Спосіб шліфування торців непереточуваних пластин з прямокутним профілем
Номер патенту: 97946
Опубліковано: 10.04.2015
Автори: Кальченко Дмитро Володимирович, Слєднікова Олена Сергіївна, Кальченко Віталій Іванович, Музичка Діана Геннадіївна
Формула / Реферат
Спосіб шліфування торців непереточуваних пластин з прямокутним профілем, який включає використання двох орієнтованих кругів, торцеві поверхні яких перпендикулярні осям обертання, барабану подачі з пластинами, які переміщуються по дузі кола, який відрізняється тим, що при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через вісь обертання барабана, дотикається отвору шліфувального круга.
Текст
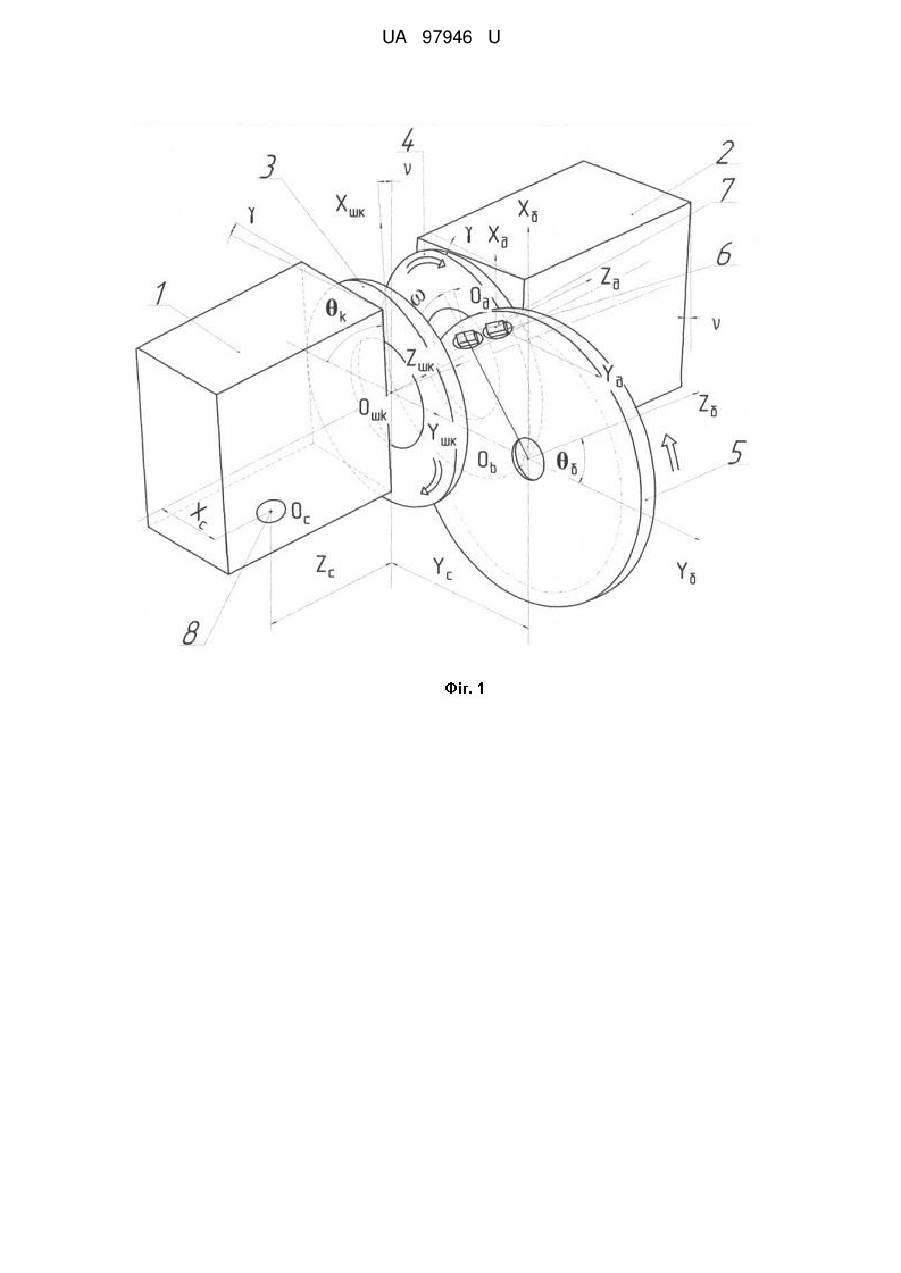
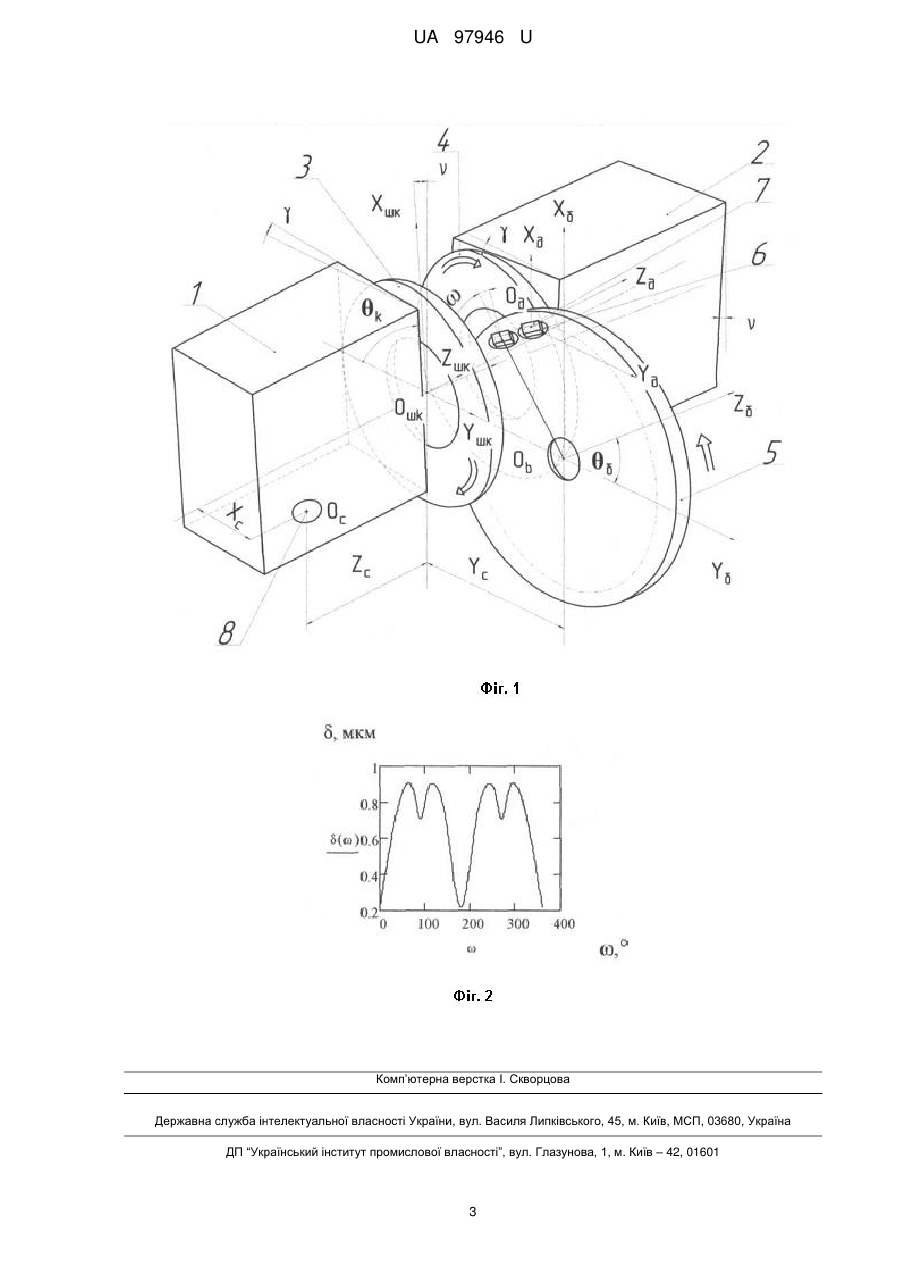
Реферат: Спосіб шліфування торців непереточуваних пластин з прямокутним профілем включає використання двох орієнтованих кругів, торцеві поверхні яких перпендикулярні осям обертання, барабану подачі з пластинами, які переміщуються по дузі кола. При обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через вісь обертання барабана, дотикається отвору шліфувального круга. UA 97946 U (54) СПОСІБ ШЛІФУВАННЯ ТОРЦІВ НЕПЕРЕТОЧУВАНИХ ПЛАСТИН З ПРЯМОКУТНИМ ПРОФІЛЕМ UA 97946 U UA 97946 U 5 10 15 20 25 30 35 Корисна модель належить до машинобудування та верстатобудування та може бути використана при шліфуванні торців непереточуваних пластин з прямокутним профілем і інших некруглих деталей. Відомий спосіб торцевого шліфування двома шліфувальними кругами (Saturn. Торцевое шлифование спаренными шлифовальными кругами: [Журнал для клиентов фирмы "Junkermaschinen"] / ErwinJunker: Maschinenfabric Gmbh, Junkerstraβe 2. Postfach 25. D 77787. Nordrash, Germany, 2005-8 c.). Недоліки цього способу: відсутність вибору розташування деталей в барабані та нахил шліфувального круга тільки в одній площині. Відомий спосіб плоского торцевого шліфування деталей, який найбільш близький до запропонованого (найближчий аналог) (Польшаков В.І. Теоретичні і практичні основи високопродуктивного торцевого шліфування важкооброблюваних матеріалів: Автореф. дис. д.т.н. - Київ, 1998. - 27 с.). В даному способі розглядається одностороннє і двостороннє шліфування деталей. Недолік даного способу є відсутність вибору орієнтації деталей в барабані. Задача корисної моделі - підвищення точності шліфування торцевих поверхонь непереточуваних пластин з прямокутним профілем, забезпечення рівномірного зносу круга. Поставлена задача вирішується тим, що при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через вісь обертання барабана, дотикається отвору шліфувального круга. На фіг. 1 показано розрахункову схему шліфування торців непереточуваних пластин з прямокутним профілем. На фіг. 2 зображено графік залежності похибки обробки пластини від кута орієнтації деталі. На фіг. 1 вказані позиції: 1, 2 - шліфувальні бабки, 3, 4 - шліфувальні круги, 5 - барабан подачі виробів, 6 - втулка, 7 - заготовка, 8 - сферичний шарнір, відносно якого відбувається поворот кругів. Схема процесу двостороннього шліфування торців непереточуваних пластин з прямокутним профілем зображена на фіг. 1, де заготовки 7, встановлені у пазах 6 барабана подачі виробів 5, шліфуються шліфувальними кругами 3, 4, які повернуті на оптимальні кути, шліфувальних бабок 1, 2. Поворот шліфувальних кругів 3, 4 на кути та відбувається відносно сферичних шарнірів 8. Шліфувальні бабки разом із шліфувальними кругами орієнтують на кути у вертикальній площині і на кути - у горизонтальній. В процесі шліфування деталі переміщуються в зону, що звужується. Для розробки математичних моделей найбільш важливих характеристик процесу шліфування використовується функція формоутворення верстата. Вона являє собою аналітичну залежність, що зв'язує переміщення ланок формоутворювальної системи з траєкторією руху точок інструмента відносно оброблюваної деталі в системі координат деталі. Торець інструмента, при його профілюванні на верстаті описується залежністю Ri Б , М6 М1 Х с М5 М4 М2Yс 40 M1X c M3Z c M6 Б М1RБ е4, (1) де Б , - параметри поверхні різального інструменту, що відповідають за кутове і радіальне положення точки робочої поверхні круга; М1 , М2 , M3 , М4 , М5 , M6 - матриці перетворення систем координат, які моделюють поступальний рух вздовж осей координат і повороти навколо них; 45 Х с , Yс , Z c - розміри, які визначають положення центру сферичного пальця щодо барабана подачі і робочої площини круга; , - кути орієнтації шліфувальної бабки в горизонтальній і вертикальній площинах; RБ - радіальний розмір розташування осей заготовок в барабані подачі; e4 0,0,0,1T - радіус-вектор вершини алмазного олівця для правки, що співпадає з початком 50 координат. Формоутворювальна модель верстата описує сукупність інструментальних поверхонь в системі координат деталі R k , Б , М1 RБ М6k M3 Z c M1 X c M2 Yc M4 M5 M6X c Ri Б , , (2) 1 UA 97946 U де k - кутова координата положення центру заготовки відносно системи координаткруга. У формоутворенні торця заготовки приймає участь вся поверхня калібрувальної ділянки, але остаточна точність може формуватися колом найменшого радіусу Rmin , найбільшого 5 радіусу Rmax або лінією контакту заготовки з кругом. Радіус-вектор характеристики на формоутворювальній ділянці торцевої поверхні круга визначається із рівняння (2), враховуючи рівняння зв'язку для однопараметричного огинання. R k , Б , R k , Б , R k , Б , 0 k Б . (3) Рівняння поверхні, яка утворюється при русі мінімального кола, може бути отримане із рівняння (2), підставляючи в нього замість радіус-вектора поверхні координати точок кола. R k , M6 M1 RБ М6k M3 Z c M1 X c M2 Yc 10 M4 M5 M1X c M6 M1Rmin M3Zmin e4, (4) де - кут повороту деталі, який визначає її орієнтацію в барабані. Рівняння поверхні, яка утворюється при русі максимального кола, отримуємо із рівняння (2), підставляючи в нього замість радіус-вектора поверхні координати точок кола. R k , M6 M1 RБ М6k M3 Z c M1 X c M2 Yc 15 20 25 30 M4 M5 M1X c M6 M1Rmax M3Zmax e4, (5) Зі збільшенням кута повороту пластинки ω точність торця δ зменшується (фіг. 2). Для забезпечення найбільшої точності торця та рівномірного зносу круга орієнтацію деталі вибирають такою, щоб при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через вісь обертання барабана, дотикалась отвору шліфувального круга. Корисна модель може бути застосована у галузях машинобудування та верстатобудування. Заявлений спосіб може бути використаний при шліфуванні на заточувальних та плоскошліфувальних верстатах. Орієнтація кругів в двох площинах при шліфуванні на заточувальних верстатах заміняється одним кутом орієнтації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб шліфування торців непереточуваних пластин з прямокутним профілем, який включає використання двох орієнтованих кругів, торцеві поверхні яких перпендикулярні осям обертання, барабану подачі з пластинами, які переміщуються по дузі кола, який відрізняється тим, що при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через вісь обертання барабана, дотикається отвору шліфувального круга. 2 UA 97946 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 7/00
Мітки: спосіб, шліфування, торців, профілем, непереточуваних, пластин, прямокутним
Код посилання
<a href="https://ua.patents.su/5-97946-sposib-shlifuvannya-torciv-neperetochuvanikh-plastin-z-pryamokutnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування торців непереточуваних пластин з прямокутним профілем</a>
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем
Номер патенту: 31324
Опубліковано: 10.04.2008
Автори: Кальченко Володимир Віталійович, Пась Сергій Миколайович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: змінним, спосіб, жолоба, профілем, радіусним, кільцевого, шліфування
Формула / Реферат:
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг здійснює поворот відносно осі симетрії жолоба, що проходить через осьовий переріз деталі в горизонтальній площині та перпендикулярна осі...
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем

Номер патенту: 31323
Опубліковано: 10.04.2008
Автори: Волощук Дмитро Русланович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: спосіб, радіусним, профілем, кільцевого, жолоба, змінним, шліфування
Формула / Реферат:
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному радіальному перерізі та розміщена під кутом до площини, в якій знаходяться осі обертання...
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем
Номер патенту: 67144
Опубліковано: 10.02.2012
Автори: Гудок Євгеній Юрійович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: шліфування, кільцевого, радіусним, змінним, профілем, спосіб, жолоба
Формула / Реферат:
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким, деталі надають обертання навколо власної осі, шліфувальному колу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі та дискретно повертають відносно осі, що проходить через центр дуги профілю жолобу в кожному осьовому перетині та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, циліндричних, торців, деталей, шліфування
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Жадан Олександр Васильович
МПК: B24B 5/00
Мітки: шліфування, деталей, торців, одночасного, спосіб, двох, циліндричних
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Попередній патент: Система охолоджування масла напрямного підшипника гідромашини з рідким масляним мастилом
Наступний патент: Спосіб детектування потоків іонізуючих випромінювань
Випадковий патент: Склад суміші мікроорганізмів для виробництва кисломолочних продуктів дитячого харчування