Спосіб одержання біметалевих виробів
Номер патенту: 103266
Опубліковано: 25.09.2013
Автори: Калуцький Георгій Якович, Воропаєв Віталій Семенович, Колпаков Артур Сергійович, Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич
Формула / Реферат
Спосіб одержання біметалевих виробів, який включає нанесення проміжного шару і шару з плакуючого металевого порошку на литу підкладку з наступною прокаткою, який відрізняється тим, що шар плакуючого металевого порошку біметалевого виробу засипають у форму, створену литою підкладкою з нанесеним проміжним шаром порошку і чотирма допоміжними пластинами з магнітного матеріалу, які встановлені вздовж бокових поверхонь підкладки, одержану заготовку накривають пластиною з немагнітного матеріалу, зібраний пакет ущільнюють прокаткою зі ступенем деформації 10-20 %, далі знімають допоміжні пластини, спікають заготовку і проводять прокатку до одержання безпористого стану плакуючого порошкового шару біметалевого виробу.
Текст
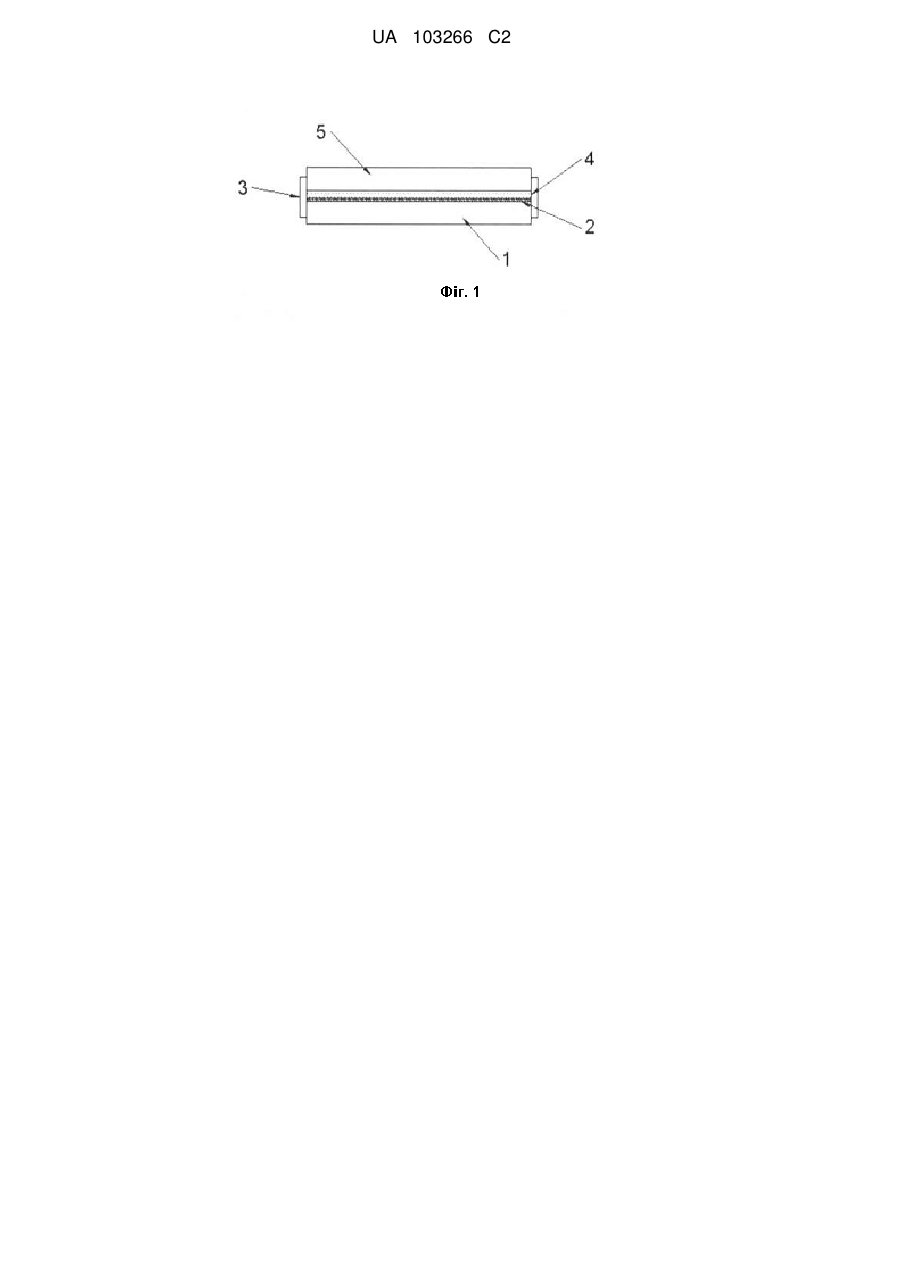
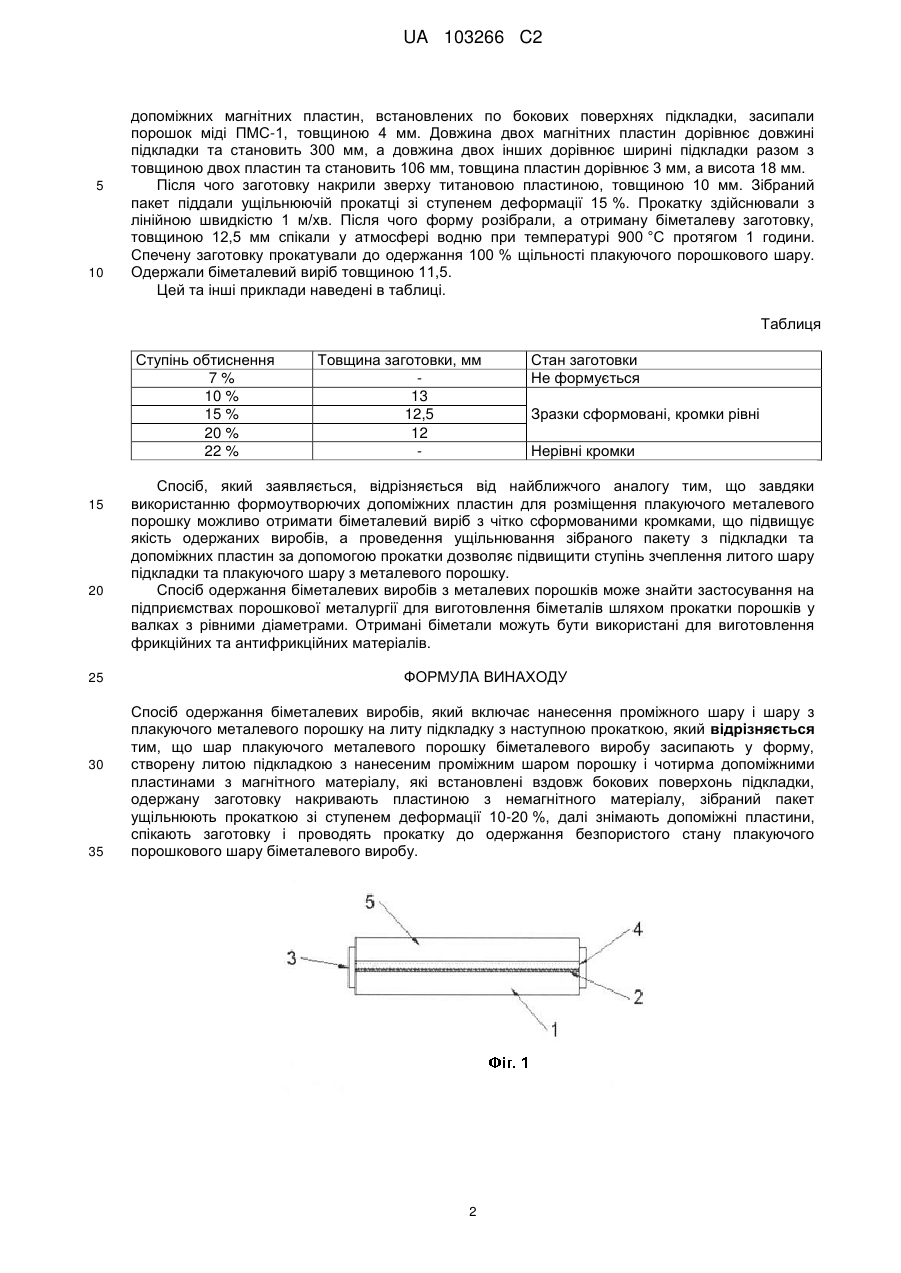
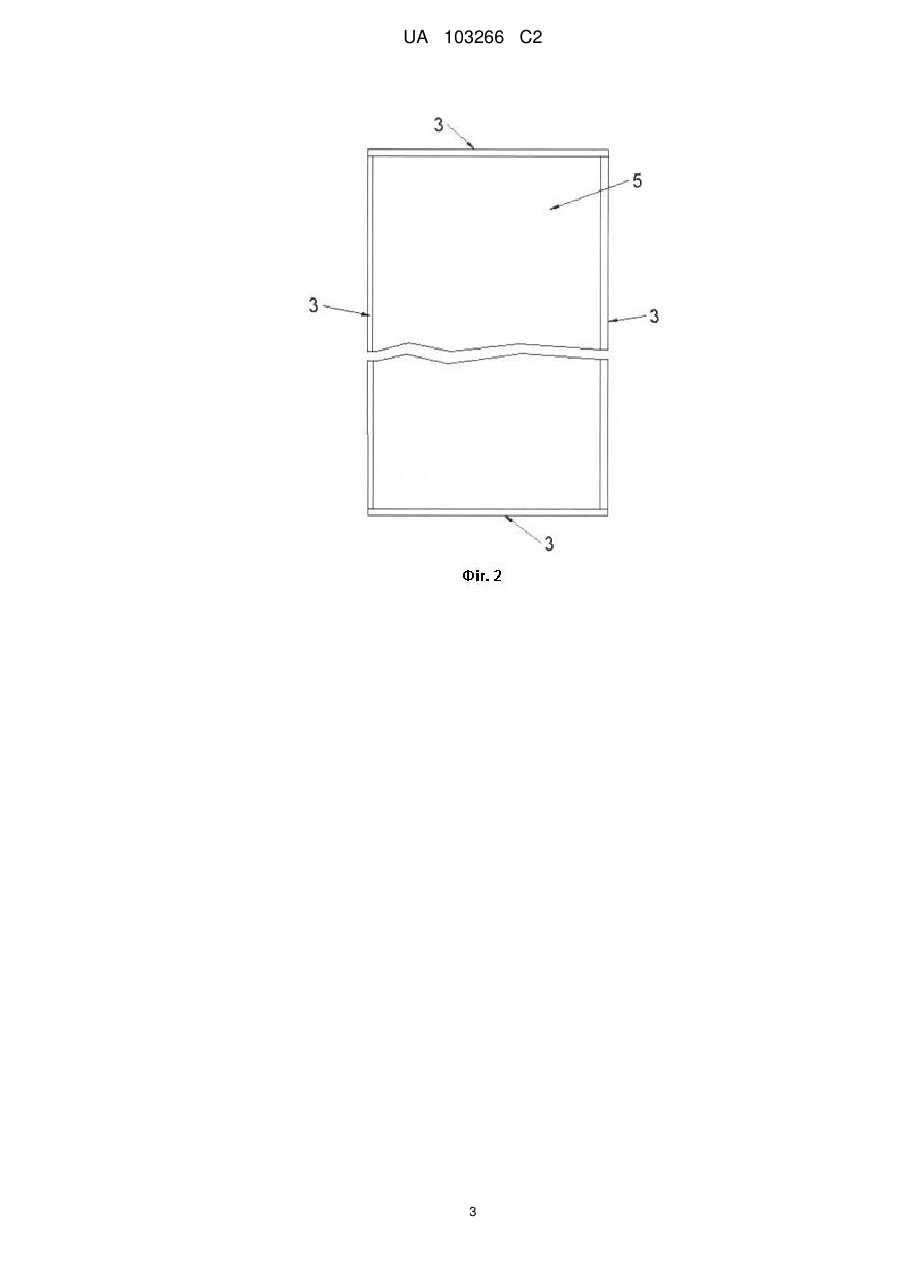
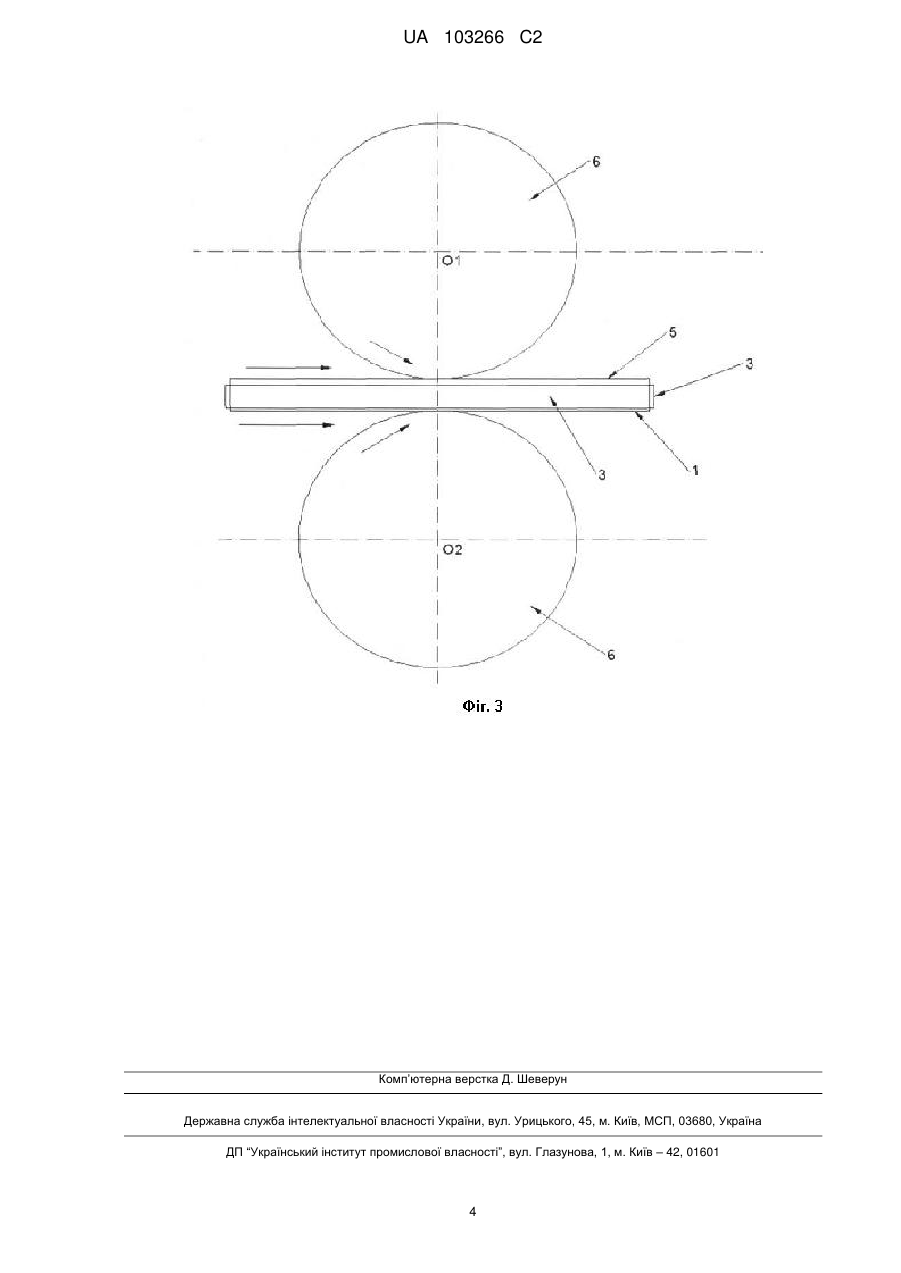
Реферат: Винахід належить до галузі порошкової металургії, а саме - до способу одержання біметалевих виробів. Спосіб одержання біметалевих виробів включає нанесення проміжного шару і шару з плакуючого металевого порошку на литу підкладку з наступною прокаткою, причому шар плакуючого металевого порошку біметалевого виробу засипають у форму, створену литою підкладкою з нанесеним проміжним шаром порошку і чотирма допоміжними пластинами з магнітного матеріалу, які встановлені вздовж бокових поверхонь підкладки, одержану заготовку накривають пластиною з немагнітного матеріалу, зібраний пакет ущільнюють прокаткою зі ступенем деформації 10-20 %, далі знімають допоміжні пластини, спікають заготовку і проводять прокатку до одержання безпористого стану плакуючого порошкового шару біметалевого виробу. Винахід забезпечує одержання точних розмірів кромок біметалевого виробу, підвищення міцності зчеплення плакуючого шару порошку металу з підкладкою та технологічності його виготовлення і може бути використаний для виготовлення фрикційних та антифрикційних матеріалів, наприклад підшипників ковзання. UA 103266 C2 (12) UA 103266 C2 UA 103266 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі порошкової металургії, зокрема до способів одержання біметалевих матеріалів з антифрикційними, фрикційними та зносостійкими властивостями методом прокатки металевої підкладки та металевих порошків. Відомий спосіб одержання біметалічної стрічки (патент США № 3810757 А, публ. 1974), що включає засипання порошку на металеву підкладку, нагрів та гарячу прокатку виробу. Недоліком цього способу є низька міцність зчеплення плакуючого шару порошку та підкладки. Також відомий спосіб отримання біметалевих стрічок (Авторське свідоцтво СССР№ 952436, публ. 1981), що включає накатку порошку плакуючого шару на металеву підкладку за рахунок прокатки у валках прокатного стану, причому один з валків, котрий контактує з підкладкою є неприводним валком. Недоліком цього способу також є низька міцність зчеплення плакуючого слоюпорошку та підкладки. Крім того недоліком відомого способу є неможливість отримання чітких геометричних контурів порошкового шару через просипання порошку під час операції накатки. Найбільш близьким за технічною суттю та результатом є спосіб отримання біметалічних смуг (Авторське свідоцтво СССР№ 1156852 А, публ. 1985), що включає накатку порошку плакуючого слою на підкладку у валках прокатного стану, причому перед накаткою порошку на поверхню підкладки напікають проміжний шар з карбонільного залізного порошку у напрямку поперечному напрямку прокатки. Недоліком цього способу є недостатня точність розмірів кромок одержуваних стрічок, через просипання порошку під час накатки плакуючого порошкового шару. Також цей спосіб потребує використання спеціального прокатного обладнання, з горизонтально розташованими валками. В основу винаходу поставлена задача усунення зазначених недоліків, а саме забезпечення точних розмірів кромок біметалевого виробу та високої міцності зчеплення плакуючого шару порошку з підкладкою, використовуючи стандартне прокатне обладнання з вертикально розташованими валками. Суть винаходу в способі одержання біметалевих виробів, який включає нанесення проміжного шару і шару з плакуючого металевого порошку на литу підкладку з наступною прокаткою, полягає в тому, що шар плакуючого металевого порошку біметалевого виробу засипають в форму, створену литою підкладкою з нанесеним проміжним шаром порошку і чотирма допоміжними пластинами з магнітного матеріалу, яки встановлені вздовж бокових поверхонь підкладки, одержану заготовку накривають пластиною з немагнітного матеріалу, зібраний пакет ущільнюють прокаткою зі ступенем деформації 10-20 %, далі знімають допоміжні пластини, спікають заготовку і проводять прокатку до одержання безпористого стану плакуючого порошкового шару виробу. Запропонований спосіб одержання біметалевих виробів відрізняється від найближчого аналогу тим, що з метою забезпечення чітких контурів виробу металевий порошок плакуючого шару засипають в форму, створену литою підкладкою з напеченим проміжним шаром та чотирма пластинами з магнітного матеріалу, яки встановлені вздовж бокових поверхонь підкладки, одержану заготовку накривають пластиною з немагнітного матеріалу, зібраний пакет ущільнюють прокаткою зі ступенем деформації 10-20 % з наступним спіканням і прокаткою. Суть винаходу пояснюється за допомогою ілюстрації, де на Фіг. 1 показано розміщення шарів заготовки біметалевого виробу, на Фіг. 2 показано загальний вигляд зібраного пакету для прокатки матеріалу, на Фіг. 3 зображено схему прокатки зібраного пакету для одержання біметалевого матеріалу. На бокові поверхні литої металевої підкладки 1 (Фіг. 1, 3) з попередньо нанесеним проміжним шаром 2 (Фіг. 1) встановлюють чотири допоміжні тонкі пластини 3 (Фіг. 1, 2, 3) з магнітного матеріалу. В одержану форму насипають шар 4 (Фіг. 1) з плакуючого металевого порошку біметалевого виробу. Одержану заготовку накривають пластиною 5 (Фіг. 1, 2, 3) з немагнітного матеріалу, зібраний пакет прокатують у валках 6 (Фіг. 1) прокатного стану зі ступенем деформації 10-20 %. При ступені деформації менше 10 % шар порошку не формується, при ступені деформації більше 20 % тонкі магнітні пластини, за рахунок великих контактних напружень, відходять, створюючи при формуванні не чіткі контури плакуючого порошкового шару. Прокатку проводять у вертикально розташованих валках прокатного стану, які мають однаковий діаметр. Потім знімають допоміжні пластини, заготовку спікають і прокатують до безпористого стану плакуючого шару металевого порошку. Приклад здійснення способу. Прокатку біметалевого виробу проводили на чорновій кліті прокатного стану ДУО - 200 з діаметром валків 200 мм. У форму, створену з одної сталевої підкладки, товщиною 10 мм, на яку попередньо припікли проміжний шар порошку міді товщиною 0,2 мм, та чотирьох 1 UA 103266 C2 5 10 допоміжних магнітних пластин, встановлених по бокових поверхнях підкладки, засипали порошок міді ПМС-1, товщиною 4 мм. Довжина двох магнітних пластин дорівнює довжині підкладки та становить 300 мм, а довжина двох інших дорівнює ширині підкладки разом з товщиною двох пластин та становить 106 мм, товщина пластин дорівнює 3 мм, а висота 18 мм. Після чого заготовку накрили зверху титановою пластиною, товщиною 10 мм. Зібраний пакет піддали ущільнюючій прокатці зі ступенем деформації 15 %. Прокатку здійснювали з лінійною швидкістю 1 м/хв. Після чого форму розібрали, а отриману біметалеву заготовку, товщиною 12,5 мм спікали у атмосфері водню при температурі 900 °C протягом 1 години. Спечену заготовку прокатували до одержання 100 % щільності плакуючого порошкового шару. Одержали біметалевий виріб товщиною 11,5. Цей та інші приклади наведені в таблиці. Таблиця Ступінь обтиснення 7% 10 % 15 % 20 % 22 % 15 20 25 30 35 Товщина заготовки, мм 13 12,5 12 Стан заготовки Не формується Зразки сформовані, кромки рівні Нерівні кромки Спосіб, який заявляється, відрізняється від найближчого аналогу тим, що завдяки використанню формоутворючих допоміжних пластин для розміщення плакуючого металевого порошку можливо отримати біметалевий виріб з чітко сформованими кромками, що підвищує якість одержаних виробів, а проведення ущільнювання зібраного пакету з підкладки та допоміжних пластин за допомогою прокатки дозволяє підвищити ступінь зчеплення литого шару підкладки та плакуючого шару з металевого порошку. Спосіб одержання біметалевих виробів з металевих порошків може знайти застосування на підприємствах порошкової металургії для виготовлення біметалів шляхом прокатки порошків у валках з рівними діаметрами. Отримані біметали можуть бути використані для виготовлення фрикційних та антифрикційних матеріалів. ФОРМУЛА ВИНАХОДУ Спосіб одержання біметалевих виробів, який включає нанесення проміжного шару і шару з плакуючого металевого порошку на литу підкладку з наступною прокаткою, який відрізняється тим, що шар плакуючого металевого порошку біметалевого виробу засипають у форму, створену литою підкладкою з нанесеним проміжним шаром порошку і чотирма допоміжними пластинами з магнітного матеріалу, які встановлені вздовж бокових поверхонь підкладки, одержану заготовку накривають пластиною з немагнітного матеріалу, зібраний пакет ущільнюють прокаткою зі ступенем деформації 10-20 %, далі знімають допоміжні пластини, спікають заготовку і проводять прокатку до одержання безпористого стану плакуючого порошкового шару біметалевого виробу. 2 UA 103266 C2 3 UA 103266 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHohaiev Kazbek Oleksandrovych, Kolpakov Artur Serhiiovych, Kalutskyi Heorhii Yakovych, Voropaiev Vitalii Semenovych, Radchenko Oleksandr Kuzmych
Автори російськоюГогаев Казбек Александрович, Колпаков Артур Сергеевич, Калуцкий Георгий Яковлевич, Воропаев Виталий Семенович, Радченко Александр Кузьмич
МПК / Мітки
МПК: B22F 3/18
Мітки: виробів, спосіб, біметалевих, одержання
Код посилання
<a href="https://ua.patents.su/6-103266-sposib-oderzhannya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання біметалевих виробів</a>
Спосіб одержання біметалевих виливків за моделями, що газифікуються
Номер патенту: 46382
Опубліковано: 25.12.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Болюх Віталій Анатолійович, Каричковський Петро Микитович
МПК: B22D 19/00, B22D 19/16
Мітки: виливків, одержання, біметалевих, моделями, газифікуються, спосіб
Формула / Реферат:
1. Спосіб одержання біметалевих виливків за моделями, що газифікуються, який включає отримання пінополістиролової моделі, виготовлення двох каналів, з'єднання, фарбування, формування та заливання рідкими розплавами, який відрізняється тим, що ливарна форма оснащена сигналізатором рівня рідкого розплаву першого шару з кутом його нахилу, встановленим в межах 30±5°.2. Спосіб одержання біметалевих виливків за моделями, що газифікуються,...
Спосіб виготовлення біметалевих виробів
Номер патенту: 65339
Опубліковано: 12.12.2011
Автори: Савчук Іван Миколайович, Калюжний Володимир Леонідович, Калюжний Олександр Володимирович
МПК: B21D 22/00
Мітки: виготовлення, біметалевих, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому розташовують горизонтально в обоймі дві послідовно розміщені з зазором співвісні матриці, встановлюють листові заготовки з різних матеріалів, в зазорі між матрицями розташовують з'єднуючий елемент у вигляді відрізка металевого дроту і здійснюють витяжку з потоншенням, який відрізняється тим, що витягування з потоншенням виконується в умовах дії диференційованого протитиску, максимальна...
Спосіб виготовлення біметалевих виробів
Номер патенту: 69279
Опубліковано: 25.04.2012
Автори: Горностай Вадим Миколайович, Тривайло Михайло Семенович, Сабол Сергій Францович, Холявік Ольга Віталіївна
МПК: B21C 23/00, B21D 22/00, B23K 20/00
Мітки: спосіб, виготовлення, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого...
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків
Номер патенту: 96397
Опубліковано: 25.10.2011
Автори: Радченко Олександр Кузьмич, Калуцький Георгій Якович, Колпаков Артур Сергійович, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович
МПК: B22F 7/02, B22F 7/00, B22F 3/18, B21B 1/22
Мітки: смуг, листів, одержання, порошків, біметалевих, металевих, спосіб, стрічок
Формула / Реферат:
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків, що включає прокатку порошків різного складу у валках з однаковими діаметрами, спікання одержаного виробу і подальшу ущільнюючу прокатку виробу, який відрізняється тим, що ущільнюючу прокатку здійснюють у валках різного діаметра з відношенням діаметра більшого валка до діаметра меншого валка 1,1-1,3 зі ступенем відносного обтиснення 0,45-0,55.
Спосіб виготовлення біметалевих виробів
Номер патенту: 79735
Опубліковано: 25.04.2013
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Гончарук Христина Василівна
МПК: B21K 21/00
Мітки: біметалевих, виробів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, що полягає у видавлюванні пуансоном металу в порожнину, який відрізняється тим, що виконують радіальне доцентрове висадження порожнистої заготовки та охоплення фланцем, що при цьому отримують, іншої порожнистої заготівки.
Попередній патент: Вібраційний грохот
Наступний патент: Спосіб виготовлення виробів фасадного ліпного архітектурного декору, скульптури і пам’ятників з термопласткомпозита
Випадковий патент: Спосіб виготовлення кристалу кремнієвого напівпровідникового приладу з відокремлюючими областями