Спосіб правки шліфувального круга
Номер патенту: 99526
Опубліковано: 27.08.2012
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Вяльцев Микола Васильович, Мєдвєдєв Андрій Леонідович, Калафатова Людмила Павлівна, Тупік Аліна Леонідівна

Формула / Реферат
1. Спосіб правки шліфувального круга, за яким в зазор між шліфувальним кругом і притиром подають вільний абразив у вигляді бруска, що складається із суміші абразивного порошку і сполучної речовини, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують високодисперсний будівельний матеріал, що забезпечує тимчасовий опір руйнуванню бруска, який дорівнює 1,5-20 МПа.
2. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують високодисперсну глину.
3. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують цемент.
4. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують алебастр.
5. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують гіпс.
Текст
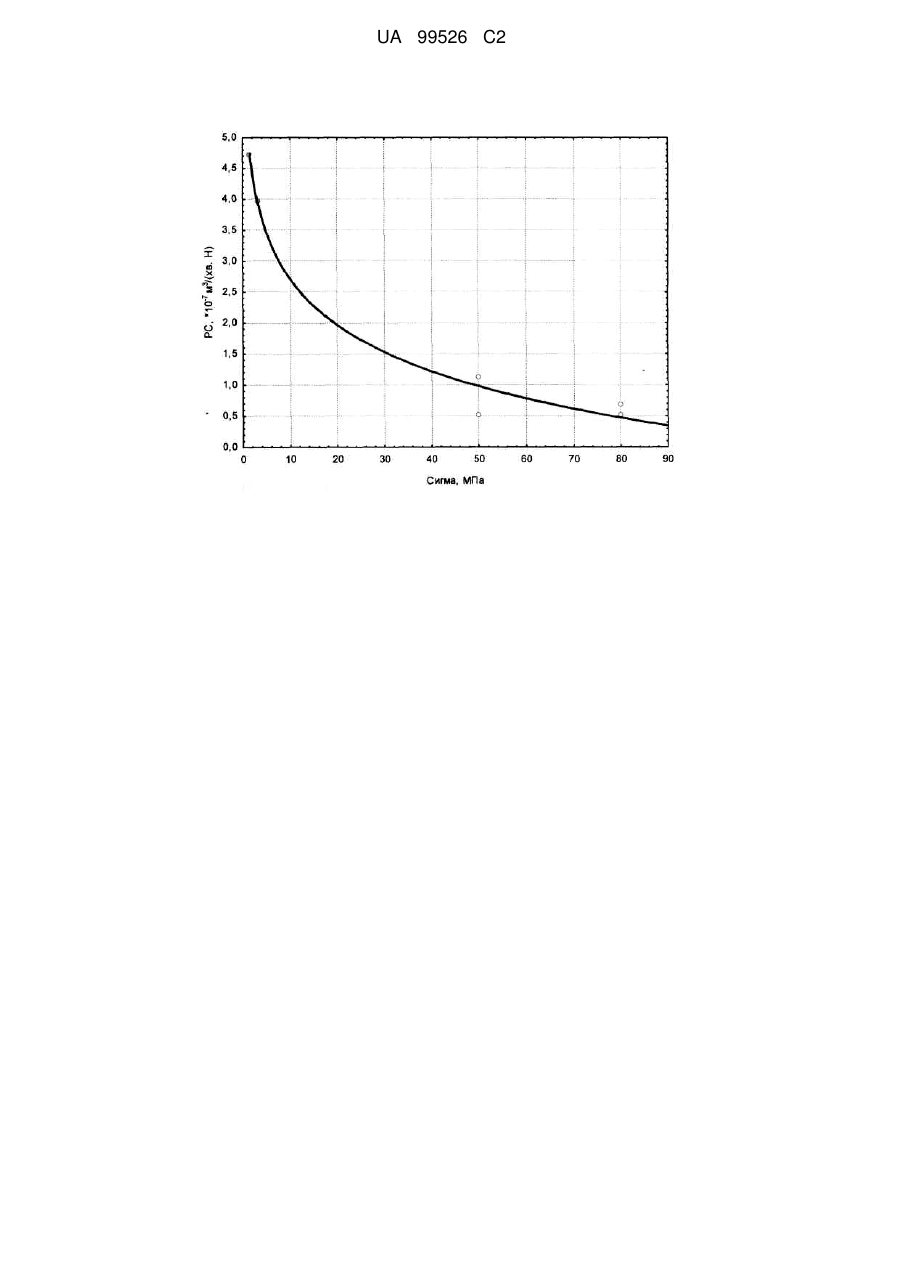
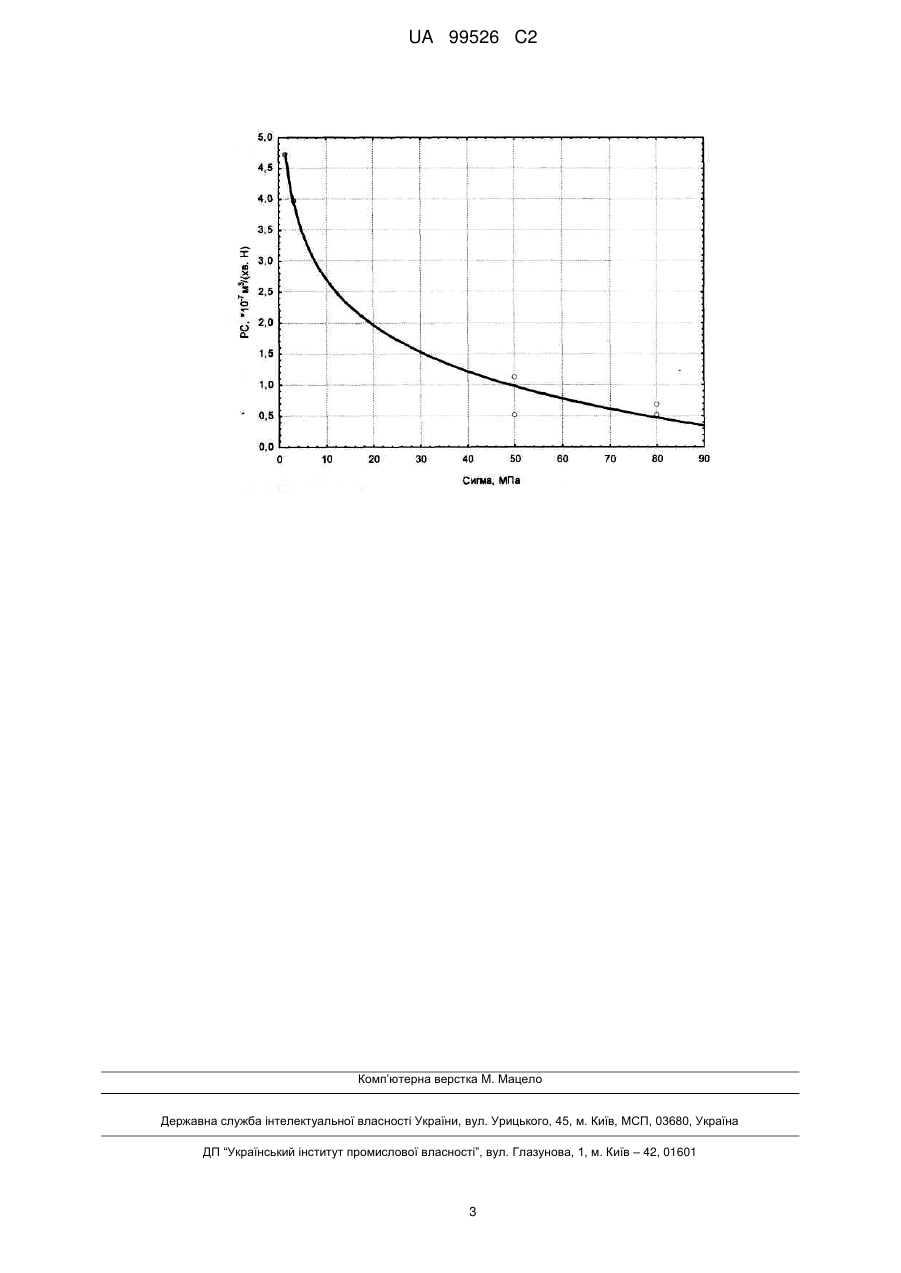
Реферат: Винахід належить до машинобудування і може бути використаний при правці шліфувальних кругів вільним абразивом. Спосіб правки шліфувального круга включає подачу в зазор між шліфувальним кругом і притиром вільного абразиву у вигляді бруска, що складається із суміші абразивного порошку і сполучної речовини. Як сполучну речовину для виготовлення брусків використовують високодисперсний будівельний матеріал, що забезпечує тимчасовий опір руйнуванню бруска, який дорівнює 1,5-20 МПа. Спосіб правки забезпечує високу граничну ріжучу здатність шліфувального круга, що підвищує продуктивність обробки, зберігаючи якість правки при зниженні вартості правильного інструмента. UA 99526 C2 (12) UA 99526 C2 UA 99526 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується області машинобудування й може бути використаний при правці шліфувальних кругів вільним абразивом. Відомий спосіб подачі вільного абразиву при правці [А.С. SU 1227438 МПК В24В, 53/00 опубл. 30.06.86], відповідно до якого вільний абразив у вигляді порошку подається струменем, у зазор між шліфувальним кругом і правильним інструментом (притиром). Недоліком цього способу є велика непродуктивна витрата вільного абразиву, тому що тільки незначна частина подаваного струменем абразиву попадає в зазор між шліфувальним кругом і правильним інструментом, а більша його частина буде проходити повз зазор, не виконуючи роботу з видалення зв'язки шліфувального круга. Відомий спосіб подачі вільного абразиву при правці [Японія, заявка №59016907, опубл. 18.04.84 №2-243], відповідно до якого в зазор між шліфувальним кругом, який обертається і правильним інструментом подають вільний абразив у вигляді водної суспензії. Недоліком даного способу правки є велика непродуктивна витрата вільного абразиву через неминуче розбризкування й відхід суспензії по краях круга. Крім того, для реалізації даного способу подачі вільного абразиву необхідна складна система для створення струменя суспензії з деяким тиском. Відомий спосіб подачі вільного абразиву при правці абразивного інструмента [AC SU 1839393 А1 МПК В24В 53/00 опубл. 27.08.95], відповідно до якого в зазор між шліфувальним кругом, що обертається, і притиром подають суспензію, що включає вільний абразив, глину й воду. Недоліком даного способу подачі вільного абразиву є велика непродуктивна витрата суспензії через неминучу витрату її по сторонах шліфувального круга, поза зоною правки. Крім того, для реалізації даного способу потрібні складні системи підготовки й подачі суспензії в зазор між шліфувальним кругом і правильним інструментом. Найбільш близьким до заявленого винаходу по сукупності ознак є спосіб правки шліфувального круга [RU 2238840 СІ МПК В24В 53/007 опубл. 27.10.04], вибраний як прототип, відповідно до якого в зазор між шліфувальним кругом і правильним інструментом подають вільний абразив у вигляді бруска, що складається із суміші абразивного порошку й еластичної речовини, яка використовується як зв'язка. Недоліком даного способу є складність виготовлення й висока вартість бруска на еластичній зв'язці, за яку використовують епоксидну смолу. Крім того, продуктивність правки брусками, виготовленими на зв'язці, на основі епоксидної смоли, недостатньо висока через високий тимчасовий опір руйнуванню, зв'язаного з близькістю фізико-механічних характеристик бруска й шліфувального круга. При цьому змінюється фізика процесу правки вільним абразивом та можливе виламування абразивних зерен зі шліфувального круга. Загальними ознаками прототипу із заявленим винаходом є подача вільного абразиву в зазор між шліфувальним кругом і правильним інструментом-притиром у вигляді бруска, що складається з суміші абразивного порошку й зв'язувальної речовини. В основу винаходу поставлена задача вдосконалення способу правки шліфувального круга, у якому за рахунок зміни фізико-механічних властивостей правильного бруска забезпечується зниження його вартості при підвищенні продуктивності й збереження якості правки. Поставлена задача вирішується за рахунок того, що в способі правки шліфувального круга, відповідно до якого в зазор між шліфувальним кругом і притиром подають вільний абразив у вигляді бруска, що складається з суміші абразивного порошку й зв'язувальної речовини, який відрізняється тим, що як сполучна речовина для виготовлення брусків використовується високодисперсний будівельний матеріал, що забезпечує тимчасовий опір руйнуванню бруска який дорівнює 1,5-20 МПа. Доцільно використовувати як сполучну речовина високодисперсну глину, гіпс, алебастр або цемент. При правці брусок, спресований із зазначеної вище суміші, подають до шліфувального круга, що обертається. При цьому зерна абразивної суміші, при руйнуванні бруска кругом, що обертається, наносяться безпосередньо на його робочу поверхню й, проходячи в зазорі між шліфувальним кругом і притиром, будуть виконувати роботу правки. Наповнювач, наприклад високодисперсна глина, після висихання сформованого правильного бруска забезпечить збереження його форми, не створюючи перешкод у доставці зерен вільного абразиву в зону правки і зберігає абразивним зернам властивості вільного абразиву, тому що тимчасовий опір руйнуванню бруска (сж) малий і перебуває в межах 1,5-20 МПа. При зменшенні величини сж, проти вказаної межі, брусок здобуває крихкість і не зберігає своєї форми, що створює труднощі в доставці абразивних зерен у зону правки. При збільшенні величини тимчасового опору руйнуванню, проти вказаної межі, механічні характеристики правильного бруска стають порівнянні з характеристиками шліфувального круга, у якому зерна 1 UA 99526 C2 5 10 15 20 25 30 35 40 45 жорстко закріплені, що істотно міняє фізику процесу правки, тому що в цьому випадку при правці, окрім необхідного видалення зв'язки шліфувального круга, будуть виламуватися й його зерна. Таким же чином поводяться такі зв'язувальні речовини як гіпс, алебастр, цемент. Крім того, вартість запропонованої зв'язувальної речовини (високодисперсна глина, алебастр, гіпс або цемент) значно нижча за вартість зв'язувальної речовини на основі епоксидної смоли, що істотно знижує вартість правильного бруска. Суть способу правки пояснюється графіком залежності граничної ріжучої здатності шліфувального круга (PC), яка отримана після правки від міцності правильного бруска, яка визначається тимчасовим опором на руйнування при стисненні (Сигма), наведеної на доданому кресленні. Приклад Спосіб правки перевірявся при правці алмазного круга 1А1 250/200 М2-01 брусками, виготовленими з порошку вільного абразиву (карбід кремнію зелений по ряду F54) і зв'язувальних речовин: гіпс (сж 1,52 МПа), високодисперсна глина (сж 2,17), цемент (сж 3,24), епоксидна смола (сж 50 МПа), брусок виготовлений зі шліфувального круга ПП 400 × 32 × 40 КЗ Т1 64С 32П (сж 80 МПа). Експерименти по визначенню ріжучої здатності шліфувального круга після правки проводилися за пружною схемою шляхом підтиску з постійним зусиллям 40 Н зразка із ситалла АС-370 до шліфувального круга. Гранична різальна здатність шліфувального круга, яка забезпечується при правці способом вільного абразиву, залежить від міцності правильного бруска, який приймає участь в правці. При збільшенні міцності (сж) правильного бруска гранична ріжуча здатність (PC) шліфувального круга знижується по експонентній кривій. Так для правильних брусків з міцністю 7 до 10 МПа гранична ріжуча здатність варіюється в межах 2,0-3,5 10- м /хв…Н, а при правці правильним бруском з міцністю 50 МПа й вище гранична ріжуча здатність не перевищує 1 3 м /хв…Н (див. креслення), тобто продуктивність правки зменшується в 2-3,5 рази. Для досягнення максимальної ріжучої здатності шліфувального круга при правці з мінімальними витратами часу необхідно прагнути до мінімізації характеристик по міцності зв'язувальної речовини бруска. Результати експериментів показують (див. креслення), що правильні бруски з малим тимчасовим опором руйнуванню, яке дорівнює 1,5-20 МПа, забезпечують кращу ріжучу здатність, що призводить до підвищення продуктивності, зберігаючи якість правки при зниженні вартості правильного бруска. ФОРМУЛА ВИНАХОДУ 1. Спосіб правки шліфувального круга, за яким в зазор між шліфувальним кругом і притиром подають вільний абразив у вигляді бруска, що складається із суміші абразивного порошку і сполучної речовини, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують високодисперсний будівельний матеріал, що забезпечує тимчасовий опір руйнуванню бруска, який дорівнює 1,5-20 МПа. 2. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують високодисперсну глину. 3. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують цемент. 4. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують алебастр. 5. Спосіб за п. 1, який відрізняється тим, що як сполучну речовину для виготовлення брусків використовують гіпс. 2 UA 99526 C2 Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dressing abrasive wheel
Автори англійськоюHusiev Volodymyr Vladylenovych, Vialtsev Mykola Vasyliovych, Molchanov Oleksandr Dmytrovych, Miedviediev Andrii Leonidovych, Tupik Alina Leonidivna, Kalafatova Liudmyla Pavlivna
Назва патенту російськоюСпособ правки шлифовального круга
Автори російськоюГусев Владимир Владиленович, Вяльцев Николай Васильевич, Молчанов Александр Дмитриевич, Медведев Андрей Леонидович, Тупик Алина Леонидовна, Калафатова Людмила Павловна
МПК / Мітки
МПК: B24B 53/00
Мітки: спосіб, круга, правки, шліфувального
Код посилання
<a href="https://ua.patents.su/5-99526-sposib-pravki-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки шліфувального круга</a>
Спосіб правки шліфувального круга

Номер патенту: 61629
Опубліковано: 25.07.2011
Автори: Вяльцев Микола Васильович, Тупік Аліна Леонідівна, Гусєв Володимир Владиленович, Мєдвєдєв Андрій Леонідович, Калафатова Людмила Павлівна, Молчанов Олександр Дмитрович
МПК: B24B 13/00
Мітки: шліфувального, спосіб, круга, правки
Формула / Реферат:
1. Спосіб правки шліфувального круга, що включає подачу вільного абразиву у вигляді бруска, що складається із суміші абразивного порошку й в'яжучої речовини, в зазор між шліфувальним кругом і притиром, який відрізняється тим, що як в'яжучу речовину для виготовлення брусків використовують високодисперсний будівельний матеріал, що забезпечує тимчасовий опір руйнуванню бруска, який дорівнює 1,5-20 МПа.2. Спосіб за п. 1, який...
Пристрій для правки шліфувального круга з переривистою робочою поверхнею
Номер патенту: 14565
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович, Рудковськая Ірина Олександрівна
МПК: B24B 53/06
Мітки: пристрій, поверхнею, робочою, шліфувального, круга, переривистою, правки
Формула / Реферат:
Пристрій для правки шліфувального круга з переривистою робочою поверхнею, що складається із встановленого на плиті корпуса, правильного інструмента, копіра, який відрізняється тим, що як копір застосовують змінний диск, поверхня якого розділена на металеві і неметалеві сектори, закріплений на одній осі з шліфувальним кругом і вміщений між пластинами магнітоелектричного датчика Холла, який подає сигнал на схему керування, що дозволяє при...
Пристрій для правки шліфувального круга з робочою поверхнею на електропровідній зв’язці
Номер патенту: 55666
Опубліковано: 27.12.2010
Автори: Селівоненко Світлана Миколаївна, Іванов Віталій Олександрович, Темченко Андрій Іванович, Рижаков Сергій Кір'янович
МПК: B24B 53/04
Мітки: правки, пристрій, круга, електропровідний, шліфувального, зв'язці, робочою, поверхнею
Формула / Реферат:
Пристрій для правки шліфувального круга з робочою поверхнею на електропровідній зв'язці, що містить правильний інструмент, виконаний у вигляді катода для електрохімічної правки круга, установлений із можливістю періодичного впливу на поверхню круга і підключений до джерела електричного струму через ланцюг синхронізації, зв'язаного зі шліфувальним кругом, який відрізняється тим, що робоча поверхня катода виконана у вигляді гнучкої пластини,...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Кузьменко Анатолій Петрович, Захаренко Володимир Сергійович, Польшаков Валерій Іванович
МПК: B24B 53/00
Мітки: правки, алмазного, круга, шліфувального, спосіб
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Пристрій для правки шліфувального круга по периферії і радіусу
Номер патенту: 32483
Опубліковано: 12.05.2008
Автори: Гілюк Андрій Вікторович, Бєлкін Олександр Миколайович, Бажан Ігор Олегович, Зоря Володимир Володимирович, Волочай Андрій Валерійович
МПК: B24B 53/00
Мітки: периферії, пристрій, радіусу, правки, шліфувального, круга
Формула / Реферат:
Пристрій для правки шліфувального круга по периферії і радіусу, що містить встановлені на станині верстата нерухому плиту, з розташованим на ній копіром, упор, каретку, який відрізняється тим, що каретка виконана поворотною і встановлена на конічній частині осі рухомої плити, яка переміщується по напрямних нерухомої плити, до нижньої частини каретки прикріплений ролик, а на верхній частині каретки встановлена стійка з закріпленим на ній...
Попередній патент: Спосіб контролю ступеня завантаження конвеєра
Наступний патент: Виділене моноклональне антитіло, яке зв’язується з il-17a/il-17f, та його застосування
Випадковий патент: Епоксидне композитне покриття з модифікованим наповнювачем