Спосіб гарячої прокатки заготівки
Номер патенту: 101198
Опубліковано: 11.03.2013
Автори: Подобєдов Микола Іванович, Коренной Володимир Віталійович, Далічук Анатолій Пантелійович

Формула / Реферат
Спосіб гарячої прокатки заготівки, що зменшує динамічні навантаження у лінії приводу прокатних клітей при захваті заготівки валками, що включає нагрівання заготівки, формування на торцевій частині заготівки в напрямку прокатки профільного виступу та подачу заготівки в першу чорнову кліть для прокатки в прокатному стані, який відрізняється тим, що формування профільного виступу здійснюють поворотом заготівки в горизонтальній площині на кут, не менший від 0,5°, під час обрізання переднього торця на ножицях слябінга.
Текст
Реферат: Винахід належить до області чорної металургії, зокрема до прокатного виробництва, і може бути використаний при гарячій прокатці заготівки на широкосмугових прокатних станах. Спосіб гарячої прокатки заготівки включає нагрівання заготівки, формування на торцевій частині заготівки в напрямку прокатки профільного виступу шляхом повороту заготівки в горизонтальній площині на кут, не менший від 0,5°, під час обрізання переднього торця на ножицях слябінгу, та подачу заготівки в першу чорнову кліть для прокатки в прокатному стані. Винахід дозволяє зменшити динамічні навантаження в лінії приводу прокатних клітей, а отже зменшити кількості аварійних простоїв та зекономити запасні частини для ремонту ліній приводів прокатних клітей. UA 101198 C2 (12) UA 101198 C2 UA 101198 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області чорної металургії, зокрема до прокатного виробництва, а саме до способів гарячої прокатки, і може бути використаний при гарячій прокатці заготівок на широкосмугових прокатних станах. Відомий спосіб прокатки заготівки, зокрема слябів, що включає формування технологічними ножицями на передньому та задньому торці заготівки в горизонтальній площині профільного виступу, симетричного щодо подовжньої осі, і подальшу прокатку її в чорновій групі клітей з рівномірним обтисненням по ширині заготівки. При цьому довжина профільного виступу рекомендується в межах 30-40 мм [1]. Недоліком відомого способу є зміна геометрії готового сляба, який є одним з видів готової продукції, що поставляється на інші металургійні підприємства. Інший недолік полягає у тому, що відсутня можливість змінювати величину профільного виступу або здійснювати прямий різ у разі технологічної необхідності. Відомий другий найбільш близький по технічній суті та результату, який досягається, є спосіб гарячої прокатки смуг, що включає нагрів заготівки, формування на торцевій частині заготівки у напрямі прокатки профільного виступу, симетричного щодо подовжньої осі, і подальшу прокатку у лінії безперервного стана [2]. У відомому способі формування профільного виступу здійснюють за рахунок нерівномірного обтиснення по ширині заготівки валками опуклої форми в першій чорновій кліті. Виступ, що утворюється на задньому торці заготівки, при прокатці в наступних клітях не вирівнюється: подовжуючись, він сприяє зростанню обрізі перед безперервною групою клітей. Недолік відомого способу полягає в збільшенні обрізі та додаткових витрат на виготовлення прокатних валків опуклої форми. Крім того, при різниці обтиснень, що рекомендуються у відомому способі, після прокатки в першій кліті на кінцях заготівки утворюється небажане збільшення ширини. Наявність додаткового збільшення ширини погіршує захват заготівки вертикальними валками при подальшій прокатці в чорновій групі клітей стана, а збільшення обтиснення у середній частині сприяє вдавлюванню окалини в метал, що призводить до браку готової продукції. В основу винаходу поставлена задача удосконалення способу прокатки смуг, що забезпечить ефект зменшення динамічних навантажень у лінії приводу прокатної кліті і розширення можливостей його використання при зміні технологічних режимів. Розв'язання поставленої задачі досягається тим, що у способі гарячої прокатки смуг, що включає нагрів заготівки, формування на торцевій частині заготівки в напрямку прокатки профільного виступу, симетричного щодо подовжньої осі, подальшу прокатку у перший чорновій кліті прокатного стана, виступ формують перед прокаткою заготівки в першій чорновій кліті прокатного стана, при цьому здійснюють поворот заготівки в горизонтальній площині на кут не менший від 0,5°. Технічний результат, який досягається при використанні запропонованого способу полягає в зменшенні кількості аварійних простоїв, економії запасних частин для ремонту ліній приводів прокатних клітей. Порівняння способу, що заявляється, з прототипом показало, що він відрізняється тим, що профільний виступ формують перед прокаткою заготівки в першій чорновій кліті прокатного стана, при цьому здійснюють поворот заготівки в горизонтальній площині на кут, не менший від 0,5°. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння способу, що заявляється, з іншими відомими технічними рішеннями в даній області техніки не дозволило виявити в них ознаки, що відрізняють його від прототипу. Отже, має місце співвідношення критерію "винахідницький рівень". Спосіб здійснюють таким чином. Спочатку заготівку нагрівають, потім повертають на кут, не менший 0,5°, задають переднім торцем під ножиці слябінга для формування на торцевій части заготовки профільного виступу. Ножицями здійснюють різ переднього торця заготівки. Відновлюють початкове положення подовжньої осі заготівки паралельно осі прокатки. Потім заготівку з профільним виступом на передньому торці задають в першу чорнову кліть прокатного стана. Суть способу, що заявляється, полягає у тому, що відбувається зменшення динамічних навантажень у лінії приводу першої чорнової кліті за рахунок використання профільного виступу на торцевій частини заготівки сформованого поворотом заготівки в горизонтальній площині на кут, не менший від 0,5°. Кут повороту 0,5° визначається необхідними мінімальними геометричними розмірами профільного виступу, що зменшує динамічні навантаження в лінії приводу першої чорнової кліті. Обґрунтування пропонованого способу полягає в наступному. При заданні заготівки з прямим переднім торцем в прокатну кліть, у момент захвату верхній та нижній робочі валки 1 UA 101198 C2 5 10 15 20 25 30 35 контактують із заготівкою відразу по всій її ширині. Внаслідок чого момент сил технологічного опору зростає стрибкоподібно. Це призводить до відповідної реакції лінії приводу у вигляді інтенсивних коливань моменту сил пружності, що викликають накопичення втомних пошкоджень в її елементах. Максимальні значення моментів сил пружності залежать від часу зростання моменту сил технологічного опору, а саме, чим більше час зростання моменту сил технологічного опору, тим менше максимальне значення моменту сил пружності. Одним із шляхів збільшення часу зростання моменту сил технологічного опору є надання передньому торцю заготівки профільного виступу. Нами пропонується формування профільного виступу здійснювати поворотом заготівки в горизонтальній площині на кут, не менший від 0,5° під час обрізки переднього торця на ножицях слябінгу. В процесі захвату такої заготівки прокатною кліттю осередок деформації заповнюється поступово, до того часу, поки не заповниться по всій ширині. Таким чином, при захваті заготівки з профільним виступом, час зростання моменту сил технологічного опору буде збільшений, що спричинить за собою зменшення динамічних навантажень в лінії приводу всіх клітей чорнової групи. Приклад конкретної реалізації. На комбінаті "Запоріжсталь" в обтискному цеху слябінгу виконали дослідну перевірку способу, що заявляється. Нагріта заготівка по роликах рольганга надходить на ножиці слябінгу. Перед ножицями слябінгу здійснили його поворот у горизонтальній площині на 0,5° для формування на передній торцевій частині заготівки профільного виступу. Ножиці слябінгу відрізували частину переднього торця заготівки, повернутої під ножами. У результаті передній торець заготівки приймав форму профільного одностороннього виступу. За допомогою роликів рольганга заготівку з профільним одностороннім виступом на передньому торці задавали в першу чорнову кліть широкосмугового стана для прокатки. В процесі прокатки були здійсненні виміри навантажень на лінію приводу першої чорнової кліті. Вони показали зменшення динамічних навантажень що сприяє збільшенню ресурсу прокатної кліті унаслідок чого зменшується вірогідність аварійних простоїв і скорочується витрата запасних частин. Передбачається також, що відбувається зменшення динамічних навантажень у всіх клітях чорнової групи широкосмугового стана. Таким чином, застосування запропонованого способу дозволяє здійснити гарячу прокатку смуг та зменшити при цьому динамічні навантаження у клітях чорнової групи широкосмугового стану, отже, вирішити поставлене завдання та одержати необхідний технічний результат. Джерела інформації: 1. Зниження ударних навантажень у безперервних широкоштабових станах / Скічко П. Я., Вереньов В. В. // Металургійна і гірничорудна промисловість. 1979. - № 1. - С. 57-59. 2. Патент РФ № 1080889 / Способ горячей прокатки полос и устройство для формирования профильных выступов на торцах заготовок / В21В1/26 / Веренев В. В., Цуркан В. А., Скичко П. Я., Пономарев В. И., Бобух И. А., Опубл. 23.03.1984. ФОРМУЛА ВИНАХОДУ 40 45 Спосіб гарячої прокатки заготівки, що зменшує динамічні навантаження у лінії приводу прокатних клітей при захваті заготівки валками, що включає нагрівання заготівки, формування на торцевій частині заготівки в напрямку прокатки профільного виступу та подачу заготівки в першу чорнову кліть для прокатки в прокатному стані, який відрізняється тим, що формування профільного виступу здійснюють поворотом заготівки в горизонтальній площині на кут, не менший від 0,5°, під час обрізання переднього торця на ножицях слябінга. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling billet
Автори англійськоюKorennoi Volodymyr Vitaliiovych, Dalichuk Anatolii Panteliiovych, Podobiedov Mykola Ivanovych
Назва патенту російськоюСпособ горячей прокатки заготовки
Автори російськоюКоренной Владимир Витальевич, Даличук Анатолий Пантелеевич, Подобедов Николай Иванович
МПК / Мітки
МПК: B21B 1/26
Мітки: заготівки, спосіб, прокатки, гарячої
Код посилання
<a href="https://ua.patents.su/4-101198-sposib-garyacho-prokatki-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки заготівки</a>
Спосіб гарячої прокатки плоскої заготівки
Номер патенту: 70729
Опубліковано: 15.10.2004
Автори: Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Яценко Вячеслав Олександрович, Вереньов Валентин Володимирович, Калабухов Віктор Іванович
МПК: B21B 1/26
Мітки: прокатки, заготівки, гарячої, спосіб, плоскої
Формула / Реферат:
Спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступу на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей, який відрізняється тим, що на передній торцевій частині заготівки по всій її ширині формують фігурний виступ, переважно трикутної форми, довжиною, що дорівнює 0,05...0,15 товщини заготівки, на...
Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки
Номер патенту: 51977
Опубліковано: 10.08.2010
Автори: Лук'янчиков Олександр Миколайович, Негрій Сергій Дмитрович, Підтикан Віталій Олександрович, Мінаєв Андрій Євгенович, Куракін Юрій Миколайович, Садохін Володимир Генадійович, Омельяненко Микола Іванович, Грабовецький Юрій Миколайович, Мурашкін Олександр Вікторович, Пронюшкін Володимир Степанович
МПК: B21B 1/02
Мітки: прокатки, стрічки, литої, тонколистовому, виробництва, стані, заготівки, гарячої, спосіб
Формула / Реферат:
1. Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки, що включає попереднє нагрівання безперервнолитої заготівки і її прокатку в обтискній кліті, наступне остаточне нагрівання заготівки в методичній печі і її прокатку на тонколистовому стані до заданої товщини, який відрізняється тим, що попереднє нагрівання безперервнолитої заготівки проводять у методичних печах тонколистового стана, а попередню прокатку...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
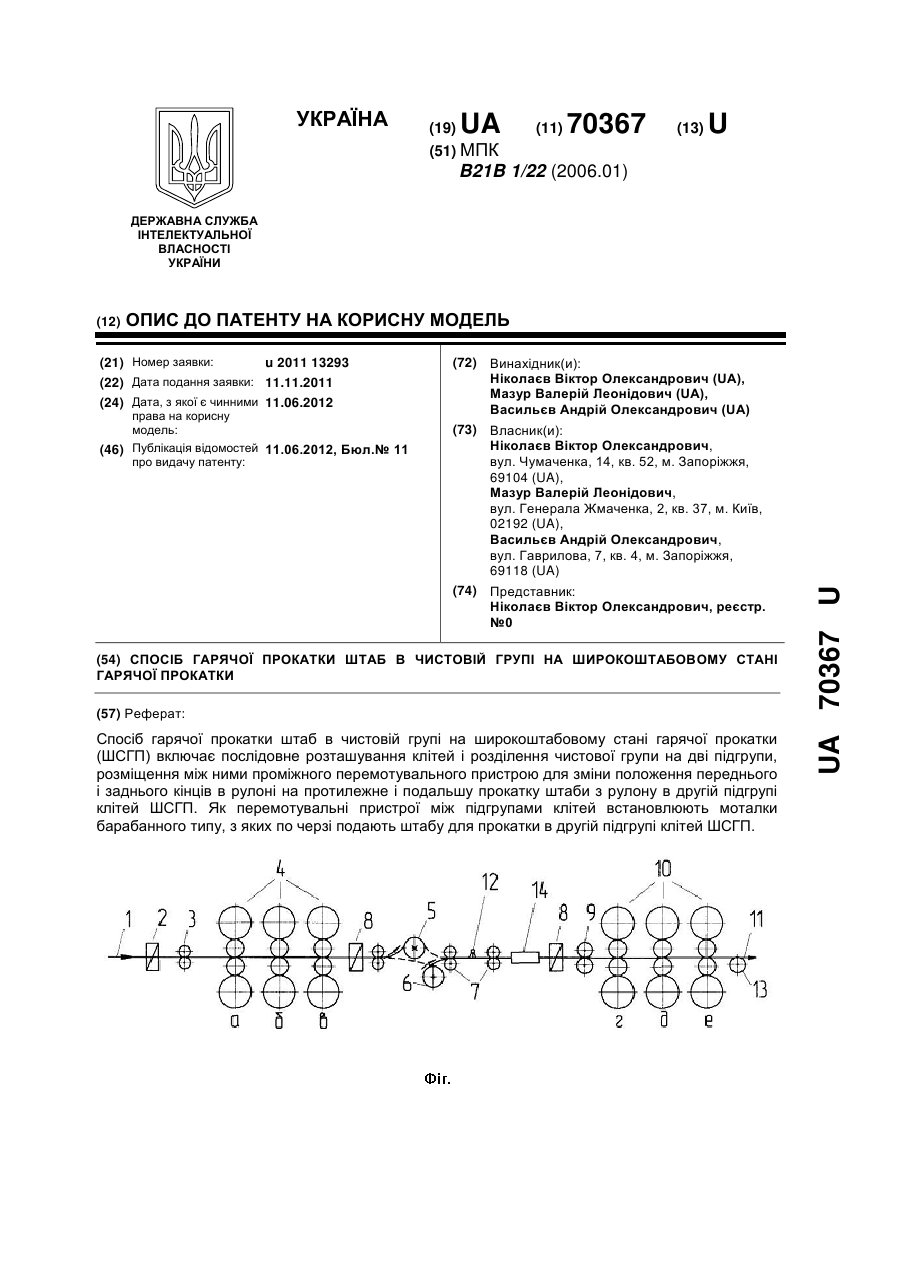
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Мазур Валерій Леонідович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, спосіб, гарячої, групи, штаб, стані, широкоштабовому, чистовий
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: гарячої, штаб, прокатки, широкоштабовому, спосіб, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Хоф Хартмут, Зельбах Пауль
Мітки: прокатній, металу, зокрема, стан, гарячої, спосіб, також, прокатки, алюмінію
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Попередній патент: Спосіб управління швидкісним режимом групи клітей безперервного смугового прокатного стана
Наступний патент: Спосіб та пристрій для удосконалення pcc для мобільності на основі потоків
Випадковий патент: Установка для сушіння шпону