Спосіб лиття під низьким тиском у вакуумовані ливарні форми
Номер патенту: 103904
Опубліковано: 10.12.2013
Автори: Шинський Олег Йосипович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович
Формула / Реферат
1. Спосіб лиття під низьким тиском у вакуумовані ливарні форми, що включає вакуумування форми і пічного простору, заповнення металом ливарної форми під дією перепаду газового тиску між ливарною формою і пічним простором, регулювання величини перепаду тиску і подальшу кристалізацію виливка під тиском, що дорівнює різниці тиску в пічному просторі і тиску в ливарній формі, який відрізняється тим, що ливарну форму і пічний простір одночасно вакуумують такимчином, щоб розрідження в ливарній формі було вищим, ніж у пічному просторі, а перепад тиску при цьому зростав по заданій програмі до моменту завершення процесу заповнення форми, після чого роблять паузу для утворення міцної твердої кірки на виливку, що кристалізують, та сполучають пічний простір з атмосферою, і по закінченні кристалізації виливка сполучають з атмосферою порожнину ливарної форми.
Текст
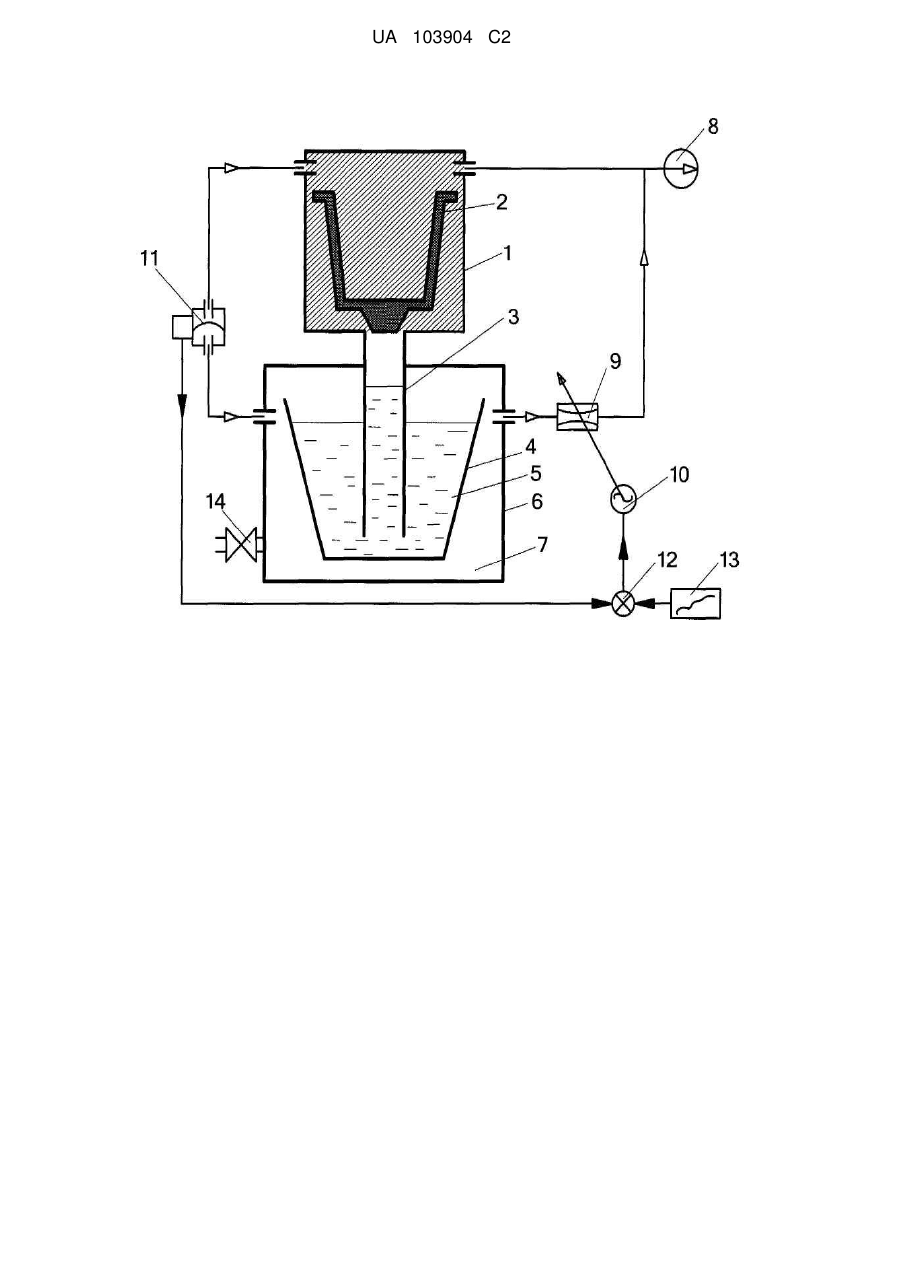
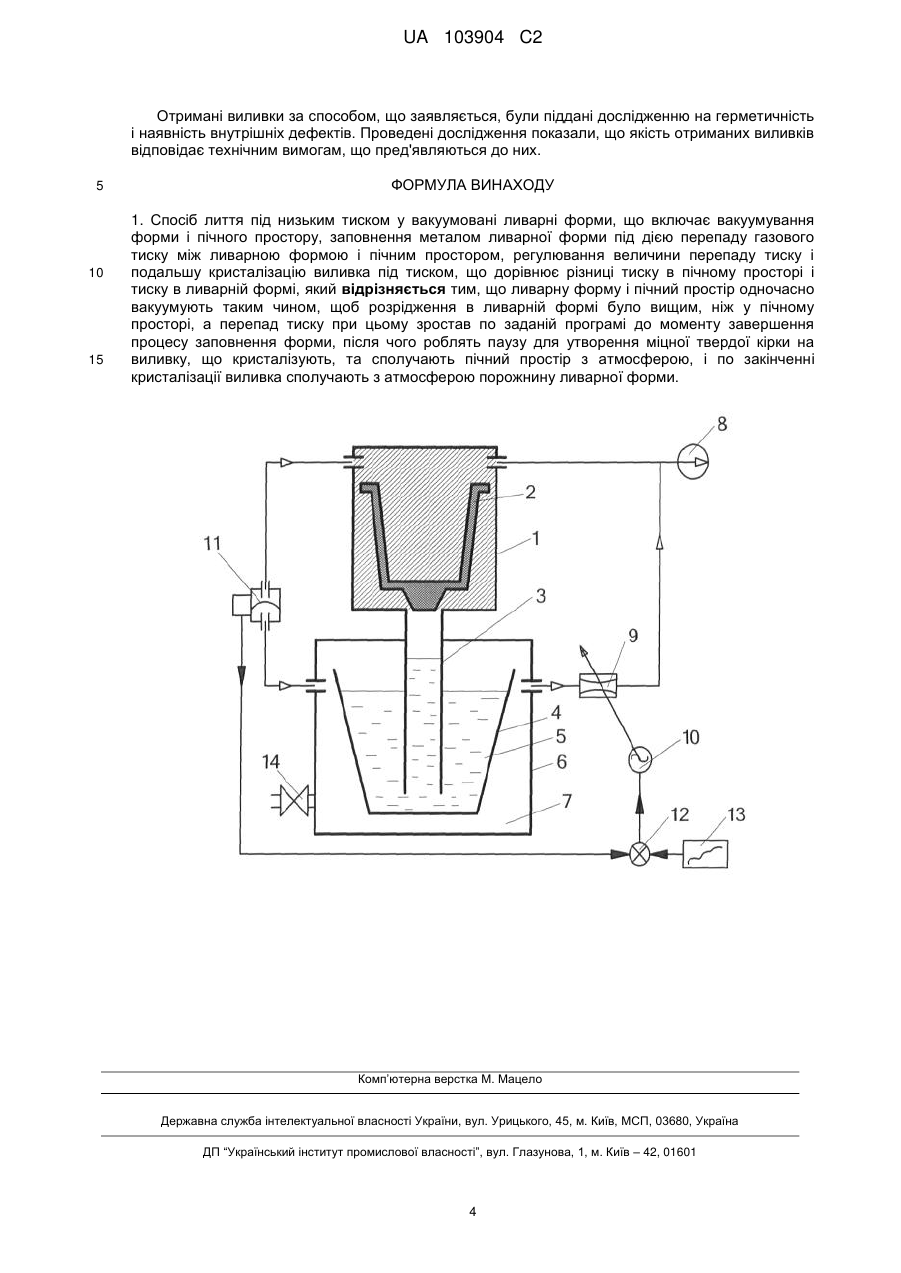
Реферат: Винахід належить до ливарного виробництва. Спосіб лиття під низьким тиском у вакуумовані ливарні форми, що включає вакуумування форми і пічного простору, заповнення металом ливарної форми під дією перепаду газового тиску між ливарною формою і пічним простором, регулювання величини перепаду тиску, і подальшу кристалізацію виливка під тиском, що дорівнює різниці тиску в пічному просторі і тиску в ливарній формі, при цьому ливарну форму і пічний простір одночасно вакуумують таким чином, щоб розрідження в ливарній формі було вищим, ніж у пічному просторі, а перепад тиску при цьому зростав по заданій програмі до моменту завершення процесу заповнення форми, після чого роблять паузу для утворення міцної твердої кірки на виливку, що кристалізують, та сполучають пічний простір з атмосферою, і по закінченні кристалізації виливка сполучають з атмосферою порожнину ливарної форми. За рахунок регульованого плавного заповнення ливарних форм рідким металом, який здійснюють під впливом перепаду газового тиску, створеного при тиску нижче атмосферного, досягається значне покращення якості виливок. UA 103904 C2 (12) UA 103904 C2 UA 103904 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до ливарного виробництва, а саме до лиття під низьким регульованим тиском у вакуумовані ливарні форми, і може бути використаний для отримання виливків з чорних і кольорових металів в піщаних формах за моделями, що газифікуються, або з використанням вакуумно-плівкового формування. Регульоване заповнення ливарних форм рідким металом під дією на нього низького тиску і вакууму в процесі заливки і кристалізації є одним із способів підвищення якості і експлуатаційних характеристик виливків. Існують дві технології лиття в піщані форми, при реалізації яких обов'язково застосовують вакуумування форми, це технологія лиття у форми, одержувані вакуумно-плівковим формуванням, і лиття у форми за моделями, що газифікуються. В першій технології вакуумування є необхідною умовою, але ступінь розрідження повинна бути обмеженою, щоб запобігти утворенню пригару. В другій - умовою, що забезпечує екологічну безпеку шляхом нейтралізації газоподібних продуктів деструкції моделі, що газифікується. В обох технологіях як формувальний матеріал використовують пісок без закріплювача і тому для них особливо важливо плавне заповнення форми без фонтанування і гідравлічного удару, який призводить до деформації формоутворюючої поверхні, обвалення піску та утворення пригару. Відомий спосіб лиття під низьким тиском чорних і кольорових сплавів з використанням разової моделі, наприклад, випалюваного полістиролу (заявка 2159445, МПК B22D 18/04, Великобританія) з виливковим каналом, який входить в отвір вставки, що є продовженням металопроводу. Модель заформовується в опоці піском. Заповнення форми розплавом проводиться під надмірним тиском 0,2-0,7 атм., створюваним подачею повітря або азоту в простір печі. У разі потреби форма може вакуумуватися. В даному випадку процесом заповнення форми важко керувати. Без вакуумування форми просуванню фронту потоку розплаву протидіє тиск продуктів термодеструкції, який під час заповнення форми може непрогнозовано змінюватись, що несприятливо впливає на режим заповнення. В разі вакуумування форми нарощування тиску в пічному просторі потребує дуже точного регулювання у вузькому діапазоні, оскільки розрідження в формі і тиск в пічному просторі діють в одному напрямі. Відома японська заявка № 56-129603, МПК B22D 18/06 "Лиття алюмінієвих сплавів вакуумним всмоктуванням", згідно з якою герметично закриті ливарна форма і робочий простір печі з тиглем, що обігрівається і заповнений ливарним сплавом, сполучені металопроводом. Перед заливкою порожнину ливарної форми вакуумують, а по досягненні заданої глибини вакууму у формі, подають в робочий простір печі стисний інертний газ. Внаслідок різниці тиску в робочій порожнині форми і тигельній печі рідкий метал надходить в робочу порожнину форми. Один з недоліків цього способу полягає в тому, що процес заливки практично некерований, тому що заповнення металопроводу розплавом при його реалізації неминуче почнеться на перших же етапах вакуумування ще до досягнення заданого ступеня розрідження у формі з причини того, що в робочому просторі печі зберігається атмосферний тиск. Створення в робочому просторі додаткового тиску інертного газу спричинює надмірний тиск в металопроводі, внаслідок чого метал надходить у форму фонтануючи, при цьому інтенсивно перемішується із залишками повітря і окислюється. У разі заливки в піщані форми існує велика небезпека їх деформації або руйнування під дією гідравлічного удару. Відомий спосіб лиття під низьким тиском і машина для його здійснення (заявка № 58157568, МПК B22D 18/04, Японія), в якому проводиться вакуумування як форми, так і робочого простору печі. Це технічне рішення вибране нами як найближчий аналог. В даному способі вакуумують герметичний тигель, заповнений розплавом, що обігрівається, і ливарну форму, встановлену у вакуум-камері. В даній ситуації заливка форми не відбувається внаслідок того, що перепад газового тиску між формою і тиглем рівний нулю. Заливка здійснюється тільки після подачі газу в робочий простір тигля. Згідно з цим способом, необхідною умовою його здійснення є наявність джерела стисного газу. При цьому відсутня система плавного регулювання тиску газу, що подається в робочий простір після вакуумування. Проте навіть при її застосуванні діапазон нарощування тиску в пічному просторі обмежується висотою порожнини форми відносно рівня розплаву в печі, а це в середньому не перевищує 20 % від атмосферного тиску. Швидкість течії рідкого металу в порожнині ливарної форми може перевищувати гранично допустиме значення, що неодмінно викличе гідравлічний удар. При литті в кокіль це призводить до проникнення металу у роз'єднання, венти і зазори штовхачів. При литті в піщані форми, включаючи технологію вакуумно-плівкового формування, відбувається створення пригару та деформація елементів форми. При литті у вакуумовані форми за моделями, що газифікуються, велика вірогідність захоплення потоком металу газоподібних продуктів термодеструкції моделі і обвалення піску. 1 UA 103904 C2 5 10 15 20 25 30 35 40 45 50 55 Таким чином, використання даного способу супроводжуватиметься підвищеним зносом кокілю при литті в кокіль і підвищеним браком виливків при литті в піщані вакуумовані форми. Для одержання високої якості виливків необхідно забезпечити плавне заповнення форми з такою швидкістю переміщення фронту потоку, при якій забезпечується видалення газоподібних продуктів термодеструкції моделі, виключаються недоливи, захоплення повітря і продуктів термодеструкції потоком рідкого металу, а також гідравлічний удар, тому зміни перепаду тиску мають бути регульованими з достатньою точністю, що в даному способі важко досягти. Винахід, що заявляється, направлений на підвищення якості виливків, що одержують під низьким газовим тиском у формах, що вакуумуються, шляхом усунення вищевказаних недоліків за рахунок застосування регульованого плавного заповнення ливарної форми металом під впливом перепаду газового тиску, рівного різниці між тиском розрідження у просторі в печі і меншим тиском розрідження у формі. Поставлена задача розв'язується наступним чином. В способі лиття під низьким тиском у вакуумовані ливарні форми, що включає вакуумування форми і пічного простору, заповнення металом ливарної форми під дією перепаду газового тиску між ливарною формою і пічним простором, регулювання величини перепаду тиску, подальшу кристалізацію виливка під тиском, що дорівнює різниці тиску в пічному просторі і тиску в ливарній формі, згідно з винаходом, ливарну форму і пічний простір одночасно вакуумують таким чином, щоб розрідження в ливарній формі було вищим, ніж у пічному просторі, а перепад тиску при цьому зростав по заданій програмі до моменту завершення процесу заповнення форми, роблять паузу для утворення міцної твердої кірки на виливку, що кристалізується, після чого пічний простір сполучають з атмосферою і по закінченні кристалізації виливка сполучають з атмосферою порожнину ливарної форми. Суть способу, що заявляється, полягає в наступному. При одночасному вакуумуванні ливарної форми і пічного простору, створюють перепад тиску між ними, що дає можливість суттєво розширити діапазон управління газовим тиском у формі. Технологічно заданий режим просування фронту потоку при заповненні однієї і тієї ж форми у всіх наведених аналогах і в найближчому аналізі повинен бути однаковим. В цих способах розрідження в формі впродовж часу заповнення форми обмежується віддаллю від рівня розплаву в печі до найвищої точки порожнини форми. Якщо висоту стовпа розплаву, яка дорівнює цій віддалі перевести в тиск, то він не буде перевищувати 20 % від атмосферного. Ця величина і є діапазоном регулювання тиску газу під час руху розплаву у формі. В заявленому способі внаслідок одночасного вакуумування пічного простору і форми при виконанні того ж режиму заповнення, зменшення тиску газу у формі буде складати більш ніж 80 % від атмосферного тиску. Таким чином діапазон регулювання тиску суттєво збільшується, що дає змогу більш точно управляти подачею металу на всіх етапах процесу заповнення форми, що дозволяє виключити різке зростання швидкості металу на вході в форму (фонтанування), забезпечити режим просування фронту потоку, що узгоджується з процесом деструкції моделі, а також виключити гідравлічний удар і умови для утворення пригару. Суттєве підвищення величини розрідження в формі під час її заповнення збільшує швидкість видалення продуктів термодеструкції моделі, а це, в свою чергу, виключає можливість створення дефектів, пов'язаних з порушенням заданого режиму течії розплаву під дією продуктів термодеструкції. Також розрідження в печі сприяє видаленню водню з розплаву, що, в свою чергу, знижує газову пористість у виливках. Виконання цього режиму здійснює система автоматичного регулювання зі зворотним зв'язком. В цілому технічне рішення, що заявляється, дозволяє здійснити плавне регульоване заповненням ливарних форм рідким металом, що значно покращує якість виливків. Додаткова перевага полягає в безпеці процесу, оскільки без джерела стисного газу тиск на рідкий метал може досягати 90 кПа (що краще для компенсації усадки) без небезпеки вибуху пічного простору, а згідно з вимогами "Котлонагляду" з міркувань безпеки за наявності джерела стисного газу в пічному просторі заборонено підвищувати тиск більше 70 кПа. Спосіб, що заявляється, пояснюється схемою пристрою на кресленні, який включає герметичну піщану ливарну форму 1; порожнину, сформовану моделлю 2, що газифікується; металопровід 3, що сполучає порожнину ливарної форми 1 з тиглем 4, який заповнений рідким металом 5 і поміщений в герметичну камеру 6 з пічним простором 7; вакуумний насос 8, сполучений з ливарною формою 1 і через регульований дросель 9 з пічним простором 7 камери 6. З дроселем 9 сполучений електродвигун 10. Ливарна форма 1 і пічний простір 7 камери 6 сполучені також з диференціальним манометром 11, який фіксує різницю газового тиску, перетворює її в електричний сигнал і подає його на елемент порівняння 12. Сюди ж надходить 2 UA 103904 C2 5 10 15 20 25 30 35 40 45 50 55 60 сигнал від програмного пристрою 13. Герметична камера 6 оснащена вентилем 14 для сполучення її з атмосферою. Спосіб здійснюється таким чином. В програмний пристрій 13 вводять функцію зміни в часі різниці газового тиску між ливарною формою 1 і пічним простором 7. Включають вакуумний насос 8. Диференціальний манометр 11 виробляє електричний сигнал, пропорційний величині перепаду газового тиску між ливарною формою 1 і пічним простором 7 камери 6. Цей сигнал надходить на елемент порівняння 12, який проводить порівняння поточного значення сигналу від диференціального манометра 11 із значенням, заданим програмним пристроєм 13 і виробляє свій електричний сигнал, що надходить на електродвигун 10, який, у свою чергу, змінює прохідний переріз дроселя 9 до величини, що забезпечує зміну перепаду тиску відповідно до функції, заданої програмним пристроєм 13. При цьому згідно з заданою програмою, значення величини газового тиску в пічному просторі 7 є вищим, ніж у ливарній формі 1. Під дією виробленого перепаду газового тиску рідкий метал 5 з тигля 4 плавно підіймається по металопроводу 3 в ливарну форму 1, випалює матеріал моделі 2, який газифікується, і заповнює простір, що утворюється. Зразу ж після закінчення руху розплаву в формі, програмний пристрій 13 зупиняє ріст перепаду тиску. А після утворення на виливку, що кристалізується, міцної кірки, відкривають вентиль 14, який сполучає пічний простір 7 камери 6 з атмосферою. Оскільки в цей же час в ливарній формі 1 підтримується розрідження, затвердіння відливки відбувається під надмірним тиском металу, який дорівнює різниці атмосферного тиску і тиску в ливарній формі 1, що сприяє компенсації усадки. Після завершення затвердіння виливка вакуумний насос 8 відключають і в ливарній формі 1 встановлюється атмосферний тиск, рівний тиску в пічному просторі 7. Після чого ливарну форму 1 переносять на ділянку вибивки і видаляють виливок. Особливо важливим є те, що при заповненні форми з моделлю, яка газифікується, реалізується такий режим течії металу в порожнині ливарної форми, при якому газоподібні продукти деструкції моделі встигають видалитися з форми, а тепловий відвід від фронту потоку розплаву рідкими продуктами термодеструкції моделі узгоджений з його швидкістю. Приклад практичної реалізації способу. Модель, виготовлену з пінополістиролу, що газифікується, розміщують всередині контейнера, який є металевим ящиком з системою вакуумування, відкритим зверху, а знизу якого розміщений вузол стиковки з металопроводом установки лиття під низьким газовим тиском (ЛНТ). Контейнер закріплюють на вібростолі, засипають всередину сухий пісок, наприклад кварцовий, і ущільнюють його вібрацією столу при частоті 60 Гц і амплітуді 0,5 мм протягом двох хвилин. Підготовлену ливарну форму переносять на установку ЛНТ і сполучають з металопроводом. Систему вакуумування контейнера під'єднують до водокільцевого вакуумного насоса типу ВВН1-6, який другим відгалуженням стаціонарно сполучений з пічним простором установки ЛНТ. Зверху на контейнер укладають поліетиленову плівку для його герметизації. Згідно зі схемою (креслення) включають систему автоматичного регулювання перепаду газового тиску між ливарною формою і пічним простором. Процес заливки складається з двох етапів. Перший - підйом рівня металевого розплаву по металопроводу зі швидкістю близько 0,05 м/с. При такій швидкості початковий етап заповнення форми відбувається без фонтанування. Другий - рух розплаву в порожнині форми із швидкістю фронту потоку, яка повинна відповідати як геометричним особливостям відливки, так і швидкості термодеструкції моделі. Оскільки взаємодія фронту потоку з моделлю супроводиться виникненням газової протидії і відводом тепла від рідкого розплаву до шару рідкого полістиролу, який ще не встиг перейти в газову фазу, то при течії металу у формі необхідно підвищити перепад тиску між ливарною формою і пічним простором, а саме швидкість фронту потоку повинна зрости до 0,08 м/с. В експериментах проводилося отримання відливка патрубка двигуна внутрішнього згоряння з алюмінієвого сплаву марки АК7 при температурі заливки 740 °C. Для забезпечення заданих швидкостей фронту потоку на першому етапі перепад газового тиску підвищують від нуля до 10 кПа із швидкістю 3 кПа/с. На другому етапі збільшують швидкість росту перепаду тиску до 7 кПа/с. Після закінчення процесу заповнення вакуумний насос продовжує працювати, підтримуючи розрідження в контейнері, а трубопровід, що сполучає вакуумний насос з пічним простором, автоматично перекривається. Після цього пічний простір сполучають з атмосферою, внаслідок чого перепад тиску між пічним простором і ливарною формою зростає до величини, рівної різниці атмосферного тиску і розрідження у формі, становлячи приблизно 80 кПа. Під цим надмірним тиском витримують виливок 1,5 хвилини, а потім вакуумний насос автоматично відключається. Контейнер із затверділим виливком знімають з установки ЛНТ, переносять на ділянку вибивки і видаляють виливок. 3 UA 103904 C2 Отримані виливки за способом, що заявляється, були піддані дослідженню на герметичність і наявність внутрішніх дефектів. Проведені дослідження показали, що якість отриманих виливків відповідає технічним вимогам, що пред'являються до них. 5 10 15 ФОРМУЛА ВИНАХОДУ 1. Спосіб лиття під низьким тиском у вакуумовані ливарні форми, що включає вакуумування форми і пічного простору, заповнення металом ливарної форми під дією перепаду газового тиску між ливарною формою і пічним простором, регулювання величини перепаду тиску і подальшу кристалізацію виливка під тиском, що дорівнює різниці тиску в пічному просторі і тиску в ливарній формі, який відрізняється тим, що ливарну форму і пічний простір одночасно вакуумують таким чином, щоб розрідження в ливарній формі було вищим, ніж у пічному просторі, а перепад тиску при цьому зростав по заданій програмі до моменту завершення процесу заповнення форми, після чого роблять паузу для утворення міцної твердої кірки на виливку, що кристалізують, та сполучають пічний простір з атмосферою, і по закінченні кристалізації виливка сполучають з атмосферою порожнину ливарної форми. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюFikssen Vladyslav Mykolaiovych, Dubodelov Viktor Ivanovych, Shynskyi Oleh Yosypovych
Автори російськоюФикссен Владислав Николаевич, Дубоделов Виктор Иванович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22D 18/06, B22C 9/02, B22D 18/04
Мітки: низьким, ливарні, лиття, форми, тиском, вакуумовані, спосіб
Код посилання
<a href="https://ua.patents.su/6-103904-sposib-littya-pid-nizkim-tiskom-u-vakuumovani-livarni-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття під низьким тиском у вакуумовані ливарні форми</a>
Установка для лиття під низьким електромагнітним тиском
Номер патенту: 68766
Опубліковано: 10.04.2012
Автори: Слажнєв Микола Андрійович, Моісеєв Юрій Васильович, Фікссен Владислав Миколайович, Богдан Кім Степанович, Дубодєлов Віктор Іванович
МПК: G01G 19/12, B22D 18/04
Мітки: лиття, тиском, електромагнітним, низьким, установка
Формула / Реферат:
Установка для лиття під низьким електромагнітним тиском, до складу якої входить магнітодинамічний насос з тиглем, Ш-подібним каналом, металопроводом і електромагнітними системами у вигляді двох індукторів та електромагніту, які мають індуктивний зв'язок з каналом через повітряні зазори; плита з встановленою на неї ливарною формою і центральним отвором, з'єднаним з металопроводом насоса; силовимірювальні датчики маси, закріплені між тиглем і...
Спосіб лиття під низьким тиском і установка для його здійснення
Номер патенту: 13751
Опубліковано: 25.04.1997
Автори: Шнитко Володимир Костянтинович, Борисов Георгій Павлович, Шейгам Валерій Юрійович, Ісайчева Ніна Петрівна
МПК: B22D 18/04
Мітки: установка, лиття, спосіб, здійснення, низьким, тиском
Формула / Реферат:
(57) 1. Способ литья под низким давлением, включающий сборку формы, создание газового давления в камере печи, заполнение формы металлом по металлопроводу через фильтр, кристаллизацию отливки под избыточным давлением, сброс газового давления в камере, печи, раскрытие формы с отливкой, слив остатков жидкого металла из металлопровода, отличающийся тем, что при заполнении формы металлом пропускную способность фильтра увеличивают, а при сливе...
Спосіб регулювання температури прес-форми машини лиття під тиском
Номер патенту: 85552
Опубліковано: 25.11.2013
Автори: Антоневич Ярослав Казимирович, Богушевський Володимир Святославович
МПК: F28C 3/04
Мітки: тиском, лиття, температури, машини, спосіб, регулювання, прес-форми
Формула / Реферат:
Спосіб регулювання температури прес-форми машини лиття під тиском, що включає вимірювання температури охолоджуючого агента в каналах прес-форми, коректування температури за допомогою ТЕНів, який відрізняється тим, що додатково вимірюють температури прес-форми в моменти її розкриття для знімання відливки і за результатами вимірів коректують задану температуру теплоносія.
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Борисов Георгій Павлович, Котлярський Франко Мар'янович
МПК: B22D 18/04
Мітки: пристрій, тиском, низьким, лиття
Формула / Реферат:
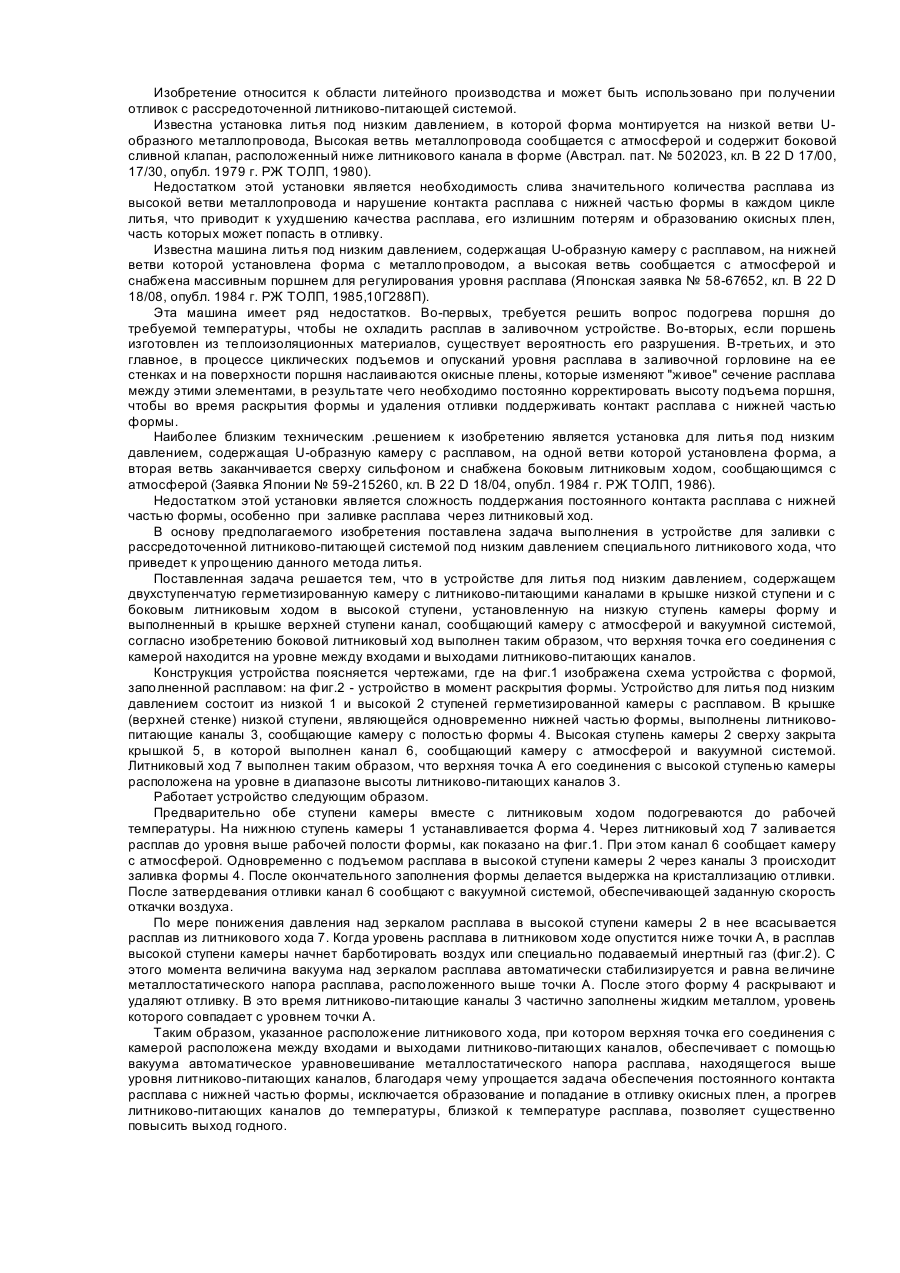
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Хоканссон Хокан, Ек Йоран
МПК: B29C 45/14, B65D 5/72
Мітки: має, пристрій, виконаний, лиття, інструмент, литтям, відкривальний, спосіб, пристрою, пакувальна, яка, тиском, тара, відкривального
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Попередній патент: Спосіб голосування (варіанти) коротюка-іванова
Наступний патент: Тверда фармацевтична композиція
Випадковий патент: Конфайнмент та спосіб його монтажу