Спосіб виливання шлакового і/або сталевого розплаву з сталеплавильного конвертера у ливарний ківш або шлаковий чан та установка для його здійснення
Формула / Реферат
1. Спосіб виливання шлакового і/або сталевого розплаву (9, 6) з сталеплавильного конвертера (1) у ливарний ківш (7) або шлаковий чан (10), який відрізняється комбінацією таких ознак:
- автоматично здійснюють за допомогою комп'ютеризованої системи керування визначення позиції перекидання сталеплавильного конвертера (1), при якій шлаковий і/або сталевий розплав (9, 6) виходить з сталеплавильного конвертера (1) у формі потоку (18),
- автоматично здійснюють за допомогою комп'ютеризованої системи керування встановлення положення потоку (18) розплаву, обумовленого визначеною позицією перекидання сталеплавильного конвертера (1), і, відповідно до узгодженого зі специфікою установки, фіксовано закладеного у системі автоматизації взаємозв'язку між кутом перекидання сталеплавильного конвертера (1) і положенням ківшової вагонетки (5), на якій встановлено ливарний ківш (7),
або між кутом перекидання сталеплавильного конвертера (1) і положенням шлакової вагонетки 95), на якій встановлено шлаковий чан (10),
або між кутом перекидання сталеплавильного конвертера (1) і положенням потоку (18) розплаву,
- автоматично здійснюють за допомогою комп'ютеризованої системи керування приведення ливарного ковша (7) або шлакового чана (10) у відповідне положення для приймання потоку (18) розплаву, що виходить з сталеплавильного конвертера (1), відповідно до позиції перекидання, та після початку виливання,
- автоматично здійснюють за допомогою комп'ютеризованої системи керування коригування положення ливарного ковша (7) або шлакового чана (10) відповідно до змінюваного потоку (18) розплаву, який змінюється при зміні кута перекидання сталеплавильного конвертера (1) під час виливання.
2. Спосіб за п. 1, який відрізняється тим, що перед визначенням позиції перекидання встановлюють висоту рівня (16) розплаву в сталеплавильному конвертері (1) за допомогою пристрою (11) для вимірювання рівня розплаву.
3. Спосіб за п. 1 або 2, який відрізняється тим, що перед визначенням позиції перекидання встановлюють висоту рівня (16) розплаву в сталеплавильному конвертері (1) шляхом обчислення на основі внутрішнього об'єму сталеплавильного конвертера (1) та ваги шлакового і/або сталевого розплаву (6, 9).
4. Спосіб за п. 3, який відрізняється тим, що перед наповненням сталеплавильного конвертера (1) вимірюють внутрішній об'єм сталеплавильного конвертера (1) за допомогою лазерного сканера.
5. Спосіб за п. 2, який відрізняється тим, що вимірювання рівня (16) розплаву в сталеплавильному конвертері (1) здійснюють за допомогою пристрою (11) для вимірювання рівня розплаву, а саме шляхом вимірювання кута (14) між вимірювальним променем (15) пристрою (11) і рівнем (16) розплаву та відстані рівня (16) розплаву від вимірювального пристрою (11).
6. Спосіб за будь-яким з пунктів 1-5, який відрізняється тим, що для виливання сталевого розплаву (6) із сталеплавильного конвертера (1) визначають рівень (16) шлакового розплаву (9), причому позицію перекидання сталеплавильного конвертера (1) для виливання сталевого розплаву (6) визначають з урахуванням рівня шлакового розплаву (9) таким чином, щоб рівень (16) шлакового розплаву (9) для позиції перекидання сталеплавильного конвертера (1) при випусканні розплаву (6) знаходився на гарантійній відстані від горловини (13) сталеплавильного конвертера (1).
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що сталеплавильний конвертер (1) під час виливання розплаву (6, 9) перекидають плавно.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що сталеплавильний конвертер (1) під час виливання шлакового і/або сталевого розплаву (6, 9) перекидають ступінчасто.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що до ливарного ковша (7) або шлакового чана (10) через спускний лоток (19) додають присадку, причому спускний лоток (19) підводять з корекцією у відповідності до потоку (18), що змінюється при зміні кута перекидання сталеплавильного конвертера (1) під час виливання, та відповідно до підведеного з корекцією ливарного ковша (7) або шлакового чана (10).
10. Установка для здійснення способу за будь-яким з пп. 1-9, яка відрізняється комбінацією таких ознак:
- сталеплавильний конвертер (1), обладнаний вимірювальним пристроєм для вимірювання кута перекидання та відповідним органом керування перекиданням сталеплавильного конвертера (1),
- ливарний ківш (7) або шлаковий чан (10), переміщуваний у напрямку площини перекидання сталеплавильного конвертера (1), з пристроєм для вимірювання позиції та відповідним органом керування дією ливарного ковша (7) або шлакового чана (10),
- вимірювальний пристрій для безпосереднього або опосередкованого, переважно безперервного, стеження за рівнем (18) шлакового і/або сталевого розплаву (6, 9) у сталеплавильному конвертері (1), а також у разі потреби
- пристрій для розпізнавання закінчення випускання розплаву сталі, початку випускання шлаку та залишкової сталі.
11. Установка за п. 10, яка відрізняється тим, що передбачено спускний лоток для додавання присадки до ливарного ковша (7) або шлакового чана (10), обладнаний пристроєм для вимірювання позиції та відповідним органом керування для позиціонування спускного лотка (19) в залежності від положення потоку (18) розплаву і/або від положення ливарного ковша (7) або шлакового чана (10).
12. Установка за п. 10 або 11, яка відрізняється тим, що містить зважувальний пристрій для ливарного ковша (7) або шлакового чана (10).
Текст
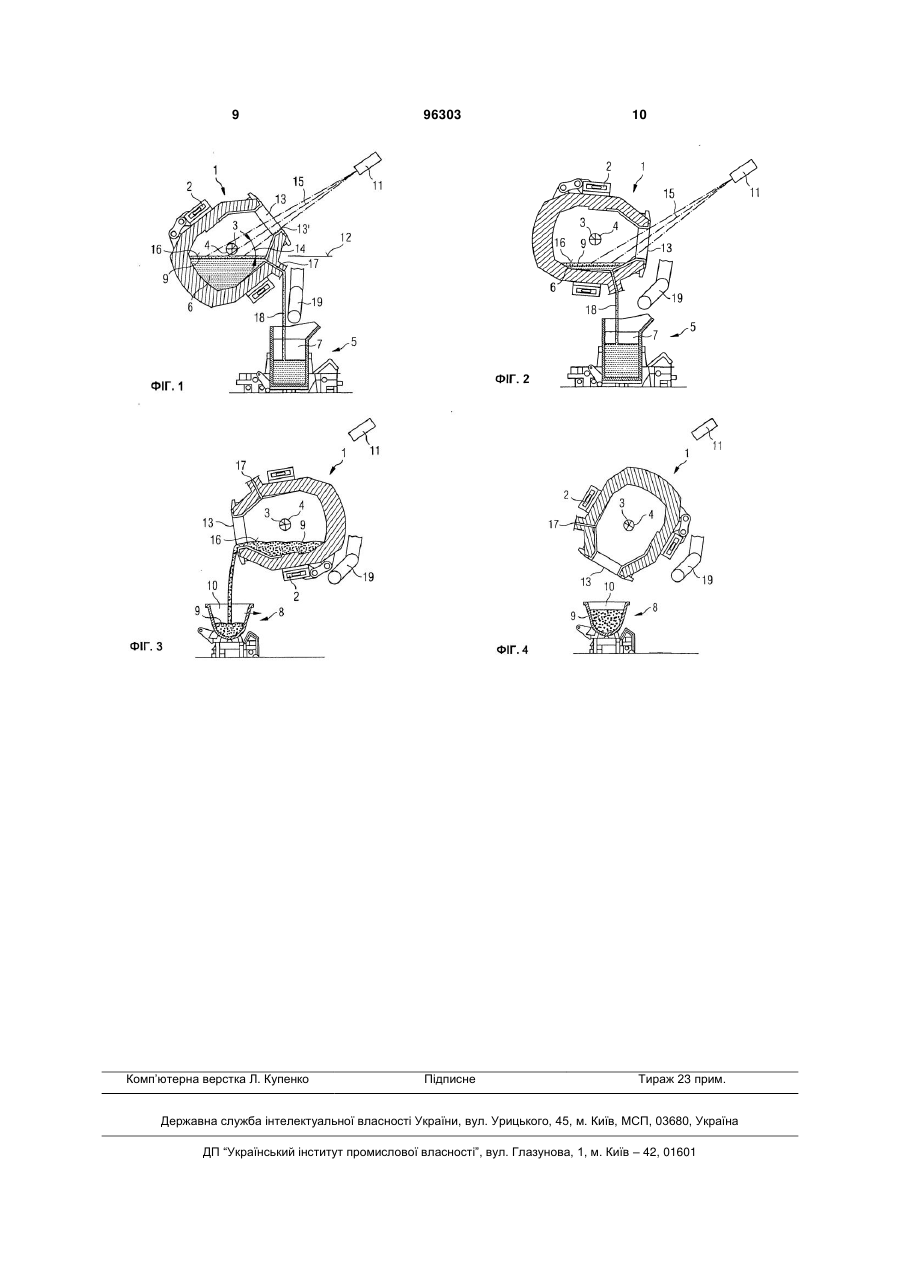
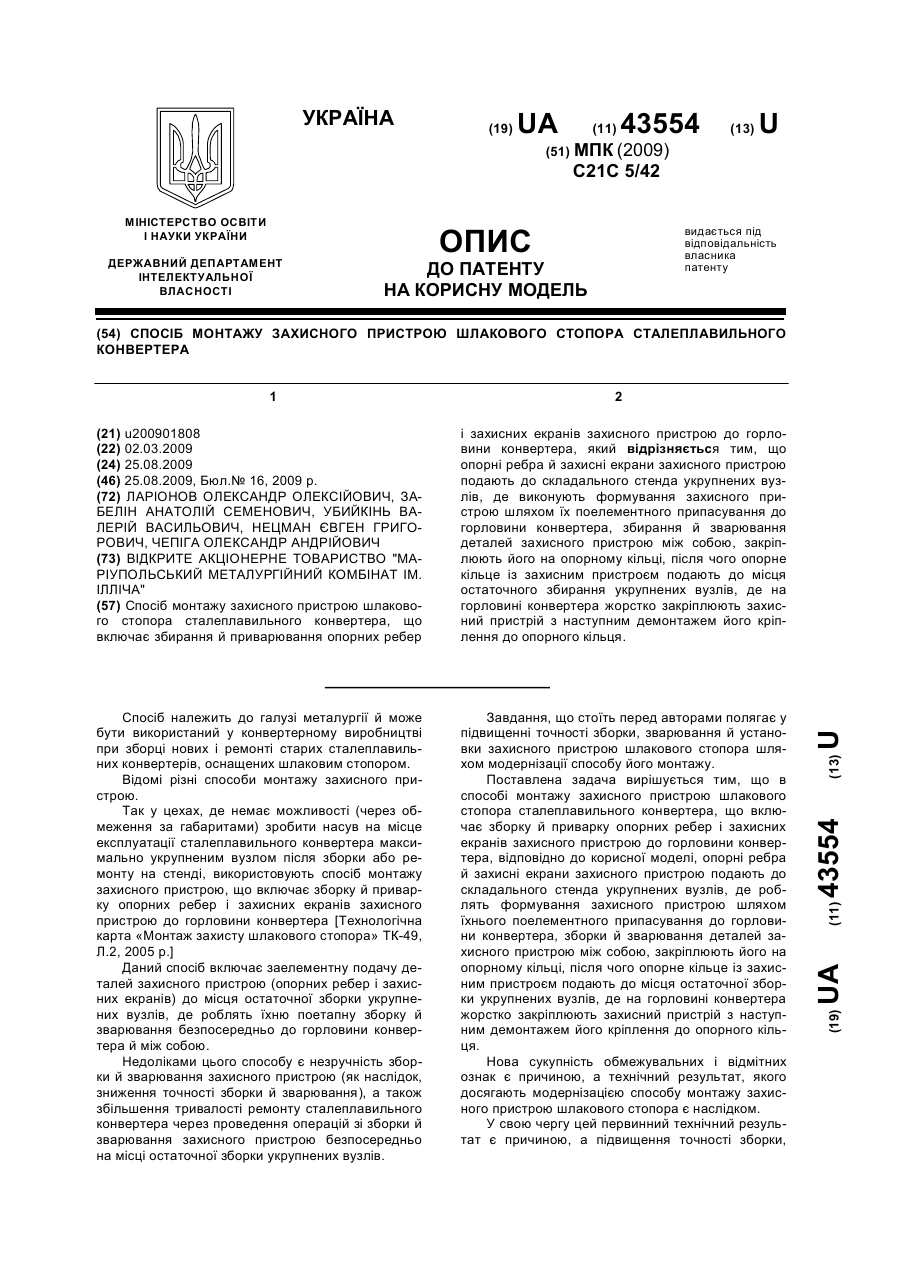
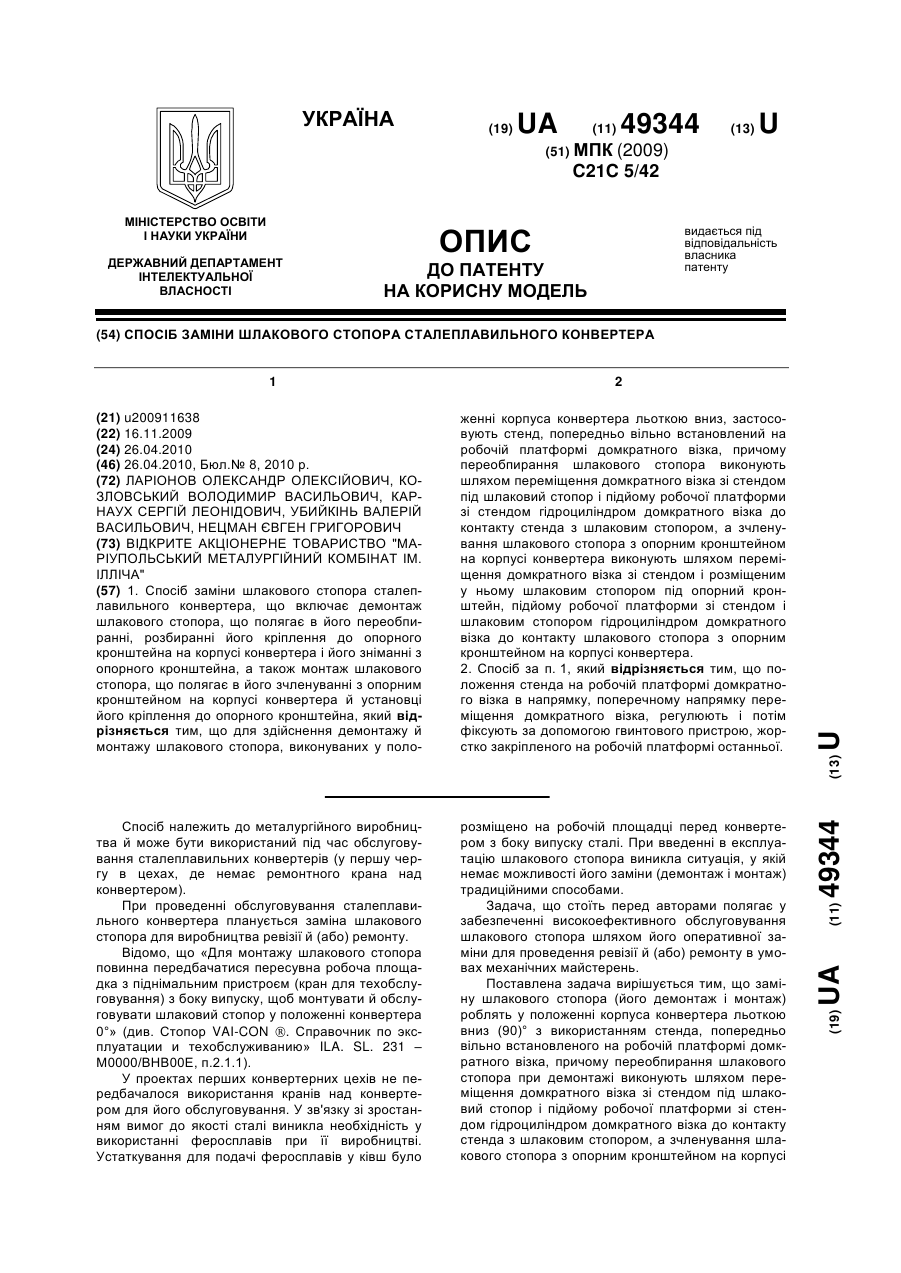
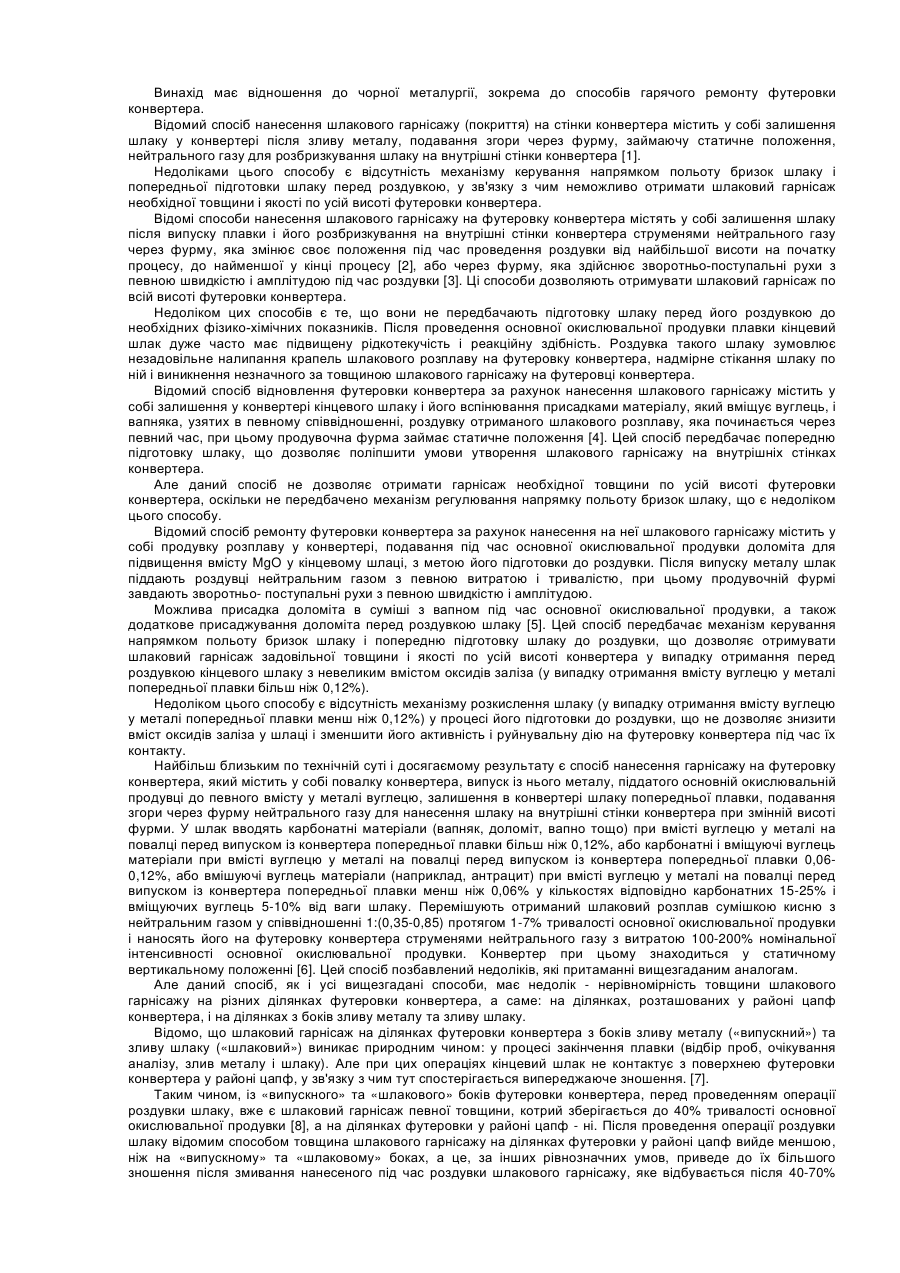
1. Спосіб виливання шлакового і/або сталевого розплаву (9, 6) з сталеплавильного конвертера (1) у ливарний ківш (7) або шлаковий чан (10), який відрізняється комбінацією таких ознак: - автоматично здійснюють за допомогою комп'ютеризованої системи керування визначення позиції перекидання сталеплавильного конвертера (1), при якій шлаковий і/або сталевий розплав (9, 6) виходить з сталеплавильного конвертера (1) у формі потоку (18), - автоматично здійснюють за допомогою комп'ютеризованої системи керування встановлення положення потоку (18) розплаву, обумовленого визначеною позицією перекидання сталеплавильного конвертера (1), і, відповідно до узгодженого зі специфікою установки, фіксовано закладеного у системі автоматизації взаємозв'язку між кутом перекидання сталеплавильного конвертера (1) і положенням ківшової вагонетки (5), на якій встановлено ливарний ківш (7), або між кутом перекидання сталеплавильного конвертера (1) і положенням шлакової вагонетки 95), на якій встановлено шлаковий чан (10), або між кутом перекидання сталеплавильного конвертера (1) і положенням потоку (18) розплаву, - автоматично здійснюють за допомогою комп'ютеризованої системи керування приведення лива 2 (19) 1 3 96303 4 ву (6) знаходився на гарантійній відстані від горловини (13) сталеплавильного конвертера (1). 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що сталеплавильний конвертер (1) під час виливання розплаву (6, 9) перекидають плавно. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що сталеплавильний конвертер (1) під час виливання шлакового і/або сталевого розплаву (6, 9) перекидають ступінчасто. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що до ливарного ковша (7) або шлакового чана (10) через спускний лоток (19) додають присадку, причому спускний лоток (19) підводять з корекцією у відповідності до потоку (18), що змінюється при зміні кута перекидання сталеплавильного конвертера (1) під час виливання, та відповідно до підведеного з корекцією ливарного ковша (7) або шлакового чана (10). 10. Установка для здійснення способу за будьяким з пп. 1-9, яка відрізняється комбінацією таких ознак: - сталеплавильний конвертер (1), обладнаний вимірювальним пристроєм для вимірювання кута перекидання та відповідним органом керування перекиданням сталеплавильного конвертера (1), - ливарний ківш (7) або шлаковий чан (10), переміщуваний у напрямку площини перекидання сталеплавильного конвертера (1), з пристроєм для вимірювання позиції та відповідним органом керування дією ливарного ковша (7) або шлакового чана (10), - вимірювальний пристрій для безпосереднього або опосередкованого, переважно безперервного, стеження за рівнем (18) шлакового і/або сталевого розплаву (6, 9) у сталеплавильному конвертері (1), а також у разі потреби - пристрій для розпізнавання закінчення випускання розплаву сталі, початку випускання шлаку та залишкової сталі. 11. Установка за п. 10, яка відрізняється тим, що передбачено спускний лоток для додавання присадки до ливарного ковша (7) або шлакового чана (10), обладнаний пристроєм для вимірювання позиції та відповідним органом керування для позиціонування спускного лотка (19) в залежності від положення потоку (18) розплаву і/або від положення ливарного ковша (7) або шлакового чана (10). 12. Установка за п. 10 або 11, яка відрізняється тим, що містить зважувальний пристрій для ливарного ковша (7) або шлакового чана (10). Винахід стосується способу виливання розплаву, зокрема шлакового і/або сталевого розплаву, із перекидної металургійної посудини, зокрема із конвертера сталеплавильного цеху, у приймальний резервуар, зокрема ливарний ківш або шлаковий чан, а також установки для автоматичного здійснення способу. Спосіб цього різновиду відомий із WO 03/004198 А2. При ньому в розміщений під випускним отвором сталеплавильного конвертера приймальний резервуар виливають сталевий розплав, причому до уваги приймаються численні важливі для випуску параметри, такі як кут перекидання сталеплавильного конвертера, стан футеровки випускного отвору, стан футеровки сталеплавильного конвертера, об'єм завантаження, час випускання, хімічний склад сталі та шлаку, їх температура тощо, причому кут перекидання сталеплавильного конвертера визначають в залежності від цих параметрів. Незалежно від цього приймальний резервуар знаходиться вертикально під випускним отвором конвертера. Рівень розплаву в конвертері та в приймальному резервуарі знаходяться під постійним наглядом. Для виливання розплаву у ливарну форму відомо (DE 26 31 015 А1), що кут перекидання перекидного ливарного ковша встановлюють в залежності від положення ливарної форми, причому потік розплаву виходить із отвору ливарного ковша і постійно зберігає свою позицію, тобто положення в просторі. Ливарна форма укомплектована приладом для вимірювання рівня розплаву, що може запобігати переповненню ливарної форми. Із ЕР 0 240 128 В1 відома ливарна машина з перекидною плавильною піччю, яка нагрівається індуктивно, причому плавильна піч є перекидною, а ливарна форма, що сягає в розплав і набирає його, задля постійності ступеню занурення, а відтак ступеню заповнення ливарної форми, занурюється в розплав у залежності від висоти рівня розплаву, тобто кут перекидання плавильної печі є змінюваним. Із DE 35 32 763 А1 відомо, що із перекидного ливарного ковша розплав переливають в ливарну форму, розміщену в безпосередній близькості від ливарного ковша, причому за рівнем розплаву у ливарній формі ведеться спостереження, і в залежності від нього регулюється кут перекидання ливарного ковша. Ливарна машина подібної конструкції відома із DE 12 35 520 А1. Перед винаходом стоїть задача настільки вдосконалити і розвинути спосіб вищеозначеного типу, щоб виливання могло здійснюватися повністю автоматично, причому щоб потік розплаву, змінюваний під час прогресуючого перекидання металургійної посудини, потрапляв у приймальний резервуар оптимальним чином. Цю задачу згідно з винаходом вирішено за допомогою комбінації таких ознак: - визначення позиції перекидання металургійної посудини, при якій виливаний розплав виходить із металургійної посудини у формі потоку, - встановлення положення потоку, обумовленого визначеною позицією перекидання металургійної посудини, - приведення приймального резервуару у відповідне положення для приймання потоку розплаву, що виходить із металургійної посудини відповідно до позиції перекидання, та після початку виливання, 5 - коригування положення приймального резервуару відповідно до змінюваного потоку розплаву, який змінюється під час прогресуючого виливання при зміні кута перекидання металургійної посудини. Висота рівня розплаву у металургійній посудині може бути визначеною безпосередньо або опосередковано; безпосередньо - за допомогою пристрою для вимірювання рівня розплаву, опосередковано - шляхом того, що перед визначенням позиції перекидання визначають висоту рівня розплаву у металургійній посудині за допомогою обчислення на основі внутрішнього об'єму металургійної посудини та ваги розплаву або розплавів, причому у останньому випадку краще вимірювати внутрішній об'єм перед наповненням металургійної посудини з використанням лазерного сканера. Якщо вимірювання рівня розплаву у металургійній посудині здійснюють за допомогою пристрою для вимірювання рівня розплаву, то потрібно виміряти кут між вимірювальним променем пристрою та рівнем розплаву, а також віддаленість рівня розплаву від вимірювального пристрою. Спосіб випуску сталі із сталеплавильного конвертера відрізняється тим, що для виливання сталевого розплаву із сталеплавильного конвертера визначають рівень шлакового розплаву, причому позиція перекидання металургійної посудини для виливання сталевого розплаву встановлюється з урахуванням рівня шлакового розплаву таким чином, щоб рівень шлакового розплаву для позиції перекидання сталеплавильного конвертера при випусканні сталевого розплаву знаходився на гарантованій відстані від горловини сталеплавильного конвертера. Доцільно, щоб металургійна посудина під час виливання розплаву перекидалася безперервно. Якщо перекидання металургійної посудини відбувається дуже повільно, то задля запобігання перегріванню приводних двигунів металургійну посудину можна перевертати також ступінчасто. Окремі операції при виливанні доцільним чином здійснюються автоматично за допомогою комп'ютерного управління, так само як і вирівнювання металургійної посудини після виливання. Для додавання присадок до приймального резервуару передбачено спускний лоток, який підводять з корекцією відповідно потоку розплаву, що змінюється залежно від кута перекидання металургійної посудини, змінюваного при прогресуючому виливанні, і/або у відповідності до відкоректованого підведення приймального резервуару. Установка для здійснення способу згідно з винаходом відрізняється комбінацією таких ознак: - металургійна посудина, устаткована вимірювальним пристроєм для вимірювання кута перекидання та відповідним органом для управління перекиданням металургійної посудини, - приймальний резервуар, переміщуваний у напрямку площини перекидання металургійної посудини, з пристроєм для вимірювання позиції та відповідним органом управління дією приймального резервуару, 96303 6 - вимірювальний пристрій для безпосереднього або опосередкованого, краще безперервного спостереження за рівнем розплаву у металургійній посудині, а також принагідно - пристрій для розпізнавання закінчення випускання металу, початку випускання шлаку та залишкової сталі. Для додавання присадок передбачено спускний лоток, який устатковано пристроєм для вимірювання позиції та відповідним органом управління позиціонуванням спускного лотка в залежності від положення потоку розплаву і/або положення приймального резервуару. Якщо спостереження за рівнем розплаву відбувається опосередковано, то передбачають зважувальний пристрій для приймального резервуару. Нижче винахід пояснюється детальніше на прикладі виконання, зображеному на кресленнях. Фігури 1 - 4 схематично зображують різні позиції перекидання сталеплавильного конвертера при виливанні сталевого розплаву та при наступному виливанні шлакового розплаву. Сталеплавильний конвертер 1 звичним чином фіксується у мараторному кільці 2, яке за допомогою двох діаметрально протилежних опорних шийок 4, що визначають вісь обертання 3, перекидається на встановлених на фундаменті опорах, а саме за допомогою не зображеного більш детально електроприводу. Під сталеплавильним конвертером 1 рухається ковшова вагонетка 5, що приймає сталевий розплав 6 у ківш 7, а також рухається шлакова вагонетка 8, що приймає шлаковий розплав 9 у шлаковий чан 10 в симетричній площині перекидання відносно сталеплавильного конвертера 1, причому вони рухаються за допомогою електроприводу. Збоку від сталеплавильного конвертера 1 передбачено оснащений охолодженням ν пристрій 11 для вимірювання рівня розплаву, а саме в площині симетричній до площини перекидання. Цей вимірювальний пристрій 11 спостерігає за внутрішнім простором сталеплавильного конвертера 1, і висоту рівня 12 розплаву можна визначити, як тільки при перекиданні сталеплавильного конвертера 1 горловина 13 конвертера 1 стане навпроти вимірювального пристрою 11, а саме шляхом вимірювання кута 14 між вимірювальним променем 15 пристрою 11 і рівнем розплаву 16 та віддаленням рівня розплаву 16 від вимірювального пристрою 11. Вимірювальний пристрій 11 може працювати, наприклад, за допомогою лазерного променю або також за допомогою радару. Позиція перекидання сталеплавильного конвертера 1 може бути встановленою за допомогою наявного пристрою для вимірювання позиції, який зазвичай застосовується на сталеплавильних заводах. Подібним чином можна визначати позицію переміщуваних під сталеплавильним конвертером 1 приймальних резервуарів, тобто ковшів 7 та шлакових чанів 10, за допомогою не зображених більш детально пристроїв для вимірювання позиції. Як перекидаючий механізм сталеплавильного конвертера 1, так і привод руху ковшової вагонет 7 ки 5 та шлакової вагонетки 8 оснащені управляючим органом для їх точного позиціонування. Замість вимірювального пристрою 11 актуальний стан рівня розплаву 16 може бути визначеним в залежності від кута перекидання сталеплавильного конвертера 1 також на основі актуальної геометрії конвертера (тут мається на увазі стан футеровки) та розміром завантаженої партії матеріал для розплаву. Для цього під час випускання постійно здійснюють моніторинг за актуальною кількістю вилитого сталевого розплаву 6 за допомогою зважувального пристрою для визначення загальної ваги приймального резервуару 7. На основі обчислення вмісту конвертера та даної геометрії конвертера можна постійно визначати актуальний стан рівня розплаву 16. Автоматичний процес виливання здійснюється наступним чином: розпочинає його оператор. Сталеплавильний конвертер 1 автоматично перехиляється в напрямку виливання сталевого розплаву 6, причому безперервно ведеться спостереження за актуальним рівнем розплаву 16, а саме за одним із вищеописаних методів: або на основі віддалення рівня розплаву 16 від вимірювального пристрою 11 та на основі кута 14, що утворюється між рівнем розплаву 16 та вимірювальним променем 15 пристрою 11, або шляхом вимірювання об'єму та ваги конвертера та ливарного ковша. Максимально можливий рівень розплаву 16 обумовлюється найглибшим краєм 13’ горловини 13 конвертера. Таблиця з даними максимального рівня 16 в залежності від кута перекидання сталеплавильного конвертера 1 внесена в систему автоматичного управління і можебути пристосована до певної установки в ході внутрішніх заходів. Щоб запобігти вивантаження розплаву над горловиною 13 конвертера, максимально можливий рівень розплаву зменшують до встановленої величини і регулюють виливання, орієнтуючись на задане значення рівня розплаву. Іншими словами: зберігається гарантійна відстань від рівня розплаву 16 до найглибшого краю 13’ горловини 13 конвертера. Із дійсних даних обчислюють позицію перекидання сталеплавильного конвертера 1, в якій сталевий розплав 6, що має бути вилитим, виходить із випускного отвору 17 у формі потоку 18. На цій основі отримують певне положення потоку 18, який є результатом встановленої позиції перекидання, і положення якого обумовлює позиціонування резервуару 7 для приймання розплаву, а саме за допомогою комп'ютерного управління. Потім сталеплавильний конвертер 1 перехиляється в позицію, в якій розпочинається виливання (див. фіг. 1), кут перекидання становить при цьому 51°. Для безперервного виливання сталевого розплаву 6 сталеплавильний конвертер 1 потім перехиляють далі за допомогою комп'ютерного управління, а положення приймального резервуару, тобто ковша 7, коригують відповідно до змінюва 96303 8 ного потоку 18 розплаву, також з використанням комп'ютерного управління, причому положення потоку 18 розплаву також регулюється комп'ютером відповідно до кута перекидання сталеплавильного конвертера 1, і саме доти, доки не завершиться виливання сталевого розплаву 6. Це покапоказано на прикладі виконання на фіг. 2, причому кут перекидання сталеплавильного конвертера становить 96,7°. Наприкінці виливання сталевого розплаву 6 випускний отвір 17 закривається, наприклад за допомогою закриваючого пристрою з замикаючим елементом, який із позиції очікування може переходити в позицію замикання, як це викладено в ЕР 1 054 068 А2. Взаємозв'язок між кутом перекидання сталеплавильного конвертера 1 та положенням потоку 18 розплаву або положенням ковшової вагонетки 5 постійно закладений в автоматичну систему і пристосований до даної установки. Під час виливання сталевого розплаву 6 за допомогою спускного лотка 19 залежно від кута перекидання конвертера 1 або залежно від позиції ковшової вагонетки 5 в ківш 7 додають присадку. Положення спускного лотка 19 також визначають за допомогою системи для вимірювання положення і відповідно з цим автоматично позиціонують приймальний резервуар 7. Початок додавання присадок здійснюється або автоматично, або оператором. Після цього відбувається виливання шлакового розплаву 9 через горловину 13 конвертера, і також автоматично. Його розпочинає оператор, а потім сталеплавильний конвертер 1 автоматично перехиляється в напрямку випуску шлаку. Коли досягають положення, що відповідає початку випуску шлаку (див. фіг. 3, кут перекидання -100°), сталеплавильний конвертер 1 нахиляється далі з мінімальною швидкістю, доки шлаковий розплав 9 через горловину конвертера не почне витікати в шлаковий чан 10, який перед тим буде приведений в потрібне положення. Також під час цього процесу шлакова вагонетка 8 автоматично позиціонується в залежності від кута перекидання конвертера. Взаємозв'язок між кутом перекидання та шлаковою вагонеткою 8 також є постійно внесеною в систему автоматичного управління і може бути пристосований певної установки. Система розпізнавання виявляє виливання шлакового розплаву 9. З цього моменту регулювати випускання починає система управління виливанням. Тепер сталеплавильний конвертер 1 нахиляється плавно або ступінчасто відповідно до закладеної в автоматичну систему схеми доти, доки система розпізнавання шлаку не зареєструє залишків сталі або доки не буде досягнуто максимального кута перекидання (див. фіг. 4, кут перекидання -150°). Після того, як максимальний кут перекидання буде досягнутим, або при реєстрації залишкової сталі сталеплавильний конвертер знову вирівнюється. 9 Комп’ютерна верстка Л. Купенко 96303 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and system for pouring slag and/or steel melt from tiltable vessel into receiving vessel
Автори англійськоюFleischanderl, Johann
Назва патенту російськоюСпособ выливания шлакового и/или стального расплава из сталеплавильного конвертера в литейный ковш или шлаковый чан и установка для его осуществления
Автори російськоюФляйшандерль Йоханн
МПК / Мітки
МПК: C21C 5/50, B22D 37/00
Мітки: здійснення, спосіб, сталеплавильного, ливарний, ківш, шлакового, сталевого, шлаковій, розплаву, виливання, установка, чан, конвертера
Код посилання
<a href="https://ua.patents.su/5-96303-sposib-vilivannya-shlakovogo-i-abo-stalevogo-rozplavu-z-staleplavilnogo-konvertera-u-livarnijj-kivsh-abo-shlakovijj-chan-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виливання шлакового і/або сталевого розплаву з сталеплавильного конвертера у ливарний ківш або шлаковий чан та установка для його здійснення</a>
Спосіб монтажу захисного пристрою шлакового стопора сталеплавильного конвертера
Номер патенту: 43554
Опубліковано: 25.08.2009
Автори: Чепіга Олександр Андрійович, Убийкінь Валерій Васильович, Ларіонов Олександр Олексійович, Нецман Євген Григорович, Забелін Анатолій Семенович
МПК: C21C 5/42
Мітки: пристрою, монтажу, захисного, шлакового, спосіб, сталеплавильного, конвертера, стопора
Формула / Реферат:
Спосіб монтажу захисного пристрою шлакового стопора сталеплавильного конвертера, що включає збирання й приварювання опорних ребер і захисних екранів захисного пристрою до горловини конвертера, який відрізняється тим, що опорні ребра й захисні екрани захисного пристрою подають до складального стенда укрупнених вузлів, де виконують формування захисного пристрою шляхом їх поелементного припасування до горловини конвертера, збирання й зварювання...
Спосіб заміни шлакового стопора сталеплавильного конвертера
Номер патенту: 49344
Опубліковано: 26.04.2010
Автори: Карнаух Сергій Леонідович, Убийкінь Валерій Васильович, Нецман Євген Григорович, Козловський Володимир Васильович, Ларіонов Олександр Олексійович
МПК: C21C 5/42
Мітки: заміни, стопора, шлакового, конвертера, сталеплавильного, спосіб
Формула / Реферат:
1. Спосіб заміни шлакового стопора сталеплавильного конвертера, що включає демонтаж шлакового стопора, що полягає в його переобпиранні, розбиранні його кріплення до опорного кронштейна на корпусі конвертера і його зніманні з опорного кронштейна, а також монтаж шлакового стопора, що полягає в його зчленуванні з опорним кронштейном на корпусі конвертера й установці його кріплення до опорного кронштейна, який відрізняється тим, що для...
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Товкун Валерій Іванович, Оробцев Юрій Вікторович, Коваленко Олександр Генадійович, Літвінов Леонід Федорович, Коцур Сергій Дмитрович, Черненков Сергій Павлович, Димченко Євген Миколайович
МПК: C21C 5/44
Мітки: конвертера, шлакового, гарнісажу, футерівку, спосіб, нанесення
Формула / Реферат:
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб нанесення шлакового гарнісажу на вогнетривку футерівку конвертера
Номер патенту: 25617
Опубліковано: 10.08.2007
Автори: Васильєв Денис Борисович, Ессельбах Сергій Борисович, Куберський Сергій Володимирович, Кравченко Володимир Михайлович, Кузнецов Денис Юрійович, Літвінов Дімітрій Леонідович
МПК: C21C 5/44
Мітки: футерівку, шлакового, спосіб, гарнісажу, конвертера, нанесення, вогнетривку
Формула / Реферат:
Спосіб нанесення шлакового гарнісажу на вогнетривку футерівку конвертера, що включає залишення шлаку попередньої плавки, введення добавки, що загущує шлак, розбризкування й нанесення шлаку на футерівку шляхом подачі газу через верхню кисневу фурму, який відрізняється тим, що залишений шлак попередньо розкислюють і збагачують оксидом алюмінію до 5-8 % введенням відходів виробництва вторинного алюмінію в кількості 50-70 кг/т шлаку, підвищуючи...
Спосіб виводу футерівки сталеплавильного конвертера на робочий режим
Номер патенту: 65047
Опубліковано: 15.03.2004
Автори: Павлюченков Олег Ігоревич, ТРОЩІЙ Сергій Володимирович, Бродський Олександр Сергійович, Кекух Анатолій Володимирович, Челомбитько Олександр Олексійович, Шеремет Володимир Олександрович, Рожков Євген Михайлович, Сокуренко Анатолій Валентинович
МПК: C04B 35/64
Мітки: робочий, спосіб, сталеплавильного, конвертера, режим, виводу, футерівки
Формула / Реферат:
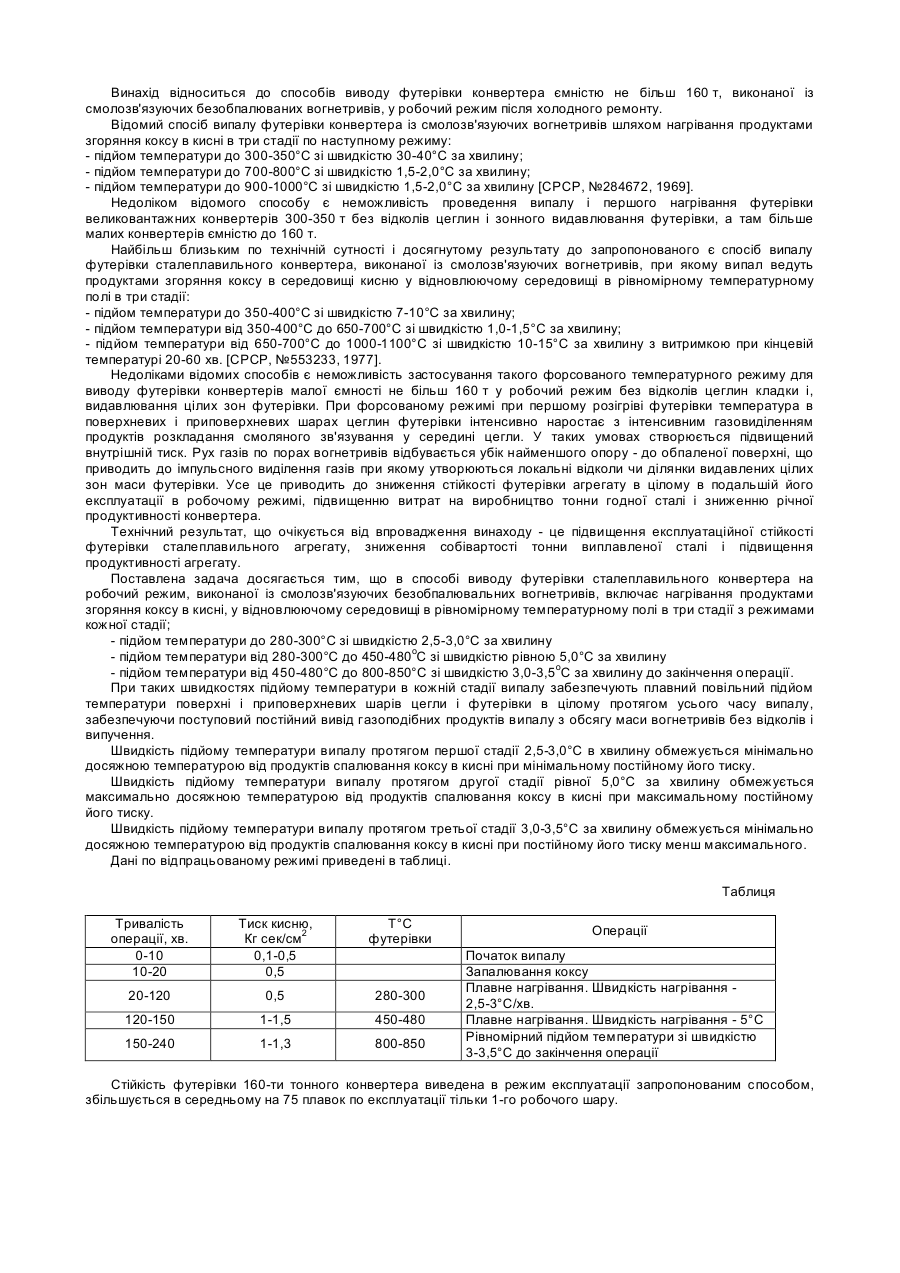
Спосіб виводу футерівки сталеплавильного конвертера, виконаної із смолозв’язуючих безобпалювальних вогнетривів, на робочий режим, включає нагрівання продуктами згоряння коксу в кисні у відновлюючому середовищі в рівномірному температурному полі в три стадії, який відрізняється тим, що режими нагрівання кожної стадії такі:підйом температури до 280-3000С зі швидкістю 2,5- 3,00С в хвилину;підйом температури від 280-3000С до...
Попередній патент: Тверда дозована форма, що містить 2-етокси-1-{[2′-(5-оксо-4,5-дигідро-1,2,4-оксадіазол-3-іл)біфеніл-4-іл]метил}-1н-бензімідазол-7-карбонову кислоту
Наступний патент: Похідні 2-метилморфолін піридо-, піразо- і піримідо-піримідину як інгібітори mtor
Випадковий патент: Спосіб відлучення від респіратора пацієнтів після тривалої штучної вентиляції легень