Спосіб наплавлення плоских сталевих деталей
Номер патенту: 95330
Опубліковано: 25.07.2011
Автори: Шаблій Олег Миколайович, Базар Мар'ян Степанович, Король Олег Іванович, Пулька Чеслав Вікторович
Формула / Реферат
Спосіб наплавлення плоских сталевих деталей, при якому витки двовиткового кільцевого індуктора з'єднують між собою зустрічно-паралельно в протифазі по струму і магнітному потоку, наносять порошкоподібний твердий сплав на плоску сталеву деталь, притискають її двома плитами, встановлюють на її поверхні тепловий та електромагнітний екрани та нагрівають плоску сталеву деталь струмами високої частоти до температури розплавлення порошкоподібного твердого сплаву при питомій потужності у часі, який відрізняється тим, що нагрівання деталі здійснюють за змінною питомої потужності W1 в часі, яку визначають за формулою:
![]()
де Tзд - температура, при якій плавлять порошкоподібний твердий сплав,
λ - теплопровідність плоскої сталевої деталі,
е – основа натурального логарифма,
а - температуропровідність,
sh - гіперболічній синус,
![]() - час нагрівання порошкоподібного твердого сплаву в процесі наплавлення до температури Tзд,
- час нагрівання порошкоподібного твердого сплаву в процесі наплавлення до температури Tзд,
t - значення часу в даний момент,
m - безрозмірна стала величина,
m = ![]() =
=![]() ,
,
де - Віо = δk критерій Віо,
δ - товщина плоскої сталевої деталі,
k - коефіцієнт, який враховує тепловіддачу з поверхні матеріалу, що наплавляють,
![]() ,
,
α - коефіцієнт тепловіддачі для зносостійкого матеріалу, що наплавляють.
Текст
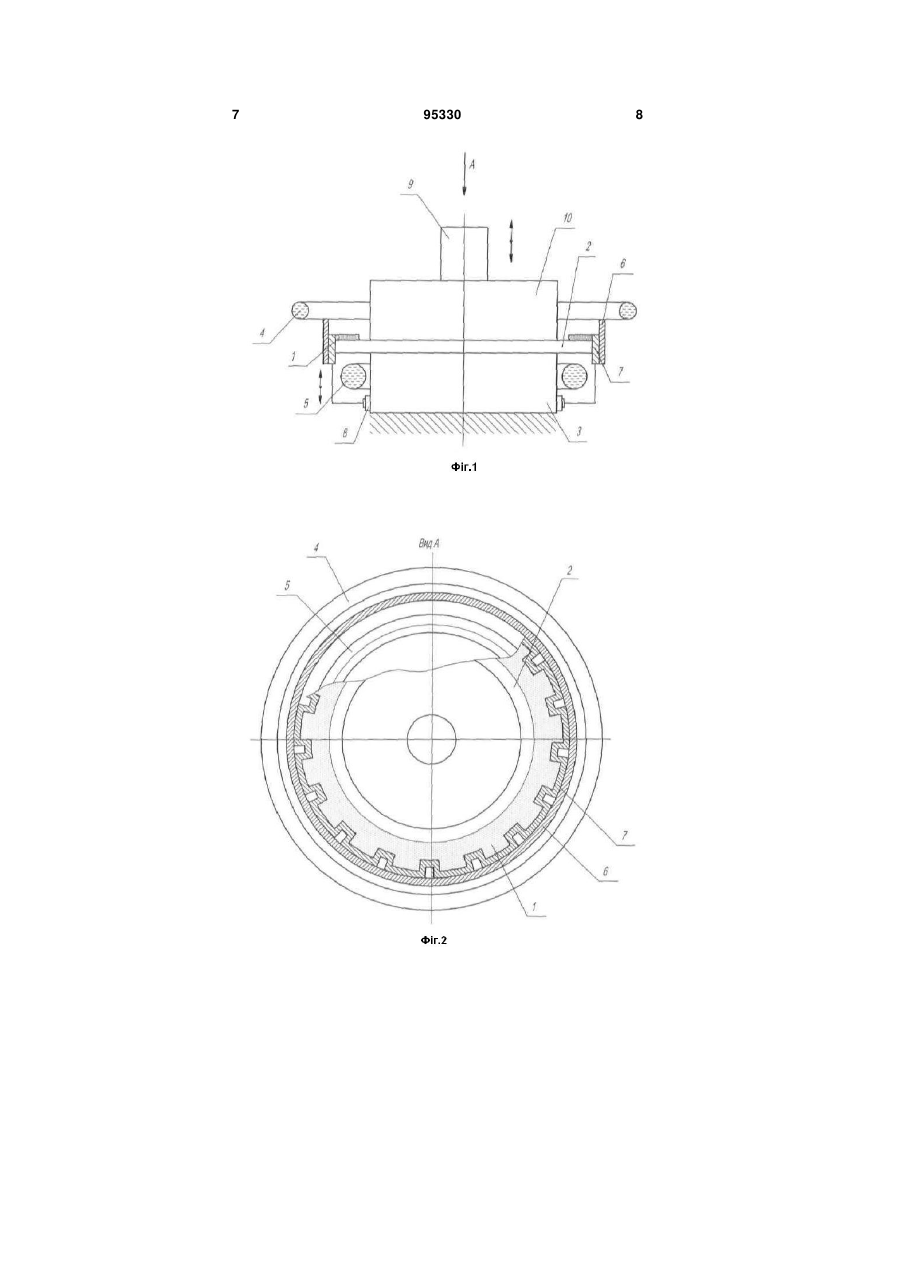
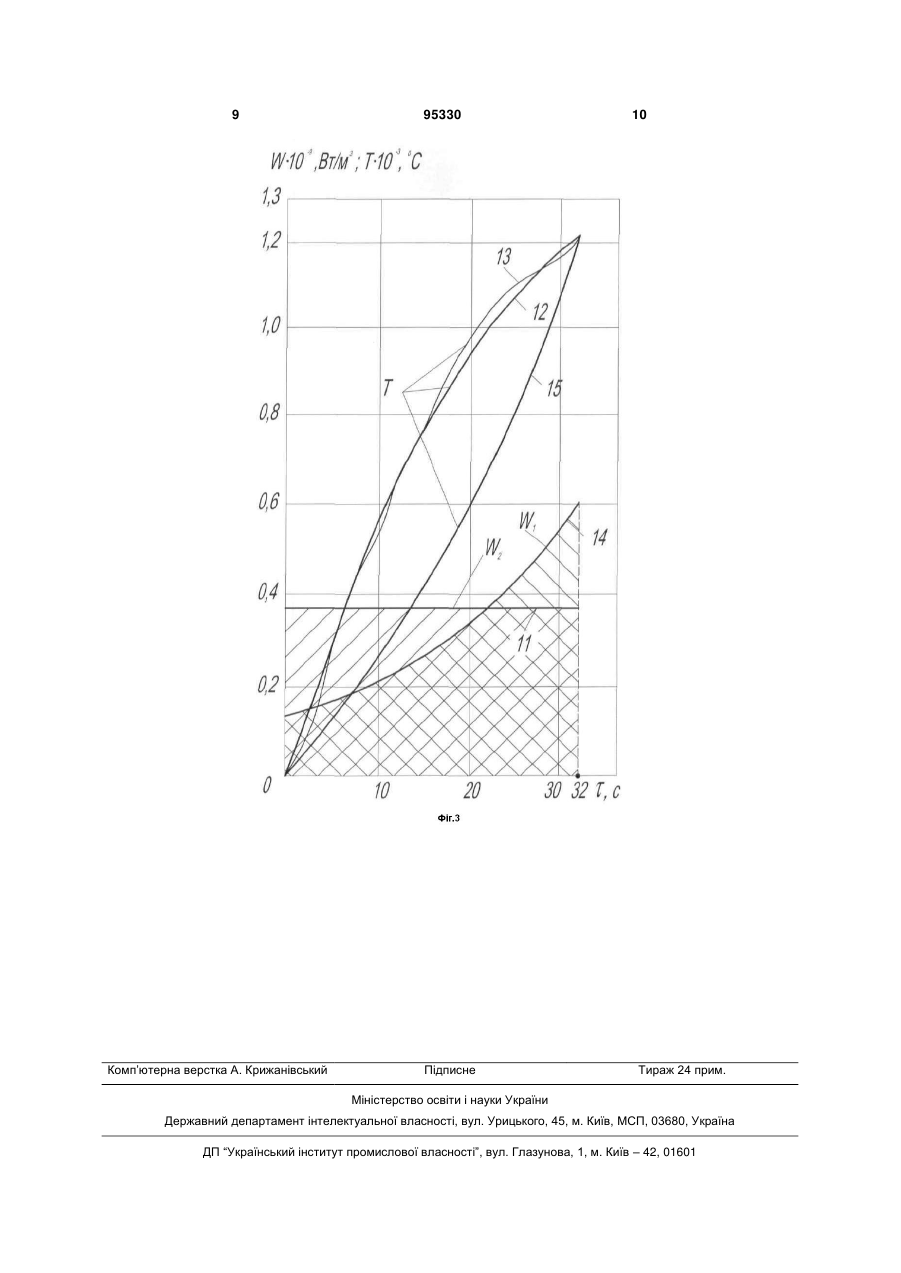
Спосіб наплавлення плоских сталевих деталей, при якому витки двовиткового кільцевого індуктора з'єднують між собою зустрічнопаралельно в протифазі по струму і магнітному потоку, наносять порошкоподібний твердий сплав на плоску сталеву деталь, притискають її двома плитами, встановлюють на її поверхні тепловий та електромагнітний екрани та нагрівають плоску сталеву деталь струмами високої частоти до температури розплавлення порошкоподібного твердого сплаву при питомій потужності у часі, який відрізняється тим, що нагрівання деталі здійснюють 3 В основу винаходу поставлено задачу розширення технологічних можливостей, та збільшення економії електроенергії при наплавленні сталевих деталей за рахунок зміни режиму нагрівання деталі, що призводить до зменшення теплових втрат в оточуюче середовище від поверхні деталі, шляхом виконання способу наплавлення сталевих деталей, при якому витки двовиткового кільцевого індуктора з'єднують між собою зустрічнопаралельно в протифазі по струму і магнітному потоку, наносять порошкоподібний твердий сплав на плоску сталеву деталь, притискають її двома плитами, встановлюють на її поверхні тепловий та електромагнітний екрани, а плоску сталеву деталь нагрівають струмами високої частоти до температури розплавлення порошкоподібного твердого сплаву при питомій потужності в часі, при цьому нагрівання деталі здійснюють за змінною питомою потужністю в часі, яка визначається за формулою: Tзд m amt W1 e sh am де Tзд – температура, при якій плавлять порошкоподібний твердий сплав, - теплопровідність плоскої сталевої деталі, е - основа натурального логарифма, а - температуропровідність, sh – гіперболічній синус, - час нагрівання (наплавлення) до температури Tзд, t - значення часу в даний момент, m - безрозмірна стала величина, Bio m= 2 = , де - Віо=k критерій Віо, - товщина плоскої сталевої деталі, k - коефіцієнт, який враховує тепловіддачу з поверхні матеріалу, що наплавляють, k , - коефіцієнт тепловіддачі для зносостійкого матеріалу, що наплавляють. На фіг. 1 представлена схема виконання способу, на фіг. 2 - вид А на фіг. 1, а на фіг. 3 графіки питомої потужності для нагрівання деталі і відповідно їх температури. Спосіб здійснюють наступним чином. Спочатку засипають стійкий проти спрацювання порошкоподібний твердий сплав 1 на поверхню диска 2, яка підлягає наплавленню, на відповідну товщину і ширину за допомогою окремого пристрою. Потім, за допомогою спеціального механізму, подають його на нижню плиту 3. Попередньо кільцеві витки індуктора 4 і 5 та електромагнітний екран 6, а також тепловий екран 7 відрегульовані за допомогою болта 8 на відповідну ширину зони наплавлення, яка може змінюватися для прикладу від 10…50 мм. Після цього, за допомогою пневмоприводу 9, опускають верхню притискну плиту 10, для зменшення деформації диска під час наплавлення. При подачі струмів високої частоти (СВЧ) на індуктор, (установка СВЧ на фіг. 1 не показана), нагрівають деталь питомою потужністю в часі (пряма лінія 11) з відповідними температурами 12 і 13 фіг. 3 і здій 95330 4 снюють наплавлення диска 2 по всій його робочій поверхні. З метою економії електроенергії подають питому потужність на індуктор, яка змінюється в часі (крива 14) з температурою нагрівання (крива 15) за допомогою додаткового електромеханічного пристрою який на фіг. не показаний, і визначається за формулою: Tзд m amt W1 e sh am де Tзд - температура, при якій плавлять порошкоподібний твердий сплав, - теплопровідність плоскої сталевої деталі, е - основа натурального логарифма, а - температуропровідність, sh - гіперболічній синус, - час нагрівання (наплавлення) до температури Tзд, t - значення часу в даний момент, m - безрозмірна стала величина, Bio m= 2 = , де - Віо=k критерій Віо, - товщина плоскої сталевої деталі, k - коефіцієнт, який враховує тепловіддачу з поверхні матеріалу, що наплавляють, k , - коефіцієнт тепловіддачі для зносостійкого матеріалу, що наплавляють. Після наплавлення відбувається вертикальне переміщення верхньої притискної плити 8 вверх і диск 3, за допомогою спеціального механізму, подається в тару для наступного оброблення, наприклад заточування. І так цикл способу повторюється. На фіг. 3 показано постійну питомої потужності об'ємних теплових джерел і температури в зоні наплавлення в залежності від часу: 11, 12 - теоретично визначені питома потужність теплових джерел і відповідно їй температура; 13 - експериментально визначена температура при такій же питомій потужності; 14, 15 - зміна питома потужність і відповідно їй температура. Наплавлення можна здійснювати одночасно по всій робочій поверхні деталі. Наприклад, наплавлення диска як при постійній питомій потужності W 2 за час 32 сек. (крива 11), так і при змінній питомій потужності за експоненціальним законом W1 також за 32 сек. крива 14. При цьому досягається економія електроенергії з використанням нового режиму нагрівання (крива 14, фіг. 3) на 1523 % в порівнянні з режимом нагрівання (крива 11, фіг. 3), в залежності від типу використання порошкоподібних твердих сплавів, які мають різну температуру плавлення і час нагрівання. Наприклад, при нагріванні диска порошкоподібним твердим сплавом на залізній основі ПГ-С1економія електроенергії складає 15 %, а при наплавленні порошкоподібним твердим сплавом на нікелевій основі ПГ-АН9 відповідно 23 %. Економія електроенергії при наплавленні деталей за змінною в часі питомою потужністю, в порівнянні з постійною питомою потужністю в часі, 5 95330 досягається за рахунок зменшення теплових втрат конвекцією в оточуюче середовище, і визначається за формулою: W W2 2cham 1 1 100% 1 100% , W2 amsh am де W 2 - постійна потужність в часі, яка визначається за формулою: Tзд дт W2 1 e amt Наприклад, при нагріванні диска з постійною Вт питомою потужністю W2 0,37 109 крива 11, м3 фіг. 3, нагрівання деталі проходить швидко і відбувається інтенсивне тепловиділення з поверхні диска з оточуючим середовищем, при цьому витрачається значна кількість електроенергії. При нагріванні деталі змінною питомою потужністю в Вт часі W 2 в початковий момент W 0,13 109 м3 Вт (крива 14, м3 фіг. 3) відбувається повільне тепловиділення тепзростає за 32 сек. до W 0,61 109 6 ла з поверхні деталі в оточуюче середовище. Як видно з графіків фіг. 3 площа, яка заштрихована під кривою 11, більша на 15 % від площі,яка заштрихована під кривою 14, при наплавленні деталі порошкоподібним твердим сплавам ПГ-С1. Необхідно відмітити що зміна питомої потужності на індукторі за розробленим авторами експоненціальним законом, здійснювалась за допомогою додаткового електромеханічного пристрою, розробленого авторами, тобто зміною анодної напруги на генераторній лампі по заданому закону за даний час. Приклад конкретного виконання способу для наплавлення плоских сталевих деталей. Дослідження проводились для диска D=210 мм, виготовленого із сталі Ст. 3, товщиною =0,004 м, наплавленого порошкоподібним твердим сплавом ПГ-С1. Товщина наплавленого металу знаходилась в межах 0,8…1,5 мм, час наплавлення складав =32 сек. Експерименти проводились на високочастотному генераторі ВЧИ-63/0,44. Температура плавлення порошкоподібного твердого сплаву ПГ-С1 (сормайт) складала 1220 °C. Таблиця Результати експериментальних досліджень наплавлення сталевих дисків (в чисельнику початкові в знаменнику кінцеві параметри генератора) Основні параметри генератора Для постійної питомої потужності в часі Для змінної питомої потужності в часі напруга на кон- анодна напрутурі, кВт га, кВ струм сітки лампи, А струм аноду лампи, А 7,5 10 1,4 4 3,1 8,5 11,5 12 0,65 1,7 2 5,5 час наплавлення, с Цей спосіб придатний для наплавлення сталевих деталей різної конфігурації, де здійснюють одночасне наплавлення по всій робочій поверхні. Застосування даного способу в техніці дасть знач 32 ний економічний ефект (економії електроенергії) для народного господарства, де використовується метод індукційного нагрівання. 7 95330 8 9 Комп’ютерна верстка А. Крижанівський 95330 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing flat steel parts
Автори англійськоюShablii Oleh Mykolaiovych, Pulka Cheslav Viktorovych, Bazar Marian Stepanovych, Korol Oleh Ivanovych
Назва патенту російськоюСпособ наплавки плоских стальных деталей
Автори російськоюШаблий Олег Николаевич, Пулька Чеслав Викторович, Базар Марьян Степанович, Король Олег Иванович
МПК / Мітки
МПК: B23K 13/00, B22D 19/00
Мітки: сталевих, наплавлення, деталей, плоских, спосіб
Код посилання
<a href="https://ua.patents.su/5-95330-sposib-naplavlennya-ploskikh-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення плоских сталевих деталей</a>
Спосіб наплавлення тонких плоских сталевих деталей
Номер патенту: 54204
Опубліковано: 25.10.2010
Автори: Пулька Чеслав Вікторович, Шарик Мирослав Володимирович, Король Олег Іванович, Шаблій Олег Миколайович, Сенчишин Віктор Степанович
МПК: B23K 13/00
Мітки: плоских, тонких, сталевих, наплавлення, деталей, спосіб
Формула / Реферат:
Спосіб наплавлення тонких плоских сталевих деталей, що включає насипання порошкоподібного твердого сплаву на деталь, нагрівання її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу з наступним його вільним остиганням, який відрізняється тим, що при початковому розплавленні порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній...
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами

Номер патенту: 54349
Опубліковано: 10.11.2010
Автори: Стецько Андрій Євгенович, Білявський Максим Леонідович, Шахбазов Яків Олександрович, Білявський Леонід Альфонсович
МПК: B23C 3/00
Мітки: поверхонь, торцевими, спосіб, обробки, деталей, плоских, фрезами, сталевих
Формула / Реферат:
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами, що включає початкове формування зміцненого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування, причому деформуючий елемент розташований в радіальному напрямку на більшій відстані від осі фрези, а кінцеве зняття частини зміцненого шару здійснюють різальними елементами, розташованими в радіальному напрямку на меншій відстані від...
Пристрій для наплавлення плоских тонкостінних деталей
Номер патенту: 55346
Опубліковано: 17.03.2003
Автори: Будзан Богдан Павлович, Пулька Чеслав Вікторович, Шаблій Олег Миколайович
МПК: B23K 13/00
Мітки: плоских, пристрій, наплавлення, тонкостінних, деталей
Формула / Реферат:
1. Устройство для наплавки плоских тонкостенных деталей, содержащее верхнюю прижимную плиту с выточкой для размещения в ней шихты и нижнюю прижимную плиту с вмонтированными в нее ветвями индуктора, отличающееся тем, что, с целью повышения качества наплавки и снижения энергозатрат, нижняя прижимная плита также выполнена с выточкой, образующей с выточкой верхней плиты замкнутую полость для размещения в ней наплавляемой части детали, поверхности...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Тончева Ніна Миколаївна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: C21D 8/00
Мітки: відновлення, сталевих, деталей, спосіб
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23K 9/04, B23P 6/00, C23C 4/12
Мітки: деталей, поверхонь, відновлення, машин, сталевих, спосіб, спрацьованих
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Попередній патент: Собачий тімусний стромальний лімфопоетин та його застосування
Наступний патент: Препарат для стимуляції репродуктивної функції кнурів-плідників
Випадковий патент: Командно-штабна машина