Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента
Номер патенту: 101774
Опубліковано: 25.04.2013
Автори: Мельничук Петро Петрович, Богайчук Олександр Миколайович, Лоєв Володимир Юхимович

Формула / Реферат
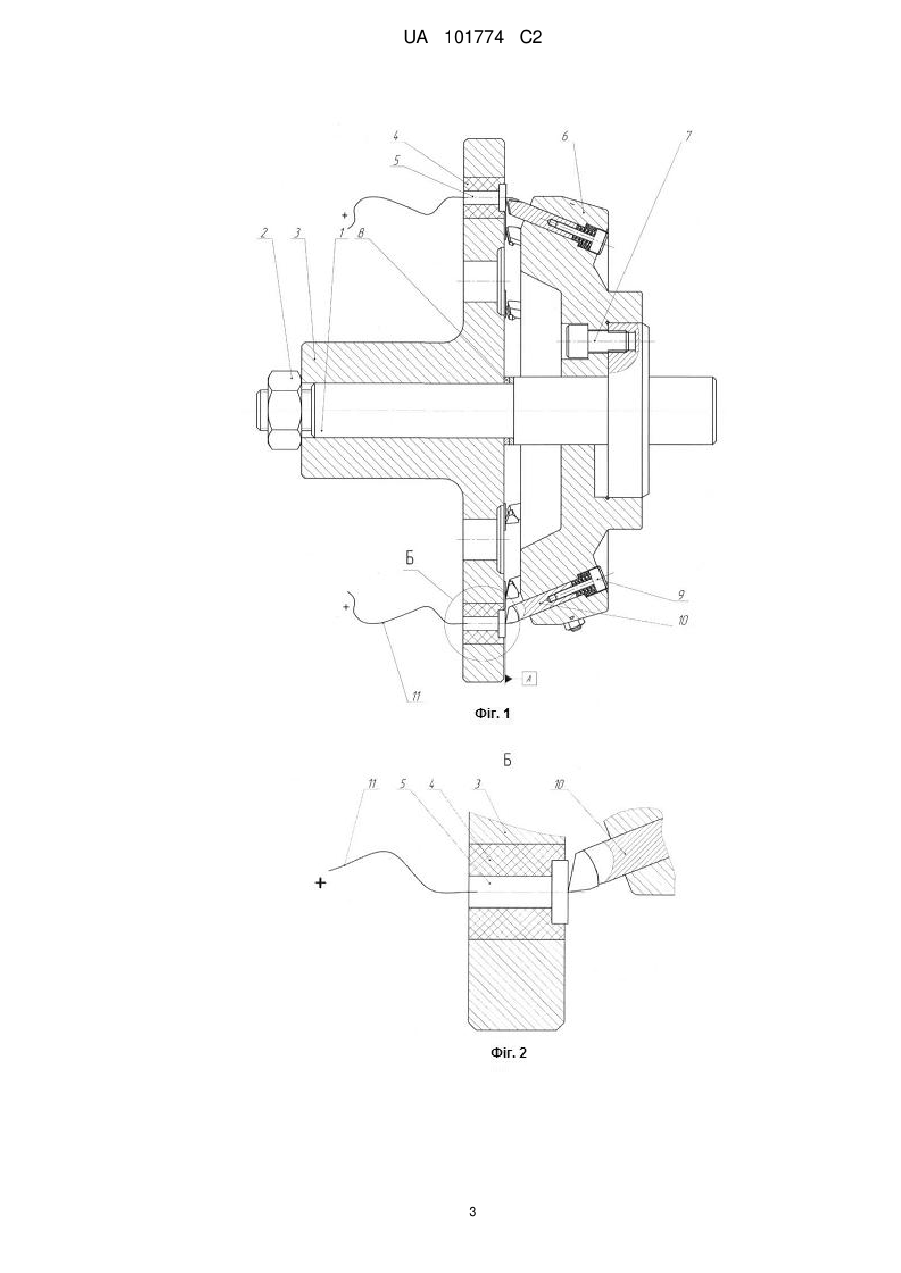
Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента, що містить оправку (1), якийвідрізняється тим, що на оправці (1) розміщений контактний фланець (3), в якому встановлені перші ізоляційні втулки (4) з нерухомими контактами (5) та/або другі ізоляційні втулки (12) з рухомими підпружиненими контактами (13), причому нерухомі контакти (5) та/або рухомі підпружинені контакти (13) розташовані в одній площині (А), перпендикулярній до осі оправки (1), з можливістю вступу в контакт з формоутворюючими елементами (10) багатолезового торцевого інструмента (6), причому до оправки (1) підведений негативний заряд, а до нерухомих контактів (5) та рухомих підпружинених контактів (13) підведений позитивний заряд.
Текст
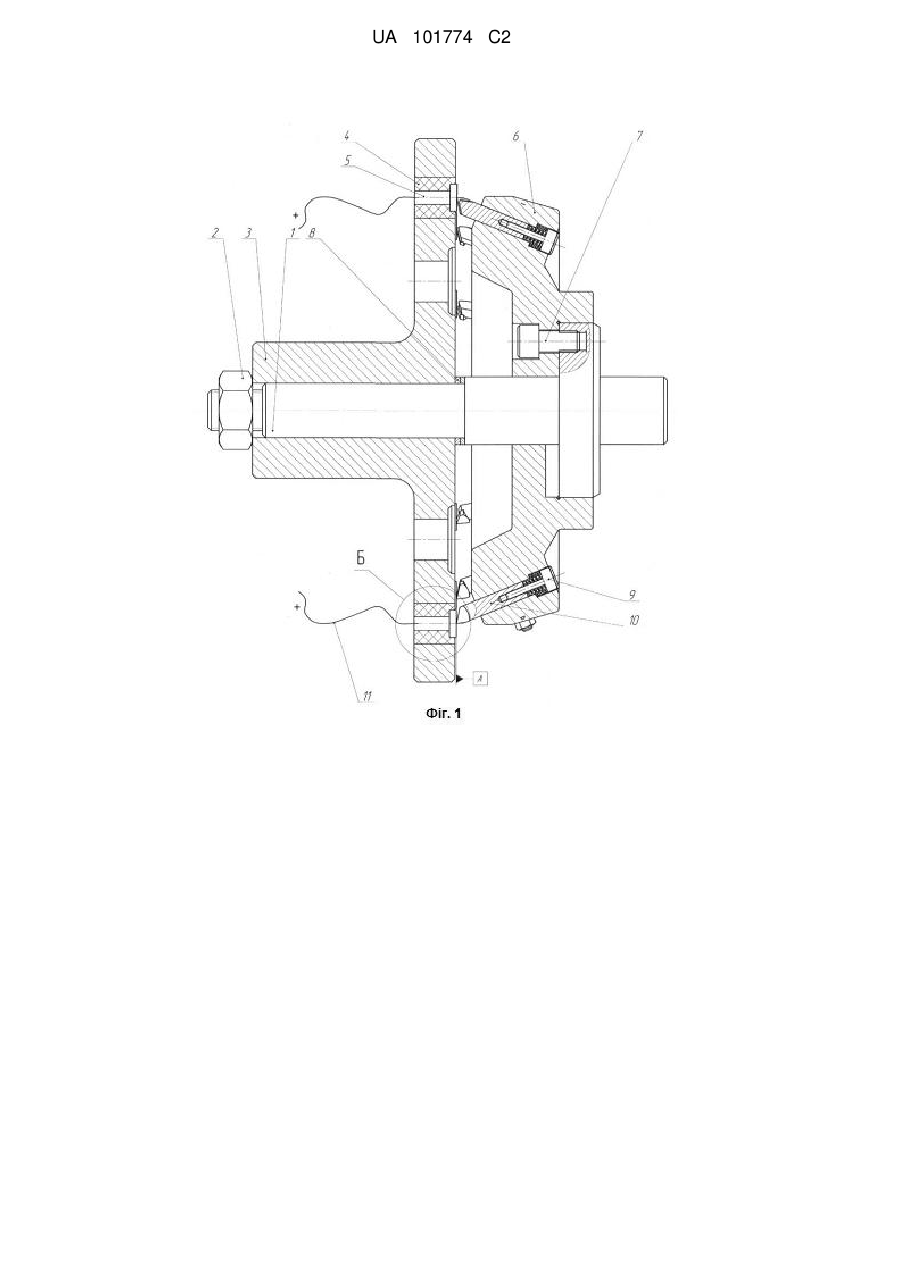
Реферат: Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента містить оправку, на якій розміщений контактний фланець. В контактному фланці встановлені перші ізоляційні втулки з нерухомими контактами та/або другі ізоляційні втулки з рухомими підпружиненими контактами. Нерухомі контакти та/або рухомі підпружинені контакти розташовані в одній площині, перпендикулярній до осі оправки, з можливістю вступу в контакт з формоутворюючими елементами багатолезового торцевого інструмента. До оправки підведений негативний заряд, а до нерухомих контактів та рухомих підпружинених контактів підведений позитивний заряд. Забезпечується збільшення точності регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента, підвищення продуктивності праці та можливість виконання налагодження персоналом середньої кваліфікації. UA 101774 C2 (12) UA 101774 C2 UA 101774 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до металообробки і може бути застосований при налагодженні торцевих фрез, які вимагають точного регулювання вильоту формоутворюючого елемента. Найбільш близьким за сукупністю суттєвих ознак до винаходу є пристрій для налагодження торцевого биття ножів регульованої фрези поза верстатом [1, с. 40, рис. 2.12], що має спільне призначення з винаходом і вибраний за найближчий аналог. Як і запропонований пристрій, пристрій-аналог містить оправку. Але на відміну від пристрою-винаходу, пристрій-аналог містить магнітну стійку з мікронним індикатором, а налагодження кожного ножа виконується при зміні положення торцевого інструмента. Це призводить до наступних суттєвих недоліків пристрою-аналога: низька точність регулювання торцевого биття ножів через перебазування фрези; низька продуктивність праці через переустановлення фрези відносно мікронного індикатора; необхідність у висококваліфікованому персоналі для виконання такого налагодження. В основу винаходу поставлено задачу вдосконалення конструкції пристрою для налагодження торцевого биття ножів регульованої фрези поза верстатом шляхом того, що на оправці розміщений контактний фланець, в якому встановлені перші ізоляційні втулки з нерухомими контактами та/або другі ізоляційні втулки з рухомими підпружиненими контактами, причому нерухомі контакти та/або рухомі підпружинені контакти розташовані в одній площині, перпендикулярній до осі оправки, з можливістю вступу в контакт з формоутворюючими елементами багатолезового торцевого інструмента, причому до оправки підведений негативний заряд, а до нерухомих контактів та рухомих підпружинених контактів підведений позитивний заряд для збільшення точності регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента, підвищення продуктивності праці та забезпечення можливості виконання налагодження персоналом середньої кваліфікації. Поставлена задача вирішується введенням контактного фланця, в якому встановлені ізоляційні втулки з контактами, до яких підведений позитивний заряд, а до оправки - негативний заряд. Завдяки одноразовому базуванню контактного фланця та багатолезового торцевого інструмента збільшується точність регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента. При налагодженні вильотів формоутворюючих елементів відбувається їх переміщення до моменту торкання з контактами, що призводить до замикання електричного ланцюга. Це забезпечує можливість регулювання вильоту формоутворюючих елементів на необхідну величину без застосування індикатора, що, в свою чергу, суттєво знижує затрати часу та підвищує продуктивність праці. Завдяки простоті регулювання вильотів формоутворюючих елементів шляхом подавання, наприклад, світлового сигналу в момент торкання з контактами, запропонований пристрій може використовуватись персоналом середньої кваліфікації, оскільки не вимагає додаткових навичок роботи з індикатором. Суть винаходу пояснюється кресленнями. Перелік креслень: на фіг. 1 - пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента; на фіг. 2 - виносний елемент Б (вар. 1) на фіг. 1 конструкції контактного фланця при застосуванні формоутворюючих елементів з електропровідних різальних матеріалів; на фіг. 3 - виносний елемент Б (вар. 2) на фіг. 1 конструкції контактного фланця при застосуванні формоутворюючих елементів з діелектричних різальних матеріалів. Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента (фіг. 1) містить оправку 1, яку для зручності можна встановити в центри пристрою для перевірки биття (на кресленні не показано). На оправці 1 розміщений контактний фланець 3, що фіксується кріпильною гайкою 2. В контактний фланець 3 встановлені перші ізоляційні втулки 4 з нерухомими контактами 5 та/або другі ізоляційні втулки 12 з рухомими підпружиненими контактами 13. При цьому нерухомі контакти 5 та/або рухомі підпружинені контакти 13 розташовані в одній площині А, перпендикулярній до осі оправки 1, з можливістю вступу в контакт з формоутворюючими елементами 10 багатолезового торцевого інструмента 6. На оправку 1 встановлений багатолезовий торцевий інструмент 6, який фіксується гвинтом 7. Для регулювання величини вильотів формоутворюючих елементів 10 на оправку 1 встановлені дистанційні кільця 8. Регулювання вильотів формоутворюючих елементів 10 виконується, наприклад, за допомогою диференційних гвинтів 9. До оправки 1 підведений негативний заряд, а до кожного нерухомого контакта 5 та рухомого підпружиненого контакта 13 підведений позитивний електричний заряд за допомогою дроту 11 електроживлення. 1 UA 101774 C2 5 10 15 20 25 В разі застосування формоутворюючих елементів 10 з електропровідних різальних матеріалів (фіг. 2) конструкція контактного фланця 3 містить перші ізоляційні втулки 4 з нерухомими контактами 5. В разі застосування формоутворюючих елементів 10 з діелектричних різальних матеріалів (фіг. 3) конструкція контактного фланця 3 налічує другі ізоляційні втулки 12 з рухомими підпружиненими контактами 13 за допомогою пружин 14, що фіксуються гайками 15 та шайбами 16. Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента використовують таким чином. На оправці 1 закріплюють (базування і закріплення як на шпинделі верстата) торцевий багатолезовий інструмент 6, який підлягає налагодженню. Величини вильотів формоутворюючих елементів 10 визначаються набором дистанційних кілець 8. Контактний фланець 3 встановлюють на шийку оправки 1 і закріплюють кріпильною гайкою 2. В залежності від типу (електропровідні чи діелектричні) ріжучих матеріалів, з яких виконані формоутворюючі елементи 10, у контактному фланці 3 встановлені перші ізоляційні втулки 4 з нерухомими контактами 5 та/або другі ізоляційні втулки 12 з рухомими підпружиненими контактами 13. Мінімальна кількість контактів (нерухомих 5 та/або рухомих підпружинених 13) має співпадати з кількістю формоутворюючих елементів 10 багатолезового торцевого інструмента 6. Може бути й більша кількість контактів і їх багаторядне розташування для налагодження торцевих інструментів різного діаметра з різною кількістю формоутворюючих елементів 10. До кожного нерухомого контакта 5 та рухомого підпружиненого контакта 13 підведений дріт 11 електроживлення з позитивним зарядом, а до оправки 1 підведений негативний заряд. За допомогою диференціальних гвинтів 9 досягають торкання формоутворюючих елементів 10 з нерухомими контактами 5 та/або рухомими підпружиненими контактами 13. При цьому відбувається замикання електричного ланцюга, що контролюється, наприклад, світлодіодами. Джерела інформації: 1. Жедь В.П., Боровский Г.В., Музыкант Я.А., Ипполитов Г.М. Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами, и их применение: Справочник. М.: Машиностроение, 1987.-320 с, ил. 30 ФОРМУЛА ВИНАХОДУ 35 40 Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента, що містить оправку (1), який відрізняється тим, що на оправці (1) розміщений контактний фланець (3), в якому встановлені перші ізоляційні втулки (4) з нерухомими контактами (5) та/або другі ізоляційні втулки (12) з рухомими підпружиненими контактами (13), причому нерухомі контакти (5) та/або рухомі підпружинені контакти (13) розташовані в одній площині (А), перпендикулярній до осі оправки (1), з можливістю вступу в контакт з формоутворюючими елементами (10) багатолезового торцевого інструмента (6), причому до оправки (1) підведений негативний заряд, а до нерухомих контактів (5) та рухомих підпружинених контактів (13) підведений позитивний заряд. 2 UA 101774 C2 3 UA 101774 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for controlling projections of shape-generating elements of a multifluted end tool
Автори англійськоюMelnychuk Petro Petrovych, Loiev Volodymyr Yukhymovych, Bohaichuk Oleksandr Mykolaiovych
Назва патенту російськоюУстройство для регулирования вылетов формообразующих элементов многолезвийного торцевого инструмента
Автори російськоюМельничук Петр Петрович, Лоев Владимир Ефимович, Богайчук Александр Николаевич
МПК / Мітки
МПК: B23C 9/00, B23Q 17/22
Мітки: пристрій, багатолезового, елементів, вильотів, торцевого, регулювання, інструмента, формоутворюючих
Код посилання
<a href="https://ua.patents.su/6-101774-pristrijj-dlya-regulyuvannya-vilotiv-formoutvoryuyuchikh-elementiv-bagatolezovogo-torcevogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Пристрій для регулювання вильотів формоутворюючих елементів багатолезового торцевого інструмента</a>
Оправка для вимірювання радіального і торцевого биття деталей типу “затискна цанга”
Номер патенту: 11360
Опубліковано: 15.12.2005
Автори: Дядя Сергій Іванович, Авер'янова Анастасія Юріївна
МПК: B23B 31/00
Мітки: радіального, биття, типу, деталей, вимірювання, торцевого, цанга, затискна, оправка
Формула / Реферат:
Оправка для вимірювання радіального і торцевого биття деталей типу "затискна цанга", що складається з валика, який має на кінцях центрувальні отвори та затискного механізму, що містить втулку, гайку, яка відрізняється тим, що валик виконаний циліндричним, а затискний механізм додатково містить півкільце-фіксатор та два рухомі півкільця, втулка якого має зовнішню нарізку, гайка має внутрішню конічну фаску.
Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні
Номер патенту: 87522
Опубліковано: 27.07.2009
Автор: Магомедов Магомед Хабибович
МПК: B44B 3/00
Мітки: поверхні, нанесенні, автоматичного, контролю, положення, регулювання, тверді, інструмента, безперервного, зображення, спосіб, виставляння
Формула / Реферат:
Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні, який передбачає передачу сигналу за допомогою блока керування на привід вертикального руху, сполучений з електромагнітною машиною, інструментом та поверхнею, що обробляється, та здійснення зворотного зв'язку між електромагнітною машиною та блоком керування, який відрізняється тим, що сигнал з виходу ротора...
Пристрій для вимірювання відхилень форми та розташування формоутворюючих поверхонь антенних дзеркал
Номер патенту: 31486
Опубліковано: 15.12.2000
Автори: Маркович Юрій Іванович, Сиротюк Віктор Володимирович, Кущак Ігор Володимирович, Пастернак Богдан Миронович, Петруша Володимир Олександрович
МПК: H01Q 15/14, G01B 11/24, G01B 11/00
Мітки: дзеркал, вимірювання, антенних, формоутворюючих, форми, поверхонь, пристрій, розташування, відхилень
Текст:
...вздовж направляючої. На фіг.І показаній загальний вигляд пристрою для вимірювання форми та розташування формоутворетчих поверхонь; на фіг.2 - виносний елемент А на фіг.І в розрізі; на оІг.З - розрахункова схема для визначення відхилення профілю об'єкту вимірювання від теоретичного. Пристрій для вимірювання відхилень форми та розташування формоутворюючих поверхонь антенних дзеркал складається з джерела вузьконапразленого оптичного...
Спосіб торцевого фрезерування паралельних площин
Номер патенту: 61763
Опубліковано: 25.07.2011
Автори: Лохман Ігор Вікторович, Фролов Вадим Анатолійович, Білявський Леонід Альфонсович, Соляник Володимир Григорович, Грядунов Геннадій Геннадійович, Білявський Максим Леонідович
МПК: B23C 3/00
Мітки: фрезерування, торцевого, паралельних, площин, спосіб
Формула / Реферат:
1. Спосіб торцевого фрезерування паралельних площин, що включає формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару, який відрізняється тим, що поверхневе деформування з наступним зняттям частини шару здійснюють за допомогою комбінованого інструмента, змонтованого із двох торцевих фрез з розміщеними в них деформівними та різальними елементами.2. Спосіб за пунктом 1, який...
Пристрій для кріплення та вивільнення інструмента
Номер патенту: 53479
Опубліковано: 15.09.2004
Автор: Трактовенко Борис Срульович
МПК: B23C 5/00, B23B 31/02
Мітки: інструмента, кріплення, пристрій, вивільнення
Формула / Реферат:
Пристрій для кріплення та визволення інструмента у шпинделі верстата, приводом якого є привод обертання шпинделя і який має підпружинений шомпол, муфту граничного моменту, одна з півмуфт якої нерухомо зв'язана з корпусом шпиндельного вузла і містить підпружинений упор, який взаємодіє з пазом другої зубчастої півмуфти, яка розміщена у корпусі шпиндельного вузла з можливістю обертання в обох напрямках при перевантаженні, який відрізняється тим,...
Попередній патент: Змішувач для приготування будівельних сумішей
Наступний патент: Стенд для випробування на абразивне зношування елементів озброєння бурового інструменту
Випадковий патент: Пристрій для нормалізації енергообміну