Спосіб виготовлення біметалевих виробів
Номер патенту: 69279
Опубліковано: 25.04.2012
Автори: Сабол Сергій Францович, Горностай Вадим Миколайович, Тривайло Михайло Семенович, Холявік Ольга Віталіївна
Формула / Реферат
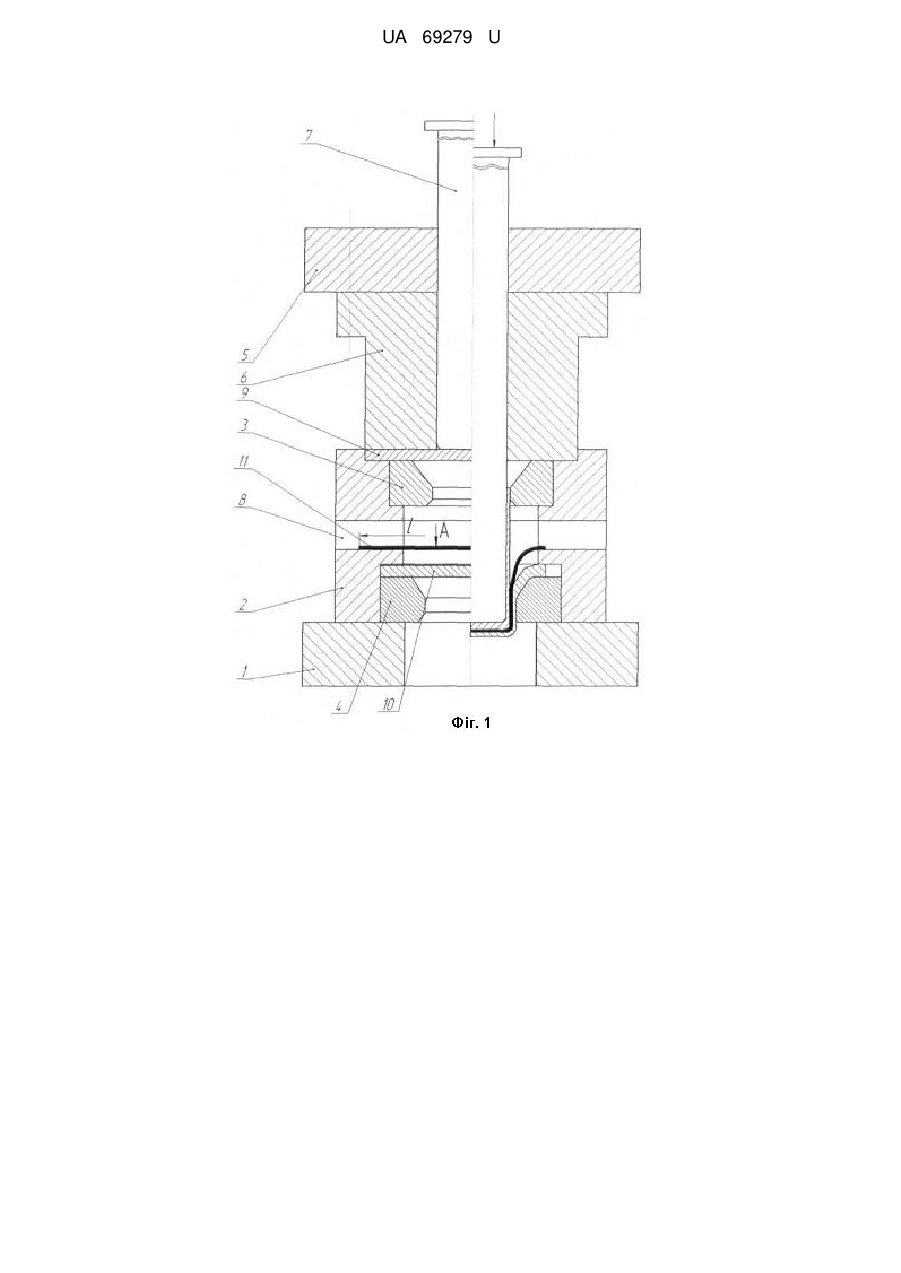
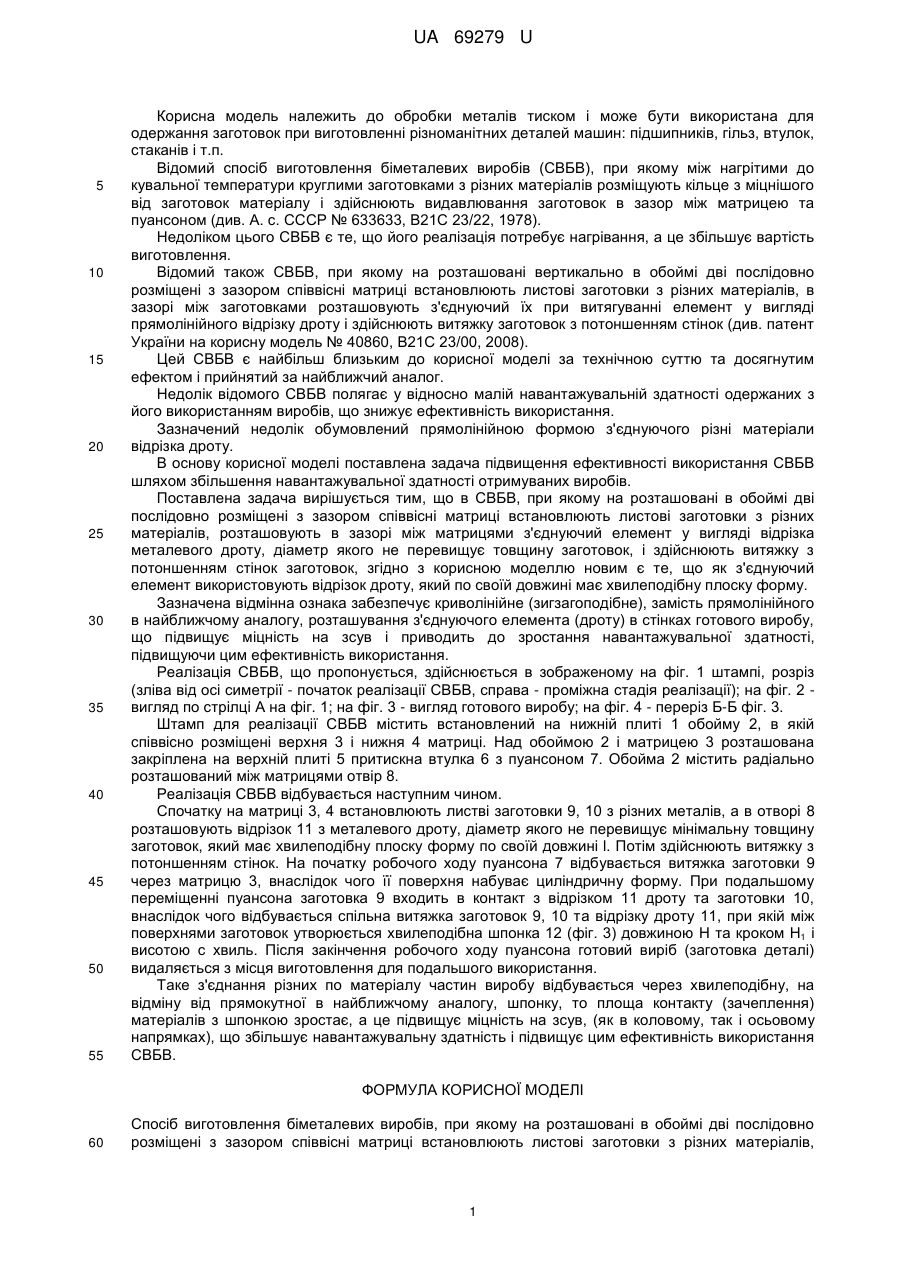
Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого дроту, який по своїй довжині має хвилеподібну плоску форму.
Текст
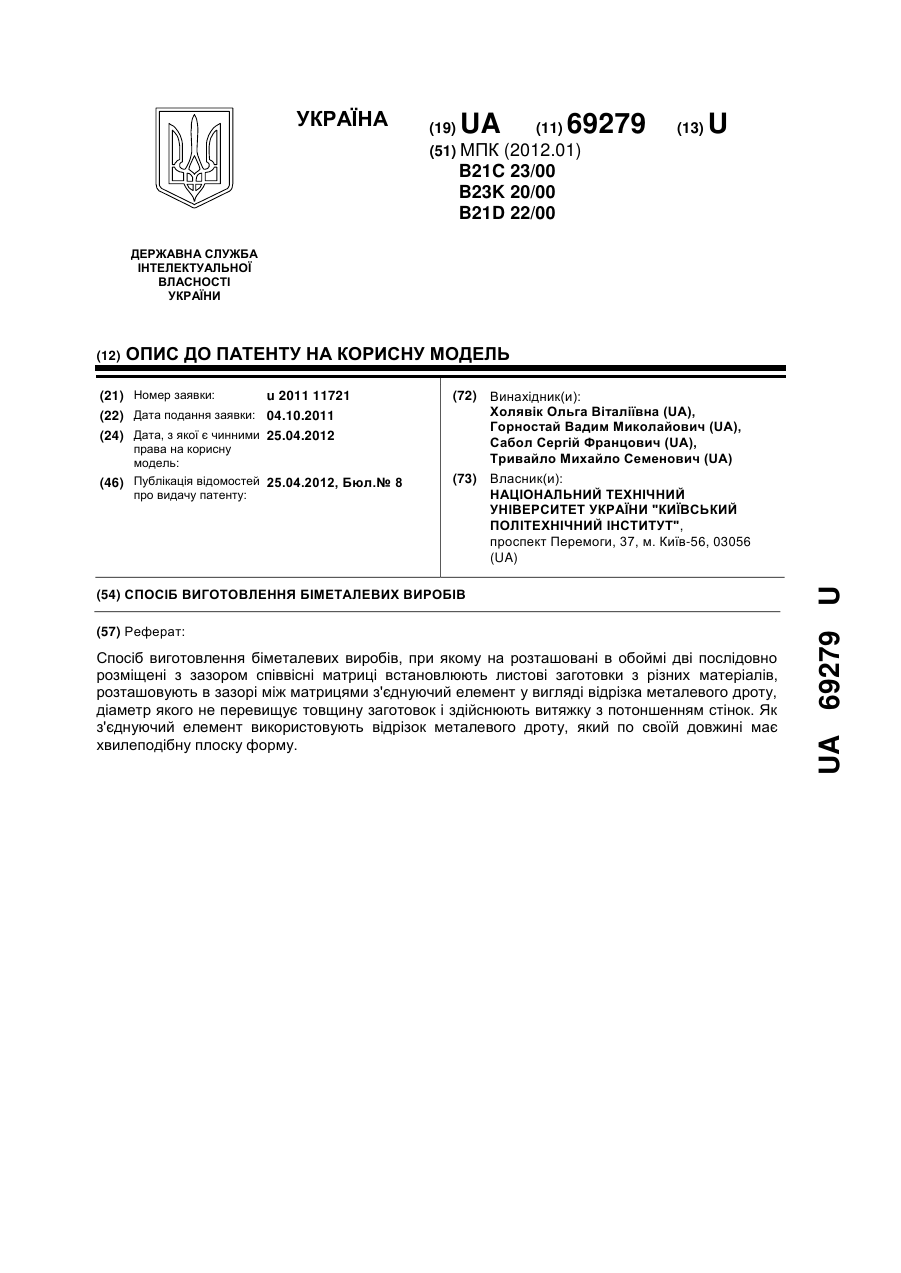
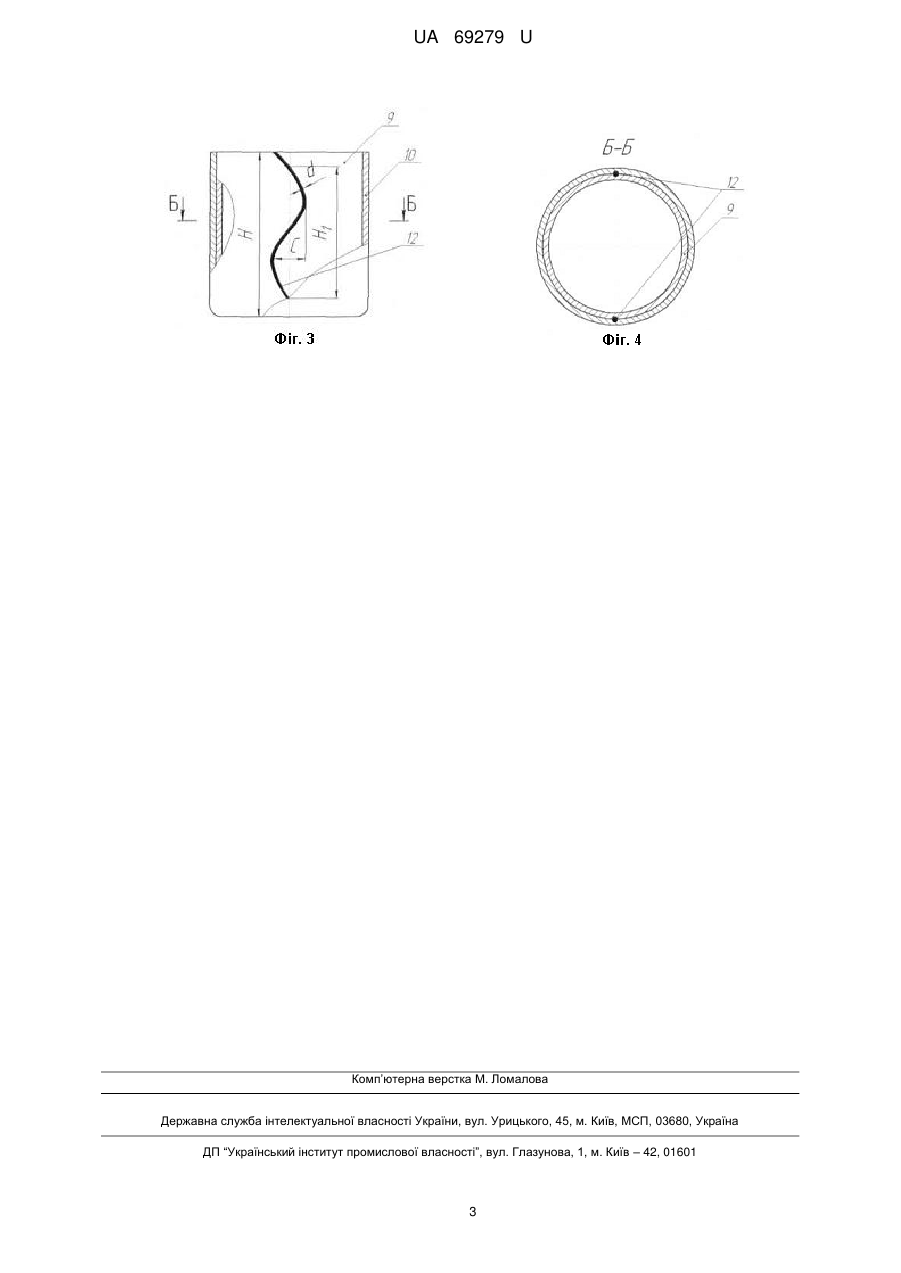
Реферат: Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок. Як з'єднуючий елемент використовують відрізок металевого дроту, який по своїй довжині має хвилеподібну плоску форму. UA 69279 U (12) UA 69279 U UA 69279 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана для одержання заготовок при виготовленні різноманітних деталей машин: підшипників, гільз, втулок, стаканів і т.п. Відомий спосіб виготовлення біметалевих виробів (СВБВ), при якому між нагрітими до кувальної температури круглими заготовками з різних матеріалів розміщують кільце з міцнішого від заготовок матеріалу і здійснюють видавлювання заготовок в зазор між матрицею та пуансоном (див. А. с. СССР № 633633, В21С 23/22, 1978). Недоліком цього СВБВ є те, що його реалізація потребує нагрівання, а це збільшує вартість виготовлення. Відомий також СВБВ, при якому на розташовані вертикально в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, в зазорі між заготовками розташовують з'єднуючий їх при витягуванні елемент у вигляді прямолінійного відрізку дроту і здійснюють витяжку заготовок з потоншенням стінок (див. патент України на корисну модель № 40860, В21С 23/00, 2008). Цей СВБВ є найбільш близьким до корисної моделі за технічною суттю та досягнутим ефектом і прийнятий за найближчий аналог. Недолік відомого СВБВ полягає у відносно малій навантажувальній здатності одержаних з його використанням виробів, що знижує ефективність використання. Зазначений недолік обумовлений прямолінійною формою з'єднуючого різні матеріали відрізка дроту. В основу корисної моделі поставлена задача підвищення ефективності використання СВБВ шляхом збільшення навантажувальної здатності отримуваних виробів. Поставлена задача вирішується тим, що в СВБВ, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок, і здійснюють витяжку з потоншенням стінок заготовок, згідно з корисною моделлю новим є те, що як з'єднуючий елемент використовують відрізок дроту, який по своїй довжині має хвилеподібну плоску форму. Зазначена відмінна ознака забезпечує криволінійне (зигзагоподібне), замість прямолінійного в найближчому аналогу, розташування з'єднуючого елемента (дроту) в стінках готового виробу, що підвищує міцність на зсув і приводить до зростання навантажувальної здатності, підвищуючи цим ефективність використання. Реалізація СВБВ, що пропонується, здійснюється в зображеному на фіг. 1 штампі, розріз (зліва від осі симетрії - початок реалізації СВБВ, справа - проміжна стадія реалізації); на фіг. 2 вигляд по стрілці А на фіг. 1; на фіг. 3 - вигляд готового виробу; на фіг. 4 - переріз Б-Б фіг. 3. Штамп для реалізації СВБВ містить встановлений на нижній плиті 1 обойму 2, в якій співвісно розміщені верхня 3 і нижня 4 матриці. Над обоймою 2 і матрицею 3 розташована закріплена на верхній плиті 5 притискна втулка 6 з пуансоном 7. Обойма 2 містить радіально розташований між матрицями отвір 8. Реалізація СВБВ відбувається наступним чином. Спочатку на матриці 3, 4 встановлюють листві заготовки 9, 10 з різних металів, а в отворі 8 розташовують відрізок 11 з металевого дроту, діаметр якого не перевищує мінімальну товщину заготовок, який має хвилеподібну плоску форму по своїй довжині l. Потім здійснюють витяжку з потоншенням стінок. На початку робочого ходу пуансона 7 відбувається витяжка заготовки 9 через матрицю 3, внаслідок чого її поверхня набуває циліндричну форму. При подальшому переміщенні пуансона заготовка 9 входить в контакт з відрізком 11 дроту та заготовки 10, внаслідок чого відбувається спільна витяжка заготовок 9, 10 та відрізку дроту 11, при якій між поверхнями заготовок утворюється хвилеподібна шпонка 12 (фіг. 3) довжиною Н та кроком Н1 і висотою с хвиль. Після закінчення робочого ходу пуансона готовий виріб (заготовка деталі) видаляється з місця виготовлення для подальшого використання. Таке з'єднання різних по матеріалу частин виробу відбувається через хвилеподібну, на відміну від прямокутної в найближчому аналогу, шпонку, то площа контакту (зачеплення) матеріалів з шпонкою зростає, а це підвищує міцність на зсув, (як в коловому, так і осьовому напрямках), що збільшує навантажувальну здатність і підвищує цим ефективність використання СВБВ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, 1 UA 69279 U розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого дроту, який по своїй довжині має хвилеподібну плоску форму. 2 UA 69279 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing bimetallic products
Автори англійськоюKholiavik Olha Vitaliivna, Hornostai Vadym Mykolaiovych, Sabol Serhii Frantsovych, Tryvailo Mykhailo Semenovych
Назва патенту російськоюСпособ изготовления биметаллических изделий
Автори російськоюХолявик Ольга Витальевна, Горностай Вадим Николаевич, Сабол Сергей Францевич, Трывайло Михаил Семенович
МПК / Мітки
МПК: B21D 22/00, B21C 23/00, B23K 20/00
Мітки: біметалевих, спосіб, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/5-69279-sposib-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виробів</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 40860
Опубліковано: 27.04.2009
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович, Горностай Вадим Миколайович, Холявік Ольга Віталіївна, Сабол Сергій Францович
МПК: B21D 22/00, B21C 23/00, B23K 20/00
Мітки: спосіб, виготовлення, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані вертикально в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого дроту, діаметр якого не перевищує товщину заготовок.
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B21D 22/00, B21C 23/22, B23K 20/00
Мітки: спосіб, біметалевих, виробів, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B21D 22/20, B21C 23/22
Мітки: спосіб, біметалевих, виготовлення, виробів, заготовок, листових
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Спосіб виготовлення біметалевих виробів
Номер патенту: 34443
Опубліковано: 11.08.2008
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Тітов Андрій Вячеславович, Честнов Євген Володимирович, Титов Вячеслав Андрійович
МПК: B21C 23/00, B23K 20/00, B21D 22/00
Мітки: спосіб, біметалевих, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані вертикально в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що перед витяжкою на вільну від контакту з обоймою верхню поверхню нижньої заготовки наносять шар клею товщиною в декілька міліметрів.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 65392
Опубліковано: 12.12.2011
Автори: Борис Руслан Степанович, Титов Вячеслав Андрійович, Богодіст Егор Ігорович
МПК: B21C 23/22
Мітки: спосіб, виготовлення, біметалевих, листових, виробів, заготовок
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, а на зовнішній поверхні верхньої заготовки після першої витяжки формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки мають хвилястий профіль та...
Попередній патент: Пристрій для діагностики дефектів литої короткозамкненої обмотки ротора асинхронного двигуна
Наступний патент: Спосіб одержання поверхнево-активних речовин
Випадковий патент: Водонепроникний швидкорознімний бокс