Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Івченко Олександр Васильович, Табалаєв Костянтин Валерійович, Колпак Віктор Потапович, Гуль Юрій Петрович
Формула / Реферат
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у стані натяжіння під час розмотування або перемотування.
Текст
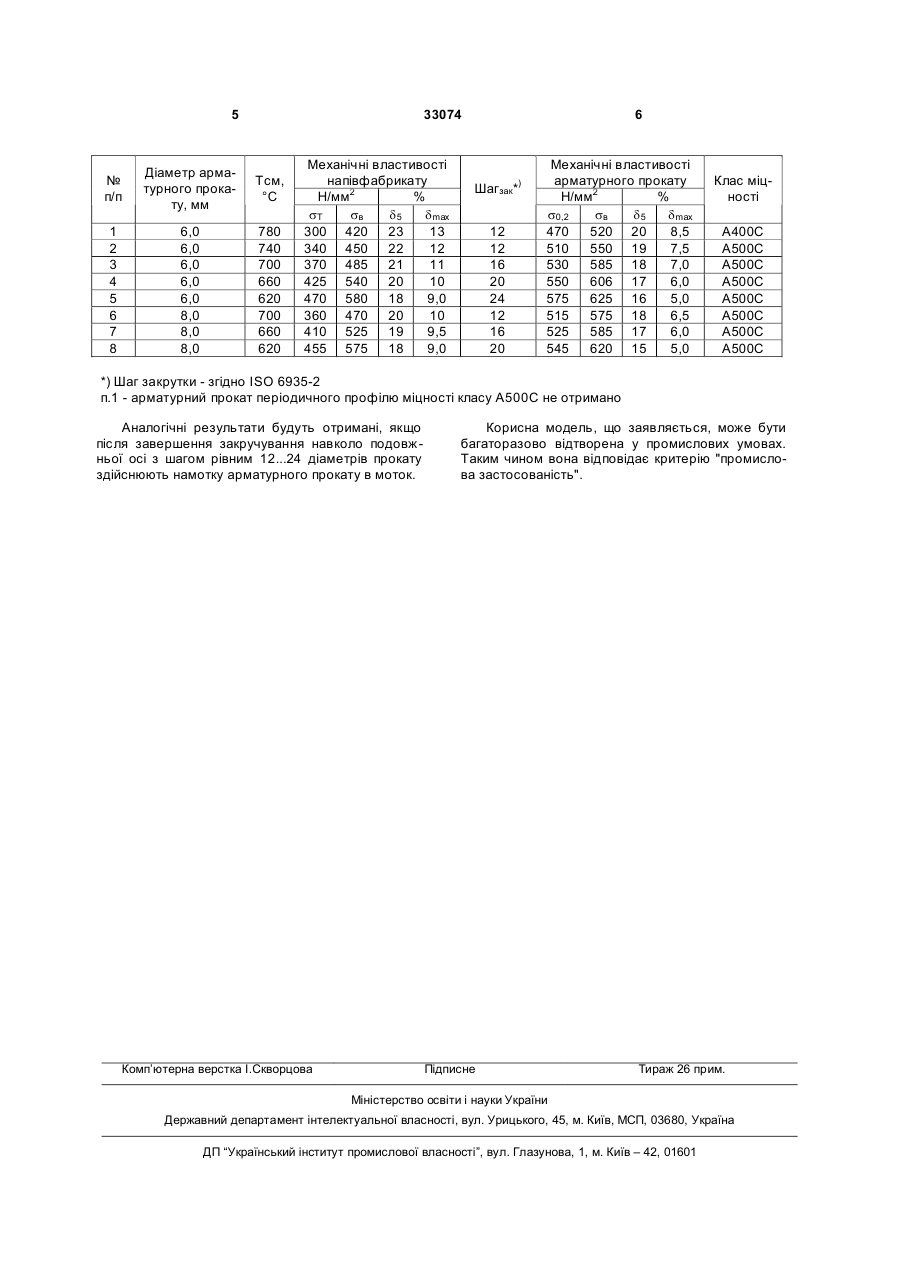
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у стані натяжіння під час розмотування або перемотування. (19) (21) u200801384 (22) 04.02.2008 (46) 10.06.2008, Бюл.№ 11, 2008 р. (72) ІВЧЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA, ТАБАЛАЄВ КОСТЯНТИН ВАЛЕРІЙОВИЧ, UA, ГУЛЬ ЮРІЙ ПЕТРОВИЧ, UA, КОЛПАК ВІКТОР ПОТАПОВИЧ, UA (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ, UA, ПРИВАТНЕ НАУКОВЕ ВИРОБНИЧЕ ПІДПРИЄМСТВО ФІРМА "АРМСТ-2000", UA 3 d max³2,5%), і відповідає вимогам вітчизняного та міжнародних стандартів. Зазначений технічний результат досягається тим, що в способі виготовлення арматурного прокату періодичного профілю, який включає гарячу прокатку періодичного профілю, охолодження та змотку, після прокатки профіль охолоджують потоком води зі швидкістю охолодження вище критичної до середньомасової температури 620...740°С. Тобто безпосередньо після гарячої прокатки періодичний профіль піддається термічній обробці шляхом перерваного загартування до середньомасовою температури 620...740°С по закінченню перерваного загартування, що забезпечує одержання підвищеної міцності. Наступне закручування навколо подовжній осі, що здійснюють при температурі навколишнього середовища з шагом рівним 12...24 діаметрів прокату у стані натяжіння в час розмотки або перемотки, являється додатковою деформаційною обробкою, яка приводить до подальшого підвищення міцності і отриманню арматурного прокату періодичного профілю класу А500С. Термічна обробка арматурного прокату періодичного профілю, яка регламентована середньомасовою температурою 620...740°С по закінченню перерваного загартування, забезпечує одержання арматурного прокату з проміжним рівнем властивостей (s0,2=350...450Н/мм2; d 5³20,0%), тобто напівфабрикату (сировини) з необхідними міцністю та пластичністю, для подальшого зміцнення до рівня вимог для класу А500С. При виготовленні арматурного прокату з такого напівфабрикату (сировини) немає необхідності навмисно підвищувати міцність за рахунок додаткової великої активної холодної деформації (тобто такої, що змінює геометричні розміри, наприклад розтяжінням), а достатньо для одержання значень границі текучості більш 500Н/мм2 (s0,2³500Н/мм2) здійснити наступне закручування навколо подовжній осі при температурі навколишнього середовища (в холодному стані) з шагом рівним 12...24 діаметрів прокату у стані натяжіння в час розмотки або перемотки. Це дозволяє одержувати арматурний прокат із пластичними властивостями (d 5³14%, dmах³2,5%) на рівні вимог ДСТУ 3760 і ГОСТ Р 52544 для класу А500С. Порівняння із прототипом показує, що спосіб виробництва арматурного прокату періодичного профілю, який заявляється, відрізняється тим, що підвищення міцності при виробництві арматурного прокату періодичного профілю класу А500С виконують в два етапи. На першому етапі підвищують механічні властивості періодичного профілю шляхом термічної обробки, яка проводиться безпосередньо після гарячої прокатки шляхом перерваного загартування і регламентується середньомасовою температурою 620...740°С по закінченню перерваного загартування. Це забезпечує одержання профілю з визначеним проміж 33074 4 ним рівнем механічних властивостей (тобто необхідними міцністю та пластичністю). На другому етапі здійснюється додаткове зміцнення профілю шляхом наступного його закручування навколо подовжній осі при температурі навколишнього середовища (в холодному стані) з шагом рівним 12...24 діаметрів прокату у стані натяжіння в час розмотки або перемотки. Завдяки цьому, під час виготовлення арматурного прокату періодичного профілю зменшуються витрати на термічну обробку (за рахунок використання тепла заготовки перед прокаткою) і відповідно зменшується собівартість продукції. А здійснення закручування навколо подовжній осі при температурі навколишнього середовища (в холодному стані) приводить, також до підвищення технологічності процесу виробництва та зниження собівартості продукції. За наявними в авторів відомостями сутність ознак, що заявляється невідома з рівня техніки. Отже корисна модель, що заявляється, відповідає критерію “новизна”. Спосіб виробництва арматурного прокату періодичного профілю здійснюється в такий спосіб: на прокатному стані металургійного підприємства відбувається гаряча прокатка періодичного профілю діаметром 6,0...14,0мм, а після прокатки готовий профіль охолоджують потоком води зі швидкістю охолодження вище критичної до середньомасової температури 620...740°С, тобто піддають перерваному загартуванню із самовідпуском при температурі 620...740°С. Після чого прокат охолоджують на повітрі та збирають у мотки. Далі переробку прокату здійснюють на окремому виробництві при температурі навколишнього середовища шляхом його закручування навколо подовжньої осі з шагом рівним 12...24 діаметрів прокату у стані натяжіння в час розмотки та порізки на відрізки визначеної довжини, або перемотки. Така технологія дозволяє виробляти арматурний прокат періодичного профілю діаметром 6,0...14,0мм класу А500С відповідно вимог ДСТУ 3760, ДСТУ EN 10080 та ГОСТ Р 52544. Умови реалізації способу, що заявляється, установлені на підставі промислових результатів, отриманих на ВАТ "АрселорМіттал Кривий Ріг" під час виготовлення періодичного профілю зі сталі марки Ст3пс класу A300C...A400C (напівфабрикату) шляхом прокатки, охолодженням до різної середньомасової температури (Тсм, °С) і намотки в моток, та на ВАТ "Броварський завод будівельних конструкцій" під час виробництва арматурного прокату класу А500С діаметром 6,0 і 8,0мм. При розмотці та порізці на відрізки довжиною 6 метрів на правильно-відрізному станку И-6022А при допомозі спеціального пристрою здійснювали закручування арматурного прокату навколо подовжній осі з різним шагом (Шагзак), що дозволило встановити оптимальні параметри способу (таблиця). 5 33074 № п/п Діаметр арматурного прокату, мм Тсм, °С 1 2 3 4 5 6 7 8 6,0 6,0 6,0 6,0 6,0 8,0 8,0 8,0 780 740 700 660 620 700 660 620 Механічні властивості напівфабрикату Н/мм2 % sТ sв d5 d max 300 420 23 13 340 450 22 12 370 485 21 11 425 540 20 10 470 580 18 9,0 360 470 20 10 410 525 19 9,5 455 575 18 9,0 6 ) Шaгзак* 12 12 16 20 24 12 16 20 Механічні властивості арматурного прокату Н/мм2 % s0,2 sв d5 d max 470 520 20 8,5 510 550 19 7,5 530 585 18 7,0 550 606 17 6,0 575 625 16 5,0 515 575 18 6,5 525 585 17 6,0 545 620 15 5,0 Клас міцності А400С А500С А500С А500С А500С А500С А500С А500С *) Шaг закрутки - згідно ISO 6935-2 п.1 - арматурний прокат періодичного профілю міцності класу А500С не отримано Аналогічні результати будуть отримані, якщо після завершення закручування навколо подовжньої осі з шагом рівним 12...24 діаметрів прокату здійснюють намотку арматурного прокату в моток. Комп’ютерна верстка І.Скворцова Корисна модель, що заявляється, може бути багаторазово відтворена у промислових умовах. Таким чином вона відповідає критерію "промислова застосованість". Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing reinforcing bar of periodic profile
Автори англійськоюIvchenko Oleksandr Vasyliovych, Tabalaiev Kostiantyn Valeriiovych, Hul Yurii Petrovych, Kolpak Viktor Potapovych
Назва патенту російськоюСпособ производства арматурного проката периодического профиля
Автори російськоюИвченко Александр Васильевич, Табалаев Константин Валерьевич, Гуль Юрий Петрович, Колпак Виктор Потапович
МПК / Мітки
Мітки: профілю, виробництва, періодичного, арматурного, спосіб, прокату
Код посилання
<a href="https://ua.patents.su/3-33074-sposib-virobnictva-armaturnogo-prokatu-periodichnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва арматурного прокату періодичного профілю</a>
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33040
Опубліковано: 10.06.2008
Автори: Гуль Юрій Петрович, Івченко Олександр Васильович, Колпак Віктор Потапович, Амбражей Максим Юрійович, Семенов Олександр Анатолійович
Мітки: виробництва, прокату, періодичного, спосіб, профілю, арматурного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,22 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що для виробництва арматурного прокату використовують заготовку зі сталі з величиною вуглецевого еквіваленту 0,23...0,52 %,...
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Спіняков Віктор Костянтинович, Сокуренко Анатолій Валентинович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Тряпічкін Михайло Георгійович, Лохматов Олександр Павлович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович
Мітки: безперервному, арматурного, прокату, спосіб, виробництва, дрібносортному, стані
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах
Номер патенту: 13169
Опубліковано: 15.03.2006
Автори: Лохматов Олександр Павлович, Корінь Андрій Олександрович, Кекух Анатолій Володимирович, Білий Микола Павлович, Тєряєв Олександр Митрофанович, Спіняков Віктор Костянтинович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Шеремет Володимир Олександрович
Мітки: безперервних, виробництва, арматурного, дрібносортних, спосіб, станах, прокату
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній печі, дворівчакову прокатку-розділяння арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами та температурою кінця прокатки, який відрізняється тим., що нагрівання заготовок під прокатку здійснюють до температури, встановленої, виходячи із...
Арматурний стрижень періодичного профілю та спосіб його прокатування
Номер патенту: 51834
Опубліковано: 16.12.2002
Автори: Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Ноговіцин Олексій Володимирович, Жучков Сергій Михайлович, Любимов Іван Михайлович, Омесь Микола Михайлович, Лохматов Олександр Павлович, Сівак Едуард Володимирович, Кулаков Леонід Васильович, Макаров Костянтин Григорович
Мітки: арматурний, прокатування, профілю, спосіб, періодичного, стрижень
Формула / Реферат:
1. Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями, який відрізняється тим, що співвідношення кутів нахилу...
Арматурний стержень періодичного профілю

Номер патенту: 37375
Опубліковано: 15.05.2001
Автори: Большаков Володимир Іванович, Добров Ігор В'ячеславович, Пінашина Валентина Олександрівна, Гаркаві Наум Якович, Буравльов Ігор Борисович, Коковіхін Юрій Іванович
МПК: E04C 5/01
Мітки: арматурний, стержень, профілю, періодичного
Формула / Реферат:
Арматурний стержень періодичного профілю, який має на бічній поверхні поздовжньо розташовані ряди виступів і вм'ятин, які чергуються, та поздовжні ряди неоребреної циліндричної поверхні, який відрізняється тим, що торцевий переріз вм'ятин являє собою квадрат з округленими вершинами, вписаний у коло діаметром по виступах, із стороною, що дорівнює 0,78-0,9 діаметра виступа, при цьому відстань між виступами або вм'ятинами С визначається...
Попередній патент: Спосіб моделювання недостатності ілеоцекального замикального апарату
Наступний патент: Лікувально-профілактичний засіб на основі ехінацеї у формі сиропу
Випадковий патент: Композитна арматура