Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем
Номер патенту: 67144
Опубліковано: 10.02.2012
Автори: Гудок Євгеній Юрійович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович


Формула / Реферат
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким, деталі надають обертання навколо власної осі, шліфувальному колу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі та дискретно повертають відносно осі, що проходить через центр дуги профілю жолобу в кожному осьовому перетині та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка проходить через дно стрічки і вісь його обертання, в процесі зняття припуску та формоутворення, коло зміщується в площині перпендикулярній осьовому перетину таким чином, щоб пряма, яка з'єднує центр кривизни дна стрічки жолоба і центр кола, проходила через точку контакту на дні стрічки, які повинні лежати в одній горизонтальній площині, що проходить через вісь обертання деталі, який відрізняється тим, що подача на стрічку вибирається в залежності від потрібної шорсткості в кожному осьовому перетині та визначається із виразу:
![]() ;
;
де ![]()
![]() - центральний кут ділянки твірної між двома точками дотику кола з нею;
- центральний кут ділянки твірної між двома точками дотику кола з нею;
![]() - подача точки контакту кола з виробом на стрічку;
- подача точки контакту кола з виробом на стрічку;
![]() - радіус профілю деталі у перетину;
- радіус профілю деталі у перетину;
![]() - радіус профілю кола;
- радіус профілю кола;
![]() - висота нерівностей.
- висота нерівностей.
Текст
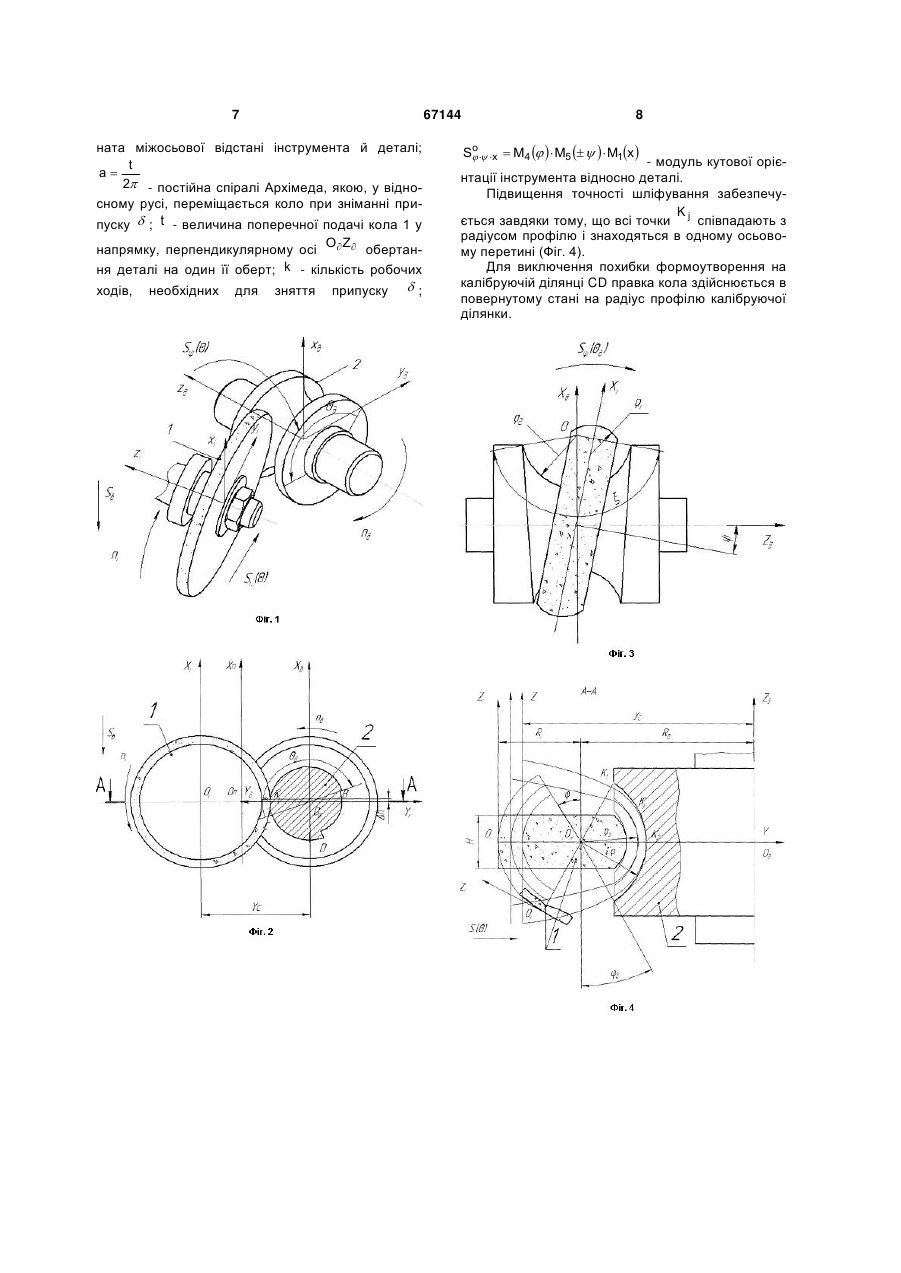
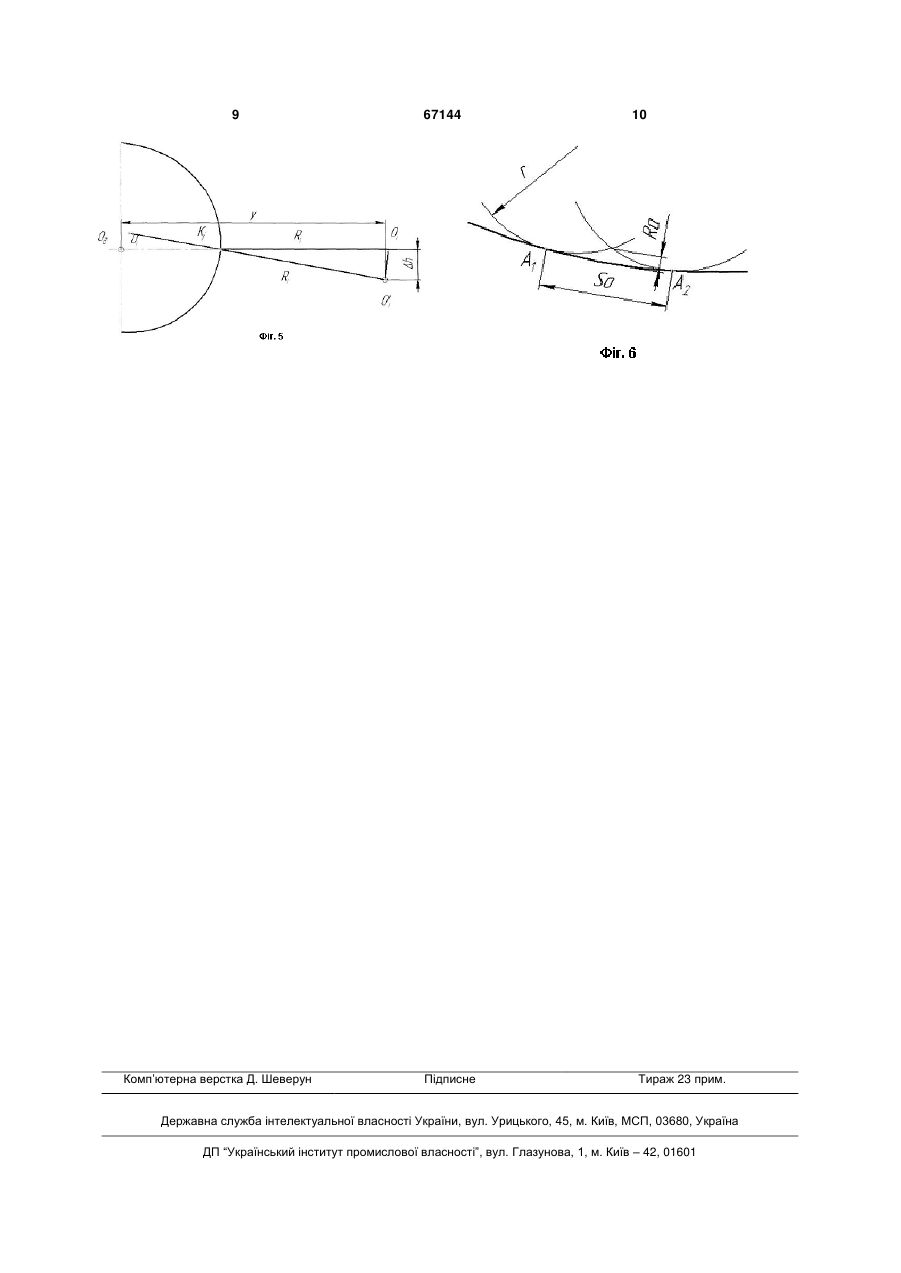
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким, деталі надають обертання навколо власної осі, шліфувальному колу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі та дискретно повертають відносно осі, що проходить через центр дуги профілю жолобу в кожному осьовому перетині та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка проходить через дно стрічки і вісь його обертання, в процесі зняття припуску та формоутворення, коло зміщується в площині перпендикулярній осьовому перетину таким чином, щоб пряма, яка з'єднує центр кривизни дна стрічки жолоба і центр кола, проходила через точку контакту на дні стрічки, які повинні лежати в одній горизонтальній площині, що проходить через вісь обертання деталі, який відрізняється тим, що подача на стрічку вибирається в залежності від потрібної шорсткості в кожному осьовому перетині та визначається із виразу: Корисна модель належить до металообробки та може бути використана при шліфуванні трубовальцевих валків для виготовлення труб великого діаметра. Відомим є спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким, деталі надають обертання навколо власної осі, шліфувальному колу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі та дискретно повертають відносно осі, що проходить через центр дуги профілю жолобу в кожному радіальному перетині та розміщеної під кутом до площини, в якій знаходяться осі обертання шліфувального кола та деталі таким чином, щоб лінія контакту деталі та кола проходила через дно стрічки жолоба в осьовому перетині деталі в горизонтальній площині. (Кальченко В. И. Шлифование криволинейных поверхностей крупногабаритных деталей. - Μ.: Машиностроение, 1979. - 160 с). До недоліків цього способу належить те, що обробка здійснюється стрічками, внаслідок чого він має низьку продуктивність і похибку радіусного профілю на деталі. Найбільш близьким до способу, що заявляється, є спосіб шліфування жолоба змінного радіусу з вертикальним зміщенням інструмента. До недоліків даного способу належить те, що в процесі обробки шорсткість обробленої поверхні в різних перетинах різна. Задача корисної моделі - підвищення якості шліфування робочої поверхні жолоба змінного профілю трубовальцевих валків. Поставлена задача вирішується за рахунок того, що в процесі зняття припуску та формоутворення, коло зміщується в площині перпендикулярній осьовому перетину таким чином, щоб пряма, 2 So 2 R1 1 sin 0 sin 0 ; 2 2 де sin 0 2 r 2 R1 Ra 2 R1 r 2 2 R1 Ra R1 r (19) UA (11) 67144 (13) точками дотику кола з нею; So - подача точки контакту кола з виробом на стрічку; R1 - радіус профілю деталі у перетину; r - радіус профілю кола; Ra - висота нерівностей. U 0 - центральний кут ділянки твірної між двома 3 67144 яка з'єднує центр кривизни дна стрічки жолоба і центр кола, проходила через точку контакту на дні стрічки, які повинні лежати в одній горизонтальній площині, що проходить через вісь обертання деталі, а подача на стрічку обирається в залежності від необхідної, згідно виразу: 2 So 2 R1 1 sin 0 sin 0 2 2 , r 2 R1 Ra 2 R1 r 2 sin 2 2 R1 Ra R1 r 0 де 0 - центральний кут ділянки твірної між двома точками дотику кола з нею; So - подача точки контакту кола з виробом на стрічку; R1 - радіус профілю деталі у перетині; r - радіус профілю кола; Ra - висота нерівностей. На фіг. 1 показана схема шліфування у тривимірному вигляді; фіг. 2 - схема шліфування у двовимірювальному вигляді; на фіг. 3 - те ж, вид зі сторони шліфувального кола; на фіг. 4 - осьовий перетин жолоба при обробці шліфувальним колом; на фіг. 5 - схема зміщення центра кола у вертикальній площині, на фіг. 6 - схема положення кола при обробці у двох сусідніх положеннях. Обробку здійснюють колом 1 висотою Η з профілем в вигляді дуги кола, що обертається з n Oi XiYiZi частотою i . Система координат кола (Фіг. 1). Заготовку 2 встановлюють в центрах та n надають обертання . Система координат деталі O X Y Z R , - кут повороту жолоба деталі, відстань від осі обертання деталі до центру профілю. Жолоб деталі обмежується центральним кутом (Фіг. 3). Глобальна система координат верстата OXYZ. Колу надають поперечну подачу Si та одночасно в процесі зняття припуску та формоутворення, коло здійснює поворот відносно осі симетрії стрічки жолоба, що проходить черезосьовий перетин деталі в горизонтальній площині О Х та перпендикулярна осі хитання кола П П . Обробку здійснюють поздовжньою стрічкою, коли в процесі інверсійного руху кола 1 відносно осі валка кут схрещування їхніх осей змінюють, набли жаючи радіус кривизни i осьового перетину стрічки жолоба, що формоутворюється колом до поточного, номінального радіуса кривизни стрічки жолоба змінного профілю. Нахил кола відбуваєтьS ся з подачею . На ділянці ВС розриву робочого жолоба змінного профілю коло дискретно О Х повертають відносно осі П П , що співпадає із центрами O змінних радіусів жолоба, на кут 4 i , забезпечуючи одержання необхідної висоRa мікронерівностей. ти При обробці кільцевого жолоба шляхом послідовного копіювання виникає необхідність в зміщенні кола у вертикальному напрямі (Фіг. 2). Це зумовлено змінним радіусом профілю на обтискній ділянці валка. Зміщення реалізується таким чином, щоб поверхні жолоба і кола в центральній точці лінії контакту мали загальну нормаль. Тобто, O центр обертання кола i , центральна точка лінії контакту Kj і центр радіусу кривизни поточної O стрічки жолоба j повинні лежати на одній прямій (Фіг. 5). На калібруючій ділянці валка, де радіус кривизни дна жолоба постійний і співпадає з віссю O обертання валка , величина зсуву h 0 . В цьому випадку осі обертання валка і кола лежать в горизонтальній площині. Вертикальне зміщення кола h , подача в верS тикальному напрямку в та міжосьова відстань ус в кожний момент обробки вибирається таким чином, щоб лінія контакту деталі та кола проходила через дно стрічки жолоба в осьовому перетині Kj деталі в горизонтальній площині (точка ). Кут повороту кола збільшується по мірі зняття припуску на одній і тій же ділянці та по мірі збільшення радіуса профілю стрічки жолоба по куту пово роту деталі . Кут в кожен момент вибирається таким чином, щоб відхилення профілю стрічки жолоба від номіналу було мінімальним, а зняття припуску відбувалось по еквідистантним кривим (Фіг. 4). Y Поворот навколо осі можна розглядати як Z суму трьох рухів: поворот кола навколо осі та X Y переміщення кола вздовж осей та . Завдяки цьому досягається те, що лінія контакту деталі та K кола проходить через точку j . Радіус-вектор поверхні жолоба може бути виражений рівнянням: r S y y e 4 n , r де - радіус-вектор точок поверхні кільцевого жолоба змінного профілю трубовальцевого валка 2; S y yn - сферичний модуль, який являє собою матрицю переходу від початкової точки в систему координат деталі; e4 0,0,0,1T - радіус-вектор початкової точки. Сферичний модуль, що описує деталь, склаМ дається з двох однокоординатних матриць 2 М М переміщення вздовж осі ΟΥ, 6 і 4 - обертання відносно осей ΟΖ і ОХ відповідно: 5 S y yn 67144 М6 М2 y М4 М2 yn падає з центром профілю деталі радіусом ; yn - радіус профілю деталі. y ,y Параметри матриць n і на обтискній ділянці валка змінні та є функціями від незалежно го параметра . На калібруючій ділянці вони стають константами 1 0 0 0 0 1 0 yn М2 yn 0 0 1 0 0 0 0 1 , cos 0 sin 0 1 0 0 0 М4 sin 0 cos 0 0 0 0 1 , 0 1 0 y 0 1 0 0 0 1 , 0 0 cos sin М6 0 0 sin cos 0 0 ф o Мi S iy S i c i , , O Z де - кут повороту навколо осі обертання деталі; y R - відстань від центру профілю до осі обертання деталі; O Y - кут повороту навколо осі , яка спів 1 0 М2 y 0 0 6 0 0 0 0 1 0 0 1 . Рівняння, яке визначає лінію контакту деталі та кола, має вигляд: Vn 0, де n - одиничний вектор нормалі до поверхні деталі; V - вектор швидкості відносного руху поверхні деталі в системі координат інструмента. Вектор нормалі дорівнює векторному добутку векторів дотичних до поверхні деталі. Для їхнього визначення необхідно диференціювати радіусr , вектор поверхні деталі по обох парамет V рах і . Для знаходження вектора відносної швидкості необхідно перенести радіус-вектор r , поверхні деталі в систему координат кола і диференціювати його за часом. Переведення радіус-вектора деталі в систему координат кола Мi відбувається через матрицю переходу , яка складається з двох сферичних модулів ri Мi r , ф S iy де i c - модуль формоутворення інструме нта; o S - модуль кутової орієнтації інструмента відносно деталі. Модуль формоутворення складається з добутку двох матриць ф S iy M6 i M2 yc i де: c , i - кут повороту системи координат деталі y відносно осі обертання інструмента; c - відстань між осями обертання інструмента 1 і деталі 2 (фіг. 1). Модуль орієнтації представлений матрицею відносних поворотів o S M5 i , i де: - кут повороту кола 1 відносно осі, що перпендикулярна осям обертання деталі й інструмента, і проходить через центр профілю радіуса . Таким чином з рівняння V n 0 знаходимо лінію контакту стрічки жолоба на калібруючій ділянці та шліфувального кола. Обертаючи лінію контакту навколо осі інструмента, одержимо радіусвектор інструмента. Знайшовши осьовий перетин інструмента, замінюємо профіль кола дугою кола з радіусом, що замінює профіль кола з найменшою похибкою. Радіус-вектор інструмента описується сферичним модулем, який подібний аналогічному модулю деталі, але зі своїми параметрами i ri S i y i i y n e 4 , S i y i i y n М6 i М2 yi М4 i М2 yn i , ri де: - радіус-вектор точок поверхні кільцевого жолоба змінного профілю трубовальцевого валка; i OZ - кут повороту навколо осі i i обертання інy Ri струмента; i - відстань від центра профілю інструмента до його осі обертання; i - кут повоO Y y i роту навколо осі i i ; n - радіус профілю кола. Таким чином, ми можемо представити радіусвектор зовнішнього кільцевого жолоба змінного профілю через два сферичних модулі й радіусвектор інструмента: ф o ri S y S x ri , де: ф S y M6 M2 yc a t k - модуль формоутворення інструмента; - кут повороту системи координат інструмента відносно осі оберy yc a t k тання деталі; - поточна коорди 7 67144 ната міжосьової відстані інструмента й деталі; t a 2 - постійна спіралі Архімеда, якою, у відносному русі, переміщається коло при зніманні припуску ; t - величина поперечної подачі кола 1 у O Z напрямку, перпендикулярному осі обертання деталі на один її оберт; k - кількість робочих ходів, необхідних для зняття припуску ; 8 o S x M4 M5 M1x - модуль кутової орієнтації інструмента відносно деталі. Підвищення точності шліфування забезпечуK ється завдяки тому, що всі точки j співпадають з радіусом профілю і знаходяться в одному осьовому перетині (Фіг. 4). Для виключення похибки формоутворення на калібруючій ділянці CD правка кола здійснюється в повернутому стані на радіус профілю калібруючої ділянки. 9 Комп’ютерна верстка Д. Шеверун 67144 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grinding circular chute with variable radial profile
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Hudok Yevhenii Yuriiovych
Назва патенту російськоюСпособ шлифования кольцевого желоба с переменным радиусным профилем
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Гудок Евгений Юрьевич
МПК / Мітки
МПК: B24B 5/00
Мітки: радіусним, шліфування, спосіб, жолоба, змінним, профілем, кільцевого
Код посилання
<a href="https://ua.patents.su/5-67144-sposib-shlifuvannya-kilcevogo-zholoba-zi-zminnim-radiusnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем</a>
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем

Номер патенту: 31323
Опубліковано: 10.04.2008
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Волощук Дмитро Русланович
МПК: B24B 5/00
Мітки: кільцевого, профілем, спосіб, жолоба, шліфування, радіусним, змінним
Формула / Реферат:
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному радіальному перерізі та розміщена під кутом до площини, в якій знаходяться осі обертання...
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем
Номер патенту: 31324
Опубліковано: 10.04.2008
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Пась Сергій Миколайович
МПК: B24B 5/00
Мітки: змінним, спосіб, кільцевого, шліфування, профілем, радіусним, жолоба
Формула / Реферат:
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг здійснює поворот відносно осі симетрії жолоба, що проходить через осьовий переріз деталі в горизонтальній площині та перпендикулярна осі...
Спосіб шліфування жолоба змінного радіуса з вертикальним зміщенням інструмента

Номер патенту: 40522
Опубліковано: 10.04.2009
Автори: Єрошенко Андрій Михайлович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: жолоба, зміщенням, змінного, вертикальним, шліфування, інструмента, спосіб, радіуса
Формула / Реферат:
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному осьовому перерізі та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка...
Спосіб шліфування жолоба плоскої деталі

Номер патенту: 60089
Опубліковано: 10.06.2011
Автори: Полуян Анатолій Вікторович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 21/00
Мітки: спосіб, жолоба, шліфування, плоскої, деталі
Формула / Реферат:
Спосіб шліфування жолоба плоскої деталі шліфувальним кругом з профілем у вигляді дуги кола, що обертається і переміщується вздовж осі жолоба та виконує в кінці ходу поперечну подачу, який відрізняється тим, що вісь шліфувального круга в процесі формоутворення розташовується під кутом до осі жолоба, а припуск знімається за рахунок поперечної подачі круга на врізання і синхронного його повороту на кут, який забезпечує еквідистантне знімання...
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: шліфування, поверхонь, осями, випуклих, деталі, схрещеними, торових, інструмента, спосіб
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Попередній патент: Спосіб виявлення кислих глікопротеїнів інтими ворітної вени і її коренів для виявлення флебопатій піролізидиноалкалоїдного генезу
Наступний патент: Спосіб обробки неповних сферичних поверхонь
Випадковий патент: Привід основов'язальної машини