Установка для виготовлення ливарної форми
Номер патенту: 40450
Опубліковано: 16.07.2001
Автори: Стеценко Іван Дмитрович, Грищенко Микола Миколайович, Смирнов Борис Миколайович, Козак Володимир Володимирович

Формула / Реферат
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з одного боку і штирями для спарювання з кокілем, наповненим рідкою самотвердіючою сумішшю, та упорами з іншого боку, а також траверси з отворами, в яких розташовані направляючі стержні, яка відрізняється тим, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і вершиною штиря для спарювання у положенні підмодельної плити в момент контакту з траверсами, а мінімальна та максимальна довжина конічної частини дорівнює відповідно різниці між довжиною штиря для спарювання і висотою упора та довжині, штиря для спарювання.
Текст
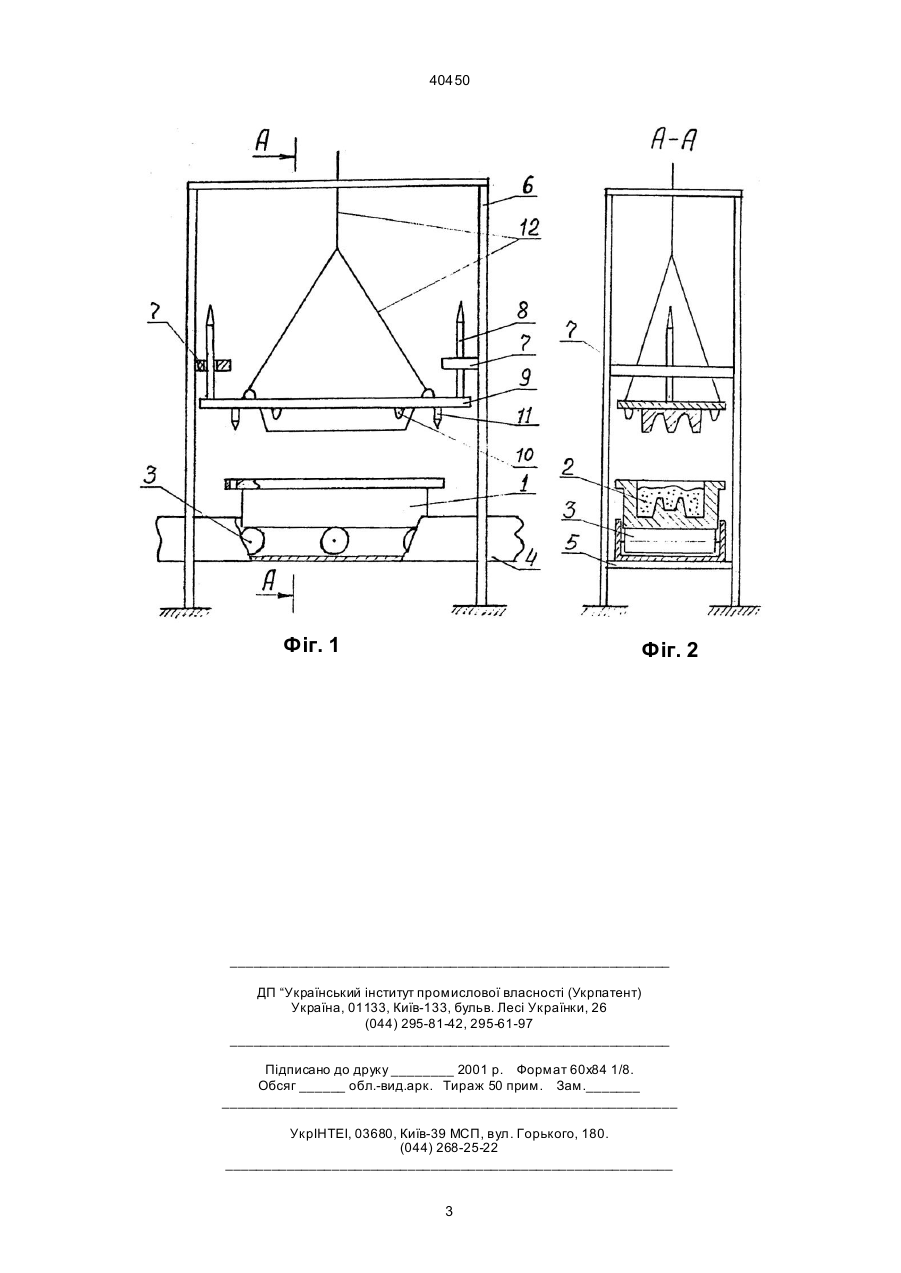
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з 40450 спарювання відносно осі отвору, в який він заходить. Ці зусилля можуть привести до пошкодження ливарної оснастки. Якщо ж вони перевищують вагу моделі з підмодельною плитою, то занурення моделі буде неповним або з перекосом, що приводить до відхилення товщини облицювального шару від оптимальної, порушення режиму тепловідводу, погіршення податливості та браку ливарних форм. Технічною задачею, яка вирішується винаходом, є удосконалення механізму спарювання моделі з кокілем за рахунок вибору оптимального співвідношення між довжиною циліндричної та конічної частин направляючих стержнів і довжиною штирів для спарювання та висотою упорів, а також розташуванням траверс. Цей технічний результат досягається тим, що підмодельна плита з моделлю в установці для виготовлення ливарної форми має з одного боку конічно-циліндричні стержні, а з іншого боку штирі для спарювання з кокілем, наповненим РСС, та упори. Причому направляючі стержні розташовані в отворах траверс. Новим в даному пристрої є те, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і вершиною штиря для спарювання у положенні підмодельної плити, коли вона контактує з траверсами, а мінімальна та максимальна довжина конічної частини дорівнює відповідно різниці між довжиною штиря; для спарювання і висотою упора, яка регулюється, та довжині штиря для спарювання. Завдяки визначеній довжині циліндричної частини направляючого стержня забезпечується свобода переміщення моделі з підмодельною плитою відносно кокіля. Це стає можливим тому, що при досягненні вершиною штиря для спарювання площини роз’єма кокіля циліндрична частина направляючого стержня повністю виходить із отвору у траверсі і в дію вступає її конічна частина, що дає більший зазор з отвором. Визначена довжина конічної частини направляючого стержня є мінімально можливою, що забезпечує максимально необхідне бокове переміщення моделі відносно кокіля в процесі їх з’єднання. Суть винаходу пояснюється кресленням, де на фіг. 1 приведено загальний вид, а на фіг. 2 - попе речний переріз установки для виготовлення ливарних форм. Установка має кокіль 1, наповнений РСС 2 і встановлений на приводні рольганги 3 транспортуючого механізму 4. Останній утримається балкою 5 каркасу 6. У верхній частині каркасу 6 закріплені траверси 7 з вертикальними отворами, в яких розташовані конічно-циліндричні направляючі стержні 6, закріплені з підмодельною плитою з моделлю 9. З нижнього боку підмодельна плита з моделлю 9 має упори 10 і штирі для спарювання 11, які заходять у відповідні отвори кокіля 1. За допомогою тросів 12 підмодельна плита з моделлю 9 сполучена з піднімальним механізмом. Установка працює наступним чином. Кокіль 1, наповнений РСС 2, рухається по транспортуючому пристрою 4 і за допомогою кінцевого вимикача (на кресленні не показано) зупиняється в заданому місці. Після цього включається механізм опускання підмодельної плити з моделлю 9. При досягненні вершинами штирів II площини роз’єма кокіля 1 циліндрична частина направляючих стержнів 8 повністю виходить із отвору траверси 7, що забезпечує необхідну свободу переміщення моделі відносно кокіля в горизонтальній площині в процесі їх з’єднання. Остаточне занурення моделі в РСС відбувається під дією тільки ваги моделі з підмодельною плитою 9 за рахунок послаблення тросів 12 при поступовому зменшенні швидкості опускання моделі в РСС, опір якої зростає. Ливарні форми для залізничних стрілочних переводів, виготовлені на запропонованій установці, завдяки вільному зануренню моделі в кокіль, наповнений РСС, мають правильну геометричну форму і задану товщину облицювального шару. Розроблена конструкція в порівнянні з прототипом має технічні переваги, які полягають у виключенні появи надмірних бокових зусиль при з’єднанні моделі з кокілем, перекосів та неповного занурення моделі і пов’язаного з цим пошкодження оснастки та відхилення геометрії ливарної форти від заданої. Винахід може бути впроваджений на підприємствах, де виготовляють виливки з використанням форм, облицьованих РСС, зокрема, на Дніпровському стрілочному заводі. Його впровадження не потребує суттєвих додаткових коштів. 2 40450 Фіг. 1 Фіг. 2 __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3 40450 4
ДивитисяДодаткова інформація
Автори англійськоюHryschenko Mykola Mykolaiovych, Kozak Volodymyr Volodymyrovych, Smyrnov Borys Mykolaiovych, Stetsenko Ivan Dmytrovych
Автори російськоюГрищенко Николай Николаевич, Козак Владимир Владимирович, Смирнов Борис Николаевич, Стеценко Иван Дмитриевич
МПК / Мітки
МПК: B22C 25/00, B22C 15/00, B22C 19/00, B22C 17/00
Мітки: виготовлення, ливарної, форми, установка
Код посилання
<a href="https://ua.patents.su/4-40450-ustanovka-dlya-vigotovlennya-livarno-formi.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення ливарної форми</a>
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Козак Володимир Володимирович, Смирнов Борис Миколайович, Стеценко Іван Дмитрович
МПК: B22C 9/00
Мітки: виготовлення, ливарної, форми, спосіб
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Стеценко Іван Дмитрович, Смирнов Борис Миколайович, Козак Володимир Володимирович, Соценко Олександр Васильович
МПК: B22C 9/00
Мітки: ливарної, двошарової, спосіб, форми, виготовлення
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Йорн Е.Йохансен, Клаус Торбен Єнсен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: горизонтальною, ливарної, виготовлення, частин, площою, розняття, форми, пристрій
Формула / Реферат:
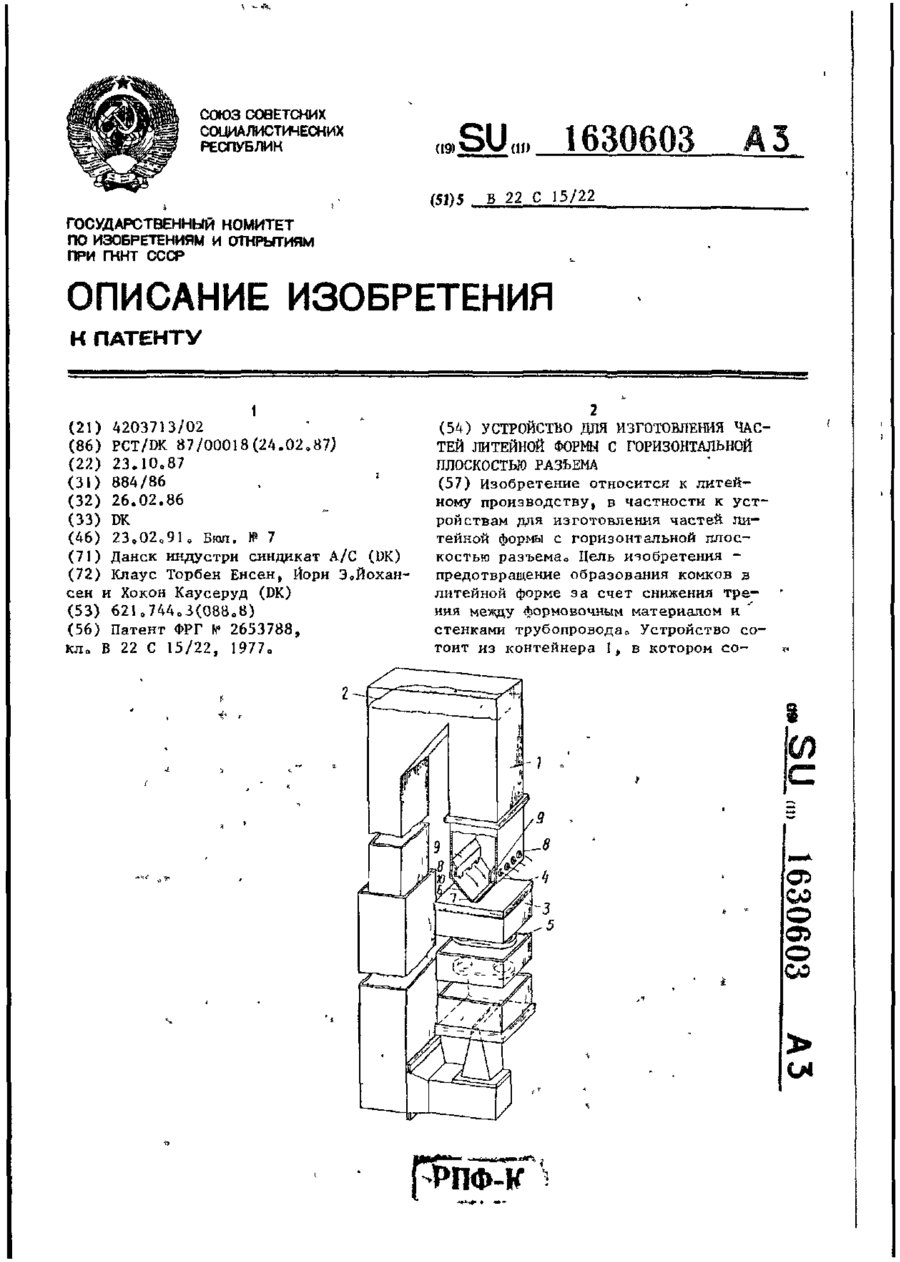
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Пристрій для одночасного виготовлення сполучених частин ливарної форми з горизонтальною площею розняття
Номер патенту: 6029
Опубліковано: 29.12.1994
Автори: Хокон Каусеруд, Клаус Торбен Єнсен, Йорн Ерхард Йохансен
МПК: B22C 15/00
Мітки: форми, одночасного, площею, ливарної, виготовлення, розняття, пристрій, сполучених, горизонтальною, частин
Формула / Реферат:
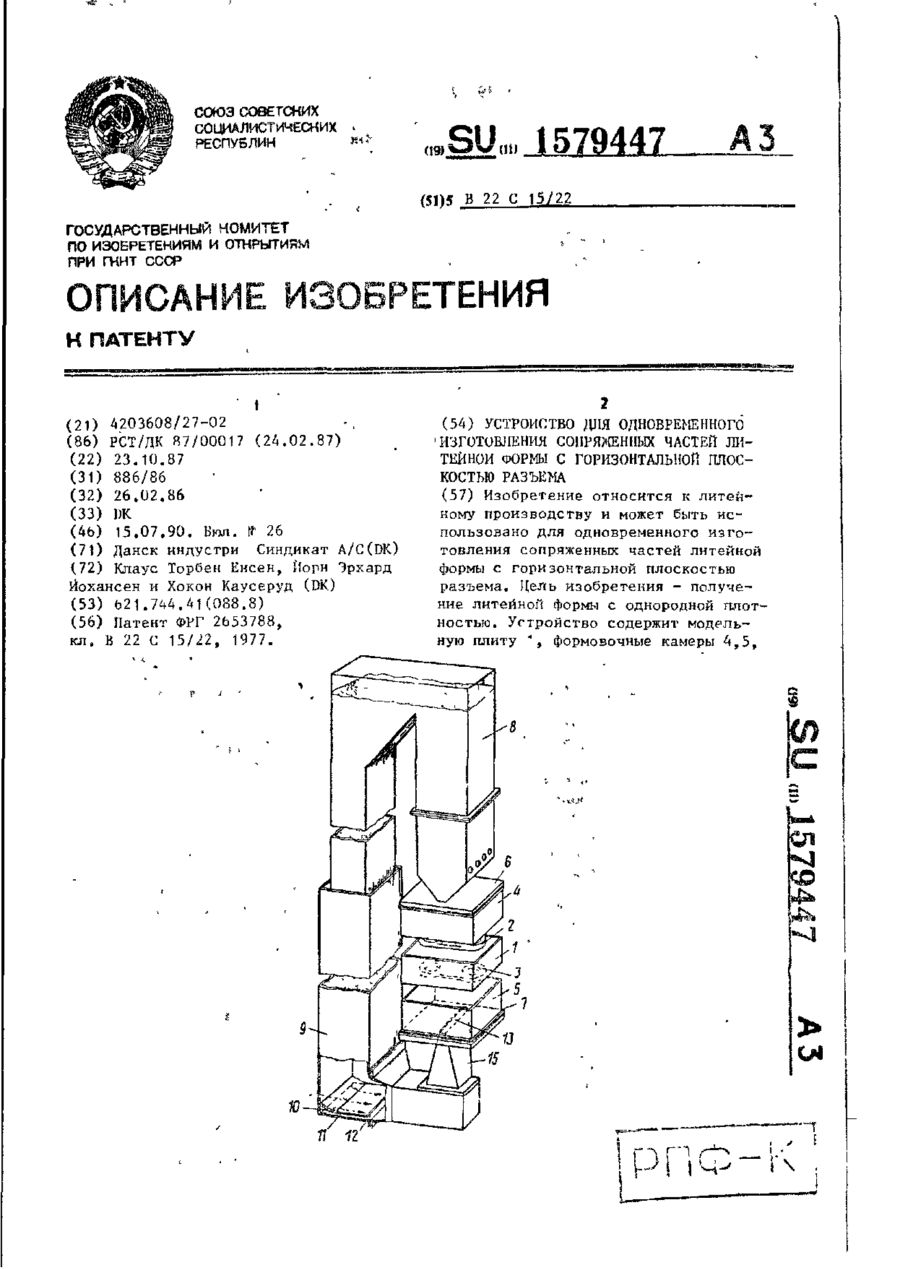
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема, содержащее двухстороннюю модельную плиту, расположенную между верхней и нижней формовочными камерами, полость которых сообщена с вакуумной системой, трубу L-образной формы для подачи смеси, верхняя часть которой соединена с бункером, расположенным над формовочными камерами, а нижняя соединена с нижней формовочной камерой и...
Спосіб визначення оптимальної товщини стінки ливарної форми
Номер патенту: 12852
Опубліковано: 28.02.1997
Автори: Родякін Сергій Володимирович, Абрамов Віктор Валеріанович, Андрієнко Анатолій Георгієвич, Кузнєцов Сергій Вікторович
МПК: B22D 11/049
Мітки: товщини, стінки, форми, оптимальної, ливарної, визначення, спосіб
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, отличающийся тем, что дополнительно фиксируют время...
Попередній патент: Пристрій для очиcтки та утилізації шкідливих викидів у виробництві мінеральних добрив
Наступний патент: Глибинонасосна установка по видобутку високов’язкої нафти
Випадковий патент: Спосіб виготовлення литих короткозамкнених обмоток роторів двигунів