Сплав для модифікування чавуну в ливарній формі
Номер патенту: 99434
Опубліковано: 10.06.2015
Автори: Овсянников Володимир Олександрович, Берчук Дмитро Миколайович, Бубликов Валентин Борисович, Бачинський Юрій Дмитрович, Нестерук Олена Петрівна

Формула / Реферат
Сплав для модифікування чавуну в ливарній формі, що містить кремній, магній, кальцій, алюміній, залізо, рідкісноземельні метали, який відрізняється тим, що додатково містить барій, хром і олово при наступному співвідношенні компонентів, мас. част. %:
кремній
55,0 - 65,0
магній
7,1 - 10,0
кальцій
1,0 - 1,5
барій
1,8 - 2,2
хром
3,0 - 7,0
алюміній
0,8 - 1,5
олово
3,0 - 5,0
рідкоземельні метали
0,3 - 0,7
залізо
решта.
Текст
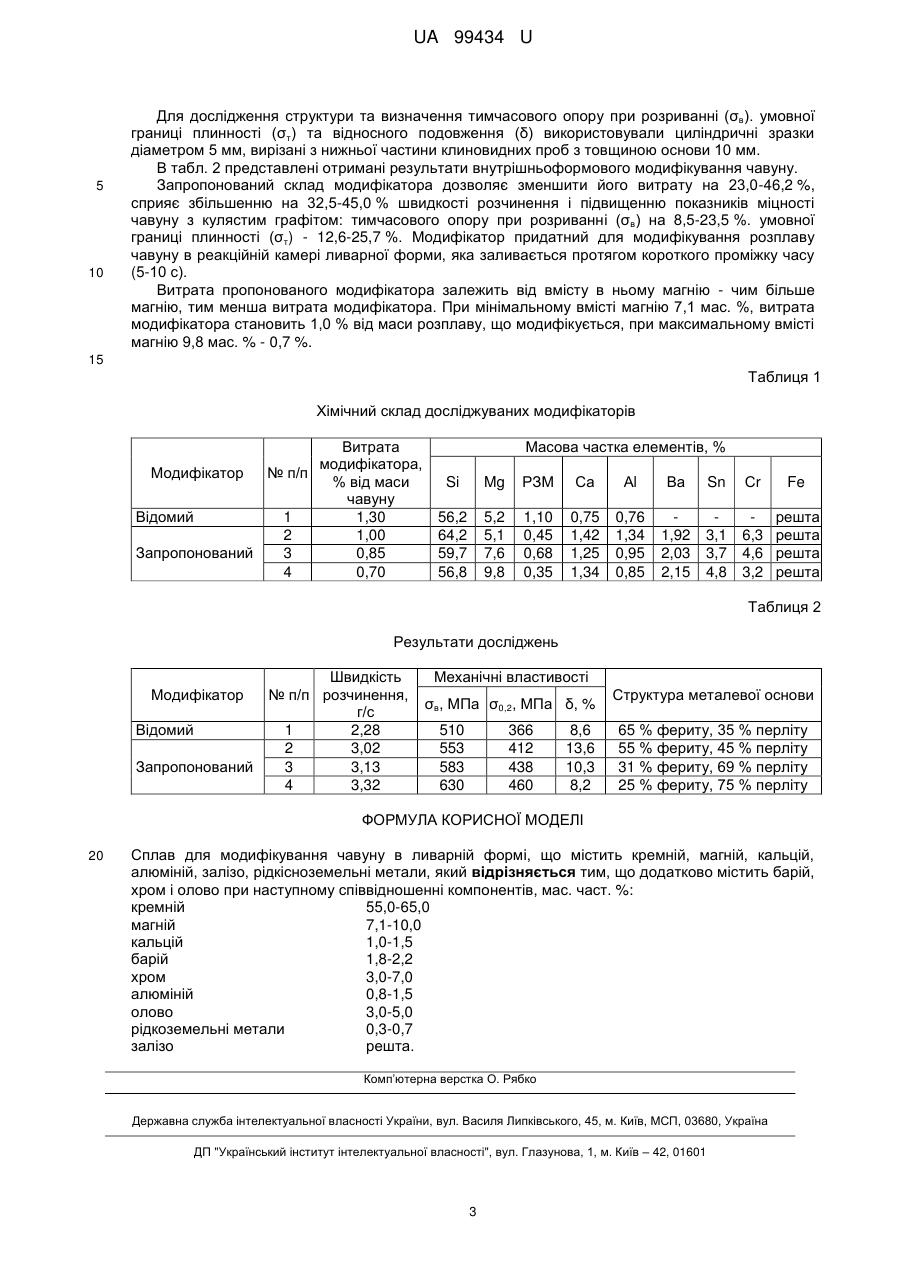
Реферат: Сплав для модифікування чавуну в ливарній формі містить кремній, магній, кальцій, алюміній, залізо, рідкісноземельні метали, барій, хром і олово. UA 99434 U (54) СПЛАВ ДЛЯ МОДИФІКУВАННЯ ЧАВУНУ В ЛИВАРНІЙ ФОРМІ UA 99434 U UA 99434 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до металургії, зокрема до розробки складу модифікаторів для сфероїдизуючого модифікування розплаву в ливарній формі та поліпшення фізико-механічних властивостей високоміцного чавуну. Відомий модифікатор КМг7 для сфероїдизуючої обробки чавуну у формі або в ковші (ДСТУ 3362-96 "Модифікатори для виливків з чавуну. Загальні технічні умови"), що включає: кремній 40,0-55,0 магній 5,5-8,0 рідкоземельні метали (РЗМ) 0,3-1,0 кальцій 0,2-1,0 алюміній ≤ 2,5 залізо решта. До недоліків цього модифікатора належить низька швидкість розчинення, недостатня графітизуюча і інокулююча здатність, короткий інтервал часу збереження модифікуючого ефекту. Використання відомого модифікатора для модифікування чавуну в ливарних формах, яке обмежується доволі коротким проміжком часу (5-20 с), є проблемним, так як через високий вміст заліза (32-52 %) в структурі модифікатора переважає високозалізиста фаза FeSi з температурою плавлення 1410 °C і він не встигає повністю розплавитися протягом нетривалого часу заливання, що негативно впливає на стабільність результатів внутрішньоформового модифікування. Більш близьким до корисної моделі по технічній суті та ефекту, що досягається, є сплав для модифікування чавуну (Євразійський патент № 008521, С22С 35/00, С21С 1/10; опубл. 29.06.2007), який містить, у масових частках, %: кремній 45,0-78,0 магній 0,1-7,0 рідкоземельні метали (РЗМ) 0,1-2,2 стронцій 0,1-2,0 кальцій 0,1-1,5 алюміній 0,3-2,0 цирконій 0,1-2,0 залізо решта. Однак використання відомого сплаву для модифікування в формах малої металоємкості 1020 кг, які заливаються протягом 5-10 с, є проблематичним з причини недостатньо високої швидкості переходу в чавун модифікуючих елементів. Крім цього графітизуюча здатність стронцію нестабільна навіть при незначних коливаннях вмісту в сплаві алюмінію і кальцію. В чавуні з кулястим графітом нестабільна і графітизуюча здатність цирконію, який знаходиться в сплаві у вигляді силіцидів з високою температурою плавлення (більше 1500 °C). Даний хімічний склад модифікуючого сплаву не забезпечує ефективне підвищення міцнісних показників чавуну з кулястим графітом. Задачею корисної моделі є збільшення швидкості розчинення модифікатора, покращення графітизуючого впливу на структуроутворення, збільшення кількості центрів кристалізації кулястого графіту та підвищення міцнісних властивостей чавуну при мінімальній витраті. Поставлена задача вирішується тим, що модифікатор, що включає кремній, магній, кальцій, алюміній, залізо, рідкісноземельні метали, згідно з корисною моделлю, додатково містить барій, хром і олово в наступному співвідношенні компонентів, мас. част.: 55,0-65,0 % Si 7,1-10,0 % Mg 1,0-1,5 % Са 1,8-2,2 % Ва 3,0-7,0 % Сr 0,8-1,5 % Аl 3,0-5,0 % Sn 0,3-0,7 % РЗМ решта - Fe. Кремній - основний компонент більшості графітизуючих і сфероїдизуючих модифікаторів. Вміст кремнію в складі модифікатора менше 55,0 мас. % гальмує розчинення і знижує графітизуючий ефект при модифікуванні. Високий вміст кремнію в складі модифікатора сприяє більш швидкому його розчиненню за рахунок утворення в результаті дифузії заліза в шар, що плавиться, легкоплавкої сполуки (FeSi2 та евтектики на її основі), забезпечує підвищення ступеня феритизації металевої основи. При вмісті кремнію більше 75 % підвищується крихкість модифікатора, внаслідок чого при дробленні підвищується вихід пиловидної фракції з розміром 1 UA 99434 U 5 10 15 20 25 30 35 40 45 50 55 60 часток менше 0,3 мм, яка погано розчиняється в чавуні і може призводити до утворення неметалевих включень в структурі виливків. Магній в складі модифікатора нейтралізує дію поверхнево-активних елементів чавуну - сірки та кисню. Збільшення вмісту магнію зменшує витрату модифікатора, прискорює його розчинення і сприяє підвищенню ступеня сфероїдизації графіту у високоміцному чавуні. При вмісті магнію менше 7,0 % в структурі виливка можливе формування графіту не кулястої форми (вермикулярного або пластинчатого), а введення магнію більше 10,0 мас. % не впливає на покращення структури чавуну з кулястим графітом і його міцнісних характеристик, а при внутрішньоформовому модифікуванні призводить до прориву парів магнію через стояк, що супроводжується піроефектом і розбризкуванням рідкого чавуну. Кальцій вводять в пропонований модифікатор в кількості 1,0-1,5 мас. % для покращення ступеня сфероїдизації графіту і підвищення механічних властивостей чавуну за рахунок рафінуючого впливу та зменшення розміру неметалевих включень в чавуні. При вмісті кальцію в сплаві нижче нижньої межі він не справляє впливу на структуру і властивості чавуну, а при вмісті більше 1,5 мас. % гальмує процес розчинення та може призводити до появи шлакових включень у виливках. Барій характеризується сильним графітизуючим впливом на структуроутворення чавуну, і сприяє отриманню тонкостінних виливків без відбілу у литому стані. Забезпечує збільшення кількості центрів кристалізації кулястого графіту. Введення до складу модифікатора барію, в певній мірі, гальмує виділення парів магнію при модифікуванні внаслідок утворення інтерметалічних з'єднань з магнієм, які дисоціюють при температурах на 300-400 °C вищих, ніж температура кипіння магнію. При високому вмісті барію (більше 2,5 мас. %) не спостерігається подальше підвищення графітизації структури тонкостінних виливків. Хром в кількості 3,0-7,0 мас. % вводиться в склад модифікатора для підвищення ступеня перлітизації металевої основи і міцнісних характеристик чавуну з кулястим графітом, в тому числі, за рахунок утворення дрібнодисперсних карбідів і карбонітридів, які зміцнюють твердий розчин і подрібнюють мікроструктуру. При більшій його кількості може утворюватись цементит і підвищується твердість чавуну. Алюміній в запропонованій кількості сприяє розкисленню та графітизації чавуну. При вмісті алюмінію в складі модифікатора нижче нижньої межі не проявляється його вплив на структуру чавуну. При його вмісті в модифікаторі більше 1,5 мас. % спостерігається зниження ступеня сфероїдизації графітових включень та поява окисних плівок у виливках, і, як наслідок, знижуються механічні властивості та герметичність. Олово вводиться для підвищення ступеня перлітизації металевої основи і міцності високоміцного чавуну. Більша кількість олова в модифікаторі не рекомендується через можливе зменшення ударної в'язкості і підвищення твердості, особливо в чавуні з підвищеним вмістом кремнію, хоча при цьому форма графіту і показники міцності металу не погіршуються. Олово підвищує зносостійкість високоміцного чавуну, уповільнює розпад перліту під час термічного оброблення, вирівнює твердість та механічні властивості в товстих та тонких перетинах, збільшує корозійну стійкість чавуну. РЗМ виконують роль ремодифікаторів, впливають на механічні властивості чавуну за рахунок підвищення дисперсності та кількості перліту в структурі металевої основи. Вміст рідкісноземельних металів в кількості 0,3-0,7 мас. % стабілізує процес модифікування при коливанні хімічного складу вихідного чавуну. Збільшення вмісту РЗМ призводить лише до підвищення ціни модифікатора без значного впливу на структуру чавуну. Вміст РЗМ менше 0,3 % майже не впливає на структуроутворення чавуну з кулястим графітом. Задача 1. Швидкість розчинення модифікатора. Дослідження швидкості розчинення модифікаторів проводили з використанням гартувальноструктурного методу. Зразки розмірами - 15×15×15 мм, вирізані з кусків відомого сплаву для модифікування та запропонованого модифікатора (табл. 1), закріплювали на сталевій штанзі і занурювали на глибину приблизно 100 мм в рідкий чавун, який знаходився в тиглі вимкненої індукційної печі місткістю 10 кг. Після витримки протягом 5 секунд в розплаві чавуну з температурою 1400 °C зразки вилучали і охолоджували на повітрі. Як критерій розчинності модифікаторів використовували масову швидкість розчинення (г/с), розраховану за втратою маси зразка за одиницю часу внаслідок його занурення в рідкий чавун. Задача 2. Структура та механічні властивості. Дослідження впливу модифікатора на структуру та механічні властивості чавуну з кулястим графітом проводили на чавуні, виплавленому в індукційній печі ІСТ-0,01. Хімічний склад чавуну (% мас): 4,03 С; 2,40 Si; 0,23 Мn; 0,021 S; 0,05 Р. Модифікування розплаву модифікаторами виконували в реакційній камері ливарної форми, тривалість заливання якої становила 5-7 с. 2 UA 99434 U 5 10 Для дослідження структури та визначення тимчасового опору при розриванні (σв). умовної границі плинності (σт) та відносного подовження (δ) використовували циліндричні зразки діаметром 5 мм, вирізані з нижньої частини клиновидних проб з товщиною основи 10 мм. В табл. 2 представлені отримані результати внутрішньоформового модифікування чавуну. Запропонований склад модифікатора дозволяє зменшити його витрату на 23,0-46,2 %, сприяє збільшенню на 32,5-45,0 % швидкості розчинення і підвищенню показників міцності чавуну з кулястим графітом: тимчасового опору при розриванні (σв) на 8,5-23,5 %. умовної границі плинності (σт) - 12,6-25,7 %. Модифікатор придатний для модифікування розплаву чавуну в реакційній камері ливарної форми, яка заливається протягом короткого проміжку часу (5-10 с). Витрата пропонованого модифікатора залежить від вмісту в ньому магнію - чим більше магнію, тим менша витрата модифікатора. При мінімальному вмісті магнію 7,1 мас. %, витрата модифікатора становить 1,0 % від маси розплаву, що модифікується, при максимальному вмісті магнію 9,8 мас. % - 0,7 %. 15 Таблиця 1 Хімічний склад досліджуваних модифікаторів Витрата модифікатора, Модифікатор № п/п % від маси чавуну Відомий 1 1,30 2 1,00 Запропонований 3 0,85 4 0,70 Масова частка елементів, % Si Mg РЗМ Са Аl Ва Sn Сr Fe 56,2 64,2 59,7 56,8 5,2 5,1 7,6 9,8 1,10 0,45 0,68 0,35 0,75 1,42 1,25 1,34 0,76 1,34 0,95 0,85 1,92 2,03 2,15 3,1 3,7 4,8 6,3 4,6 3,2 решта решта решта решта Таблиця 2 Результати досліджень Модифікатор Відомий Запропонований Швидкість № п/п розчинення, г/с 1 2,28 2 3,02 3 3,13 4 3,32 Механічні властивості σв, МПа σ0,2, МПа δ, % 510 553 583 630 366 412 438 460 8,6 13,6 10,3 8,2 Структура металевої основи 65 % фериту, 35 % перліту 55 % фериту, 45 % перліту 31 % фериту, 69 % перліту 25 % фериту, 75 % перліту ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Сплав для модифікування чавуну в ливарній формі, що містить кремній, магній, кальцій, алюміній, залізо, рідкісноземельні метали, який відрізняється тим, що додатково містить барій, хром і олово при наступному співвідношенні компонентів, мас. част. %: кремній 55,0-65,0 магній 7,1-10,0 кальцій 1,0-1,5 барій 1,8-2,2 хром 3,0-7,0 алюміній 0,8-1,5 олово 3,0-5,0 рідкоземельні метали 0,3-0,7 залізо решта. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBublykov Valentyn Borysovych, Bachynskyi Yurii Dmytrovych, Nesteruk Olena Petrivna, Berchuk Dmytro Mykolaiovych
Автори російськоюБубликов Валентин Борисович, Бачинский Юрий Дмитриевич, Нестерук Елена Петровна, Берчук Дмитрий Николаевич
МПК / Мітки
МПК: C22C 35/00
Мітки: чавуну, ливарний, форми, сплав, модифікування
Код посилання
<a href="https://ua.patents.su/5-99434-splav-dlya-modifikuvannya-chavunu-v-livarnijj-formi.html" target="_blank" rel="follow" title="База патентів України">Сплав для модифікування чавуну в ливарній формі</a>
Малоінерційна ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 75692
Опубліковано: 10.12.2012
Автори: Берчук Дмитро Миколайович, Ясинський Олександр Олександрович, Овсянников Володимир Олександрович, Нестерук Олена Петрівна, Зелений Борис Григорович, Медвідь Сергій Миколайович, Бубликов Валентин Борисович, Бачинський Юрій Дмитрович
МПК: B22C 9/08
Мітки: чавуну, система, модифікування, малоінерційна, ливникова, форми, ливарний
Формула / Реферат:
Малоінерційна ливникова система для модифікування чавуну в ливарній формі, що складається з ливникової воронки, стояка, двокамерного прогонного реактора, ливникових каналів та живильника, яка відрізняється тим, що камери реакторів мають форму циліндрів з вертикальною віссю обертання, а ливникові канали розміщені паралельно один відносно одного та дотично до циліндричної поверхні камер, об'єми першої камери, де знаходиться модифікатор, і...
Ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 22578
Опубліковано: 25.04.2007
Автори: Латенко Володимир Петрович, Бубликов Валентин Борисович, Нестерук Олена Петрівна, Шейко Анатолій Антонович, Козак Дмитро Сергійович, Зелений Борис Григорович, Берчук Дмитро Миколайович, Суменкова Вікторія Василівна
МПК: B22C 9/00
Мітки: система, модифікування, чавуну, форми, ливникова, ливарний
Формула / Реферат:
Ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком, яка відрізняється тим, що стояк в поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в...
Ступінчата ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 41783
Опубліковано: 10.06.2009
Автор: Фесенко Максим Анатолійович
МПК: B22C 9/00
Мітки: ливарний, чавуну, модифікування, система, форми, ливникова, ступінчата
Формула / Реферат:
1. Ступінчата ливникова система для модифікування чавуну в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, шлаковловлювач й спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, яка відрізняється тим, що додатково включає проміжний стояк з постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем і до якого примикають на різних рівнях по...
Модифікатор для внутрішньоформового модифікування чавуну
Номер патенту: 80358
Опубліковано: 27.05.2013
Автори: Ясинський Олександр Олександрович, Берчук Дмитро Миколайович, Нестерук Олена Петрівна, Бачинський Юрій Дмитрович, Бубликов Валентин Борисович, Медвідь Сергій Миколайович
МПК: C21C 1/10
Мітки: модифікування, модифікатор, чавуну, внутрішньоформового
Формула / Реферат:
Модифікатор для внутрішньоформового модифікування чавуну, що містить кремній, кальцій, магній, рідкісноземельні метали, мідь, залізо, який відрізняється тим, що додатково містить алюміній, барій і марганець при наступному співвідношенні компонентів, мас. част., %: кремній 40,0-45,0 магній 7,1-11,0 мідь 26,0-35,0 ...
Сплав для розкислювання, легування та модифікування сталі та чавуну
Номер патенту: 74545
Опубліковано: 12.11.2012
Автори: Андрюшкін Андрій Віталійович, Щербак Андрій Олександрович, Лазарєв Володимир Анатолійович, Орешко Василь Григорович
МПК: C22C 35/00
Мітки: сплав, чавуну, легування, сталі, розкислювання, модифікування
Формула / Реферат:
Сплав для розкислювання, легування та модифікування сталі і чавуну, що містить кремній, магній, кальцій, титан, алюміній, сірку, фосфор і залізо, який відрізняється тим, що він містить інгредієнти при наступному співвідношенні, мас. %: кремній 40-70 магній 1-9 кальцій 3-20 титан 3-10 ...
Попередній патент: Сталь
Наступний патент: Спосіб алогерніопластики пупкових та “троакарних” гриж
Випадковий патент: Спосіб пластики трикуспідального клапана серця при аномалії ебштейна