Спосіб управління швидкісним режимом групи клітей безперервного смугового прокатного стана
Номер патенту: 101197
Опубліковано: 11.03.2013
Автори: Подобєдов Микола Іванович, Далічук Анатолій Пантелійович, Мацко Сергій Володимирович, Коренной Володимир Віталійович
Формула / Реферат
Спосіб управління швидкісним режимом групи клітей безперервного стана гарячої прокатки смуги, що включає визначення параметрів стану смуги в міжклітьових проміжках і формування додаткового моменту приводного двигуна катаючої кліті, який відрізняється тим, що управління швидкісним режимом катаючих клітей здійснюють послідовно в процесі проходження смугою чистової групи клітей, починаючи з другої кліті, за допомогою зміни швидкості двигуна катаючої кліті додатковим моментом, пропорційним різниці довжин петель або натягів у смузі в суміжних з регульованою кліттю проміжках.
Текст
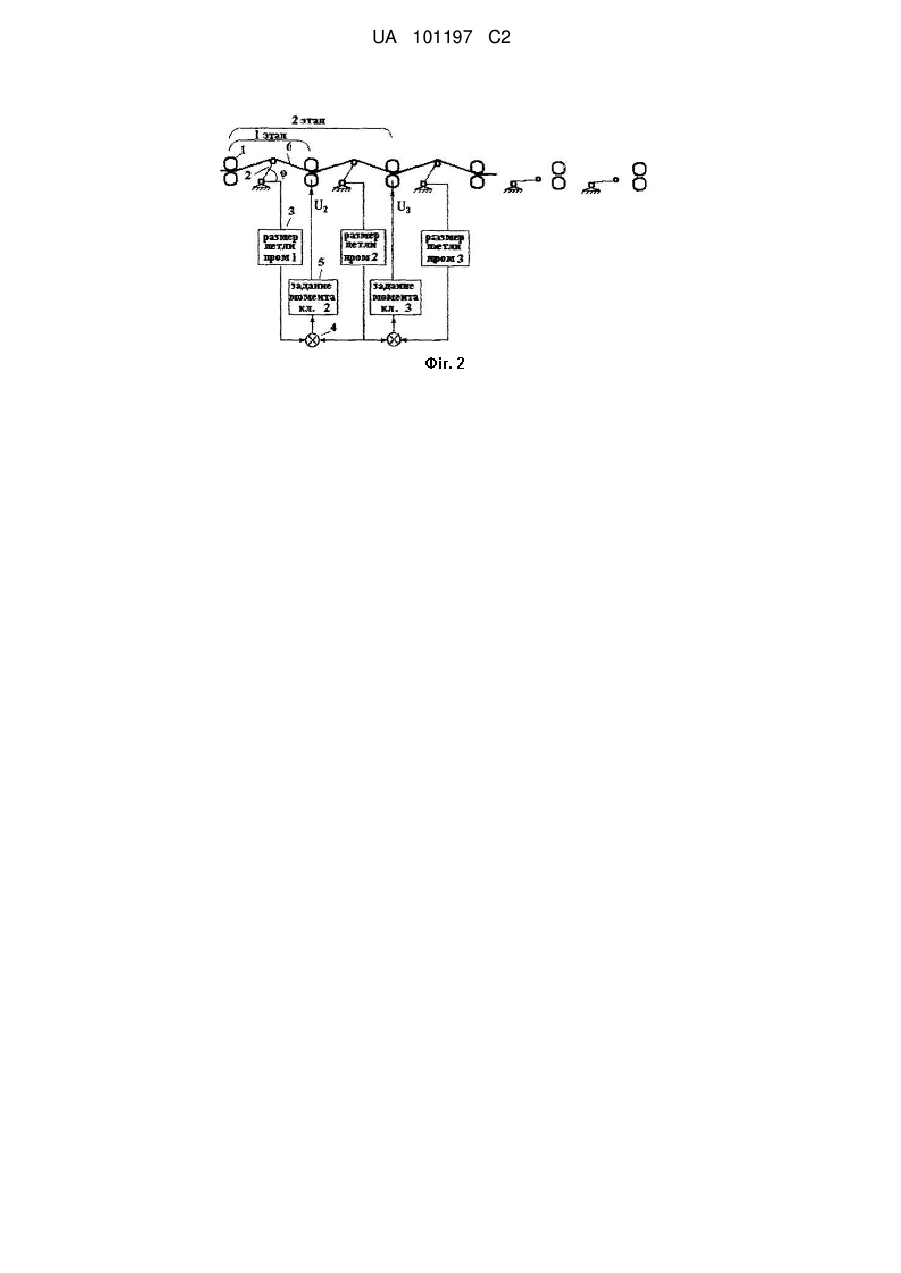
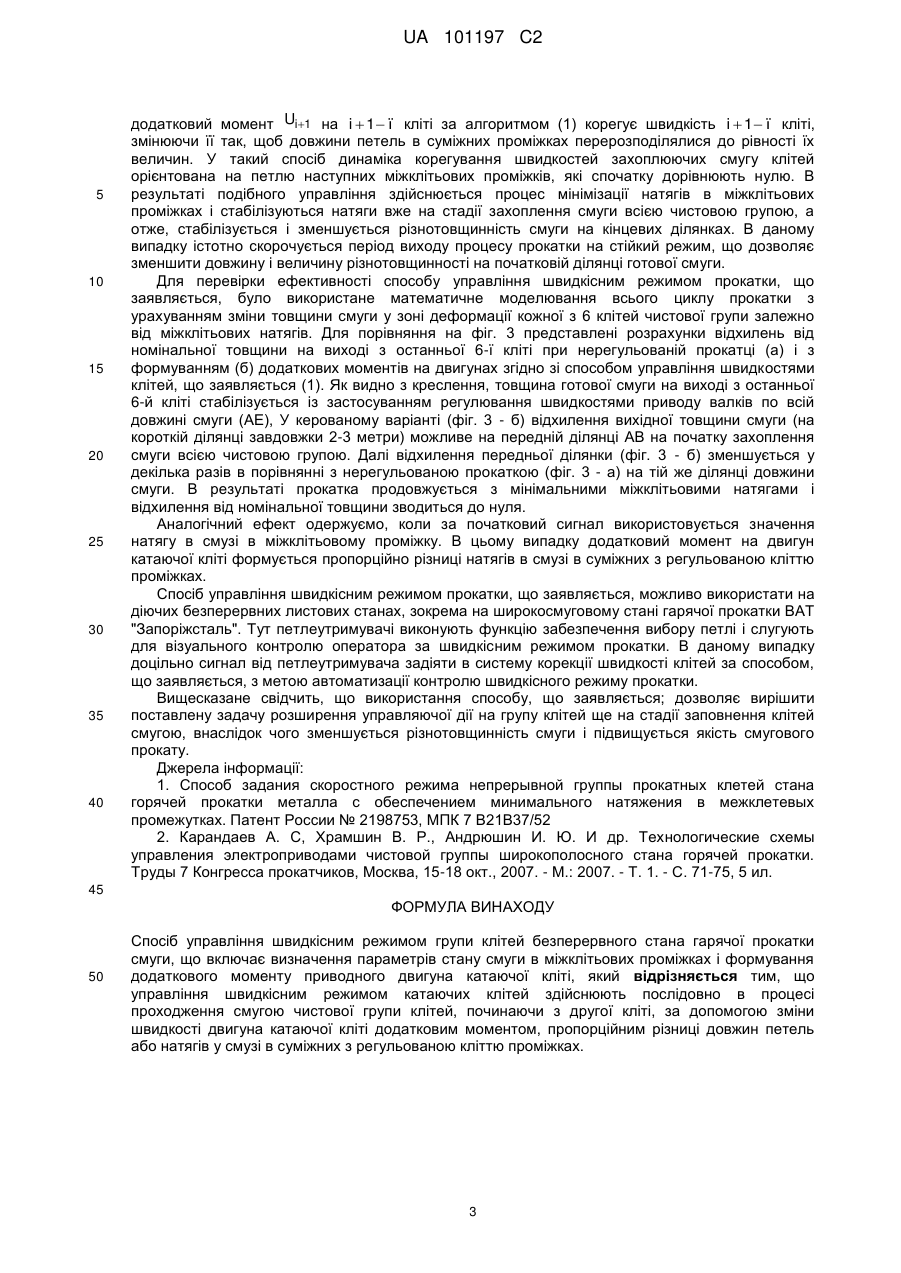
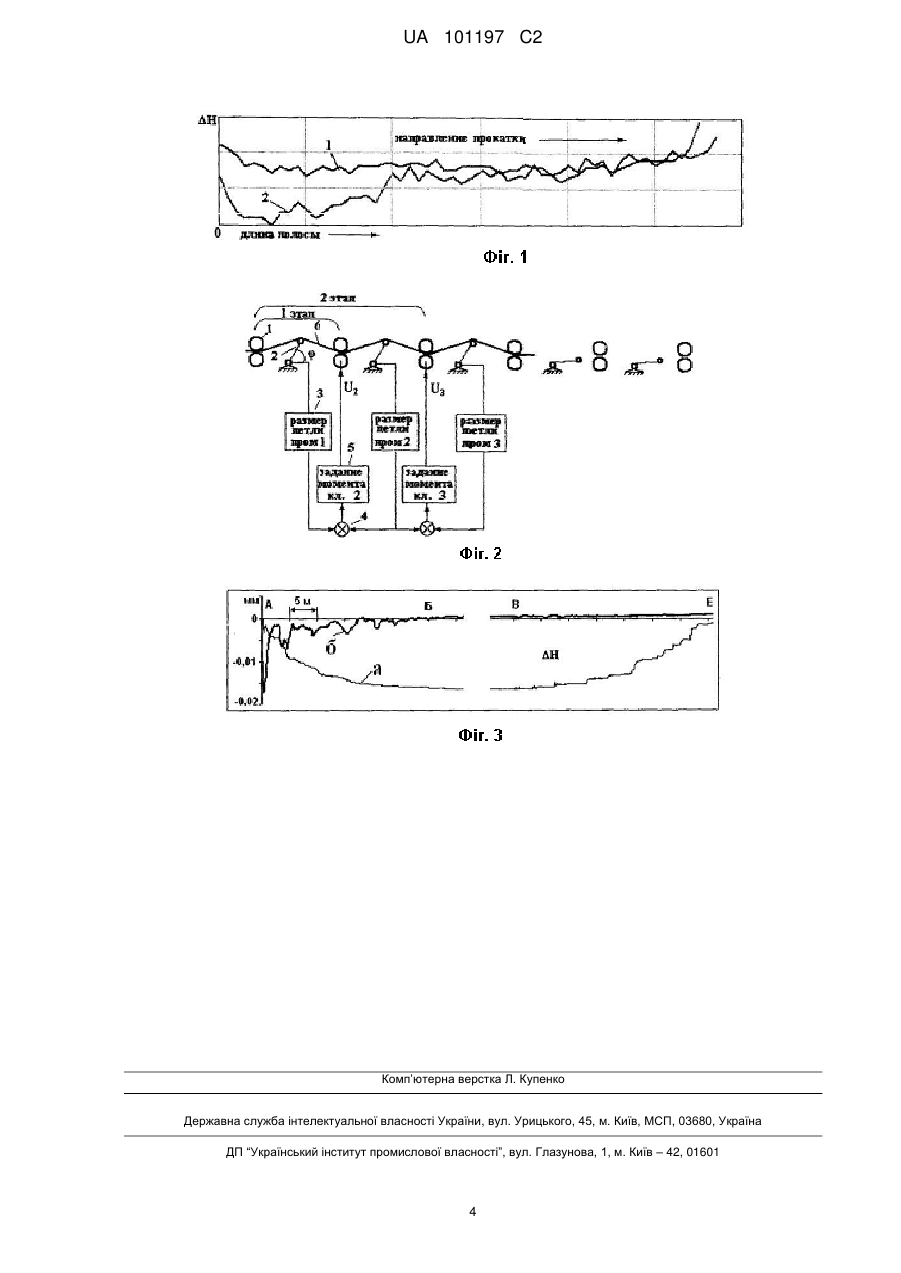
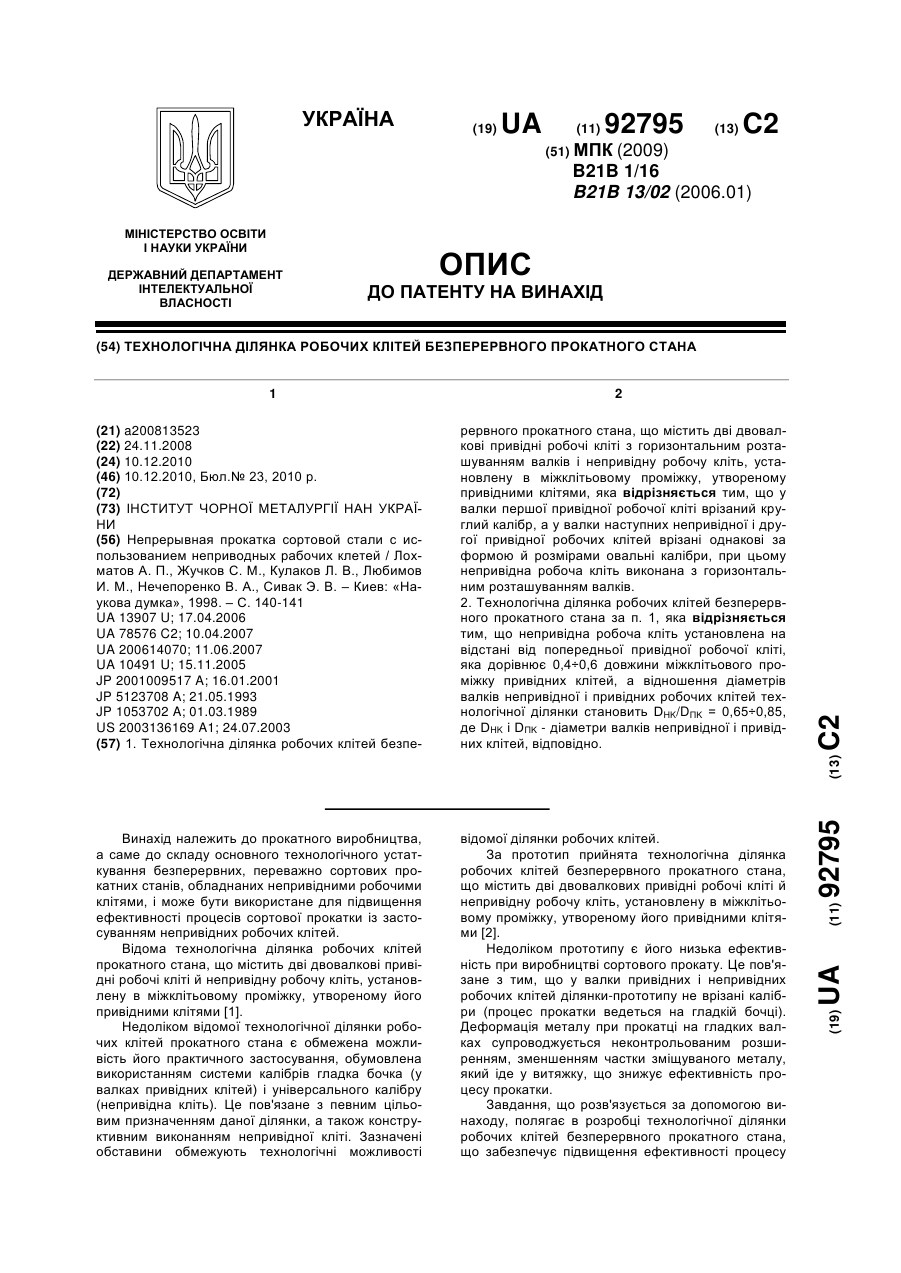
Реферат: Винахід належить до галузі чорної металургії, а саме до прокатного виробництва. Спосіб управління швидкісним режимом групи клітей безперервного стана гарячої прокатки смуги включає вимір параметрів стану смуги (довжини петлі або натягу в смузі) в міжклітьових проміжках і формування додаткового моменту приводного двигуна катаючої кліті в процесі проходження смугою чистової групи клітей, починаючи з другої кліті, за допомогою зміни швидкості двигуна катаючої кліті додатковим моментом, пропорційним різниці параметрів стану смуги в суміжних з регульованою кліттю проміжках. В результаті такого управління здійснюється процес мінімізації натягів в міжклітьових проміжках і стабілізуються натяги вже на стадії захоплення смуги всією чистовою групою, а отже стабілізується і зменшується різнотовщинність смуги на кінцевих ділянках. В даному випадку істотно скорочується період виходу процесу прокатки на стійкий режим, що дозволяє зменшити довжину і величину різнотовщинності на початковій ділянці готової смуги. UA 101197 C2 (12) UA 101197 C2 UA 101197 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі чорної металургії, а саме до прокатного виробництва і призначений для регулювання міжклітьових натягів на безперервних станах гарячої прокатки з метою стабілізації товщини смуги по всій довжині розкату. Відомо, що наявність подовжніх натягів в смузі між суміжними клітями на безперервних станах гарячої прокатки є результатом того, що не підтримується належне співвідношення швидкостей приводних двигунів у безперервній групі прокатних клітей стана гарячої прокатки металу. Це призводить до значних коливань натягу в смузі і відхиленню товщини кінцевих ділянок довжини смуги від сталого значення товщини в середній, більшій її частині. На кресленні (фіг. 1) представлені характерні криві відхилення товщини смуги по довжині розкату на основі показань товщиноміру на виході з останньої кліті чистової групи стана гарячої прокати. За формою кривих можна свідчити про наслідки динамічної взаємодії клітей через смугу в перехідних режимах захоплення і випуску смуги (фіг.1, крива 1). Необхідно відзначити, що при переході на прокатку наступної партії смуг, відмінної за сорторозміром від попередньої, для настройки швидкісного режиму чистової групи клітей використовуються один або два розкати наступної партії. Така настроювальна корекція призводить до ще більшого відхилення товщини смуги від нормативу, особливо на першій половині довжини готової смуги, використовуваної як настроювальна (фіг. 1, крива 2). Відомий спосіб управління швидкісним режимом прокатки [1]. Полягає він у тому, що вимір параметрів процесу прокатки і регулювання моментів приводних двигунів клітей здійснюють в процесі захоплення по групах клітей, причому кожна група складається з трьох послідовно розташованих клітей. Алгоритм управління включає чотири етапи. На першому етапі, при вході розкату в першу кліть і до моменту входу розкату в другу кліть, формують сигнал для запам'ятовування значення моменту статичного навантаження і швидкісного режиму приводних двигунів першої кліті. На другому етапі, з моменту входу розкату в другу кліть і до моменту входу розкату в третю кліть, формують сигнал для зміни швидкісного режиму приводних двигунів попередньої першої кліті, якщо швидкісний режим відрізняється від еталонного значення, за який вибирається мінімальний момент першого етапу. На третьому етапі з моменту входу розкату в третю кліть, обчислюють відношення моменту статичного навантаження приводних двигунів першої кліті і теперішнього зафіксованого моменту приводних двигунів третьої кліті. На підставі цього обчислення формують сигнал, що визначає різницю між вказаними величинами і здійснюють безперервне регулювання швидкісного режиму приводних двигунів першої кліті. На четвертому етапі, що починається з моменту виходу розкату з першої кліті, відключають безперервне регулювання швидкісного режиму приводних двигунів першої і другої клітей і запам'ятовують сформований сигнал на третьому етапі. При цьому підтримується його співвідношення пропорційним регулюванням між другою і першою клітями для регулювання швидкісного режиму приводних двигунів під час надходження наступного розкату в дану групу клітей. Недоліком відомого способу управління швидкісним режимом є формування рушійного моменту катаючої кліті на основі показників навантаження на двигун, що знижує об'єктивну оцінку процесу прокатки. Вибраний як початковий сигнал струм двигуна може бути лише непрямим чином пов'язаний з реальним процесом прокатки, оскільки струмове навантаження є сумарною реакцією на деформацію металу і межклітьового натягу в смузі. По-друге, випадковий характер зміни струмових навантажень може бути додатковим збуджуючим чинником у завданні швидкісного режиму прокатки, оскільки зв'язані між собою смугою кліті реагують на будь-яку зміну швидкості однієї з них через міжклітьові натяги. Відомий спосіб [2], прийнятий за прототип, включає вимір параметра процесу прокатки кутове положення важеля петлеутримувача, що інтерпретується як довжина петлі смуги в міжклітьовому проміжку, - і формування додаткових моментів на привідні двигуни катаючих клітей, пропорційно різниці між заданим і фактичним положенням важеля петлеутримувача. Процес регулювання починається після заповнення всієї чистової групи клітей смугою з коректуючої дії на швидкість опорної останньої кліті і здійснюється послідовно в решті клітей у напрямі "проти ходу" прокатки. Початковим сигналом про стан поточного процесу прокатки є величина кута повороту петлеутримувача, пропорційна довжині петлі в міжклітьовому проміжку. Недоліком відомого способу управління швидкісним режимом прокатки є те, що різнотовщинність на кінцевих ділянках смуги не усувається, оскільки не усунена основна причина відхилень в товщині - вплив перехідних процесів захоплення і випуску смуги у всій чистовій групі клітей. Управління швидкісним режимом прокатки починається тільки після заповнення чистової групи клітей, коли "сліди" на товщині смуги від перехідних процесів захоплення вже залишені. 1 UA 101197 C2 5 10 15 20 25 Задачею запропонованого способу управління швидкісним режимом прокату полягає в розширенні управляючої дії на групу клітей ще на стадії заповнення клітей смугою. Розв'язується поставлена задача тим, що в способі управління швидкісним режимом безперервної чистової групи прокатних клітей стана гарячої прокатки смуги, що включає вимір довжин петель в міжклітьових проміжках і формування додаткового моменту приводного двигуна катаючої кліті, послідовно, у міру проходження смугою чистової групи, здійснюють регулювання швидкості двигуна катаючої кліті, починаючи з другої кліті, додатковим моментом по величині пропорційно різниці довжин петель смуги в суміжних з регульованою кліттю міжклітьових проміжках. Технічний результат від використання способу, що заявляється, полягає в зменшенні різнотовщинності смуги, а, отже, в підвищенні якості прокату. Винахід пояснюється кресленням, де на фіг. 2 представлена функціональна блок-схема, що реалізовує запропонований спосіб. На фіг. 3 дані для порівняння розрахункові відхилення від номінальної товщини готової смуги при нерегульованій прокатці та із застосуванням способу управління, що заявляється. Схема способу управління (фіг. 2) включає двигуни катаючих клітей 1, привідний важіль петлеутримувача 2, блок 3 виміру кутового положення φ важеля петлеутримувача 2, суматор 4 сигналів від блоків 3 в суміжних міжклітьових проміжках і блок 5 завдання додаткового моменту на двигун кліті. Сигнал кутового положення φ дорівнює нулю, якщо міжклітьовий проміжок не заповнений смугою або важіль петлеутримувача не досяг робочого положення. Міжклітьовий проміжок вважається заповненим смугою, якщо обидві суміжні кліті катаючі. Управління швидкісним режимом починається з першого етапу - моменту захоплення смуги 6 другою кліттю. До цього моменту проміжок між 1-ю і 2-ю клітями заповнений смугою і важіль петлеутримувача займає початкове положення (фіг. 2). На основі показань кутового положення важелів (блоки 3) 1-го (12 ) і 2-го (23 0) міжклітьових проміжків в суматорі 4 другої кліті пропорційно різниці кутів 23 12 - формується і через блок 5 задається додатковий рушійний момент на двигун другої кліті U2 (23 12 ) , де - коефіцієнт пропорційності. На цьому 30 35 етапі 23 0 , оскільки смуга ще не захоплена третьою кліттю, тобто другий міжклітьовий проміжок не заповнений смугою. Другий етап, аналогічний першому, наступає після захоплення смуги третьою кліттю і надходженням сигналу 23 0 з петлеутримувача другого проміжку на суматори 4 другої і третьої клітей. У суматорі третьої кліті формується і задається на двигун третьої кліті через блок 5 додатковий момент U3 (34 23 ) , причому 34 0 до моменту захоплення смуги четвертою кліттю і досягнення петлеутримувача третього проміжку робочого положення. Таким чином, після захоплення смуги наступною і+1-ю кліттю надходить відмінний від нуля сигнал i,i1 з петлеутримувача утвореного і-го проміжку на суматори 4 і-ї та і+1-ї клітей і в блоці 5 і+1-ї кліті формується додатковий момент Ui1 на двигун: Ui1 (i,i1 i1,i ) , (1) 40 45 50 де до захоплення І заповнення смугою і+1-го міжклітьового проміжку i,i1 0 . Для чистової групи, що складається з N клітей, число етапів дорівнює N-1. Не регулюється тільки момент двигуна першої катаючої кліті. При послідовному випуску смуги регулювання додаткового моменту Ui1 двигуна і+1-ї кліті відключається після звільнення від смуги попередньої і-ї кліті, тобто сигнал i1,i з петлеутримувача і-1-го проміжку добігає до нуля. Суть винаходу полягає у тому, що управління швидкісним режимом прокатки здійснюється у процесі заповнення смугою чистової групи клітей, коли швидкість захоплюючої смугу i 1 ї кліті зменшується завданням на двигун величини додаткового моменту Ui1 0(1) , оскільки петля в наступному за кліттю і-м проміжку у момент захоплення дорівнює нулю, тобто ( i,i1 0 і різниця (1) стає меншою за нуль. Внаслідок цього збільшується петля в попередньому і-1-у проміжку, але зменшується вірогідність ривка натягу в цьому проміжку. При захопленні смуги наступною, і+2-ю кліттю утворена в і-у проміжку петля вносить позитивну складову i,i1 0 у різницю (1). Таким чином, з'являються дві динамічні складові, компенсуючі одна одну і 2 UA 101197 C2 5 10 15 20 25 30 35 40 додатковий момент Ui1 на i 1 ї кліті за алгоритмом (1) корегує швидкість i 1 ї кліті, змінюючи її так, щоб довжини петель в суміжних проміжках перерозподілялися до рівності їх величин. У такий спосіб динаміка корегування швидкостей захоплюючих смугу клітей орієнтована на петлю наступних міжклітьових проміжків, які спочатку дорівнюють нулю. В результаті подібного управління здійснюється процес мінімізації натягів в міжклітьових проміжках і стабілізуються натяги вже на стадії захоплення смуги всією чистовою групою, а отже, стабілізується і зменшується різнотовщинність смуги на кінцевих ділянках. В даному випадку істотно скорочується період виходу процесу прокатки на стійкий режим, що дозволяє зменшити довжину і величину різнотовщинності на початковій ділянці готової смуги. Для перевірки ефективності способу управління швидкісним режимом прокатки, що заявляється, було використане математичне моделювання всього циклу прокатки з урахуванням зміни товщини смуги у зоні деформації кожної з 6 клітей чистової групи залежно від міжклітьових натягів. Для порівняння на фіг. 3 представлені розрахунки відхилень від номінальної товщини на виході з останньої 6-ї кліті при нерегульованій прокатці (а) і з формуванням (б) додаткових моментів на двигунах згідно зі способом управління швидкостями клітей, що заявляється (1). Як видно з креслення, товщина готової смуги на виході з останньої 6-й кліті стабілізується із застосуванням регулювання швидкостями приводу валків по всій довжині смуги (АЕ), У керованому варіанті (фіг. 3 - б) відхилення вихідної товщини смуги (на короткій ділянці завдовжки 2-3 метри) можливе на передній ділянці АВ на початку захоплення смуги всією чистовою групою. Далі відхилення передньої ділянки (фіг. 3 - б) зменшується у декілька разів в порівнянні з нерегульованою прокаткою (фіг. 3 - а) на тій же ділянці довжини смуги. В результаті прокатка продовжується з мінімальними міжклітьовими натягами і відхилення від номінальної товщини зводиться до нуля. Аналогічний ефект одержуємо, коли за початковий сигнал використовується значення натягу в смузі в міжклітьовому проміжку. В цьому випадку додатковий момент на двигун катаючої кліті формується пропорційно різниці натягів в смузі в суміжних з регульованою кліттю проміжках. Спосіб управління швидкісним режимом прокатки, що заявляється, можливо використати на діючих безперервних листових станах, зокрема на широкосмуговому стані гарячої прокатки ВАТ "Запоріжсталь". Тут петлеутримувачі виконують функцію забезпечення вибору петлі і слугують для візуального контролю оператора за швидкісним режимом прокатки. В даному випадку доцільно сигнал від петлеутримувача задіяти в систему корекції швидкості клітей за способом, що заявляється, з метою автоматизації контролю швидкісного режиму прокатки. Вищесказане свідчить, що використання способу, що заявляється; дозволяє вирішити поставлену задачу розширення управляючої дії на групу клітей ще на стадії заповнення клітей смугою, внаслідок чого зменшується різнотовщинність смуги і підвищується якість смугового прокату. Джерела інформації: 1. Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках. Патент России № 2198753, МПК 7 В21В37/52 2. Карандаев А. С, Храмшин В. Р., Андрюшин И. Ю. И др. Технологические схемы управления электроприводами чистовой группы широкополосного стана горячей прокатки. Труды 7 Конгресса прокатчиков, Москва, 15-18 окт., 2007. - М.: 2007. - Т. 1. - С. 71-75, 5 ил. 45 ФОРМУЛА ВИНАХОДУ 50 Спосіб управління швидкісним режимом групи клітей безперервного стана гарячої прокатки смуги, що включає визначення параметрів стану смуги в міжклітьових проміжках і формування додаткового моменту приводного двигуна катаючої кліті, який відрізняється тим, що управління швидкісним режимом катаючих клітей здійснюють послідовно в процесі проходження смугою чистової групи клітей, починаючи з другої кліті, за допомогою зміни швидкості двигуна катаючої кліті додатковим моментом, пропорційним різниці довжин петель або натягів у смузі в суміжних з регульованою кліттю проміжках. 3 UA 101197 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of speed mode of group of stands of continuous mill
Автори англійськоюPodobiedov Mykola Ivanovych, Dalichuk Anatolii Panteliiovych, Korennoi Volodymyr Vitaliiovych, Matsko Serhii Volodymyrovych
Назва патенту російськоюСпособ управления скоростным режимом группы клетей непрерывного стана
Автори російськоюПодобедов Николай Иванович, Даличук Анатолий Пантелеевич, Коренной Владимир Витальевич, Мацко Сергей Владимирович
МПК / Мітки
МПК: B21B 37/52, B21B 1/26
Мітки: режимом, клітей, прокатного, стана, безперервного, управління, групи, спосіб, смугового, швидкісним
Код посилання
<a href="https://ua.patents.su/6-101197-sposib-upravlinnya-shvidkisnim-rezhimom-grupi-klitejj-bezperervnogo-smugovogo-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління швидкісним режимом групи клітей безперервного смугового прокатного стана</a>
Технологічна ділянка робочих клітей безперервного прокатного стана
Номер патенту: 92795
Опубліковано: 10.12.2010
Автор: ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАН УКРАЇНИ
МПК: B21B 13/02, B21B 1/16
Мітки: стана, ділянка, безперервного, робочих, технологічна, прокатного, клітей
Формула / Реферат:
1. Технологічна ділянка робочих клітей безперервного прокатного стана, що містить дві двовалкові привідні робочі кліті з горизонтальним розташуванням валків і непривідну робочу кліть, установлену в міжклітьовому проміжку, утвореному привідними клітями, яка відрізняється тим, що у валки першої привідної робочої кліті врізаний круглий калібр, а у валки наступних непривідної і другої привідної робочих клітей врізані однакові за формою й...
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана
Номер патенту: 87541
Опубліковано: 27.07.2009
Автори: Анелькін Мікалай Івановіч, Бобкоу Пятро Аляксандравіч, Мурикау Максім Анатольєвіч, Луценко Владислав Анатолійович, Матачкін Віктар Аркадзєвіч, Кірилєнка Алег Міхайлавіч, Андриянау Мікалай Віктаравіч, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: безперервного, калібрів, сортопрокатного, стана, чорнової, групи, система, клітей, валків
Формула / Реферат:
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана, що містить поперемінні по ходу технологічного процесу чотири овальних калібри, які розміщені у непарних клітях чорнової групи стана, та чотири круглих калібри, якірозміщені у парних клітях чорнової групи стана, із заданими геометричними параметрами - глибиною врізу рівчака й шириною калібру, яка відрізняється тим, що відношення ширини калібру до глибини врізу...
Спосіб керування швидкісним режимом установки барабанних летучих ножиців з електричним зв’язком транспортуючого і різального пристроїв при мірному різанні смугового прокату
Номер патенту: 66902
Опубліковано: 15.06.2004
Автори: Білобров Юрій Миколайович, Гриценко Сергій Анатолійович, Єлецьких Володимир Іванович
МПК: B23D 25/00
Мітки: смугового, зв'язком, прокату, мірному, швидкісним, транспортуючого, різального, летучих, пристроїв, установки, електричним, барабанних, спосіб, режимом, різанні, ножиців, керування
Формула / Реферат:
Спосіб керування швидкісним режимом установки летучих барабанних ножиців з електричним зв'язком транспортуючого і різального пристроїв при мірному різанні смугового прокату, що полягає в тому, що смузі задають постійну швидкість переміщення від транспортуючого пристрою, барабанам ножиців задають перемінну кутову швидкість, середнє значення якої залежить від довжини листа, що відрізається, а барабанам у процесі різання задають швидкість з...
Ділянка робочих клітей безперервного прокатного стану
Номер патенту: 13907
Опубліковано: 17.04.2006
Автори: Жучков Сергій Михайлович, Кулаков Леонід Васильович, Кекух Анатолій Володимирович, Алексієнко Георгій Якович, Алексеєнко Андрій Георгійович, Токмаков Павло Вадимович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Вакуленко Сергій Миколайович, Бабенко Михайло Антонович
МПК: B21B 13/00
Мітки: клітей, прокатного, безперервного, ділянка, робочих, стану
Формула / Реферат:
Ділянка робочих клітей безперервного прокатного стану, що містить дві двовалкові привідні робочі кліті і непривідну робочу кліть, встановлену в міжклітьовому проміжку, утвореному його привідними клітями, яка відрізняється тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті міжклітьового проміжку, рівній 0,60 - 0,70 довжини цього міжклітьового проміжку, а відношення діаметрів валків привідних робочих...
Спосіб експлуатації прокатного стана для вальцювання смугового прокатувального матеріалу
Номер патенту: 93076
Опубліковано: 10.01.2011
Автор: Шмідт Біргер
МПК: B21B 37/72, B21B 37/46, B21B 37/68
Мітки: експлуатації, стана, прокатувального, смугового, прокатного, вальцювання, спосіб, матеріалу
Формула / Реферат:
1. Спосіб експлуатації прокатного стана для вальцювання смугового прокатуваного матеріалу (8), що має початкову кромку (14) з двома кінцями (15, 16), причому прокатний стан містить прокатну кліть (1) з робочими валками (6), розташований з її вхідної сторони рольганг (2) і пристрій (5) управління, а робочі валки (6) утворюють міжвалковий зазор (g), в якому за допомогою пристрою (5) управління здійснюють управління прокатною кліттю (1) таким...
Попередній патент: Адаптивний вібраційний млин
Наступний патент: Спосіб гарячої прокатки заготівки
Випадковий патент: Таблетки з плівковим покриттям, що містять як активний компонент дроспіренон, та спосіб їх одержання