Спосіб виготовлення профілю

Формула / Реферат
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що деформування поверхні плоскої заготовки здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, які утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю.
Текст
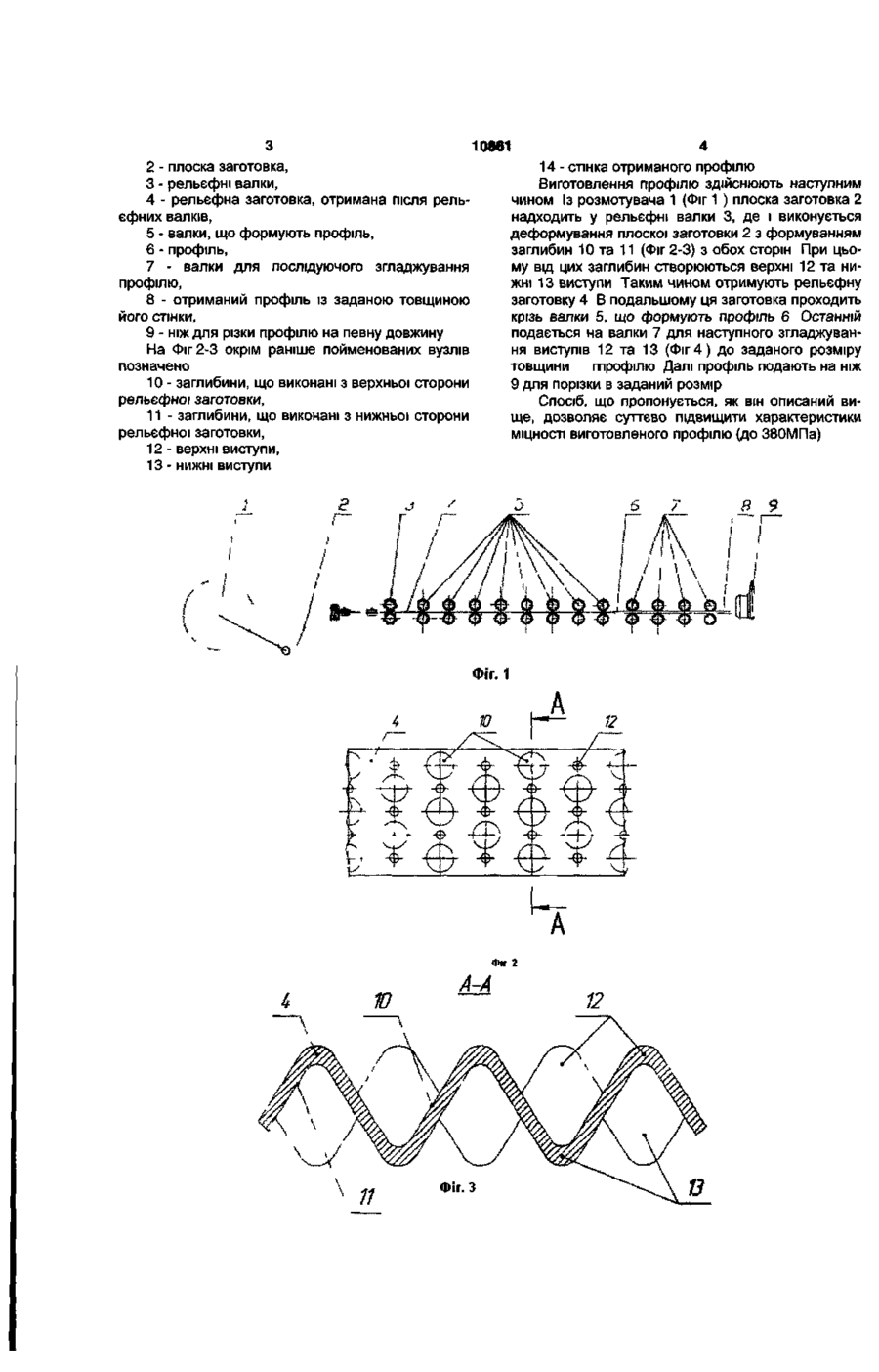
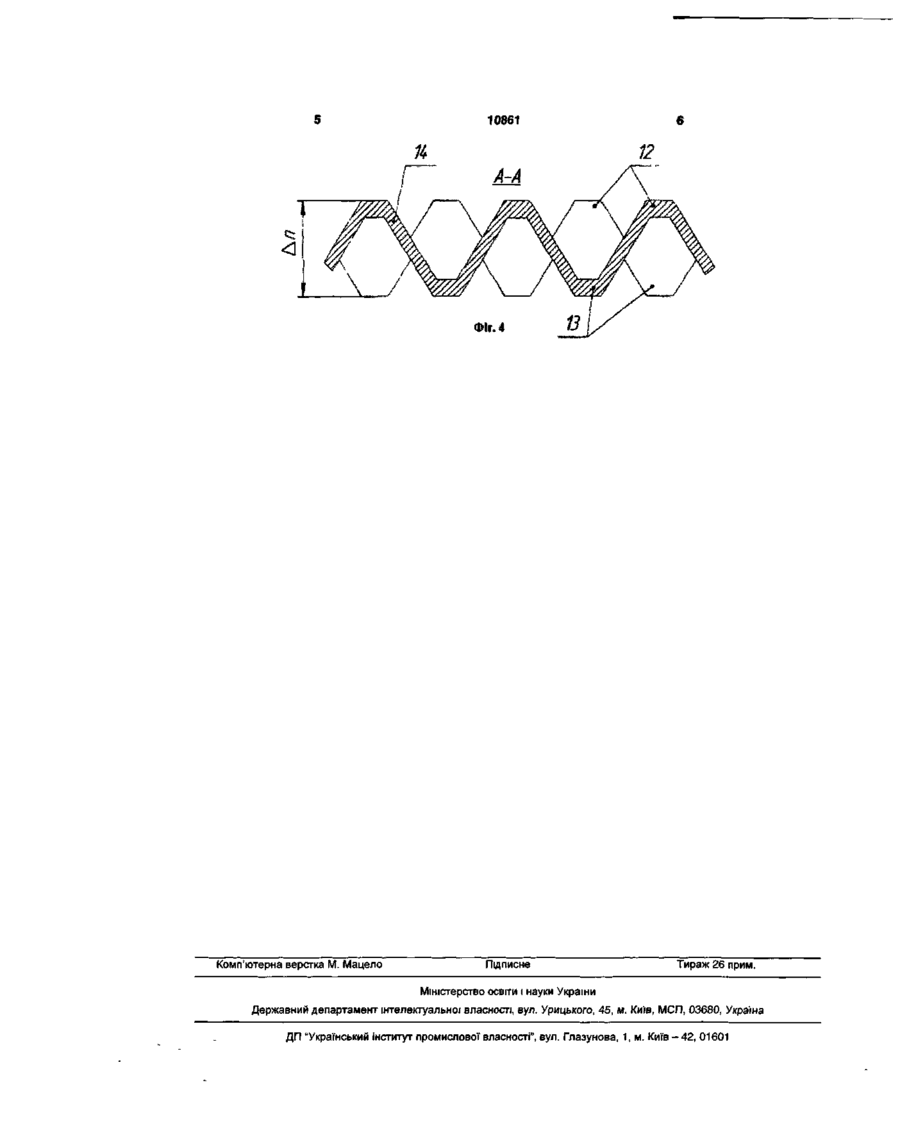
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що деформування поверхні плоскої заготовки здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, які утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю. Корисна модель відноситься до обробки металів тиском, а саме до способів виготовлення профілю прокаткою. Відомий спосіб обробки поверхні листа, що включає деформування його поверхні з формуванням однорідних конусних заглибин [Авт. Свід. СРСР №427749, Кл.В21В1/38, 1972р.]. Недоліком способу є невисокі характеристики міцності листа, обробленого даним способом (межа міцності 300-ЗЗОМПа). Найбільш близьким рішенням до способу, що пропонується, є спосіб виготовлення профілю шляхом обробки поверхні листа, який включає деформування поверхні листа (плоскої заготовки) із формуванням однорідних конусних заглибин, при цьому формування цих заглибин ведуть при прокатці із обтисненням 5-8%, у кількості 5-15 заглибин на 1см., причому їхня глибина складає 612% товщини листа, кут нахилу стінок 60-80° та радіус верхівок (150-250мм.). [Авт. Свід. СРСР №1084091, Кл. В21В1/38, опубл. Бюл. №13 від 17.04.1984р.]. Істотним недоліком способу є те, що деформування листа здійснюють тільки з однієї сторони, що обмежує характеристики міцності виробів, що виготовлені з даного листа (плоскої заготовки)(межа міцності 330-350МПа). В основу способу, що пропонується, поставлена задача покращити характеристики міцності профілю, який виробляють з листа (плоскої заготовки), шляхом зміни рельєфу, що наносять на плоский лист, щоб забезпечити підвищення характеристик міцності профілю. Рішення цієї задачі досягається в тому, що у способі виготовлення профілю, який включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, згідно корисної моделі, деформування поверхні плоскої заготовки профілю, здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, що утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю. Саме ці ознаки, забезпечують отримання профілю із плоскої заготовки, на яку нанесений рельєф з двох сторін, що підвищує характеристики міцності виготовленого таким способом профілю (межа міцності 350-380МПа). Пошук, проведений за патентною і науковотехнічною літературою, не виявив технічних рішень, що характеризуються тотожною сукупністю істотних ознак, що дозволяє зробити висновок про відповідність запропонованого технічного рішення критерію новизни. Суть корисної моделі пояснюється кресленнями, де: на Фіг. 1. - зображена технологічна схема виготовляння профілю; на Фіг.2. - зображений фрагмент рельєфної заготовки (вид зверху), для виготовлення профілю. на Фіг.З. - розріз А-А Фіг.2; На Фіг.4. - розріз А-А Фіг.2. отриманого профілю. На Фіг. 1. позначено: 1 - розмотувач плоскої заготовки; 00 ЗГ 10861 2 - плоска заготовка, 3 - рельєфні валки, 4 - рельєфна заготовка, отримана після рельєфних валків, 5 - валки, що формують профіль, 6 - профіль, 7 - валки для послідуючого згладжування профілю, 8 - отриманий профіль із заданою товщиною його стінки, 9 - ніж для різки профілю на певну довжину На Фіг 2-3 окрім раніше пойменованих вузлів позначено 10 - заглибини, що виконані з верхньої сторони рельєфної заготовки, 11 - заглибини, що виконані з нижньої сторони рельєфної заготовки, 12 - верхні виступи, 13 - нижні виступи 14 - стінка отриманого профілю Виготовлення профілю здійснюють наступним чином Із розмотувача 1 (Фіг 1 ) плоска заготовка 2 надходить у рельєфні валки 3, де і виконується деформування плоскої заготовки 2 з формуванням заглибин 10 та 11 (Фіг 2-3) з обох сторін При цьому від цих заглибин створюються верхні 12 та нижні 13 виступи Таким чином отримують рельєфну заготовку 4 В подальшому ця заготовка проходить крізь валки 5, що формують профіль 6 Останній подається на валки 7 для наступного згладжування виступів 12 та 13 (Фіг 4 ) до заданого розміру товщини гпрофілю Далі профіль подають на ніж 9 для порізки в заданий розмір Спосіб, що пропонується, як він описаний вище, дозволяє суттєво підвищити характеристики МІЦНОСТІ виготовленого профілю (до 380МПа) Фіг. 1 kl А Фіг 2 10861 Фіг. 4 Комп'ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of profile
Автори англійськоюNaumenko Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления профиля
Автори російськоюНауменко Владимир Николаевич
МПК / Мітки
МПК: B21B 1/38
Мітки: спосіб, виготовлення, профілю
Код посилання
<a href="https://ua.patents.su/4-10861-sposib-vigotovlennya-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профілю</a>
Спосіб виготовлення спеціального латунного профілю-заготовки корпусу кульового крана
Номер патенту: 8313
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
МПК: B22D 15/00
Мітки: профілю-заготовки, спеціального, корпусу, крана, спосіб, латунного, кульового, виготовлення
Формула / Реферат:
Спосіб виготовлення спеціального латунного профілю-заготовки корпусу кульового крана, що включає стандартний шлях одержання заготовки корпусу кульового крана з розплавленого металу, після чого за допомогою, наприклад, спеціальних автоматів для обробки металу різанням обробляють її зовнішню та спряжені робочі поверхні, який відрізняється тим, що розплавлений метал заливають до кристалізатора установки напівбезперервного лиття, витягають...
Спосіб виготовлення арматурної секції періодичного профілю

Номер патенту: 36948
Опубліковано: 16.02.2004
Автори: Сергєєв Віктор Володимирович, Вєрбіцкій Юрій Сєргєєвіч, Блощинський Григорій Павлович, Овеченко Олег Олександрович, Мироненко Юрій Анатолійович, Павлов Адольф Опанасович
МПК: B21D 5/06, E04F 13/072
Мітки: профілю, арматурної, виготовлення, періодичного, спосіб, секції
Формула / Реферат:
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана стрічкової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якому на перших переходах формують центральну донну частину профілю, спряжені з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Кременчуцька Маргарита Костянтинівна, Реньга Вадим Романович, Чигріна Марія Петрівна, Ханонкін Олександр Аркадійович, Овчаренко Володимир Михайлович
МПК: B21C 1/00
Мітки: спосіб, виготовлення, дроту, періодичного, профілю
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Михайло Вадимович, Черняк Вадим Павлович
МПК: B32B 13/00, B28B 1/00, B28B 21/02, B28B 5/00
Мітки: здійснення, методом, різного, вібрування, профільно-площинного, профілю, черепиці, інших, пристрій, формування, роздільного, товщиною, виробів, спосіб, виготовлення
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Спосіб виготовлення v-образного профілю для утримання ущільнень
Номер патенту: 19308
Опубліковано: 25.12.1997
Автор: Даніель Сальваторе
МПК: E04B 1/38
Мітки: виготовлення, профілю, ущільнень, спосіб, v-образного, утримання
Формула / Реферат:
Изобретение относится к обработке металлов давлением, в частности, к способам изготовления профилей для удержания уплотнения панелей, промышленных шкафов и т. п.Известен способ изготовления профилей для удержания уплотнений, обеспечивающий изготовление профилей из того же листа металла, из которого изготовляют панель, благодаря чему отпадают проблемы, возникающие при раздельном изготовлении панелей и уплотнений и их последующей сварке....
Попередній патент: Протимікробний, противірусний, антиоксидантний та імуномодулювальний засіб “флусептол”
Наступний патент: Будинок на воді
Випадковий патент: Механізм відключення редуктора гірничого комбайна