий допоміжний теплоізоляційний шар (40) утворені встановленням попередньо виготовлених панелей (А), встановлених одна поруч з іншою з залишенням порожнього простору (45) між двома сусідніми панелями і гнучкою листовою смугою (35), яка приклеюється у згаданому каналі (24) над згаданим порожнім простором (45) між двома сусідніми панелями (А) для гарантування цілісності допоміжної пластини (30), причому згаданий головний теплоізоляційний шар (20) формується встановленням попередньо виготовлених панелей (В), поміщених на панелях А для формування каналу (24) над кожним порожнім простором (45), з більш або менш прямокутною попередньо виготовленою опорною плитою (25), яка встановлюється в кожному каналі (24) над кожною гнучкою листовою смугою (35), який відрізняється тим, що при встановленні згаданої опорної плити (25) виконують наступне: накладають дві паралельні поздовжні смуги (26, 26') клею на нижню поверхню згаданої опорної плити (25), при цьому згадані смуги (26, 26') клею 2 (19) 1 3 95125 4 8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий клей, використовуваний для приклеювання опорних плит (25) до гнучких листових смуг (35), є здатним до полімеризації двокомпонентним клеєм на основі епоксидної смоли. Представлений винахід стосується способу виготовлення ізоляційної і герметичної стінки для резервуару, який виконаний у несучій конструкції, такій як, наприклад, корпус корабля. Ці резервуари можуть використовуватися в кораблях для перевезення, наприклад, зрідженого газу. Вони повинні досконало герметизуватися і бути достатньо ізольованими для вміщення зрідженого газу при низькій температурі і обмежувати його випаровування. На фіг. 1 ці стінки головним чином складаються з двох послідовних герметизуючих пластин, перша з яких (основна) 10 контактує з продуктом, який міститься в резервуарі, а інша (допоміжна) 30 розміщена між основною пластиною 10 і несучою конструкцією 50, при цьому ці дві пластини чергуються з двома теплоізоляційними шарами 20, 40. Таким чином, нам відомі стінки резервуару, які складаються з головної ізоляції 20, з'єднаної з основною пластиною 10 із сплаву INVAR (інвар) або з нержавіючої сталі, і допоміжної ізоляції 40, з'єднаної з гнучкою або твердою допоміжною пластиною 30. Ця допоміжна пластина 30 має принаймні один суцільний тонкий металевий лист, наприклад з алюмінію, приклеєний між двома шарами склотканини за допомогою зв'язуючої речовини, яка по можливості гарантує когезію між склотканиною і алюмінієм. Сплав Invar є сталлю з 36 % вмістом нікелю, який є термостійким при температурі мінус 200 °C - плюс 400 °C. Ізоляційні і герметичні стінки цих резервуарів переважно формуються збиранням певної кількості попередньо виготовлених панелей. По поточним стандартам кожна попередньо виготовлена панель має головним чином форму прямокутного паралелепіпеда з основним ізоляційним елементом 20 і допоміжним ізоляційним елементом 40, які, при огляді зверху, відповідно мають форму першого прямокутника і другого прямокутника, сторони яких більш або менш паралельні, при цьому довжина і/або ширина першого з них менша за довжину і/або ширину другого з них для формування периферійної губи. Периферійні губи сусідніх допоміжних ізоляційних елементів 40 і бічних стінок основних ізоляційних елементів 20 формують канали 24, які можуть проходити по усій довжині, ширині або висоті резервуара. Цільність основної ізоляції 20 досягається вставлянням опорних плит 25 в канали 24. Для гарантії цілісності допоміжної пластини 30, на рівні стику між двома сусідніми панелями згадані периферійні губи покриваються гнучкою листовою смугою 35 перед встановленням згаданих опорних плит 25, включаючи принаймні один суцільний тонкий металевий лист. Встановлення цих різних панелей потребує дуже строгих процедур і високу степінь точності встановлення для гарантії теплоізоляції і герметичності резервуару. Приклеювання гнучкої листової смуги 35 і таким чином створена герметизація між двома сусідніми панелями повинна бути особливо точною і надійною для витримування різних механічних напружень і збереження робочих характеристик протягом часу. Фактично, резервуари таких кораблів піддаються дії багатьох напружень. Таким чином, охолодження резервуару до дуже низьких температур перед його заповненням (наприклад для метану до порядку -160 °C або навіть -170 °C) може збільшувати напруження внаслідок різних теплових контракцій матеріалів, які формують стінки. Окрім того, при русі корабель піддається дії багатьох напружень, подібних до тих, що виникають в результаті набухання або хвиль, що можуть призводити до деформацій його корпусу і, тому, як наслідок стінок резервуару. Переміщення вантажу можуть також створювати напруження внаслідок високого тиску або протитиску на стінки резервуару. Таким чином, ділянки стику між сусідніми панелями є ділянками, які піддаються дії різних напружень розтягу, стискання і/або зсуву, і вони, тому, повинні зберігати гарні механічні характеристики протягом часу для збереження цілісності допоміжного герметизуючого шару. Однак, виключається можливість, щоб цей допоміжний герметизуючий шар мав тенденцію до появи деяких ослаблень, зокрема, що стосуються клейового з'єднання гнучкої листової смуги. Винахід націлений на усунення вищезгаданих недоліків попереднього рівня техніки. Він націлений, зокрема, на надання способу витримування низьких температур, зокрема стосовно відтворюваності і довговічності при приклеюванні гнучкої листової смуги. Тому, цей представлений винахід має за об'єкт спосіб виготовлення стінки теплоізольованого резервуару для вміщення текучої субстанції, такої як зріджений газ, виконаного в несучій конструкції корабля, де ця стінка має основну герметизуючу пластину в контакті з продуктом, який міститься в резервуарі, основний теплоізоляційний шар, допоміжну герметизуючу пластину і допоміжний теплоізоляційний шар, з'єднаний з несучою конструкцією, із згаданою допоміжною герметизуючою пластиною і згаданим допоміжним теплоізоляційним шаром, який утворений конструкцією з попередньо виготовлених панелей, розміщених поруч одна з іншою з порожнім простором між двома сусідніми панелями, з гнучкою листовою смугою, яка приклеєна у згаданому каналі над згаданим порожнім простором між двома сусідніми панелями для гарантії цілісності допоміжної герметизації, із згаданим основним теплоізоляційним шаром, який утворений конструкцією з попередньо виготовлених панелей, розміщених на панелях для формування каналу над кожним порожнім простором, і з більш або менш прямокутною попе 5 редньо виготовленою опорною плитою, яка встановлюється в кожному каналі над кожною гнучкою листовою смугою, який відрізняється тим, що згадану опорну плиту встановлюють наступним чином: - накладають дві паралельні поздовжні смуги клею на нижню поверхню згаданої опорної плити, причому ці смуги відокремлюються поздовжнім центральним проміжком, який не має клею, - приклеюють згадану опорну плиту з клеєм в каналі на гнучкій листовій смузі шляхом притискання згаданої опорної плити до згаданої гнучкої листової смуги так, що після приклеювання згаданий поздовжній центральний проміжок принаймні частково заповнений клеєм, таким чином формуючи більш або менш суцільний шар клею на нижній поверхні опорної плити, і за допомогою цього більш або менш суцільного шару клею підсилюють клеєве з'єднання згаданої гнучкої листової смуги для гарантії герметизації допоміжної герметизуючої пластини. Переважно, під час накладання, товщина кожної поздовжньої смуги клею для стандартної опорної плити становить 3-4 мм, переважно 3,1-3,6 мм, і переважно приблизно 3,4 мм. Переважно, під час накладання, ширина кожної поздовжньої смуги клею становить 90-110 мм, і переважно приблизно 100 мм. Переважно, для стандартної опорної плити, площа поверхні якої, на яку наноситься клей, становить 1000 мм 250 мм, загальна кількість клею становить 765 г - 935 г, переважно 780 г - 920 г і переважно приблизно 850 г. Переважно, для стандартної опорної плити, площа поверхні якої, на яку наноситься клей, становить 720 мм 250 мм, загальна кількість клею становить 550 г - 670 г, переважно 560 г - 660 г і переважно приблизно 610 г. Переважно, перед етапом приклеювання, ширина згаданого поздовжнього центрального проміжку становить менше ніж 20 мм і більше ніж 10 мм. Переважно, після етапу приклеювання, принаймні 50 % і переважно принаймні 75 % початкової площі поздовжнього центрального проміжку заповнено клеєм. Переважно, згаданий клей, використовуваний для приклеювання опорних плит на гнучких листових смугах, є здатним до вулканізації двокомпонентним клеєм на основі епоксидної смоли. Ці характеристики і переваги, і інші властивості представленого винаходу стануть більш зрозумілими при читанні наступного опису з посиланням на додані креслення, які надані у вигляді необмежувальних прикладів, на яких: - фіг. 1 зображає схематичний вид перерізу стінки резервуару, до якої представлений винахід може застосовуватися, - фіг. 2 зображає збільшений схематичний детальний вид виділеної частини з фіг. 1, - фіг. 3 і 4 представляють види, подібні до виду з фіг. 1, перед і після встановлення відповідно опорної плити, і 95125 6 - фіг. 5 зображає схематичний вид зверху нижньої поверхні опорної плити після накладання клею і перед встановленням. Винахід застосовується до стінки резервуару, такої як та, що зображена на фіг. 1, і вже описана вище. Більш точно, він стосується приклеювання опорних плит 25 в каналах 24, сформованих між панелями В основного теплоізоляційного шару 20, на кожній гнучкій листовій смузі 35, яка гарантує цілісність допоміжної герметизуючої пластини 30. На подив і після багатьох досліджень і багатьох тестів винахідники виявили, що характеристики клеєного з'єднання цих опорних плит 25 погіршують міцність клею в гнучкій листовій смузі 35. Таким чином, згідно з винаходом, після приклеювання опорної плити 25, коли шар клею на останній більш або менш суцільний, то потім цей більш або менш суцільний шар клею стає рельєфним і підсилює клеєве з'єднання 36 гнучкої листової смуги 35, особливо у випадку високих напружень. Згідно з винаходом, спосіб приклеювання опорних плит 25 в каналах 24, тому, включає накладання на нижню поверхню основної плити 25 двох більш або менш прямокутних паралельних поздовжніх смуг клею, зберігаючи між ними поздовжній центральний проміжок 28, переважно шириною менше ніж 20 і більше ніж 10 мм. Переважно, периферійний край 29 скошується, зокрема для гаранти циркуляції азоту. Бажано, використовувати машину для накладання цих смуг 26, 26' клею для збереження їх розмірів (ширини, довжини і товщини), а також збереження по суті сталої питомої витрати клею для кожної опорної плити. Опорні плити 25 можуть мати різні розміри, проте головним чином використовуються два типи опорної плити. Таким чином, для стандартної опорної плити з розмірами 1000 250 мм, питома витрата клею буде становити 850 г ± 10 % (тобто 765 г - 935 г), переважно 850 г ± 8 % (тобто 780 г - 920 г) і переважно приблизно 850 г. Для стандартної опорної плити з розмірами 720 мм 250 мм питома витрата клею буде становити 610 г ± 10 % (тобто 550 г - 670 г), переважно 610 г ± 8 % (тобто 560 г - 660 г) і переважно приблизно 610 г. Під час накладання клею, товщина кожної смуги 26, 26' клею для стандартної опорної плити становить 3-4 мм, переважно 3,1 мм - 3,6 мм і переважно приблизно 3,4 мм. Ширина кожної смуги 26, 26' клею становить 90-110 мм і переважно приблизно 100 мм. Слід відмітити, що розміри і питома витрата клею, який наноситься під кожної опорною плитою, не можуть надмірно збільшуватися, оскільки занадто велика кількість клею повинна перешкоджати встановленню згаданих опорних плит 25. Фактично, останні повинні знаходитися в рівень з елементами основного теплоізоляційного шару 20 на рівні їх зовнішніх поверхонь. Якщо на нижній поверхні присутньо занадто багато клею, то останній буде виштовхувати опорну плиту вгору, таким чином створюючи небажаний розрив на цьому рівні, на якому повинна встановлюватися 7 основна герметизуюча пластина 10 із сплаву INVAR або нержавіючої сталі. Не можна наносити клей на усю нижню поверхню опорної плити 25, оскільки це повинно перешкоджати клею розтікатися по бокам з тим же негативним результатом, який полягає у прикладанні вертикального зусилля до опорної плити. Форми, розміри і питома витрата клею в смугах 26, 26', тому, обраховуються точно, спершу для гарантії створення по суті суцільного шару клею після приклеювання, одночасно також усуваючи будь-який ризик існування надмірної кількості клею, яка повинна перешкоджати встановленню опорної плити і перешкоджати циркуляції азоту. При встановленні опорної плити 25 з клеєм, вона притискається до гнучкої листової смуги 35, розміщеної на дні каналу 24 над порожнім простором 45, який існує між двома сусідніми панелями А. Цей тиск прикладається вниз до смуг 26, 26' клею так, що клей розтікається по бокам не тільки назовні, а й також всередину, в центральний проміжок 28. Після встановлення, винахід забезпечує принаймні часткове заповнення клеєм цього центрального проміжку, переважно принаймні на 50 % і переважно на 75 % його початкової площі. Таким чином, одержується більш або менш суцільний шар клею. Навіть, якщо тут залишаються малі ізольовані ділянки без клею, то було виявлено, що формування більш або менш суцільного 95125 8 шару клею над гнучкою листовою смугою 35 надає останньому набагато більшої міцності, зокрема, що стосується клею 36, який буде надійно витримувати найбільші напруження. З іншого боку, при приклеюванні опорних плит 25, у яких не формується суцільний шар клею, було виявлено, що гнучка листова смуга 35 схильна до появи ділянок ослаблення і, зокрема, до від'єднання, і, таким чином, збільшує протікання в другій герметизуючій пластині. Переважно, як це можна побачити на фіг. 2, шар 36 клею, використовуваний для приклеювання гнучкої листової смуги 35, простягається трохи за згадану гнучку листову смугу 35. Таким чином, під час приклеювання опорної плити 25, її клей 26, 26' буде контактувати з клеєм 36 гнучкої листової смуги 35. Ця взаємодія між клеями є також вигідною, коли після приклеювання клей опорної плити формує більш або менш суцільний шар. Клей, використовуваний для приклеювання опорних плит 25, є переважно здатним до полімеризації або здатним до вулканізації двокомпонентним клеєм, який складається з епоксидної смоли і отверджувача. Передбачено, що фахівці у цій галузі будуть здатними модифікувати спосіб, описаний вище у вигляді прикладу без виходу за рамки представленого винаходу, як це визначено доданою формулою винаходу. 9 Комп’ютерна верстка А. Крижанівський 95125 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making insulating and tight wall for tank
Автори англійськоюGomart, Bruno
Назва патенту російськоюСпособ изготовления изоляционной и герметической стенки резервуара
Автори російськоюГомар Бруно
МПК / Мітки
МПК: B63B 25/00, F17C 3/00
Мітки: ізоляційної, резервуара, герметично, виготовлення, спосіб, стінки
Код посилання
<a href="https://ua.patents.su/5-95125-sposib-vigotovlennya-izolyacijjno-i-germetichno-stinki-dlya-rezervuara.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ізоляційної і герметичної стінки для резервуара</a>
Спосіб ремонту стінки резервуара
Номер патенту: 33547
Опубліковано: 15.02.2001
Автори: Гончар Олег Юрійович, Тулін В'ячеслав Григорович, Білецький Семен Михайлович, Голінько Володимир Михайлович, Барвінко Андрій Юрійович, Барвінко Юрій Павлович
МПК: E04H 7/00
Мітки: ремонту, стінки, резервуара, спосіб
Текст:
...листів і складання вертикальних стиків в отворі виконують після їх тимчасового деформування в стадії пружності сталі, надаючи листам менший порівняно з проектним радіус кривизни Rтимч.монт., величину якого визначають із співвідношення Rтимч.монт.=R2, (3) зварювання вертикальних стиків виконують після зняття пристроїв, при допомозі яких створюють тимчасове деформування листів. Друга відмінність полягає в тому, що заміну листами дефектних...
Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати
Номер патенту: 88199
Опубліковано: 25.09.2009
Автори: Куукка Оссі, Маннінен Юкка, Ніккінен Матті, Карьялайнєн Ерккі, Скіппарі Самі, Булут Піркко
МПК: F16L 59/02, F16L 59/00, D04H 1/00
Мітки: ізоляційної, вати, виготовлення, трубної, секції, спосіб, пристрій, мінеральної
Формула / Реферат:
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання...
Опалубний елемент для обмеження ділянки траншейної стінки, опалубна деталь та спосіб виготовлення траншейної стінки в грунті
Номер патенту: 89113
Опубліковано: 25.12.2009
Автори: Венгер Роланд, Штьотцер Ервін Еміль, Геррессен Франц-Вернер
МПК: E04G 15/00, E04G 11/00, E02D 5/18
Мітки: спосіб, грунті, опалубна, опалубний, стінки, ділянки, елемент, деталь, виготовлення, траншейної, обмеження
Формула / Реферат:
1. Опалубний елемент для обмеження відрізку траншейної стінки, що містить багато опалубних деталей (20), які мають плитоподібну основу (30) із бетону і з'єднані між собою своїми сусідніми горизонтальними торцевими сторонами (32), і з'єднувальні пристрої (50), виконані зі здатністю нерухомо з’єднувати між собою опалубні деталі (20), який відрізняється тим, що- на прилеглих торцевих сторонах (32) опалубних деталей (20) розміщені...
Понтон метало-синтетичний збірно-розбірний для вертикального циліндрового резервуара з легковипаровуваною рідиною і спосіб його виготовлення
Номер патенту: 76213
Опубліковано: 17.07.2006
Автори: Кравчук Микола Іванович, Беляк Станіслав Геполітович, Мамелін Костянтин Викторович, Плагун Ярослав Миколайович
МПК: B65D 88/34
Мітки: спосіб, збірно-розбірний, виготовлення, резервуара, легковипаровуваною, метало-синтетичний, вертикального, понтон, рідиною, циліндрового
Формула / Реферат:
1. Понтон метало-синтетичний збірно-розбірний для вертикального циліндрового резервуара з легковипаровуваною рідиною, килим якого виконаний із донного і верхнього шарів плит прямокутної форми, виготовлених із жорсткого синтетичного матеріалу, розташованих таким чином, що краї плит вищерозміщеного шару знаходяться над серединами плит шару що лежить нижче, і забезпечений металевими елементами кріплення плит між собою та з контуром заземлення...
Спосіб і пристрій для одержання проб атмосфери з герметично замкнутого резервуара, зокрема, з резервуара аварійного захисту реактора ядерної електростанції
Номер патенту: 27767
Опубліковано: 16.10.2000
Автор: Ескардт Бернд
МПК: G21C 17/02
Мітки: пристрій, спосіб, реактора, захисту, ядерної, електростанції, аварійного, проб, зокрема, герметично, атмосфери, замкнутого, резервуара, одержання
Текст:
...и входной канал соединен с пробоотборным сосудом ниже сопла Вентури. При этом объем служащего для впуска проб входного канала между его свободным концом и дном пробоотборного сосуда меньше объема моющей жидкости, а сопло Вентури представляет собой распределитель потока элементом насадки и множеством сопел в дне пробоотборного сосуда. Кроме того, входное отверстие входного канала на его свободном конце во время нормального 27767...
Попередній патент: Спосіб виготовлення концентрату хлорофіліну натрію із біомаси зелених водоростей
Наступний патент: Спосіб обробляння ґрунту і ґрунтобробний агрегат для його здійснення (варіанти)
Випадковий патент: Похідні піридинопіридинонів, спосіб їх одержання і застосування в терапії