Спосіб нанесення нанозміцнюючого покриття для тонкостінних дискових ножів
Номер патенту: 98218
Опубліковано: 27.04.2015
Автори: Сідашенко Олександр Іванович, Муратов Ренат Муратович, Бирка Олег Володимирович, Романюк Світлана Павлівна, Таран Валерій Семенович, Скобло Тамара Семенівна, Гаркуша Ігор Євгенійович

Формула / Реферат
1. Спосіб нанесення нанозміцнюючого покриття іонно-плазмовим методом для виробів, що працюють в умовах зношування, який відрізняється тим, що для забезпечення зчеплення покриття, ефекту самозаточування ріжучої кромки і зниження схильності до втомної пошкоджуваності (тріщиноутворення) основної частини тонкостінного дискового ножа наносять іонно-плазмове нанохромнітрідне покриття з використанням негативного ВЧ зсуву на підкладці.
2. Спосіб за п. 1, який відрізняється тим, що для забезпечення міцного зчеплення покриття з ножем його піддають шліфуванню (активації поверхні) з подальшою обробкою для знежирення, очищення та додаткової активації іонами аргону в ВЧ-розряді.
3. Спосіб за п. 1, який відрізняється тим, що для підвищення зчеплення перед нанесенням покриття, що складається з CrN, наносять підшар чистого Сr.
4. Спосіб за п. 1, який відрізняється тим, що для зниження втомної пошкоджуваності та самозаточування ріжучої кромки зміцненню піддають всю поверхню ножа з однієї його сторони та товщина покриття становить не менш ніж 300 нм.
Текст
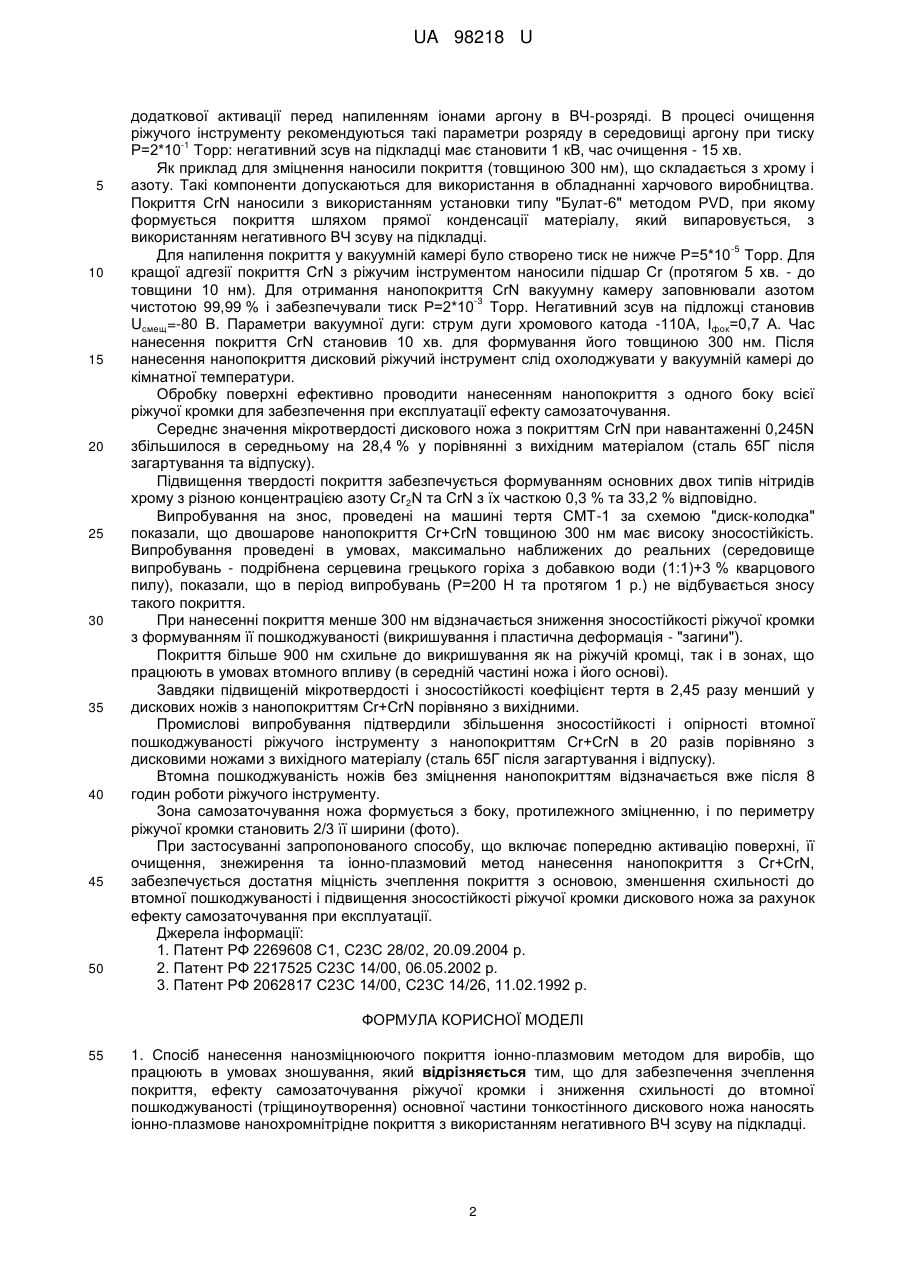
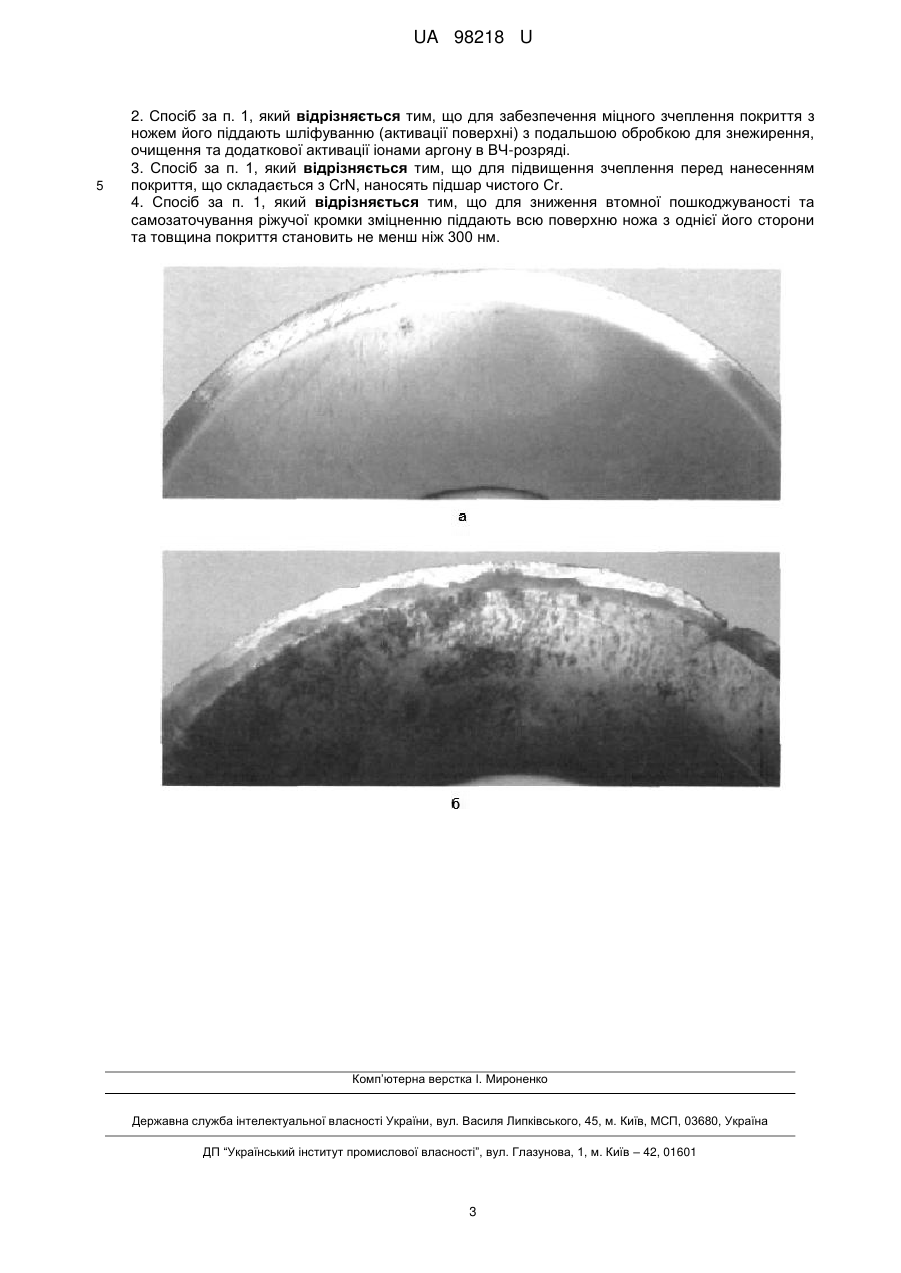
Реферат: Спосіб нанесення нанозміцнюючого покриття для тонкостінних дискових ножів для виробів, що працюють в умовах зношування, виконують іонно-плазмовим методом. Наносять іонноплазмове нанохромнітрідне покриття з використанням негативного ВЧ зсуву на підкладці. UA 98218 U (12) UA 98218 U UA 98218 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування та переробного харчового виробництва, зокрема, для ріжучого інструменту (ножів) в кондитерському виробництві. Відомий спосіб нанесення зміцнюючого хромового покриття на сталеві деталі, що включає електролітичне осадження на підкладку хромового покриття з розчинів, що містять хром, у присутності каталізатора, і нанесення додаткового шару хромового покриття з газової фази гексакарбонілу хрому шляхом термічної дисоціації. При цьому після нанесення шару гальванічного хрому і перед нанесенням додаткового хромового покриття виконують анодне 2 травлення в тому ж електроліті з дотриманням таких режимів: щільність струму 40-50 А/дм , температура електроліту 50-65 °C [1]. При такому способі нанесення покриття товщина шару гальванічного хрому становить 5-15 мкм, а збільшення товщини покриття до необхідного значення отримують шляхом термічної дисоціації парів гексакарбонілу хрому з газового середовища. Такий метод нанесення хромового покриття дозволяє забезпечити підвищення мікротвердості і міцності зчеплення нанесеного шару з основою. При цьому загальна товщина покриття досягає 230 мкм. Дана технологія не може забезпечити нанесення нанохромистого однорідного тонкого покриття (350-900 нм) на дисковий ніж товщиною 0,62 мм з підвищеними вимогами щодо зменшення схильності до втомної пошкоджуваності (зародженню і розвитку тріщин), оскільки в таких покриттях формується велике за розміром зерно та пористість через виділення газів в процесі електролізу. Відомий спосіб нанесення покриття з високою тепловідбивною здатністю [2], що включає знежирення поверхні, з послідуючим нанесенням його на поверхню виробу у вакуумній камері шляхом одночасного випаровування одного з тугоплавких металів та алюмінію за рахунок збудження дугового розряду в середовищі реактивного газу, застосування прискорюючого потенціалу між підкладкою і камерою, при якому в плазму алюмінію вводять 70-80 % хрому по масі, а в реактивний газ додатково - аргон, причому парціальний тиск аргону належить до парціального тиску реактивного газу як (0,21-0,42):1. Даний спосіб передбачає підвищення міцності зчеплення покриття з основою, що наноситься на установці "Булат", на трубу з вуглецевої сталі. При цьому використовують покриття, що складається з підшару, і яке містить 70-80 % Сr, 20-30 % Аl. Такий метод зміцнення не передбачає підвищення зносостійкості і зменшення схильності до втомної пошкоджуваності тонкостінного виробу, а запропонований спосіб спрямовано на підвищення тепловідбивної здатності і міцності зчеплення покриття з підкладкою. Найбільш близьким до заявленого є спосіб підвищення зносостійкості ріжучих інструментів, що включає попередню термообробку, нанесення проміжного шару і покриття з нітриду титану іонно-плазмовим методом. В цьому випадку проміжний шар наносять катодним розпиленням мішені з титану іонами інертного газу при енергії вторинно розпилених атомів і іонів титану 2100 еВ до товщини шару, що становить 0,2-0,7 % від основного покриття [3]. При такому способі нанесення проміжного шару основного покриття здійснюють в одній вакуумній камері. Недоліком даного способу може бути відшарування покриття товщиною 3-5 мкм від тонкостінного ріжучого інструменту, що працює в умовах інтенсивного втомного впливу. Крім того, недостатня адгезія покриття посилюватиметься у зв'язку з тим, що проведена обробка потоком атомів і іонів титану не передбачає попередньої достатньої активації вихідної поверхні перед зміцненням. Корисна модель розглядається на прикладі дискових ножів для подрібнення горіхів в кондитерському виробництві. Дискові ножі використовують діаметром 75-76 мм з отвором 32 мм. Товщина ножа становить 0,62-0,64 мм. По його периметру нарізають ріжучу кромку шириною 2-3,5 мм. Виготовляють такий ріжучий інструмент зі сталі 65Г, що пройшла механічну і термічну обробку: загартування і відпуск. В результаті такої обробки забезпечується твердість не менше 50-55 HRC. В процесі експлуатації такі тонкостінні дискові ножі піддаються зносу ріжучої кромки. Вона викришується і пластично деформується - загинається, що не забезпечує функціональне призначення інструменту. Одночасно відзначається зародження і розвиток пошкоджуваності середини і основи ножа, що призводить до появи тріщин і навіть руйнування ріжучого інструменту. Задачею корисної моделі є розробка способу зменшення схильності до втомної пошкоджуваності та підвищення зносостійкості тонкостінних ножів нанесенням нанозміцнюючих хромовмісних покриттів із забезпеченням ефекту самозаточування в процесі експлуатації. Поставлена задача вирішується тим, що в способі зміцнення тонкостінного ріжучого інструменту, що пройшов механічну і термічну обробку (гартування та відпуск), його піддають попередній шліфовці з активацією зміцнюючої поверхні і обробці для знежирення, очищення та 1 UA 98218 U 5 10 15 20 25 30 35 40 45 50 додаткової активації перед напиленням іонами аргону в ВЧ-розряді. В процесі очищення ріжучого інструменту рекомендуються такі параметри розряду в середовищі аргону при тиску -1 Р=2*10 Торр: негативний зсув на підкладці має становити 1 кВ, час очищення - 15 хв. Як приклад для зміцнення наносили покриття (товщиною 300 нм), що складається з хрому і азоту. Такі компоненти допускаються для використання в обладнанні харчового виробництва. Покриття CrN наносили з використанням установки типу "Булат-6" методом PVD, при якому формується покриття шляхом прямої конденсації матеріалу, який випаровується, з використанням негативного ВЧ зсуву на підкладці. -5 Для напилення покриття у вакуумній камері було створено тиск не нижче Р=5*10 Торр. Для кращої адгезії покриття CrN з ріжучим інструментом наносили підшар Сr (протягом 5 хв. - до товщини 10 нм). Для отримання нанопокриття CrN вакуумну камеру заповнювали азотом -3 чистотою 99,99 % і забезпечували тиск Р=2*10 Торр. Негативний зсув на підложці становив Uсмещ=-80 В. Параметри вакуумної дуги: струм дуги хромового катода -110А, Іфок=0,7 А. Час нанесення покриття CrN становив 10 хв. для формування його товщиною 300 нм. Після нанесення нанопокриття дисковий ріжучий інструмент слід охолоджувати у вакуумній камері до кімнатної температури. Обробку поверхні ефективно проводити нанесенням нанопокриття з одного боку всієї ріжучої кромки для забезпечення при експлуатації ефекту самозаточування. Середнє значення мікротвердості дискового ножа з покриттям CrN при навантаженні 0,245N збільшилося в середньому на 28,4 % у порівнянні з вихідним матеріалом (сталь 65Г після загартування та відпуску). Підвищення твердості покриття забезпечується формуванням основних двох типів нітридів хрому з різною концентрацією азоту Cr2N та CrN з їх часткою 0,3 % та 33,2 % відповідно. Випробування на знос, проведені на машині тертя СМТ-1 за схемою "диск-колодка" показали, що двошарове нанопокриття Cr+CrN товщиною 300 нм має високу зносостійкість. Випробування проведені в умовах, максимально наближених до реальних (середовище випробувань - подрібнена серцевина грецького горіха з добавкою води (1:1)+3 % кварцового пилу), показали, що в період випробувань (Р=200 Н та протягом 1 р.) не відбувається зносу такого покриття. При нанесенні покриття менше 300 нм відзначається зниження зносостійкості ріжучої кромки з формуванням її пошкоджуваності (викришування і пластична деформація - "загини"). Покриття більше 900 нм схильне до викришування як на ріжучій кромці, так і в зонах, що працюють в умовах втомного впливу (в середній частині ножа і його основі). Завдяки підвищеній мікротвердості і зносостійкості коефіцієнт тертя в 2,45 разу менший у дискових ножів з нанопокриттям Cr+CrN порівняно з вихідними. Промислові випробування підтвердили збільшення зносостійкості і опірності втомної пошкоджуваності ріжучого інструменту з нанопокриттям Сr+CrN в 20 разів порівняно з дисковими ножами з вихідного матеріалу (сталь 65Г після загартування і відпуску). Втомна пошкоджуваність ножів без зміцнення нанопокриттям відзначається вже після 8 годин роботи ріжучого інструменту. Зона самозаточування ножа формується з боку, протилежного зміцненню, і по периметру ріжучої кромки становить 2/3 її ширини (фото). При застосуванні запропонованого способу, що включає попередню активацію поверхні, її очищення, знежирення та іонно-плазмовий метод нанесення нанопокриття з Сr+CrN, забезпечується достатня міцність зчеплення покриття з основою, зменшення схильності до втомної пошкоджуваності і підвищення зносостійкості ріжучої кромки дискового ножа за рахунок ефекту самозаточування при експлуатації. Джерела інформації: 1. Патент РФ 2269608 С1, С23С 28/02, 20.09.2004 р. 2. Патент РФ 2217525 С23С 14/00, 06.05.2002 р. 3. Патент РФ 2062817 С23С 14/00, С23С 14/26, 11.02.1992 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб нанесення нанозміцнюючого покриття іонно-плазмовим методом для виробів, що працюють в умовах зношування, який відрізняється тим, що для забезпечення зчеплення покриття, ефекту самозаточування ріжучої кромки і зниження схильності до втомної пошкоджуваності (тріщиноутворення) основної частини тонкостінного дискового ножа наносять іонно-плазмове нанохромнітрідне покриття з використанням негативного ВЧ зсуву на підкладці. 2 UA 98218 U 5 2. Спосіб за п. 1, який відрізняється тим, що для забезпечення міцного зчеплення покриття з ножем його піддають шліфуванню (активації поверхні) з подальшою обробкою для знежирення, очищення та додаткової активації іонами аргону в ВЧ-розряді. 3. Спосіб за п. 1, який відрізняється тим, що для підвищення зчеплення перед нанесенням покриття, що складається з CrN, наносять підшар чистого Сr. 4. Спосіб за п. 1, який відрізняється тим, що для зниження втомної пошкоджуваності та самозаточування ріжучої кромки зміцненню піддають всю поверхню ножа з однієї його сторони та товщина покриття становить не менш ніж 300 нм. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSidashenko Oleksandr Ivanovych, Harkusha Ihor Yevheniiovych, Taran Valerii Semenovych, Byrka Oleh Volodymyrovych
Автори російськоюСидашенко Александр Иванович, Гаркуша Игорь Евгеньевич, Таран Валерий Семенович, Бырка Олег Владимирович
МПК / Мітки
МПК: C23C 14/00, C23C 28/02
Мітки: покриття, спосіб, дискових, ножів, тонкостінних, нанесення, нанозміцнюючого
Код посилання
<a href="https://ua.patents.su/5-98218-sposib-nanesennya-nanozmicnyuyuchogo-pokrittya-dlya-tonkostinnikh-diskovikh-nozhiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення нанозміцнюючого покриття для тонкостінних дискових ножів</a>
Стенд для прискорених випробувань дискових ножів
Номер патенту: 30680
Опубліковано: 15.12.2000
Автори: Мартиненко Володимир Якимович, Безпальок Андрій Петрович, Маланчин Анатолій Миколайович
МПК: G01N 3/58, G01M 19/00
Мітки: дискових, стенд, прискорених, ножів, випробувань
Формула / Реферат:
1. Стенд для прискорених випробовувань дискових ножів, що складається з рами на якій розміщений привід і навантажувальні елементи, підтиснуті до ножа пружинами з регульованим зусиллям натягу, який відрізняється тим, що навантжувальні елементи для зношування леза ножа розташовані на важелях Х-подібної форми, друга від осі обертання сторона яких взаємодіє з ексцентриком, кінематично зв’язаним з механізмом обертання дискового ножа.2....
Спосіб газотермічного нанесення покриття

Номер патенту: 37048
Опубліковано: 10.11.2008
Автори: Ситніков Микола Миколайович, Биковський Олег Григорович, Єршов Анатолій Васильович
МПК: C23C 14/38
Мітки: спосіб, газотермічного, нанесення, покриття
Формула / Реферат:
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, який відрізняється тим, що нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності, причому струм додаткової дуги складає 25-30 А.
Спосіб нанесення відновлювального покриття

Номер патенту: 51320
Опубліковано: 12.07.2010
Автор: Артемчук Віктор Васильович
МПК: B23H 9/00
Мітки: відновлювального, спосіб, нанесення, покриття
Формула / Реферат:
Спосіб нанесення відновлювального покриття, а саме, на елементи вузлів колісних пар вагонів, що включає попереднє підготовлення поверхні, який відрізняється тим, що на підготовлену внутрішню поверхню підшипника колісних пар вагонів наносять електролітично цинкове або залізне покриття в холодному електроліті при нестаціонарних електричних режимах.
Спосіб нанесення двошарового покриття
Номер патенту: 94809
Опубліковано: 10.12.2014
Автори: Шепеленко Ігор Віталійович, Красота Михайло Віталійович
МПК: C23C 26/00
Мітки: двошарового, спосіб, нанесення, покриття
Формула / Реферат:
Спосіб нанесення двошарового покриття на внутрішні циліндричні поверхні, що здійснюють фрикційним натиранням, який відрізняється тим, що на поверхню тертя наносять двошарове покриття за один прохід інструмента.
Спосіб нанесення срібного покриття на магній
Номер патенту: 64238
Опубліковано: 16.02.2004
Автори: Ковтун Ольга Романівна, Кунтий Орест Іванович, Похмурський Василь Іванович, Хома Мирослав Степанович
МПК: C23C 18/31
Мітки: покриття, срібного, магній, нанесення, спосіб
Формула / Реферат:
Спосіб нанесення срібного покриття на магній, що включає підготовку поверхні та осадження срібла, який відрізняється тим, що осадження срібла здійснюють в апротонному розчиннику, наприклад диметилсульфоксиді або диметилформаміді.
Попередній патент: Спосіб моделювання виразок шлунка
Наступний патент: Спосіб гвинтового розкочування труб на тривалковому стані
Випадковий патент: Спосіб виготовлення підлоги транспортного засобу