Спосіб виготовлення напрямних роликів для безперервної заготовки
Формула / Реферат
1. Спосіб виготовлення напрямних роликів для безперервної заготовки для установки безперервного розливання із депонованих на складі готових компонентів та компонентів-напівфабрикатів, принаймні таких як опори роликів, готові опорні вали та матеріал-напівфабрикат для виготовлення гільз роликів, а також різноманітні малі деталі та додаткові внутрішні та допоміжні частини, згідно з яким:
- опори роликів зберігають на складі за типовим рядом відповідно до можливих навантажень;
- опорні вали, які спираються на опори роликів, зберігають на складі за типовим рядом відповідно до можливих навантажень;
- гільзи роликів зберігають на складі у вигляді обробленого по обводу пруткового чи трубного матеріалу за типовим рядом, що відповідає різним діаметрам роликів, який відрізняється тим, що гільзи роликів зберігають на складі у вигляді обробленого по обводу пруткового чи трубного матеріалу із невизначеною довжиною, причому для складання певного напрямного ролика гільзу ролика з діаметром ролика, що відповідає типовому ряду, відрізають від обробленого по обводу пруткового чи трубного матеріалу, що відповідає типовому ряду, відповідно до бажаної довжини бочки ролика, обробляють та складають з іншими компонентами, відібраними з типового ряду, і отримують напрямний ролик для безперервної заготовки.
2. Спосіб за п. 1, який відрізняється тим, що на зовнішню поверхню пруткового чи трубного матеріалу наносять зносостійкий шар, у переважному варіанті - шляхом наварювання, і прутковий чи трубний матеріал обточують на токарному верстаті до діаметра ролика відповідно до типового ряду.
3. Спосіб за п. 2, який відрізняється тим, що на зовнішню поверхню пруткового чи трубного матеріалу шляхом наварювання наносять зносостійкий шар.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що при остаточній обробці гільзи ролика обробляють торцеві поверхні на токарному верстаті та виконують з'єднувальні виїмки для входження шийок опорних валів.
5. Спосіб за п. 4, який відрізняється тим, що при остаточній обробці гільзи ролика виконують канали циркуляції охолоджуючого агента, у переважному варіанті - центральний канал охолодження.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що розміри напрямних роликів, встановлених на установці безперервного розливання, підбирають залежно від навантажень, що діють на них, згідно із заздалегідь визначеним типовим рядом.
Текст
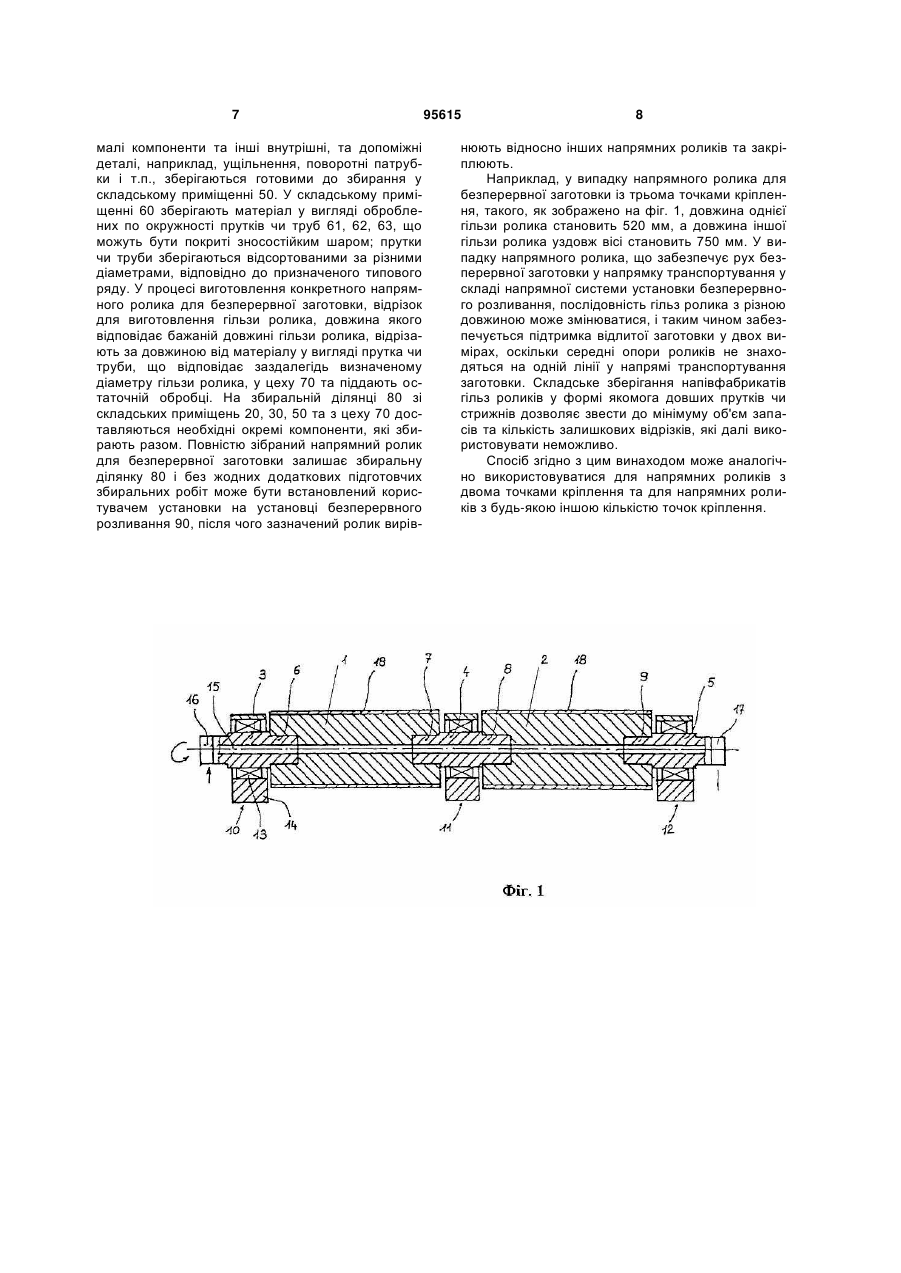
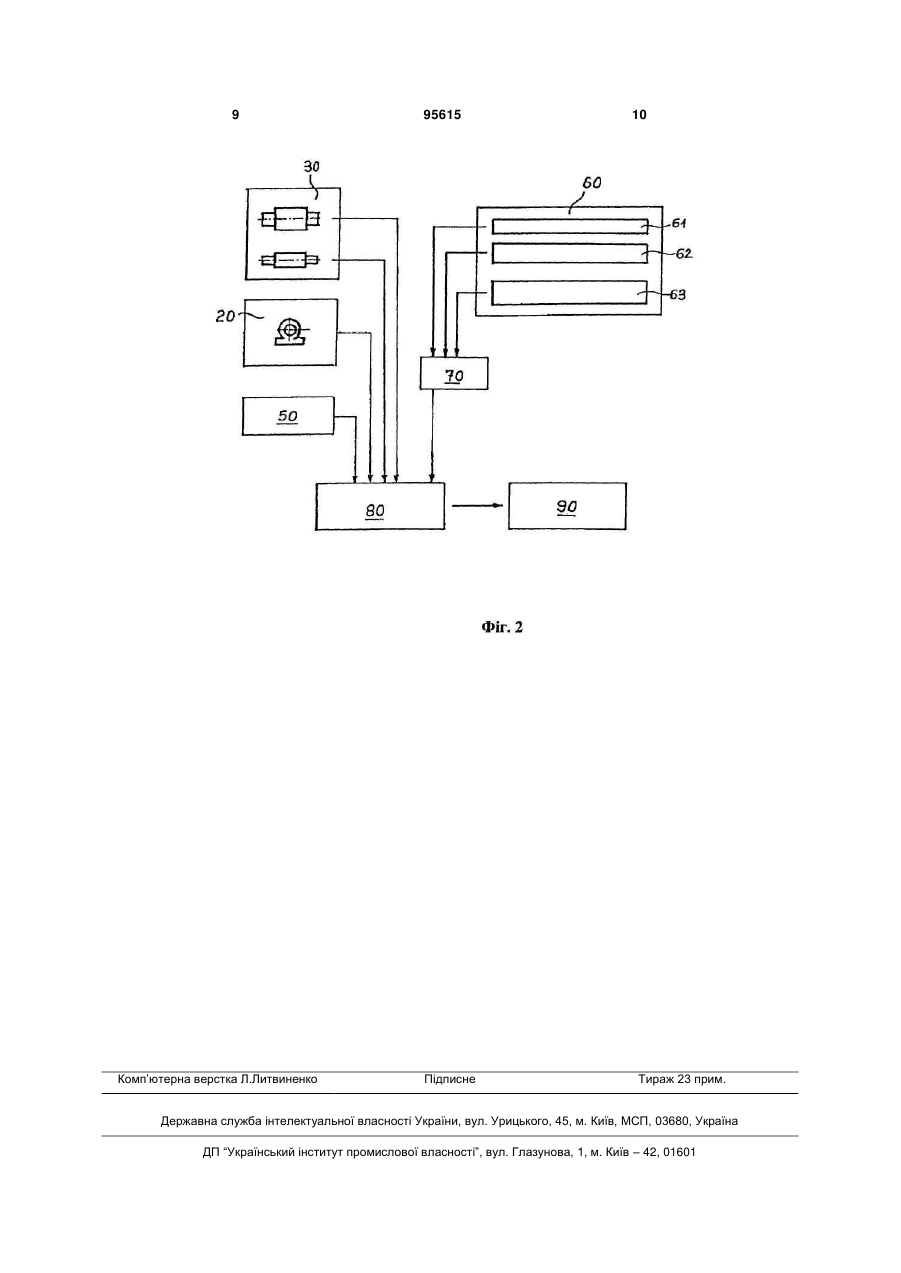
1. Спосіб виготовлення напрямних роликів для безперервної заготовки для установки безперервного розливання із депонованих на складі готових компонентів та компонентівнапівфабрикатів, принаймні таких як опори роликів, готові опорні вали та матеріал-напівфабрикат для виготовлення гільз роликів, а також різноманітні малі деталі та додаткові внутрішні та допоміжні частини, згідно з яким: - опори роликів зберігають на складі за типовим рядом відповідно до можливих навантажень; - опорні вали, які спираються на опори роликів, зберігають на складі за типовим рядом відповідно до можливих навантажень; - гільзи роликів зберігають на складі у вигляді обробленого по обводу пруткового чи трубного матеріалу за типовим рядом, що відповідає різним діаметрам роликів, який відрізняється тим, що гільзи роликів зберігають на складі у вигляді обробленого по обводу пруткового чи трубного матері C2 2 (11) 1 3 для безперервного розливання; відомі варіанти застосування напрямних роликів у різноманітних конструкціях. Залежно від ширини відлитої безперервної металевої заготовки напрямні ролики для безперервної заготовки можуть кріпитися у двох чи більше точках і, відповідно, можуть мати різну довжину бочки. Зокрема для відливання безперервних заготівок великої ширини та товщини використовуються напрямні ролики із кріпленням у більш ніж двох точках, ролики, які забезпечують надійний рух у напрямку розливання і в яких опори розташовані зі зміщенням одна відносно одної, щоб забезпечити надійну підтримку безперервної заготовки у двох вимірах. Це неминуче означає використання бочок різної довжини. Конструкції відомих напрямних роликів для безперервної заготовки також відрізняються та у значній мірі визначаються системою циркуляції охолоджуючого агента всередині бочки ролика. Безпосередньо біля місця виходу безперервної металевої заготовки з ливарної форми напрямні ролики мають бути розташовані на напрямній для заготівок якомога ближче один до одного (малий інтервал між роликами) для того, щоб уникнути випинання заготовки. Чим далі від ливарної форми, тим більшим може бути відстань між роликами. Таким чином утворюється роликовий корсет для напрямної для заготівок, де використовуються напрямні ролики різних діаметрів. Через взаємодію з гарячими та важкими безперервними заготовками напрямні ролики зазнають значних теплових та механічних навантажень, які потребують провадження постійного технічного обслуговування та, згодом, робіт із заміни компонентів на установці безперервного розливання. Враховуючи наявність таких навантажень, користувачеві (операторові) установки потрібний відповідний запас замінних роликів, однак це призводить до виникнення небажаних витрат на складування. Тому користувачі установки перекладають цю проблему на виробників роликів і, якщо виникає така потреба, звертаються до виробників із терміновим повідомленням з вимогою доставити запасну частину якомога швидше (доставка точно у визначений термін). Для виробників роликів це означає необхідність зберігати на складі запас роликів, які відповідали б потребам багатьох користувачів установок розливання, і ситуація виходить з-під контролю через велику кількість типів установок та роликових систем, які у деяких випадках мають лише незначну різницю у розмірах, або ж виникає потреба у відповідних принципах конструкції, що дозволяли б виготовляти та збирати ролики за малий час за першою вимогою. Повний цикл виробництва напрямних роликів для безперервної заготовки зазвичай застосовується після отримання відповідних замовлень на частини для першого монтажу та запасні частини на підставі робочих креслень. Необхідність у значних витратах часу на виробництво вимагає обмеженого обсягу управління запасами для забезпечення безперебійної роботи установки безперервного розливання. У заявці DE 10 2004 002 529 В3 описаний спосіб виготовлення опорних та/або передавальних 95615 4 роликів із внутрішнім охолодженням зі стандартизованих модулів, що містять цапфу підшипника, гільзу та вал. Дані модулі сортуються у двох вимірах та об'єднуються, у переважному порядку, що являє собою типовий ряд, виходячи зі стандартної довжини та стандартного діаметру. Двовимірність цього запропонованого способу зберігання запасів призводить до того, що запаси усе одно досягають значних розмірів, а витрати на складування є небажано великими. Також запропоновано систему зберігання запасів із обмеженою двовимірністю, де модулі виготовляються із стандартними значеннями довжини, де розподіл значень довжини визначається на підставі статистики і де такі модулі обрізаються до необхідної довжини лише для конкретного застосування. Така обмежена двовимірність призводить до ще більшого зростання частки дорогого матеріалу гільз роликів, що йде у відходи, через зменшення кількості модулів стандартної довжини. Крім того, неможливо постачати користувачеві установки вже зібрані напрямні ролики, які можуть безпосередньо встановлюватися, оскільки, особливо у випадку роликів, що мають більше одної точки кріплення, збирання опор роликів можливе лише якщо напрямні ролики є розібраними і якщо використовуються дорогі рознімні підшипники. Таким чином, метою цього винаходу є уникнути недоліків прототипів та запропонувати спосіб виготовлення напрямних роликів для безперервної заготовки, який би дозволив за дуже малий час виготовити з готових компонентів та компонентівнапівфабрикатів, що зберігаються на складі, та поставити напрямний ролик для безперервної заготовки, що готовий для збирання і для монтажу на установці безперервного розливання. Потрібні для цього запаси, що зберігаються виробником роликів, мають бути якомога меншими. Мета даного винаходу досягається завдяки способу, який описаний на початку відмітної частини пункту 1 формули винаходу. Зазначений спосіб виготовлення напрямних роликів для безперервної заготовки для установки безперервного розливання з готових компонентів та компонентів-напівфабрикатів, що зберігаються на складі, які у переважному варіанті включають принаймні опори ролика, готові опорні вали та матеріал-напівфабрикат для виготовлення гільзи ролика, а також різноманітні малі деталі та додаткові внутрішні та допоміжні частини, дозволяє поставити напрямний ролик для безперервної заготовки у надзвичайно короткий термін, якщо опори ролика зберігаються на складі за типовим рядом відповідно до можливих навантажень, якщо опорні вали, на які спираються опори ролика, зберігаються на складі за типовим рядом відповідно до можливих навантажень та якщо гільзи роликів зберігаються на складі як матеріал у вигляді обробленого по окружності прутка чи труб за типовим рядом, з невизначеною довжиною, що мають відповідати різним діаметрам роликів, де для збирання певного напрямного ролика гільза ролика з діаметром ролика, що відповідає типовому ряду, відрізається від матеріалу у вигляді обробленого по окружності прутка чи труби, що відповідає ти 5 повому ряду, відповідно до бажаної довжини бочки ролика, обробляється та збирається з іншими компонентами, відібраними з типового ряду, для отримання напрямного ролика для безперервної заготовки. Завдяки зберіганню на складі гільз роликів у вигляді пруткового матеріалу чи труб невизначеної довжини, у переважному варіанті довжиною 6-8 м, де заздалегідь оброблено лише бічну поверхню (діаметр), можливо відрізати відрізки потрібної довжини, що мають відповідати бажаній довжині бочки для напрямного ролика, що має бути виготовлений, та забезпечити остаточну обробку кінців за дуже короткий час. Така остаточна обробка включає обробку кінцевих поверхонь на токарному верстаті та виконання з'єднувальних виїмок, у які має входити шийка опорного валу, у переважному варіанті - до діаметру, що забезпечує можливість з'єднання з фіксованим кутовим положенням зі шийкою опорного валу гарячою посадкою. Зокрема у випадку напрямних роликів, що мають більше однієї точки кріплення, довжина окремих гільз ролика становить 500-800 мм, а у деяких випадках вона може досягати навіть 1000 мм чи більше. Отже, у разі використання матеріалу у вигляді прутка чи труби відповідної довжини можливо відрізати більшу кількість відрізків потрібної довжини, і частка матеріалу, що йде у відходи, може бути дуже незначною. Згідно з переважним варіантом втілення зазначеного способу, на бічну поверхню матеріалу у вигляді прутка чи труби наноситься зносостійкий шар, у переважному варіанті - шляхом наварювання, після чого матеріал у вигляді прутка або труби обточують на токарному верстаті до діаметру ролика відповідно до типового ряду. Якщо це доцільно, додатково також провадиться термообробка з метою зменшення напруги та формування мікроструктури у гільзі із матеріалу у вигляді прутка чи труби. Остаточна обробка відрізаної гільзи ролика може також включати виконання каналів циркуляції охолоджуючого агента. Канали циркуляції охолоджуючого агента у цьому випадку можуть бути виконані у вигляді центрального каналу охолодження, наприклад, шляхом висвердлювання осьового каналу у відрізку матеріалу у вигляді прутка потрібної довжини або ж розточування відрізку матеріалу у вигляді труби потрібної довжини на токарному верстаті. У випадку периферійного охолодження ("револьверної" системи охолодження) висвердлюються відповідні периферійні канали та відводи для циркуляції охолоджуючого агента. Запропонований метод виявився особливо економічним у випадку, якщо розміри напрямних роликів, встановлених на установці безперервного розливання, підібрані залежно від навантажень, що діють на них, згідно із заздалегідь визначеними типовими рядами. Це доцільно планувати заздалегідь, ще під час проектування та виготовлення установки безперервного розливання, але таку систему можливо впровадити також шляхом відповідного переобладнання вже існуючої установки безперервного розливання. 95615 6 Напрямний ролик для безперервної заготовки, виготовлений у запропонований спосіб, утворює незалежну запасну частину установки безперервного розливання. Напрямний ролик, який зносився чи був пошкоджений у процесі експлуатації установки, можна демонтувати з установки, від'єднавши кріплення корпусів опор ролика на опорній рамі установки безперервного розливання, та замінити напрямним роликом, доставленим у короткий термін за першою вимогою. У будь-яких попередніх збиральних роботах у цехах користувача установки немає потреби. Про додаткові переваги та особливості цього винаходу можна дізнатися із наведеного нижче опису необмежуючих ілюстративних варіантів втілення винаходу із посиланням на фігури, що додаються, де: Фіг. 1 являє собою схематичне зображення поздовжнього перерізу напрямного ролика для безперервної заготовки, виготовленого у спосіб згідно з даним винаходом; Фіг. 2 являє собою схематичне зображення схеми управління запасами, ділянки виробництва деталей та ділянки збирання для виготовлення напрямного ролика для безперервної заготовки згідно з даним винаходом. На фіг. 1 наведено схематичне зображення напрямного ролика для безперервної заготовки із кріпленням у трьох точках, який використовується у напрямній системі установки безперервного розливання і який виготовляють та збирають у спосіб згідно з даним винаходом зі стандартних компонентів, готових компонентів та компонентівнапівфабрикатів. Зазначений напрямний ролик для безперервної заготовки містить дві гільзи 1, 2 ролика, що спираються на опорні вали 3, 4, 5. Зазначені опорні вали закінчуються шийками 6, 7, 8, 9 опорних валів, які входять у виїмки гільз ролика та утворюють з останніми з'єднання з фіксованим кутовим положенням, наприклад гарячою посадкою. Опорні вали 3, 4, 5 спираються на опори ролика 10, 11, 12, які містять роликовий підшипник 13 та блок опори 14. У переважному варіанті у ролі роликових підшипників рекомендовано використовувати самоустановлювані роликові підшипники та підшипники СARB. Крізь напрямний ролик проходить центральний канал 15 циркуляції охолоджуючого агента, кінці якого приєднані до поворотних патрубків 16, 17 для подачі та відведення охолоджуючого агента. Гільзи 1, 2 ролика захищені зносостійким шаром 18, який подовжує термін служби напрямного ролика для безперервної заготовки. Щоб звести до мінімуму час виготовлення такого напрямного ролика і водночас зменшити витрати на складування та займану складську площу, окремі компоненти напрямного ролика зберігаються у готовності на складі компонентів, частково готові і частково у стані напівфабрикатів. На фіг. 2 зображено етапи складування, виробництва та збирання. Опори 10, 11, 12 ролика зберігаються у вигляді стандартних компонентів згідно з асортиментними типами у складському приміщенні 20, опорні вали 3, 4 чи 5 зберігаються у вигляді готових компонентів згідно з асортиментними типами у складському приміщенні 30, різноманітні 7 малі компоненти та інші внутрішні, та допоміжні деталі, наприклад, ущільнення, поворотні патрубки і т.п., зберігаються готовими до збирання у складському приміщенні 50. У складському приміщенні 60 зберігають матеріал у вигляді оброблених по окружності прутків чи труб 61, 62, 63, що можуть бути покриті зносостійким шаром; прутки чи труби зберігаються відсортованими за різними діаметрами, відповідно до призначеного типового ряду. У процесі виготовлення конкретного напрямного ролика для безперервної заготовки, відрізок для виготовлення гільзи ролика, довжина якого відповідає бажаній довжині гільзи ролика, відрізають за довжиною від матеріалу у вигляді прутка чи труби, що відповідає заздалегідь визначеному діаметру гільзи ролика, у цеху 70 та піддають остаточній обробці. На збиральній ділянці 80 зі складських приміщень 20, 30, 50 та з цеху 70 доставляються необхідні окремі компоненти, які збирають разом. Повністю зібраний напрямний ролик для безперервної заготовки залишає збиральну ділянку 80 і без жодних додаткових підготовчих збиральних робіт може бути встановлений користувачем установки на установці безперервного розливання 90, після чого зазначений ролик вирів 95615 8 нюють відносно інших напрямних роликів та закріплюють. Наприклад, у випадку напрямного ролика для безперервної заготовки із трьома точками кріплення, такого, як зображено на фіг. 1, довжина однієї гільзи ролика становить 520 мм, а довжина іншої гільзи ролика уздовж вісі становить 750 мм. У випадку напрямного ролика, що забезпечує рух безперервної заготовки у напрямку транспортування у складі напрямної системи установки безперервного розливання, послідовність гільз ролика з різною довжиною може змінюватися, і таким чином забезпечується підтримка відлитої заготовки у двох вимірах, оскільки середні опори роликів не знаходяться на одній лінії у напрямі транспортування заготовки. Складське зберігання напівфабрикатів гільз роликів у формі якомога довших прутків чи стрижнів дозволяє звести до мінімуму об'єм запасів та кількість залишкових відрізків, які далі використовувати неможливо. Спосіб згідно з цим винаходом може аналогічно використовуватися для напрямних роликів з двома точками кріплення та для напрямних роликів з будь-якою іншою кількістю точок кріплення. 9 Комп’ютерна верстка Л.Литвиненко 95615 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing strand-guiding rollers for continuous blank
Автори англійськоюMoerwald Karl
Назва патенту російськоюСпособ изготовления направляющих роликов для непрерывной заготовки
Автори російськоюМоэрвалд Карл
МПК / Мітки
МПК: B22D 11/128
Мітки: заготовки, безперервної, роликів, спосіб, виготовлення, напрямних
Код посилання
<a href="https://ua.patents.su/5-95615-sposib-vigotovlennya-napryamnikh-rolikiv-dlya-bezperervno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення напрямних роликів для безперервної заготовки</a>
Пристрій для гідравлічної установки роликів секцій роликової проводки в установці для безперервної розливки
Номер патенту: 73723
Опубліковано: 15.09.2005
Автори: Геєркенс Крістіан, Хільд Бертольд, Хартманн Ральф, Ватцлав Майнхард
МПК: F15B 13/02, B22D 11/128
Мітки: проводки, пристрій, установці, розливки, безперервної, роликової, установки, секцій, роликів, гідравлічної
Формула / Реферат:
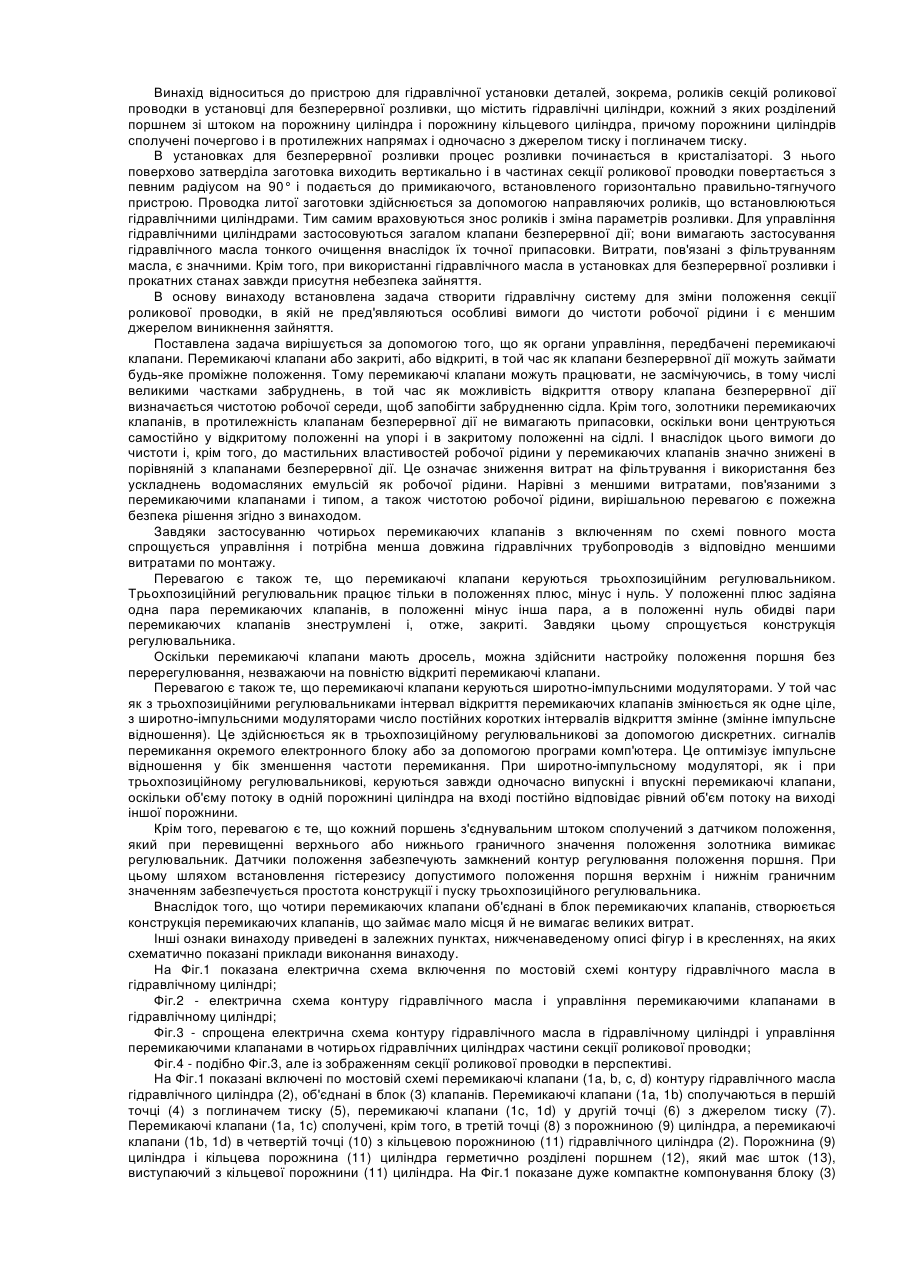
1. Пристрій для гідравлічної установки деталей, зокрема роликів секцій роликової проводки в установці для безперервного розливання, що містить гідравлічні циліндри, за допомогою яких встановлюються деталі, зокрема ролики, причому кожний з гідравлічних циліндрів розділений поршнем з штоком поршня на порожнину циліндра і кільцеву порожнину циліндра, причому порожнини циліндрів виконані з можливістю сполучення за допомогою органів керування з...
Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Альтунтоп Зіткі, Колаковскі Манфред, Хеннінг Вольфганг, Ріттнер Карл
МПК: B22D 11/12, B21B 1/46
Мітки: зокрема, прокатки, ливарно-прокатний, металевої, здійснення, певною, швидкістю, безперервної, сляб, заготовки, виконано, вертикальної, спосіб, тонкий, агрегат, стальної, розливу, відлитої, перерізі
Формула / Реферат:
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка...
Установка безперервного розливання з пристроєм для визначення стану ствердіння заготовки і спосіб визначення стану ствердіння заготовки
Номер патенту: 95046
Опубліковано: 25.06.2011
Автори: Райффершайд Маркус, Рунге Андреас, Бейєр-Штайнхауер Хольгер, Хюллен Іна
МПК: B21C 51/00, B22D 11/16
Мітки: ствердіння, визначення, пристроєм, розливання, стану, заготовки, безперервного, спосіб, установка
Формула / Реферат:
1. Установка (20) безперервного розливання з роликовою проводкою, що має сегменти роликової проводки з роликами (2) для проводки заготовки, причому щонайменше один з сегментів (22, 23, 24, 25, 26, 27) виконаний як вимірювальний сегмент, причому щонайменше одне місце вимірювання передбачене для прямого або непрямого визначення сили, яка діє на один або декілька роликів (2), причому, крім того, щонайменше одне місце вимірювання встановлене на...
Обладнання для виготовлення трубчастої гумокордної заготовки
Номер патенту: 6251
Опубліковано: 29.12.1994
Автори: Таталін Борис Федорович, Гітніков Ара Гершович, Майборода Тимур Афанасійович
МПК: B29C 35/02, B29D 30/06
Мітки: трубчастої, гумокордної, обладнання, виготовлення, заготовки
Формула / Реферат:
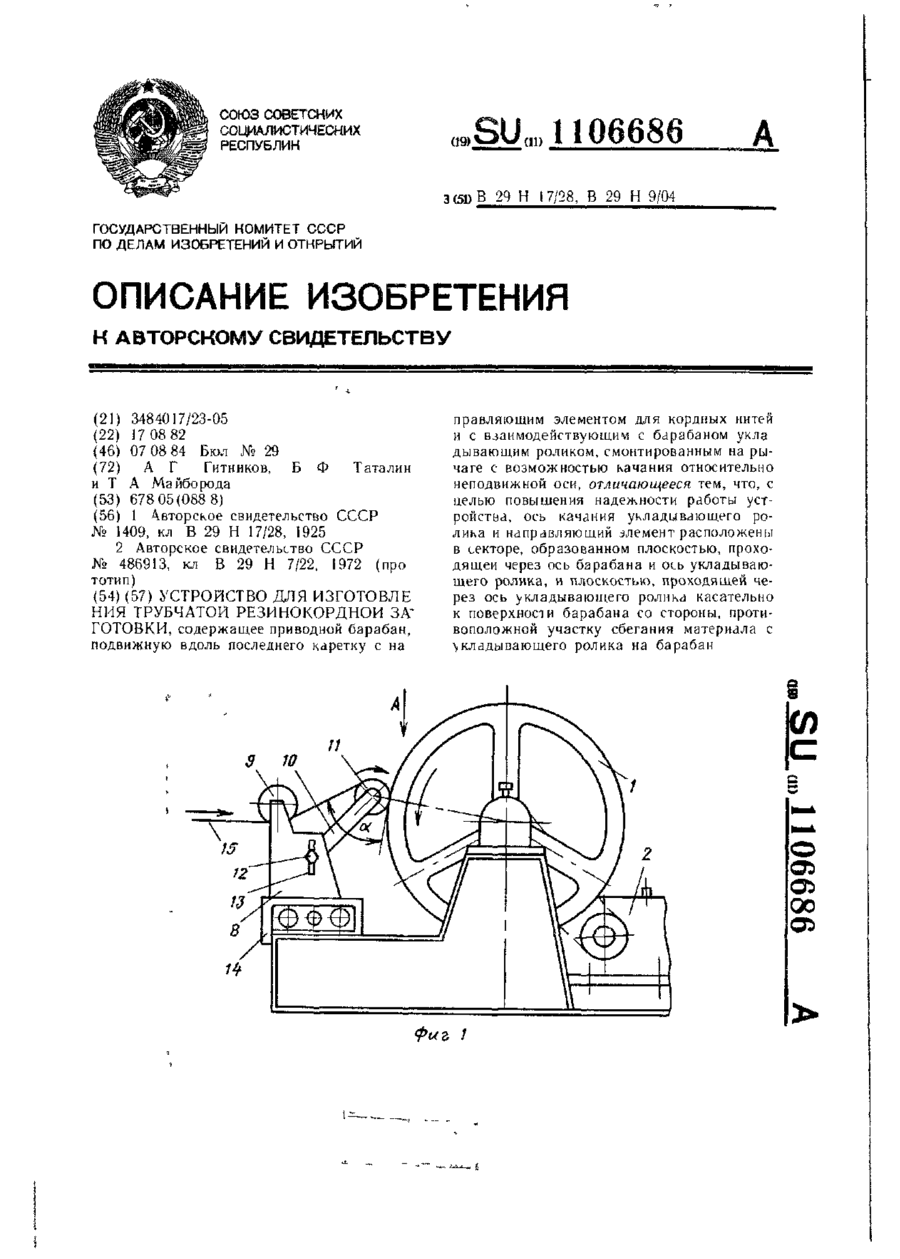
Устройство для изготовления трубчатой резинокордной заготовки, содержащее приводной барабан, подвижную вдоль последнего каретку с направляющим элементом для кордных нитей и с взаимодействующим с барабаном укладывающим роликом, смонтированным на рычаге с возможностью качания относительно неподвижной оси, отличающееся тем, что, с целью повышения надежности работы устройства, ось качания укладывающего ролика и направляющий элемент расположены...
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Классен Ханс Езау, Штольп Крістіан, Вейєр Аксель
МПК: B22D 11/12, B21B 37/00, B22D 11/20
Мітки: встановлення, пристрій, щонайменше, роликового, заготовки, безперервного, відносної, пристрою, розливання, сегмента, напрямного, виготовленої, спосіб, методом, одного
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Попередній патент: Спосіб одержання гібридного насіння
Наступний патент: Застосування аміноалкоксититанатів як амінного прискорювача розкладання пероксидного ініціатора полімеризації та анаеробна клейова композиція
Випадковий патент: Підставка під посудини з рідиною