Спосіб ідентифікації арматурного прокату класу міцності 600
Номер патенту: 103552
Опубліковано: 25.12.2015
Автори: Івченко Олександр Васильович, Івченко Віталій Іванович

Формула / Реферат
1. Спосіб ідентифікації арматурного прокату класу міцності 600, що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, подальше обчислення значень характеристик міцності і пластичності, який відрізняється тим, що розтягнення здійснюють в два прийоми шляхом первісного розтягування зразка до пробного навантаження, відповідного нормованій напрузі межі текучості 600 Н/мм2, після чого зразок розвантажують і заміряють значення його залишкового подовження (Dl1), далі зразок повторно піддають розтягуванню до максимального навантаження (Рmax) і фіксують це значення, а зразок знову розвантажують, заміряють значення його залишкового подовження (Dl2), після чого обчислюють тимчасовий опір (sв) і відносне рівномірне подовження (dP), а відповідність прокату класу 600 встановлюють за величиною залишкового подовження (Dl1), яка повинна бути не більше 0,002 від первісної довжини і характеристиками sв і dP, які повинні бути не менше 670 Н/мм2 і 4,5 % відповідно.
2. Спосіб за п. 1, який відрізняється тим, що в разі отримання значення залишкового подовження (Dl1) після первісного розтягування до пробної загрузки більше 0,002 від первісної довжини, зразок повторному розтягуванню не піддають, а прокат визнають таким, що не відповідає класу міцності 600.
Текст
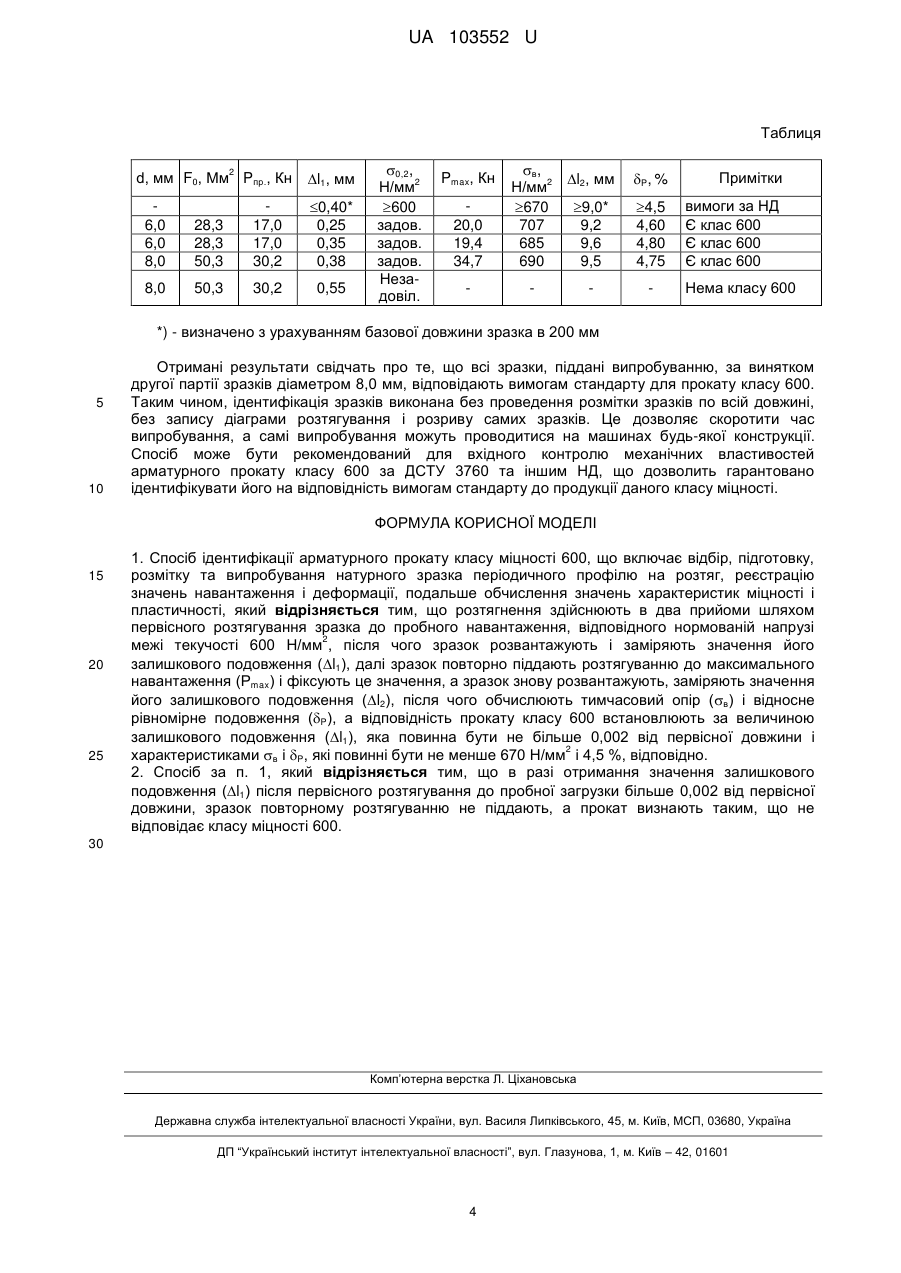
Реферат: UA 103552 U UA 103552 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до випробування металів, а саме до методів визначення механічних властивостей. Переважна галузь застосування - механічні випробування зразків арматурного прокату на розтяг, і встановлення відповідності їх механічних властивостей вимогам нормативної документації. Відомо, що з 2016 року в Україні передбачається скасування старих радянських нормативних документів (НД) до яких відносяться державні стандарти СРСР (ГОСТ СССР) та перехід на європейські стандарти (електронний ресурс http://censor.net.ua/news/315626/ukraina_otkazyvaetsya_ot_15_tysyach_sovetskih_gostov_i_pereho dit_na_evropeyiskuyu_sistemu_standartizatsii). Це приведе до того, що арматурний прокат класу міцності 600 буде виготовляться згідно вимог НД DIN 488-1-2009 (Арматурна сталь. Частина 1. Copтa, свойства, маркування), а механічні властивості цього прокату будуть контролюватися за DIN EN ISO 15630-1:2002 (Сталь для армування и попереднього напруження бетону. Методи випробування). Контроль механічних властивостей арматурною прокату класу міцності 600 за DIN 488-12009 та іншим європейськім стандартам передбачає визначення наступних характеристик, значення яких повинні відповідати певному рівню: 2 межі текучості (σ0,2600 Н/мм ); 2 тимчасового опору при розтяп (σв670 Н/мм ); повного відносного подовження при максимальному навантаженні (δ max5,0 %) або відносного рівномірного подовження (δP4,5 %). Відомо, що арматурний прокат класу міцності 600 в термомеханічно зміцненому або в холоднодеформованому стані має певну відмінність, яка полягає у відсутності вираженої площинки текучості на діаграмі розтягу, що свідчить про наявність умовної межі текучості (σ 0,2). Визначення даної характеристики властивості можливе графічним шляхом при проведенні випробування зразків прокату на розтяг із застосуванням тензометрів, що э достатньо трудомістким, або на випробувальних машинах з автоматичним записом діаграми розтягування в координатах "навантаження - деформація". Також по цій діаграмі можливо визначати і величину повного відносного подовження при максимальному навантаженні (δmax). Однак, технологічні лабораторії вхідного контролю матеріалів для виготовлення залізобетонних виробів багатьох заводів будівельної індустрії укомплектовані застарілими типами розривних машин, на яких діаграмні апарати недосконалі і в більшості випадків не працюють, внаслідок чого здійснити контроль показників механічних властивостей арматурного прокату класу міцності 600 таких, як умовна межа текучості (σ0,2) і повне відносне подовження при максимальному навантаженні (δmax) на них, не є можливим. Для усунення наявних протиріч ведеться пошук рішень, які дозволять нівелювати наявні труднощі і спростити визначення механічних властивостей металу для даного виду продукції. Відома методика (патент РФ № 2395454, МПК G01N 3/28 "Способ определения вязкости металла", опублікований 27.06.2010 р.), згідно з якою зразок піддають розтягуванню до розриву, з фіксуванням до проведення випробування початкової довжини і вихідної площі поперечного перерізу, в процесі випробування реєструють діаграму розтягування і максимальне навантаження, після випробування реєструють кінцеву довжину зразка, при цьому в процесі випробування додатково реєструють абсолютне пружне і абсолютне пластичне подовження, а після випробування визначають в'язкість металу (характеристику пластичності) за певною математичною формулою. Даний спосіб є трудомістким, вимагає складного обладнання для запису діаграми випробування, що за вказаними раніше причинами, не придатний для вхідного контролю механічних властивостей арматурного прокату. Також відомий спосіб визначення міцнісних і пластичних характеристик арматурного прокату (ГОСТ 12004-81 "Сталь арматурна. Методи випробування на розтяг"), згідно якого натурні зразки заздалегідь готують шляхом виправляння, визначення площі поперечного перерізу (через масу і довжину) і розмітки за допомогою міток, що наносяться ділильної машинкою, скобами або керном. Далі проводять випробування зразка на розтяг до руйнування, реєстрацію значень навантаження і деформації, і подальше обчислення значень характеристик межі текучості (т), тимчасового опору при розтягу (в) і відносних подовжень (P, 5). При цьому випробування зразків, у яких відсутня фізична межа текучості, проводять з використанням різних датчиків деформації (тензометрів), на підставі показань яких будують діаграму "навантаження-деформація", або на сучасних машинах з автоматичним записом таких діаграм. За діаграмою обчислюють значення умовної границі текучості (0,2), а також повне відносне подовження при максимальному навантаженні (max). Недоліки цього способу проявляються н трудомісткості процесу випробування, пов'язаного з необхідністю побудови (або запису) діаграм випробування та їх подальшої розшифровки, а 1 UA 103552 U 5 10 15 20 25 30 35 40 45 50 55 також в необхідності використання дорогого випробувального обладнання та кваліфікованого персоналу для обслуговування та проведення випробувань. Найближчим аналогом корисної моделі є спосіб експрес контролю механічних властивостей 8 холоднодеформованого арматурного прокату класу В500С (патент UA № 86896, МПК G01N 3/00, від 10.01.2014 p.), що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, і подальше обчислення значень характеристик. При цьому розтягнення зразка здійснюють до максимального навантаження і переривають випробування, фіксують значення максимального навантаження, далі зразок розвантажують і фіксують значення його залишкового подовження, після чого обчислюють тимчасовий опір при розтягу (в) і відносне рівномірне подовження (P), а відповідність прокату необхідному класу міцності встановлюють за величиною добутку характеристик в х P, який повинен дорівнювати не менш 1200, при обов'язкових значеннях в і 2 P не менше 550 Н/мм і 2,0 % відповідно. Недоліки способу за найближчим аналогом проявляються в тому, що відсутня можливість визначення характеристики умовної межі текучості (0,2). Це не дає можливості встановити факт відповідності прокату нормованим вимогам по класу міцності, тобто провести його ідентифікацію. Задачею корисної моделі є розробка способу визначення механічних властивостей арматурного прокату класу 600, спрощення методики випробування зразків для встановлення відповідності (ідентифікації) його властивостей з вимогами стандарту. Поставлена задача вирішується тим, що запропонований спосіб ідентифікації арматурного прокату класу міцності 600, що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, подальше обчислення значень характеристик міцності і пластичності здійснюють таким чином. Розтягнення здійснюють в два прийоми шляхом первісного розтягування зразка до пробного 2 навантаження, відповідного нормованій напрузі межі текучості 600 Н/мм , після чого зразок розвантажують, і заміряють значення його залишкового подовження (Δl 1), далі зразок повторно піддають розтягуванню до максимального навантаження (Рmax) і фіксують це значення, а зразок знову розвантажують, заміряють значення його залишкового подовження (l2), після чого обчислюють тимчасовий опір (в) і відносне рівномірне подовження (P), а відповідність прокату класу 600 встановлюють за величиною залишкового подовження (l1), яка повинна бути не більше 0,002 від первісної довжини і характеристикам в і P, які повинні бути не менше 670 2 Н/мм і 4,5 % відповідно. В разі отримання значення залишкового подовження (l1) після первісного розтягування до пробної загрузки більше 0,002 від первісної довжини, зразок повторному розтягуванню не піддають, а прокат визнають таким, що не відповідає класу міцності 600. Технічним результатом запропонованої корисної моделі є можливість проведення механічних випробувань арматурного прокату класу міцності 600 на випробувальних машинах будь-якої конструкції, так як фіксується тільки один показник - значення максимальної, навантаження, спрощення методики випробування зразків арматурного прокату за рахунок скорочення часу розмітки зразка, та ідентифікація (швидке встановлення відповідності) його властивостей вимогам стандарту. Досягнення зазначеного технічного результату забезпечується набором відмінних ознак, а саме тим, що розтягнення здійснюють в два прийоми шляхом первісного розтягування зразка до 2 пробного навантаження, відповідного нормованій напрузі межі текучості в 600 Н/мм , після чого зразок розвантажують, і заміряють значення його залишкового подовження (l1), далі зразок повторно піддають розтягуванню до максимального навантаження (Рmax) і фіксують це значення, а зразок знову розвантажують, заміряють значення його залишкового подовження (l2), після чого обчислюють тимчасовий опір (в) і відносне рівномірне подовження (P), а відповідність прокату класу міцності 600 встановлюють за величиною залишкового подовження (l1), яка повинна бути не більше 0,002 від первісної довжини і характеристикам в і P, які 2 повинні бути не менше 670 Н/мм і 4,5 % відповідно. В разі отримання значення залишкового подовження (l1) після первісного розтягування до пробного навантаження більше 0,002 від первісної довжини, зразок повторному розтягуванню не піддають, а прокат визнають таким, що не відповідає класу міцності 600. Всі відмінні ознаки корисної моделі, що заявляється, взаємопов'язані і сприяють досягненню поставленої задачі. В запропонованому способі відповідність прокату класу 600 (ідентифікацію) встановлюють за величиною залишкового подовження (l1), яке повинна бути не більше 0,002 2 від первісної довжини і характеристикам в і P, які повинні бути не менше 670 Н/мм і 4,5 % 2 UA 103552 U 5 10 15 20 25 30 35 40 45 50 55 відповідно. В разі отримання значення залишкового подовження (l1) після первісного розтягування до пробного навантаження більше 0,002 від первісної довжини, зразок повторному розтягуванню не піддають, а прокат визнають, що не відповідає класу міцності 600. Ці ознаки спрощують саме випробування і дають можливість проведення ідентифікації арматурній о прокату класу 600. Якщо згідно стандартів вимагається визначення умовної межі текучості (0,2), тимчасового опору при розтягу (в) повного відносного подовження при максимальному навантаженні (max) або відносного рівномірного подовження (P), то запропонований спосіб передбачає визначення меншою числа показників властивостей, а саме - тимчасового опору при розтягу (в) та відносною рівномірного подовження (P), що приводить до спрощення методики випробування зразків арматурного прокату. У стандартах DIN 488 и ONORM B420 для арматурного прокату класу 600 значення 2 характеристик в i P нормуються на рівні не менше 670 Н/мм і 4,5 % відповідно, тому виконання їх обов'язково. Щодо того, що не проводиться визначення характеристики умовної 2 межі текучості (0,2), з нормованою величиною не менше 600 Н/мм , то тут немає істотних побоювань за не визначення даного показника тому що, здійснюється факт його непрямого виконання на задовільне значення. Це відбувається, коли перше розтягування до пробного навантаження не приводить до залишкового подовження (l1) більше 0,002 від первісної довжини (відсутність критичної залишкової деформації). Якщо зразок не має критичної залишкової деформації, то умовна межа текучості (0,2) більша ніж нормована величина в 600 2 Н/мм . Між сукупністю суттєвих ознак об'єкта, що заявляється, і технічним результатом, що досягається, існує причинно-наслідковий зв'язок, який полягає в тому, що після проведення випробування і реєстрації значення максимального навантаження (Рmax) і значення залишкового подовження (l2), всі наступні обчислення значень характеристик тимчасового опору при розтяту (в) та відносного рівномірного подовження (P) с елементарними арифметичними діями. При цьому не потрібно вдаватися до запису діаграми випробування із використанням сучасного обладнання. Досить тільки зафіксувати показання індикатора навантаження на випробувальній машині, а також за допомогою штангенциркуля заміряти відстань між мітками 2 на зразку. Отримані значення в і P повинні становити не менше 670 Н/мм і 4,5 % відповідно, а також величина залишкового подовження (l1), яка повинна бути не більше 0,002 від первісної довжини. Вони забезпечують технічний результат, який заявляється - можливість проведення механічних випробувань арматурного прокату класу 600 на випробувальних машинах будь-якої конструкції, спрощення методики випробування зразків арматурного прокату, та ідентифікація (встановлення відповідності) його властивостей вимогам НД. Застосування описаного вище способу ідентифікації дозволяє спростити проведення випробувань, а саме - зменшити кількість визначуваних характеристик, скоротити час самого випробування натурних зразків арматурного прокату періодичного профілю, за рахунок спрощення підготовки зразків і виключення необхідності запису діаграм випробування. Крім того, спосіб дає можливість миттєво визначати відповідність випробуваних зразків арматурного прокату нормованим вимогам для класу 600 по DІN 488, ONORM B420 та іншим НД. Для дослідного опробування способу ідентифікації арматурного прокату класу міцності 600 відібрали зразки діаметром 6,0 і 8,0 мм (по дві партії кожного діаметра) довжиною по 350 мм і провели їх розтягнення на випробувальній машині FP-100/1. Спосіб ідентифікації, включав відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, подальше обчислювання значення характеристик міцності і пластичності. При цьому розтяг здійснюють у два прийоми шляхом первісного розтягування зразка до пробного навантаження (Р пр), відповідного нормованій 2 напрузі межі текучості в 600 Н/мм , після чого зразок розвантажували заміряли значення його залишкового подовження (l1), далі зразок повторно піддавали розтягуванню до максимального навантаження (Рmax) і фіксували це значення, а зразок розвантажували, заміряли значення його залишкового подовження (l2), після чого обчислювали тимчасовий опір (в) і відносне рівномірне подовження (P). Відстань між захватами випробувальної машини складала 220 мм. а на зразку за допомогою двох міток наносили базову довжину 200 мм. За площею перерізу ι 2 нормованій напрузі межі текучості (600 Н/мм ) обчислювали необхідне Рпр, до якого здійснювали початкове навантаження зразків. Після чого зразки розвантажували і заміряли l1, яка не повинна була перевищувати 0,40 мм. За цією дією констатували факт відповідності зразка вимозі класу 600 за межею текучості. Далі зразки повторно розтягували до Рmax і фіксували це значення. Після чого зразок розвантажували, заміряли l2, обчислювали в і P. Отримані результати представлені в таблиці. 3 UA 103552 U Таблиця 2 d, мм F0, Мм Pпр., Кн 6,0 6,0 8,0 8,0 l1, мм 28,3 28,3 50,3 17,0 17,0 30,2 0,40* 0,25 0,35 0,38 50,3 30,2 0,55 0,2, 2 Н/мм 600 задов. задов. задов. Незадовіл. Pmax, Кн 20,0 19,4 34,7 в, l2, мм 2 Н/мм 670 9,0* 707 9,2 685 9,6 690 9,5 P, % Примітки 4,5 4,60 4,80 4,75 вимоги за НД Є клас 600 Є клас 600 Є клас 600 Нема класу 600 *) - визначено з урахуванням базової довжини зразка в 200 мм 5 10 Отримані результати свідчать про те, що всі зразки, піддані випробуванню, за винятком другої партії зразків діаметром 8,0 мм, відповідають вимогам стандарту для прокату класу 600. Таким чином, ідентифікація зразків виконана без проведення розмітки зразків по всій довжині, без запису діаграми розтягування і розриву самих зразків. Це дозволяє скоротити час випробування, а самі випробування можуть проводитися на машинах будь-якої конструкції. Спосіб може бути рекомендований для вхідного контролю механічних властивостей арматурного прокату класу 600 за ДСТУ 3760 та іншим НД, що дозволить гарантовано ідентифікувати його на відповідність вимогам стандарту до продукції даного класу міцності. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 1. Спосіб ідентифікації арматурного прокату класу міцності 600, що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, подальше обчислення значень характеристик міцності і пластичності, який відрізняється тим, що розтягнення здійснюють в два прийоми шляхом первісного розтягування зразка до пробного навантаження, відповідного нормованій напрузі 2 межі текучості 600 Н/мм , після чого зразок розвантажують і заміряють значення його залишкового подовження (l1), далі зразок повторно піддають розтягуванню до максимального навантаження (Рmax) і фіксують це значення, а зразок знову розвантажують, заміряють значення його залишкового подовження (l2), після чого обчислюють тимчасовий опір (в) і відносне рівномірне подовження (P), а відповідність прокату класу 600 встановлюють за величиною залишкового подовження (l1), яка повинна бути не більше 0,002 від первісної довжини і 2 характеристиками в і P, які повинні бути не менше 670 Н/мм і 4,5 %, відповідно. 2. Спосіб за п. 1, який відрізняється тим, що в разі отримання значення залишкового подовження (l1) після первісного розтягування до пробної загрузки більше 0,002 від первісної довжини, зразок повторному розтягуванню не піддають, а прокат визнають таким, що не відповідає класу міцності 600. 30 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 3/00
Мітки: міцності, класу, ідентифікації, прокату, спосіб, арматурного
Код посилання
<a href="https://ua.patents.su/6-103552-sposib-identifikaci-armaturnogo-prokatu-klasu-micnosti-600.html" target="_blank" rel="follow" title="База патентів України">Спосіб ідентифікації арматурного прокату класу міцності 600</a>
Спосіб ідентифікації холоднодеформованого арматурного прокату класу міцності в500с
Номер патенту: 98673
Опубліковано: 12.05.2015
Автор: Івченко Олександр Васильович
МПК: G01N 3/00
Мітки: спосіб, холоднодеформованого, міцності, в500с, прокату, класу, ідентифікації, арматурного
Формула / Реферат:
1. Спосіб ідентифікації холоднодеформованого арматурного прокату класу міцності В500С, що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, подальше обчислення значень характеристик міцності і пластичності, який відрізняється тим, що розтягнення здійснюють в два прийоми шляхом первісного розтягування зразка до пробного навантаження, відповідної...
Спосіб експрес-контролю механічних властивостей холоднодеформованого арматурного прокату класу в500с
Номер патенту: 86896
Опубліковано: 10.01.2014
Автор: Івченко Олександр Васильович
МПК: G01N 3/00
Мітки: властивостей, прокату, експрес-контролю, холоднодеформованого, арматурного, в500с, класу, механічних, спосіб
Формула / Реферат:
Спосіб експрес-контролю механічних властивостей холоднодеформованого арматурного прокату класу В500С, що включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг, реєстрацію значень навантаження і деформації, і подальше обчислення значень характеристик, який відрізняється тим, що розтягнення зразка здійснюють до максимального навантаження і переривають випробування, фіксують значення максимального...
Спосіб експрес-контролю механічних властивостей холоднодеформованого арматурного прокату класу в500с
Номер патенту: 85953
Опубліковано: 10.12.2013
Автори: Бамбура Андрій Миколайович, Гуль Юрій Петрович, Крітов Віталій Олексійович, Недогибченко Олександр Іванович, Івченко Олександр Васильович, Матюхов Сергій Олександрович
МПК: G01N 3/00
Мітки: в500с, спосіб, властивостей, механічних, експрес-контролю, арматурного, класу, прокату, холоднодеформованого
Формула / Реферат:
Спосіб експрес-контролю механічних властивостей холоднодеформованого арматурного прокату класу В500С, який включає відбір, підготовку, розмітку та випробування натурного зразка періодичного профілю на розтяг до руйнування, реєстрацію значень навантаження і деформації і подальше обчислення значень характеристик, який відрізняється тим, що після руйнування зразка обчислюють тимчасовий опір розриву (sв) і відносне рівномірне видовження (dр), а...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Табалаєв Костянтин Валерійович, Гуль Юрій Петрович, Івченко Олександр Васильович, Колпак Віктор Потапович
Мітки: профілю, виробництва, спосіб, прокату, періодичного, арматурного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 36374
Опубліковано: 27.10.2008
Автори: Івченко Олександр Васильович, Семенов Олександр Анатолійович
МПК: B21H 8/00, C21D 8/00, C21D 9/52
Мітки: виробництва, спосіб, профілю, арматурного, періодичного, прокату
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну деформацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі поперечного перерізу, рівною 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну деформацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням...
Попередній патент: Спосіб виготовлення бар’єрних контактів до напівпровідникових з’єднань типу а3в5
Наступний патент: Закупорювальний пристрій для пляшки
Випадковий патент: Спосіб визначення кальцію у водних розчинах