Спосіб холодного витискування внутрішнього різьбового профілю на циліндрових заготовках
Номер патенту: 98256
Опубліковано: 25.04.2012
Автори: Кралін Андрій Костянтинович, Матвієнко Андрій Васильович, Водолажченко Олександр Григорович
Формула / Реферат
Спосіб холодного витискування внутрішнього різьбового профілю на циліндрових заготовках, при якому заготовку обкатують роликами з осьовою подачею, які розташовані перпендикулярно осі заготовки, який відрізняється тим, що циліндрову заготовку встановлюють на різьбову оправку, якій надають поступальнй рух уздовж подовжньої осі, ролики розташовані відносно один одного під кутом 120º, обкатують заготовку уздовж її осі і утворюють профіль деталі, що витискується.
Текст
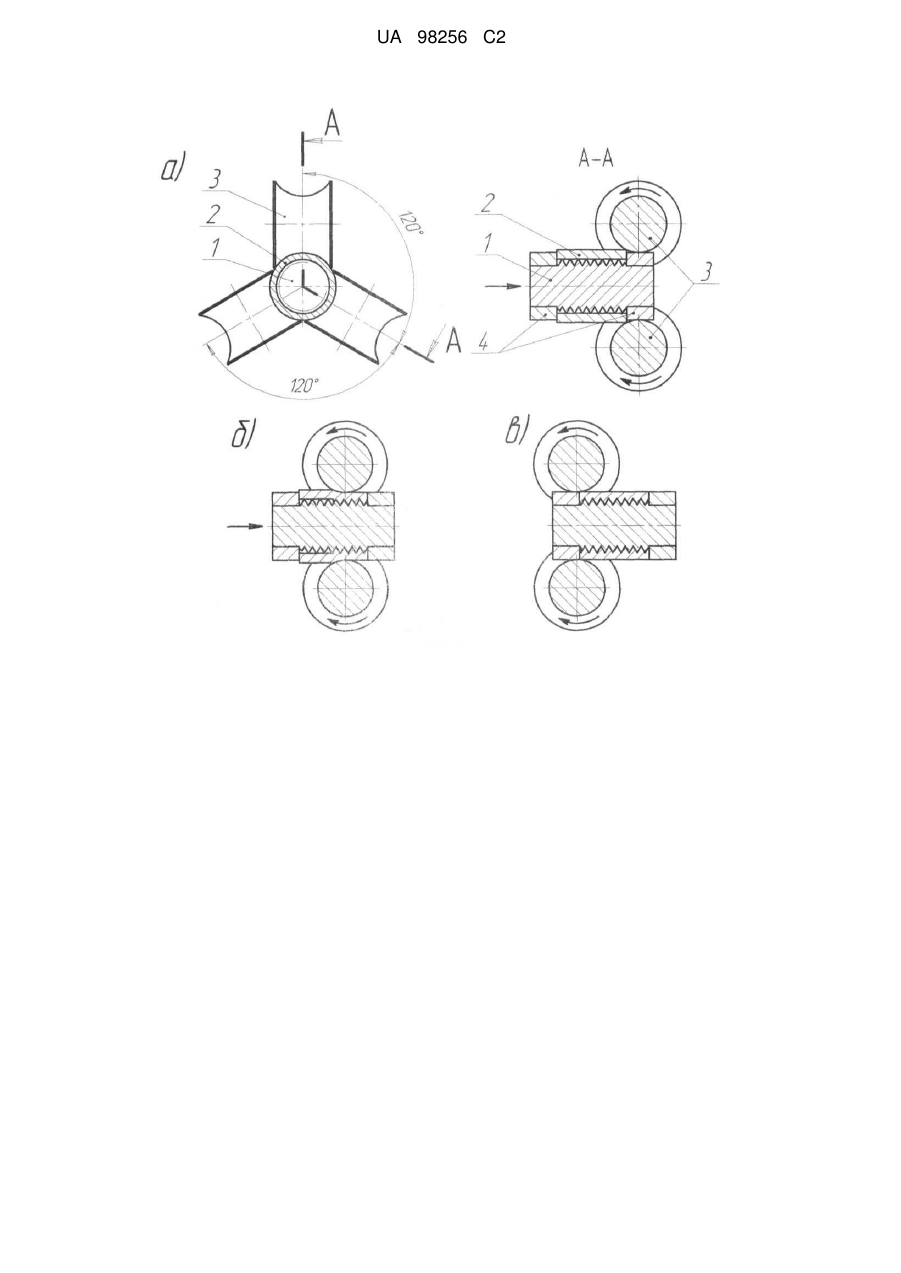
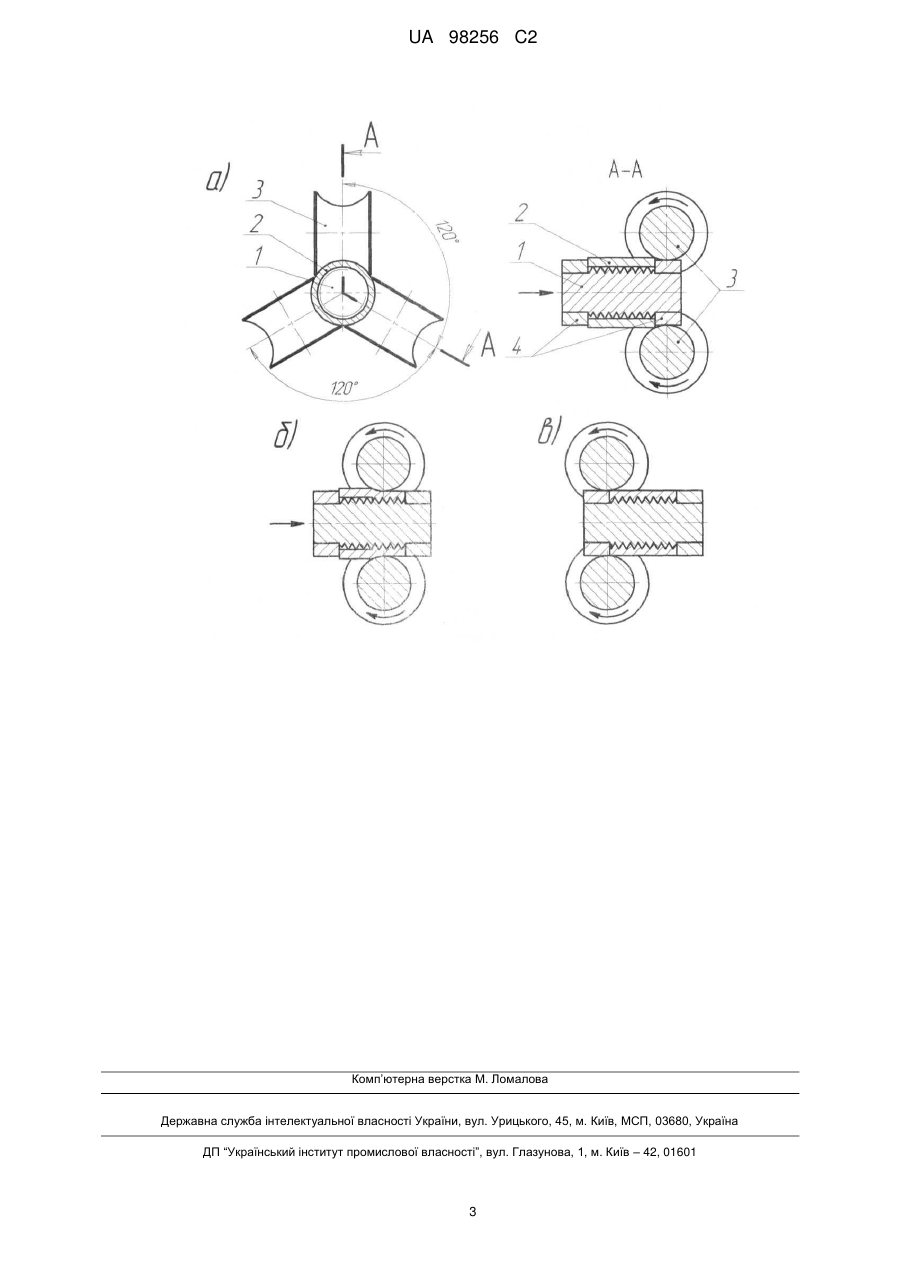
Реферат: Винахід належить до області обробки металів тиском, а саме до способів утворення деталей шляхом холодного витискування заготовки і може бути використаний при виробництві гайок, втулок, ковпачків та ін. деталей циліндрової форми з внутрішнім різьбовим профілем. В способі холодного витискування внутрішнього різьбового профілю на циліндрових заготовках заготовку уздовж її осі обкатують ролики, розташовані відносно один до одного під кутом 120°, при цьому профіль розташованих таким чином роликів описує концентричне коло з центром, співпадаючим з віссю заготовки. Винахід підвищує продуктивність виготовлення, якість різьбових деталей і знижує енергоємність процесу витискування різьбового профілю на порожнистих циліндрових деталях. UA 98256 C2 (12) UA 98256 C2 UA 98256 C2 5 10 15 20 25 30 35 40 45 50 55 Пропонований винахід належить до області обробки металів тиском, а саме до способів утворення деталей шляхом холодного витискування заготовки і може бути використаний при виробництві гайок, втулок, ковпачків та ін. деталей циліндрової форми з внутрішнім різьбовим профілем. Відомий спосіб виготовлення порожнистих деталей з різьбовою поверхнею шляхом холодного витискування внутрішньої різі редукуванням в жорсткій матриці [Евстратов В.А., Крахт В.Б., Сопилкин Г.В. Теоретические основы малоотходной технологии изготовления резьб / В.А. Евстратов, В.Б. Крахт, Г.В. Сопилкин. - Старый Оскол: СОФ МИСиС, 2000. - 146 с]. У даному способі витискування внутрішньої різі відбувається під дією матриці із змінним профілем, яка, переміщаючись уздовж заготовки, формує зовнішню поверхню і внутрішню різьбову частину деталі. Виготовлення деталі у такий спосіб характеризується досить великими зусиллями витискування, що зменшує термін служби інструменту і збільшує його витрату. Найбільш близьким по технічній суті до способу, що заявляється, є спосіб виготовлення порожнистих деталей з внутрішньою різьбовою поверхнею шляхом обкатування роликом з осьовою подачею, які розташовані перпендикулярно осі заготовки [Матвієнко А.В. Підвищення ефективності виготовлення тонкостінних різьбових виробів: Автореферат дис. канд. техн. наук.Донецьк: ДонДТУ, 1999. - 19 с.]. Перпендикулярно розташовані ролики, що обкатуються, обертаються навколо своєї осі і, переміщаючись уздовж осі заготовки, формують готовий виріб. Проте відомий спосіб має наступні недоліки. Перпендикулярно розташовані ролики, що обкатуються, відносно осі заготовки створюють зусилля, необхідне для витискування внутрішньої різі на заготовці, яка розташована на різьбовій оправці. При переміщенні уздовж осі заготовки, ролики створюють додатковий опір зусиллю витискування, оскільки напрям обертання роликів перпендикулярний напряму їх переміщення уздовж заготовки. Це сприяє не лише надмірному зносу роликів і збільшенню мікронерівностей (задирів, мікротріщин і так далі) на зовнішній поверхні деталі, що виготовляється, але і підвищенню енергоємності процесу витискування різьбової деталі. Надмірний знос роликів збільшує час простою обладнання, необхідний для його ремонту і заміни роликів. Мікронерівності на зовнішній поверхні деталі негативно позначаються на несучій здатності деталі і на ресурсі її згвинчення. Для зниження сил тертя між роликами і заготовкою необхідно використовувати змащувальні матеріали, вживання яких збільшує собівартість виготовлення різьбових виробів. Складність конструкції пристроїв, які необхідні для реалізації даного процесу, не дозволяє використовувати стандартне пресове обладнання, оскільки необхідно забезпечити не лише поступальний рух різьбової оправки і заготовки, але і їх обертальний рух для забезпечення обертання роликів, що обкатуються. Задачею запропонованого способу є підвищення продуктивності виготовлення, якості різьбових деталей і зниження енергоємності процесу витискування шляхом зміни схеми взаємодії робочого інструменту і матеріалу заготовки. Поставлена задача вирішується тим, що у відомому способі виготовлення порожнистих деталей з внутрішньою різьбовою поверхнею шляхом обкатування роликом з осьовою подачею, із зміною схеми взаємодії передбачені наступні відмінності: - ролики, що обкатуються, орієнтовані відносно заготовки таким чином, що обкатують останню в паралельній площині відносно її осі; - ролики, що обкатуються, мають профіль, відповідний профілю заготовки, яка обкатується; - лише поступальне переміщення заготовки; Аналіз відомих технічних рішень, що належать до способів утворення різьбового профілю на порожнистих циліндрових деталях, показав, що технічних рішень, які містять таку ж сукупність суттєвих ознак, що і заявлений спосіб, не виявлено, це дозволяє зробити висновок про те, що спосіб, який заявляється, відповідає критерію "новизна". Аналіз виявлених відмітних від аналога і прототипу суттєвих ознак показав, що такі ознаки або схожі з ними, у відомих технічних рішеннях з проявом тих же властивостей, які вони проявляють в заявленій сукупності, не виявлено, що дозволяє зробити висновок про те, що заявлений спосіб відповідає критерію "суттєві відмінності". Сукупність суттєвих ознак, що заявляється, дозволяє отримати новий, вищий результат, що виражається в отриманні різьбового профілю на порожнистих циліндрових деталях. На кресленні показаний інструмент для виготовлення за пропонованим способом деталей з різьбовим профілем. Інструмент для виготовлення деталей з різьбовим профілем містить: 1 - різьбову оправку, 2 - циліндрову порожнисту заготовку; 3 - ролики, що обкатуються; 4 - напрямні втулки; а) - початок процесу витискування; б) - процес витискування; в) - кінець процесу витискування. 1 UA 98256 C2 5 10 15 20 25 30 Спосіб холодного витискування внутрішнього різьбового профілю на циліндрових заготовках здійснюється таким чином (див. креслення). На різьбову оправку 1 встановлюється порожниста циліндрова заготовка 2, яку від подовжніх переміщень фіксують напрямні втулки 4, зовнішній діаметр яких менше зовнішнього діаметра заготовки. Напрямні втулки є так само й елементом, що калібрує, тобто зовнішній діаметр напрямної втулки відповідає зовнішньому діаметру готового різьбового виробу, що отримується наприкінці процесу витискування. Ролики 3, що обкатуються, мають профіль концентричної дуги і при розташуванні відносно один одного під кутом 120°, утворюють профіль концентричного кола з центром, співпадаючим із подовжньою віссю заготовки. На початку процесу витискування (кресл. а) ролики охоплюють одну з напрямних втулок. Потім, різьбовій оправці надається поступальний рух, і ролики починають обкатувати заготовку, деформуючи її до діаметра, що відповідає діаметру напрямної втулки (кресл. б). Матеріал заготовки вдавлюється в профіль різьбової оправки, утворюючи внутрішню різьбову поверхню деталі. Наприкінці процесу витискування (кресл. в) ролики, що обкатуються, набігають на другу напрямну втулку, яка розташована після заготовки. З різьбової оправки, знімають напрямну втулку і згвинчують готовий виріб. Використання запропонованого способу холодного витискування внутрішнього різьбового профілю на циліндрових заготовках забезпечує в порівнянні з існуючими способами наступні переваги: 1. Простота конструкції пристроїв дозволяє застосовувати стандартне пресове обладнання, що значно спрощує реалізацію пропонованого способу. 2. Профіль роликів, що обкатуються, при певному розташуванні відносно один одного в точності повторює профіль деталі, що витискується, це дозволяє отримати якісну зовнішню поверхню готового різьбового виробу, оскільки ролики обкатують заготовку уздовж її осі. 3. Обкатування роликами заготовки уздовж її осі не викликає підвищеної сили тертя між роликами і матеріалом заготовки, що сприяє зменшенню зусилля витискування і як наслідок зниження енергоспоживання. 4. Менші зусилля витискування забезпечують більший ресурс експлуатації роликів, що обкатуються, зменшують час простою обладнання необхідний для його ремонту і заміни роликів. ФОРМУЛА ВИНАХОДУ 35 40 Спосіб холодного витискування внутрішнього різьбового профілю на циліндрових заготовках, при якому заготовку обкатують роликами з осьовою подачею, які розташовані перпендикулярно осі заготовки, який відрізняється тим, що циліндрову заготовку встановлюють на різьбову оправку, якій надають поступальнй рух уздовж подовжньої осі, ролики розташовані відносно один одного під кутом 120º, обкатують заготовку уздовж її осі і утворюють профіль деталі, що витискується. 2 UA 98256 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold extrusion of internal threaded profile on cylindrical billets
Автори англійськоюMatviienko Andrii Vasyliovych, Kralin Andrii Kostiantynovych, Vodolazhchenko Oleksandr Hryhorovych
Назва патенту російськоюСпособ холодного выдавливания внутреннего резьбового профиля на цилиндрических заготовках
Автори російськоюМатвиенко Андрей Васильевич, Кралин Андрей Константинович, Водолажченко Александр Григорьевич
МПК / Мітки
Мітки: циліндрових, різьбового, заготовках, профілю, внутрішнього, холодного, спосіб, витискування
Код посилання
<a href="https://ua.patents.su/5-98256-sposib-kholodnogo-vitiskuvannya-vnutrishnogo-rizbovogo-profilyu-na-cilindrovikh-zagotovkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного витискування внутрішнього різьбового профілю на циліндрових заготовках</a>
Спосіб утворення різьбового профілю в порожнистих циліндричних деталях
Номер патенту: 80176
Опубліковано: 27.08.2007
Автори: Матвієнко Андрій Васильович, Фініченко Владислав Олександрович, Кралін Андрій Костянтинович
Мітки: спосіб, утворення, профілю, деталях, циліндричних, порожнистих, різьбового
Формула / Реферат:
Спосіб утворення різьбового профілю в порожнистих циліндричних деталях шляхом деформації заготовки, який відрізняється тим, що деформацію заготовки здійснюють на нерухомій різьбовій оправці шляхом двосторонньої осадки заготовки, яку здійснюють одночасним зустрічним переміщенням пуансонів по осі заготовки.
Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках роликовим обкочуванням з використанням внутрішнього протитиску
Номер патенту: 60663
Опубліковано: 25.06.2011
Автори: Кліско Андрій Валерійович, Проценко Павло Юрійович, Бородій Юрій Петрович, Маковей Валерій Олексійович
МПК: B21D 15/00
Мітки: внутрішнього, канавок, тонкостінних, трубчастих, заготовках, протитиску, формування, гвинтових, роликовим, спосіб, обкочуванням, використанням
Формула / Реферат:
1. Спосіб виготовлення труб з гвинтовими канавками, що включає формоутворення на трубчастій заготовці гвинтового профілю за рахунок послідовної пластичної деформації трубчастої заготовки в результаті дії профілюючих елементів у вигляді тіл кочення, що переміщуються вздовж поздовжньої осі трубчастої заготовки при її обертанні навколо своєї осі, який відрізняється тим, що в середині трубчастої заготовки в процесі її деформування створюють...
Спосіб виготовлення профілю
Номер патенту: 12296
Опубліковано: 16.01.2006
Автори: Науменко Володимир Миколайович, Войцішевський Олександр Анатолійович
МПК: B21B 1/38
Мітки: спосіб, профілю, виготовлення
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що заглибини формують у вигляді однорідних півсфер, а відстань між центрами цих півсфер вибирають із наступного співвідношення: L=(2-8)D де: L - відстань між центрами півсфер, мм; D - діаметр півсфери, мм.
Спосіб виготовлення профілю
Номер патенту: 10861
Опубліковано: 15.11.2005
Автор: Науменко Володимир Миколайович
МПК: B21B 1/38
Мітки: профілю, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що деформування поверхні плоскої заготовки здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, які утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю.
Спосіб нарізання різі у витих заготовках і пристрій для його реалізації
Номер патенту: 56622
Опубліковано: 15.05.2003
Автор: Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: реалізації, нарізання, витих, заготовках, спосіб, пристрій, різі
Формула / Реферат:
1. Спосіб нарізання різі у витих заготовках, який здійснюється обертовим переміщенням заготовки і відповідним рухом різця паралельно осі заготовки, який відрізняється тим, що проточену по зовнішньому діаметру виту заготовку встановлюють в канавку різі внутрішнього отвору корпуса, а між витками витої заготовки встановлюють підпірну гайку з внутрішнім діаметром меншим двох висот різі, здійснюють притиск витої заготовки торцем фланця, причому...
Попередній патент: Глушник шуму газового струменя
Наступний патент: Пристрій для діагностики дефектів литої короткозамкненої обмотки ротора асинхронного двигуна
Випадковий патент: Привід основов'язальної машини