Спосіб лазерного зварювання
Номер патенту: 99523
Опубліковано: 27.08.2012
Автори: Єлагін Валерій Павлович, Сіора Олександр Васильович, Кулик Віктор Михайлович, Шелягін Володимир Дмитрович, Савицький Михайло Михайлович


Формула / Реферат
Спосіб лазерного зварювання, що включає нагрівання і проплавлювання стику сфокусованим у поверхневому шарі лазерним випромінюванням, який відрізняється тим, що зварювання завершують проходами зі збільшенням ширини і зменшенням глибини проплавлювання при винесенні фокусу лазерного випромінювання за межі поверхневого шару, зменшенні швидкості зварювання, подаванні інертного газу в зону зварювання.
Текст
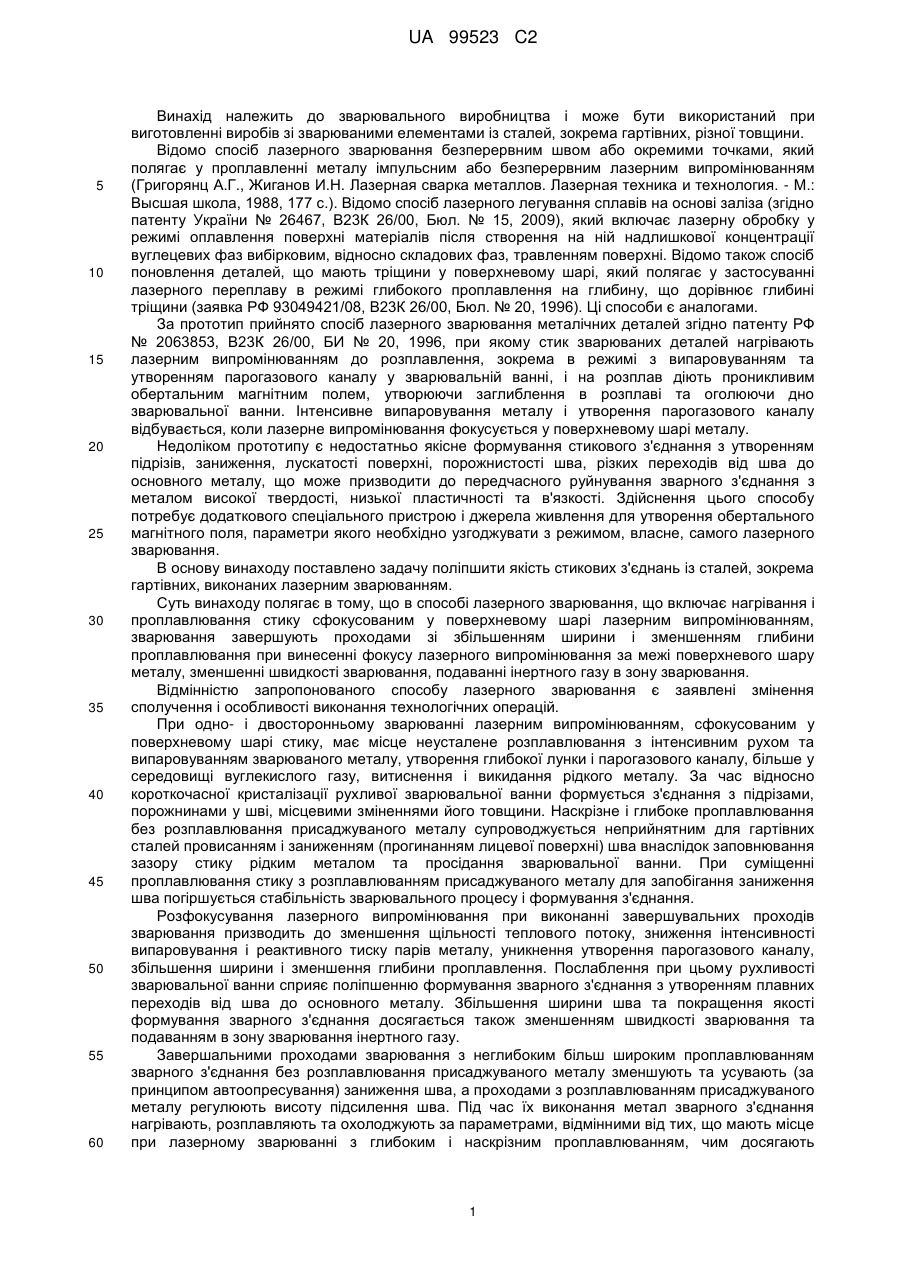
Реферат: Винахід належить до зварювального виробництва і може бути використаний при виготовленні виробів зі зварюваними елементами різної товщини. Згідно способу лазерного зварювання, що включає нагрівання і проплавлювання стику сфокусованим у поверхневому шарі лазерним випромінюванням, зварювання завершують проходами з винесенням фокусу випромінювання за межі поверхневого шару і зменшенням швидкості зварювання, подаванні інертного газу в зону зварювання. Цим поліпшується формування зварного з'єднання з лицьової поверхні, досягається зменшення твердості загартованого металу зварного з'єднання. Досягається поліпшення якості стикових з'єднань, отримуваних лазерним зварюванням. UA 99523 C2 (12) UA 99523 C2 UA 99523 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювального виробництва і може бути використаний при виготовленні виробів зі зварюваними елементами із сталей, зокрема гартівних, різної товщини. Відомо спосіб лазерного зварювання безперервним швом або окремими точками, який полягає у проплавленні металу імпульсним або безперервним лазерним випромінюванням (Григорянц А.Г., Жиганов И.Н. Лазерная сварка металлов. Лазерная техника и технология. - М.: Высшая школа, 1988, 177 с.). Відомо спосіб лазерного легування сплавів на основі заліза (згідно патенту України № 26467, В23К 26/00, Бюл. № 15, 2009), який включає лазерну обробку у режимі оплавлення поверхні матеріалів після створення на ній надлишкової концентрації вуглецевих фаз вибірковим, відносно складових фаз, травленням поверхні. Відомо також спосіб поновлення деталей, що мають тріщини у поверхневому шарі, який полягає у застосуванні лазерного переплаву в режимі глибокого проплавлення на глибину, що дорівнює глибині тріщини (заявка РФ 93049421/08, В23К 26/00, Бюл. № 20, 1996). Ці способи є аналогами. За прототип прийнято спосіб лазерного зварювання металічних деталей згідно патенту РФ № 2063853, В23К 26/00, БИ № 20, 1996, при якому стик зварюваних деталей нагрівають лазерним випромінюванням до розплавлення, зокрема в режимі з випаровуванням та утворенням парогазового каналу у зварювальній ванні, і на розплав діють проникливим обертальним магнітним полем, утворюючи заглиблення в розплаві та оголюючи дно зварювальної ванни. Інтенсивне випаровування металу і утворення парогазового каналу відбувається, коли лазерне випромінювання фокусується у поверхневому шарі металу. Недоліком прототипу є недостатньо якісне формування стикового з'єднання з утворенням підрізів, заниження, лускатості поверхні, порожнистості шва, різких переходів від шва до основного металу, що може призводити до передчасного руйнування зварного з'єднання з металом високої твердості, низької пластичності та в'язкості. Здійснення цього способу потребує додаткового спеціального пристрою і джерела живлення для утворення обертального магнітного поля, параметри якого необхідно узгоджувати з режимом, власне, самого лазерного зварювання. В основу винаходу поставлено задачу поліпшити якість стикових з'єднань із сталей, зокрема гартівних, виконаних лазерним зварюванням. Суть винаходу полягає в тому, що в способі лазерного зварювання, що включає нагрівання і проплавлювання стику сфокусованим у поверхневому шарі лазерним випромінюванням, зварювання завершують проходами зі збільшенням ширини і зменшенням глибини проплавлювання при винесенні фокусу лазерного випромінювання за межі поверхневого шару металу, зменшенні швидкості зварювання, подаванні інертного газу в зону зварювання. Відмінністю запропонованого способу лазерного зварювання є заявлені змінення сполучення і особливості виконання технологічних операцій. При одно- і двосторонньому зварюванні лазерним випромінюванням, сфокусованим у поверхневому шарі стику, має місце неусталене розплавлювання з інтенсивним рухом та випаровуванням зварюваного металу, утворення глибокої лунки і парогазового каналу, більше у середовищі вуглекислого газу, витиснення і викидання рідкого металу. За час відносно короткочасної кристалізації рухливої зварювальної ванни формується з'єднання з підрізами, порожнинами у шві, місцевими зміненнями його товщини. Наскрізне і глибоке проплавлювання без розплавлювання присаджуваного металу супроводжується неприйнятним для гартівних сталей провисанням і заниженням (прогинанням лицевої поверхні) шва внаслідок заповнювання зазору стику рідким металом та просідання зварювальної ванни. При суміщенні проплавлювання стику з розплавлюванням присаджуваного металу для запобігання заниження шва погіршується стабільність зварювального процесу і формування з'єднання. Розфокусування лазерного випромінювання при виконанні завершувальних проходів зварювання призводить до зменшення щільності теплового потоку, зниження інтенсивності випаровування і реактивного тиску парів металу, уникнення утворення парогазового каналу, збільшення ширини і зменшення глибини проплавлення. Послаблення при цьому рухливості зварювальної ванни сприяє поліпшенню формування зварного з'єднання з утворенням плавних переходів від шва до основного металу. Збільшення ширини шва та покращення якості формування зварного з'єднання досягається також зменшенням швидкості зварювання та подаванням в зону зварювання інертного газу. Завершальними проходами зварювання з неглибоким більш широким проплавлюванням зварного з'єднання без розплавлювання присаджуваного металу зменшують та усувають (за принципом автоопресування) заниження шва, а проходами з розплавлюванням присаджуваного металу регулюють висоту підсилення шва. Під час їх виконання метал зварного з'єднання нагрівають, розплавляють та охолоджують за параметрами, відмінними від тих, що мають місце при лазерному зварюванні з глибоким і наскрізним проплавлюванням, чим досягають 1 UA 99523 C2 5 10 15 20 25 30 цілеспрямованого змінення структури і властивостей металу зварного з'єднання, переважно того, що загартовується. Одностороннє лазерне зварювання виконують з одним завершувальним проходом зварювання, двостороннє - з двома завершувальними проходами. Прикладом запропонованого способу є двопрохідне одностороннє лазерне зварювання встик низьколегованої 08Г2С і середньовуглецевої легованої 30ХГСА сталей товщиною 3 і ~10 мм Nd: YAG - лазером ДУ 044 з оптичним волокном діаметром 400 мкм. Перший прохід зварювання без і з розплавлюванням присаджуваного дроту діаметром 1 мм, що забезпечує наскрізне проплавлювання, виконують при розміщенні фокусу лазерного випромінювання на поверхні та на глибині 1-2 мм стику. Другий прохід зварювання без і з розплавлюванням присаджуваного дроту здійснюють при розміщенні фокусу лазерного променю на відстані 4,5-5 мм над і 20 мм під поверхнею шва, зменшенні швидкості зварювання, подаванні аргону в зону зварювання. Параметри режиму і утворюваних з'єднань наведено в таблиці. Як видно із таблиці, після 1-го проходу зварювання з наскрізним проплавлюванням лазерним випромінюванням, сфокусованим у поверхневому шарі стику, спостерігається недостатньо якісне формування зварного з'єднання. Метал швів сталі 30ХГСА товщиною 3,1 і 10,4 мм загартовується і набуває твердість HV-0,2-(440-470 і 270-330) підвищену відносно HV0,2-(200-220 і 240-260) основного металу, що свідчить про відносне зниження пластичності та в'язкості. При виконанні 2-го проходу зварювання з розфокусуванням лазерного випромінювання, зменшенням швидкості зварювання, подаванням інертного газу в зону зварювання має місце ненаскрізне більшої ширини проплавлювання стикового з'єднання з охоплюванням шва від 1-го проходу зварювання та прилеглих ділянок сталі. Воно усуває заниження, зменшує зайву висоту підсилення, вирівнює поверхню шва, збільшує кут і радіус сполучення шва з основним металом зі зниженням концентрації напружень. А розплавлюванням присаджуваного дроту під час ненаскрізного проплавлювання регулюють висоту підсилення шва. Нагрівання нерозплавлюваної частини шва до температур 460-590 °C і вище зумовлює повторне загартування від менших температур і короткочасне відпускання при змінюваних температурах зі зниженням твердості металу швів сталі 30ХГСА до HV-0,2-(400-450 і 210-290), підвищенням його пластичності та стійкості утворенню холодних тріщин у зварному з'єднанні. Поліпшення формування та властивостей металу зварних з'єднань забезпечує покращення їх роботоспроможності при циклічних, ударних навантаженнях тощо. Таблиця Vпп, B, F, Р, V3B, мм кВт м/год. м/год. мм Товщина стику, мм № проходу зварювання Захисний газ 30ХГСА 3,1 1 2 Аr -“ 0 2,8 +4,5 -“ 60 18 120 08Г2С 9,9 1 2 СО2 Аr -2,0 - 4,4 20,0 -“ 12,0 -“ 30ХГСА 10,4 1 2 СО2 -“ -1,0 4,4 +5,0 4,0 10,2 -“ 30ХГСА 10,4 1 2 CO2 -“ -1,0 4,4 +5,0 4,2 10,2 -“ 72 Сталь H, G, мм мм Tн, °C 2,5+(0,23,1 3,0 0,6) не визн. 1,84,5+(0,3- не визн. 2,0 4,8 0,4) 4,85,0 8,08,5 5,35,5 5,86,0 5,35,5 5,86,0 9,9 -(1,8~1500 5,0- 2,2) 460 5,5 -(0-0,1) -(0,110,4 0,5) не визн. 2,0+(0,2- не визн. 2,5 0,4) -(0,110,4 0,5) ~1500 2,0+(1,0590 2,5 1,4) Формування з'єднання Наявність підрізів, луската поверхня шва Відсутні підрізи, гладка поверхня шва Заниження поверхні шва Усунення заниження шва Заниження поверхні шва по краях Потовщення шва з лицевої сторони Заниження шва по краях Істотне підсилення шва Примітка: F - положення фокусу лазерного променю над (+) і під (-) поверхнею металу; Р - потужність лазерного випромінювання; Vзв і Vпп - швидкість зварювання і подавання присаджуваного дроту; В і Н - ширина і глибина проплавлювання; G - висота підсилення (+) і заниження (-) поверхні шва; Тн - температура нагрівання зі зворотної сторони стику. ФОРМУЛА ВИНАХОДУ 35 Спосіб лазерного зварювання, що включає нагрівання і проплавлювання стику сфокусованим у поверхневому шарі лазерним випромінюванням, який відрізняється тим, що зварювання завершують проходами зі збільшенням ширини і зменшенням глибини проплавлювання при 2 UA 99523 C2 винесенні фокусу лазерного випромінювання за межі поверхневого шару, зменшенні швидкості зварювання, подаванні інертного газу в зону зварювання. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser welding
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Sheliahin Volodymyr Dmytrovych, Yelahin Valerii Pavlovych, Siora Oleksandr Vasyliovych
Назва патенту російськоюСпособ лазерной сварки
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Шелягин Владимир Дмитриевич, Елагин Валерий Павлович, Сиора Александр Васильевич
МПК / Мітки
МПК: B23K 26/00
Мітки: лазерного, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/5-99523-sposib-lazernogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного зварювання</a>
Спосіб для лазерного зварювання матеріалів
Номер патенту: 69280
Опубліковано: 25.04.2012
Автори: Чапний Тарас Михайлович, Циганок Борис Архипович
МПК: B23K 26/00
Мітки: зварювання, спосіб, матеріалів, лазерного
Формула / Реферат:
Спосіб для лазерного зварювання матеріалів, що включає подачу генерованого лазерного випромінювання до зварюваних деталей, подачу імпульсів напруги з джерела живлення до ТЕА-СО2 лазеру, який відрізняється тим, що температуру зварювального шва вимірюють та порівнюють у логічному пристрої із заздалегідь заданою температурою і, за результатом, регулюють потужність лазерного випромінювання.
Спосіб лазерного зварювання
Номер патенту: 68159
Опубліковано: 12.03.2012
Автори: Лукашенко Дмитро Андрійович, Лукашенко Андрій Германович, Шелягін Володимир Дмитрович, Бернацький Артемій Володимирович, Сіора Олександр Васильович, Хаскін Владислав Юрійович
МПК: B23K 26/00
Мітки: зварювання, спосіб, лазерного
Формула / Реферат:
1. Спосіб лазерного зварювання металів, згідно з яким локально плавлять метал в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт, який відрізняється тим, що задній фронт імпульсів містить дві похилі ділянки, верхня з яких забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої...
Спосіб лазерного зварювання з глибоким проплавленням
Номер патенту: 43684
Опубліковано: 25.08.2009
Автори: Єтезад Сейедалі, Нікітін Олександр Якимович, Таран Олег Олексійович
МПК: B23K 26/00, B23K 26/16
Мітки: зварювання, глибоким, проплавленням, лазерного, спосіб
Формула / Реферат:
Спосіб лазерного зварювання з глибоким проплавленням, що включає дію лазерного випромінювання на поверхню металу з утворенням каверни та виведення приповерхневої плазми та плазми каверни, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що в міжелектродному проміжку створюють електричне поле постійного струму, напруга якого змінюється з прискоренням руху електричних заряджених часток плазми, а величину напруги...
Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль
Номер патенту: 70369
Опубліковано: 11.06.2012
Автори: Шуба Іван Володимирович, Палагеша Андрій Миколайович, Шелягін Володимир Дмитрович, Бернацький Артемій Володимирович, Хаскін Владислав Юрійович, Кривцун Ігор Віталійович, Сіора Олександр Васильович
МПК: B23K 26/00
Мітки: двома, довжиною, спосіб, зварювання, різною, хвиль, пучками, однаковою, лазерного
Формула / Реферат:
1. Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль, що виконується за допомогою двох сфокусованих пучків із різними та однаковими довжинами хвиль, який відрізняється тим, що фокальна площина одного пучка заглиблюється відносно другого на величину, яка є близькою або дорівнює величині заглиблення другого лазерного пучка під вільну поверхню зварюваного стику.2. Спосіб лазерного зварювання за п. 1, який...
Пристрій для лазерного зварювання з глибоким проплавленням

Номер патенту: 57085
Опубліковано: 10.02.2011
Автори: Таран Олег Олексійович, Труба Оксана Михайлівна, Нікітін Олександр Якимович
МПК: B23K 26/03
Мітки: лазерного, проплавленням, пристрій, зварювання, глибоким
Формула / Реферат:
Пристрій для лазерного зварювання з глибоким проплавленням, що містить лазерний випромінювач, фокусуючий пристрій, захисне скло, які встановлені в корпусі, джерело живлення, яке з'єднане з корпусом фокусуючого пристрою та виконане з можливістю приєднання до металу, що зварюється, який відрізняється тим, що додатково встановлена система реєстрації появи плазми, яка містить контактор, блок керування та контролю, який з'єднаний через контактор...
Попередній патент: Пристрій і спосіб передачі тепла
Наступний патент: Триазолопохідні, корисні для лікування хвороб
Випадковий патент: Спосіб комбінованого внесення добрив в екологічно орієнтованих агроекосистемах в умовах значного обмеження традиційного удобрення