Установка для лиття під низьким електромагнітним тиском
Номер патенту: 68766
Опубліковано: 10.04.2012
Автори: Фікссен Владислав Миколайович, Моісеєв Юрій Васильович, Слажнєв Микола Андрійович, Дубодєлов Віктор Іванович, Богдан Кім Степанович
Формула / Реферат
Установка для лиття під низьким електромагнітним тиском, до складу якої входить магнітодинамічний насос з тиглем, Ш-подібним каналом, металопроводом і електромагнітними системами у вигляді двох індукторів та електромагніту, які мають індуктивний зв'язок з каналом через повітряні зазори; плита з встановленою на неї ливарною формою і центральним отвором, з'єднаним з металопроводом насоса; силовимірювальні датчики маси, закріплені між тиглем і верхньою рамою внутрішнього корпусу насоса; мікропроцесорний блок вимірювання та індикації маси; пульт управління; шкаф управління електромагнітними системами і блоки живлення, яка відрізняється тим, що до її складу додатково введено два силовимірювальних датчики тиску розплаву у металопроводі, які закріплені між електромагнітом і нижньою рамою внутрішнього корпусу насоса, мікропроцесорний блок вимірювання тиску, блок задавання тиску і мікроконтролер, причому виходи датчиків тиску і блока задавання тиску підключені до відповідних входів блока вимірювання тиску, вихід якого сумісно з виходом блока вимірювання маси з'єднані з відповідними входами мікроконтролера, вихід котрого підключений до виконавчого елемента шкафа управління блоком живлення електромагнітних систем установки.
Текст
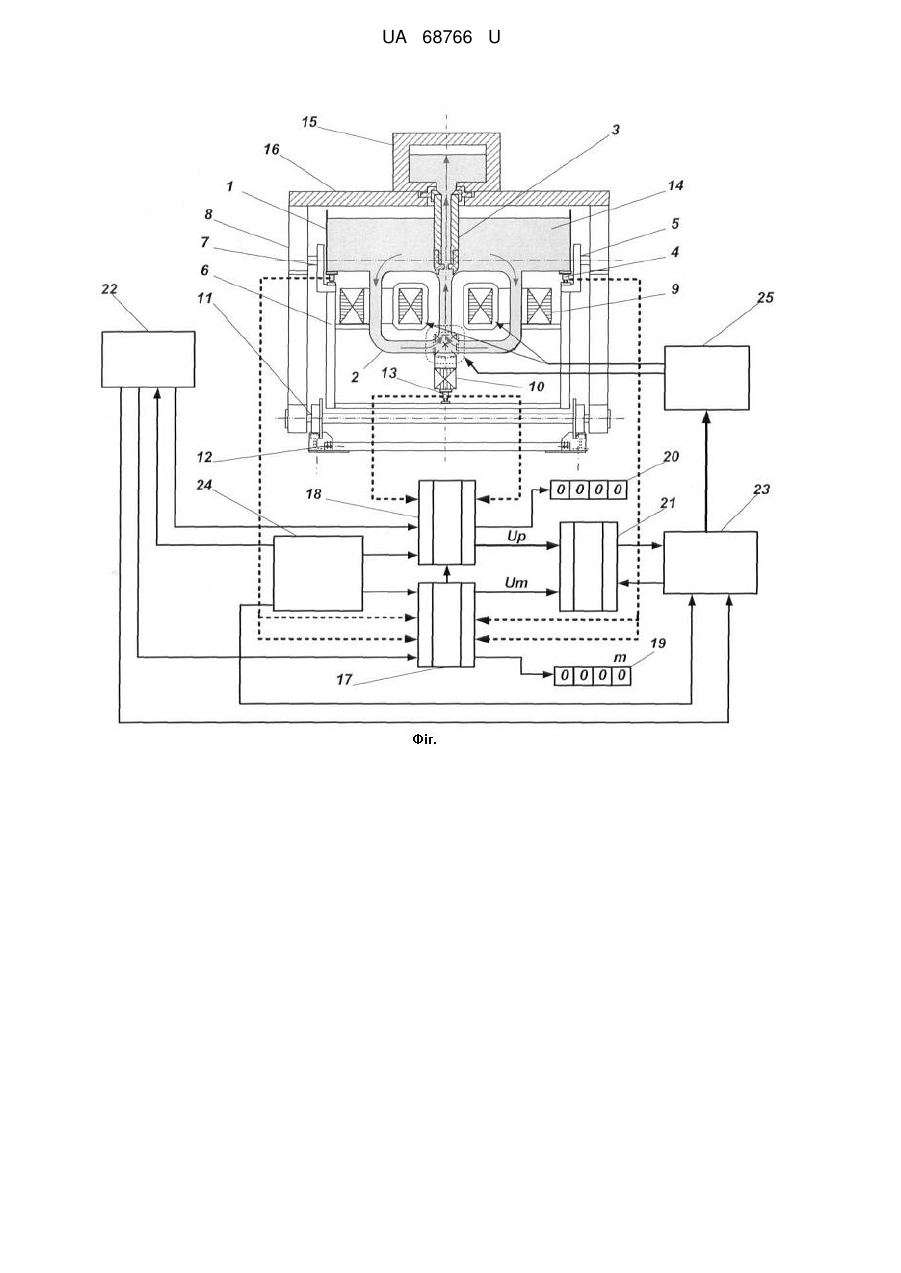
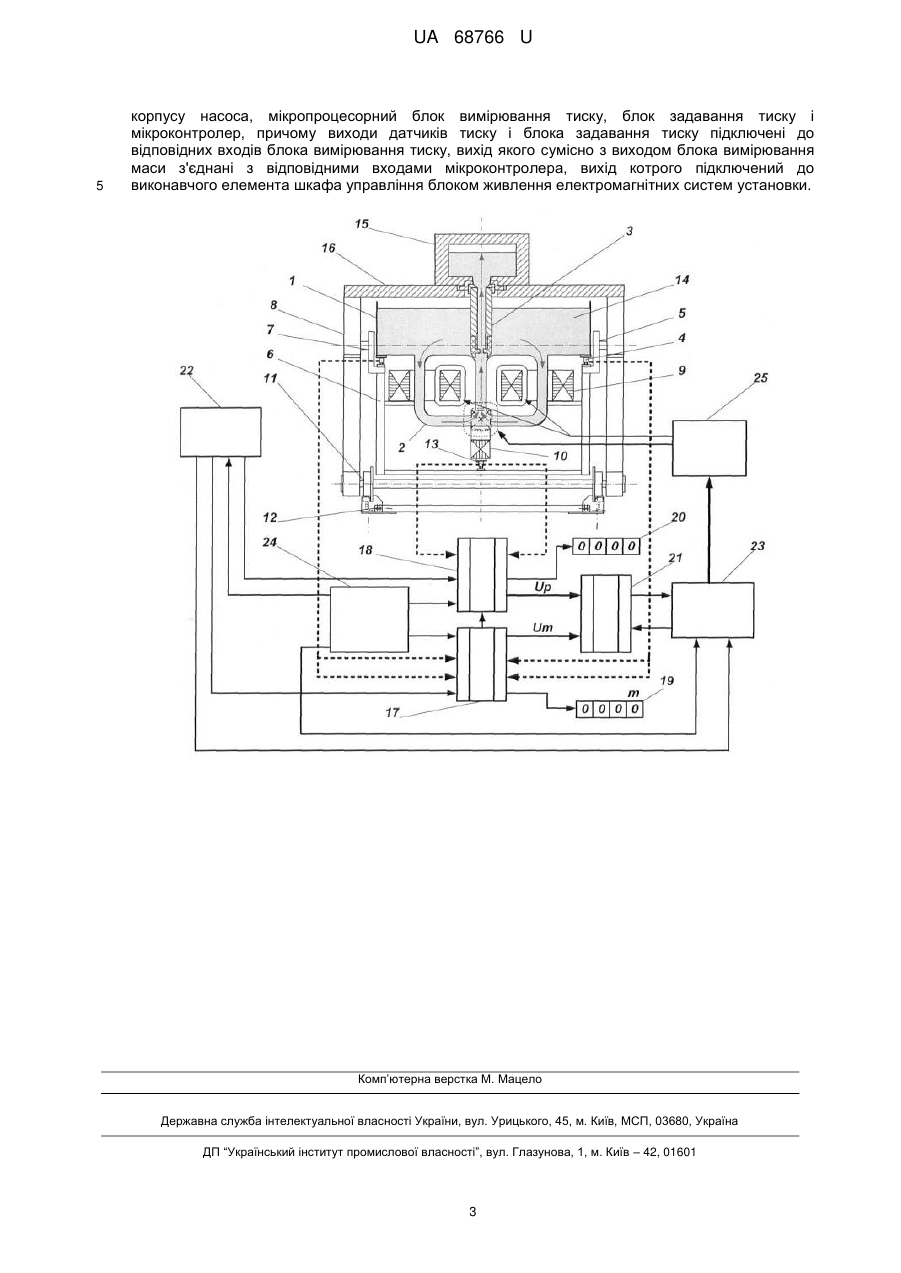
Реферат: Установка для лиття під низьким електромагнітним тиском, до складу якої входить магнітодинамічний насос з тиглем, Ш-подібним каналом, металопроводом і електромагнітними системами, плита з встановленою на неї ливарною формою і центральним отвором, силовимірювальні датчики маси, мікропроцесорний блок вимірювання та індикації маси, пульт управління, шкаф управління електромагнітними системами і блоки живлення. Додатково введено два силовимірювальних датчики тиску розплаву у металопроводі, мікропроцесорний блок вимірювання тиску, блок задавання тиску і мікроконтролер. UA 68766 U (54) УСТАНОВКА ДЛЯ ЛИТТЯ ПІД НИЗЬКИМ ЕЛЕКТРОМАГНІТНИМ ТИСКОМ UA 68766 U UA 68766 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, зокрема до обладнання для одержання виливків із кольорових металів і сплавів, переважно із сплавів на основі алюмінію, під низьким електромагнітним тиском, який створює магнітодинамічний насос, і може бути застосована в ливарних цехах машинобудівних підприємств. Відома установка для лиття під низьким тиском (Борисов Г.П. и др. Новый метод литья под низким электромагнитным давлением / Сб. "Новое в литье под низким давлением", Киев: Наукова думка, 1971. - С. 28-32), до складу якої входить плавильна піч, електромагнітний насос, металопровід і встановлена на плиті ливарна форма, переважно постійна. Недоліком відомої конструкції є низька продуктивність і надійність при її експлуатації. Відома установка для лиття під низьким тиском (Патент Франции № 2289279, B22D47/02, 1974), до складу якої входить плавильна піч, електромагнітний насос, металопровід і встановлені на печі ливарні форми та механізми чергового стикування і блокування з Zподібним металопроводом, виконаним поворотним навколо вертикальної осі. В процесі роботи установки гідравлічні характеристики каналів насосу поблизу активної зони змінюються ("заростання" каналів окислами, розмивання стінок, ошлакування), внаслідок чого необхідно періодично уточнювати експериментально установлені залежності між електричними параметрами електромагніту і тиском в активній зоні, що досить складно при реалізації. Найбільш близьким аналогом до запропонованої корисної моделі щодо технічної суті і досягнутого результату є установка для лиття під низьким електромагнітним тиском (Авт. свид. 1419801 SU, B22D, 18/04, опубл. 30.08.1988, Бюл. № 32), до складу якої входить індукційна канальна піч, металопровід, який з'єднує канал печі з ливарною формою, електромагніт, розташований в зоні зчленування металопроводу з каналом печі, система управління і пристрій контролю електромагнітної сили, виконаний у вигляді шарнірно закріпленого важеля, на одному з плечей котрого установлено електромагніт, а на другому - противага і датчик переміщення важеля, електрично з'єднаний з входом системи управління. Недоліком конструкції прототипу є складність і металоємність пристрою для вимірювання електромагнітної сили, яка діє на розплав в металопроводі при заповненні ливарної форми. Крім того, наявність пружини в конструкції цього пристрою робить його і всю силовимірювальну систему нестійкими в умовах дії дестабілізуючих факторів, що знижує точність вимірювання електромагнітної сили, а отже і якість процесу заповнення ливарної форми. В основу запропонованої корисної моделі поставлена задача підвищення точності автоматичного управління процесом лиття під низьким електромагнітним тиском. Поставлена задача вирішується тим, що запропонована установка для лиття під низьким електромагнітним тиском, до складу якої входить магнітодинамічний насос з тиглем, Шподібним каналом, металопроводом і електромагнітними системами у вигляді двох індукторів та електромагніту, які мають індуктивний зв'язок з каналом через повітряні зазори; плита з встановленою на неї ливарною формою і центральним отвором, з'єднаним з металопроводом насоса; силовимірювальні датчики маси, закріплені між тиглем і верхньою рамою внутрішнього корпусу насоса; мікропроцесорний блок вимірювання та індикації маси; пульт управління; шкаф управління електромагнітними системами і блоки живлення, яка відрізняється тим, що до її складу додатково введено два силовимірювальні датчики тиску розплаву у металопроводі, які закріплені між електромагнітом і нижньою рамою внутрішнього корпусу насоса, мікропроцесорний блок вимірювання тиску, блок задавання тиску і мікроконтролер, причому виходи датчиків тиску і блока задавання тиску підключені до відповідних входів блока вимірювання тиску, вихідякого сумісно з виходом блока вимірювання маси з'єднані з відповідними входами мікроконтролера, вихід котрого підключений до виконавчого елемента шкафа управління блока живлення електромагнітних систем установки. Запропонована установка дозволяє підвищити точність управління процесом лиття під електромагнітним тиском, а отже і якість виливків, за рахунок одночасного контролю маси розплаву в тиглі насоса і тиску розплаву в металопроводі. Крім того, таке технічне рішення дає змогу створити передумови для економії електроенергії і підвищення продуктивності процесу лиття під низьким електромагнітним тиском. Для пояснення запропонованої корисної моделі на кресл. зображено конструктивнофункціональну схему установки для лиття під низьким електромагнітним тиском. Тигель 1, з'єднаний з Ш-подібним каналом 2 і металопроводом 3, установлений на чотирьох силовимірювальних тензометричних датчиках 4, жорстко закріплених на рамі 5 внутрішнього корпусу 6, який за допомогою шарнірних опор 7 з'єднаний із зовнішнім корпусом 8. У внутрішньому корпусі 6 змонтовані індикатори 9 і електромагніт 10, які мають індуктивний зв'язок з каналом 2 через повітряні зазори. Основа зовнішнього корпусу 8 може бути виконана нерухомою або, як показано на кресл., рухомою у вигляді платформи з двома колісними парами 1 UA 68766 U 5 10 15 20 25 30 35 40 45 50 55 60 11, установленої на рейках 12. Приводи переміщення платформи і повороту насоса на схемі не показані. Додатково введені силовимірювальні тензорезисторні датчики 13 тиску розплаву у металопроводі 3 розташовані між електромагнітом 10 і нижньою рамою внутрішнього корпусу 6. Розплав 14 знаходиться у тиглі 1 і має можливість надходити по металопроводу 3 в ливарну форму 15, установлену на плиті 16, яка закріплена на зовнішньому корпусі установки. До складу установки входять також мікропроцесорні блоки 17 і 18 вимірювання маси розплаву 14 в тиглі 1 і тиску в металопроводі 3 відповідно, цифрові індикатори 19 і 20 маси m і тиску Р відповідно, мікроконтролер 21, пульт управління 22, шкаф управління 23 і блоки 24 і 25 живлення системи управління і електромагнітних систем відповідно. В схему блока 18 додатково введено блок задавання тиску. Запропонована установка працює наступним чином. У вихідному стані тигель 1 з каналом 2 не заповнені металевим розплавом 14 і на силовимірювальні датчики 4 діє сила, створена сумарною масою тигля 1, каналу 2 і металопроводу 3. На цифровому індикаторі 19 висвітлені нулі в усіх розрядах. Після заповнення тигля 1 розплавом 14 маса розплаву висвітлюється на індикаторі 19 і запам'ятовується в блоці пам'яті мікропроцесорного блока 17 з можливістю подальшого контролю маси при зміні рівня розплаву 14 в тиглі 1. Перед заповненням першої і всіх наступних ливарних форм 15 схеми вимірювання маси і тиску обнулюються. Індикатори 9 знаходяться під напругою, підтримуючи задану температуру розплаву 14. По команді з пульта 22 управління спрацьовує пусковий елемент у шкафу 23 управління і на електромагніт 10 подається напруга від блока 25 живлення. В результаті цього в металопроводі 3 виникає електромагнітна сила F, яка створює тиск Р і розплав 14 піднімається по металопроводу 3 і надходить у ливарну форму 15. Одночасно з силою F виникає її реакція R, яка пропорційна силі F і діє на датчики 13 тиску розплаву в металопроводі. Після заповнення ливарної форми 15 розплавом 14 ще деякий час, необхідний для кристалізації виливка, залишається увімкненим електромагніт 10 і у ливарній формі 15 підтримується надлишковий тиск ΔР. Далі, після закінчення тверднення виливка у формі 15, із системи управління від мікроконтролера 21 надходить сигнал у шкаф управління 23, відключається електромагніт 10 від блока 25 живлення і здійснюється переведення магнітодинамічного насосу у режим зберігання. При цьому залишок розплаву у металопроводі повертається на вихідний рівень, який відповідає рівню розплаву 14 в тиглі 1 і здійснюється вилучення виливка з ливарної форми 15. Перед початком наступного циклу заливання блока 17 здійснюється контроль маси розплаву у тиглі 1. Фактичне значення m надходить до мікроконтролера 21 і є вихідним параметром для вирахування сигналу корекції напруги, яка подається на електромагніт 10 для наступного заливання. Мікропроцесор 21 здійснює розрахунок величини сигналу корекції напруги на електромагніт 10 при пониженні рівня розплаву в тиглі 1 для забезпечення сталого значення електромагнітного тиску при заповненні ливарної форми і, особливо, для відтворення заданого значення надлишкового тиску ΔР при кристалізації виливка. Наступні цикли заливання здійснюються аналогічно. На відміну від прототипу в запропонованій установці система контролю маси в поєднанні із системою контролю тиску забезпечує постійність та керованість по заздалегідь уведеній програмі швидкості руху розплаву по металопроводу та у порожнині ливарної форми; дозволяє автоматично встановлювати оптимальні значення напруги на індукторах, що запобігає перегріванню розплаву, створює умови для енергозбереження за рахунок рівномірного навантаження електромагнітних систем індукторів і електромагніту в процесі заливання. Таким чином, запропонована установка для лиття під низьким електромагнітним тиском, на відміну від найближчого аналогу та інших аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні точності і якості управління процесом заповнення ливарних форм розплавом під низьким електромагнітним тиском, що створює передумови для ресурсо- та енергозаощадження. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Установка для лиття під низьким електромагнітним тиском, до складу якої входить магнітодинамічний насос з тиглем, Ш-подібним каналом, металопроводом і електромагнітними системами у вигляді двох індукторів та електромагніту, які мають індуктивний зв'язок з каналом через повітряні зазори; плита з встановленою на неї ливарною формою і центральним отвором, з'єднаним з металопроводом насоса; силовимірювальні датчики маси, закріплені між тиглем і верхньою рамою внутрішнього корпусу насоса; мікропроцесорний блок вимірювання та індикації маси; пульт управління; шкаф управління електромагнітними системами і блоки живлення, яка відрізняється тим, що до її складу додатково введено два силовимірювальних датчики тиску розплаву у металопроводі, які закріплені між електромагнітом і нижньою рамою внутрішнього 2 UA 68766 U 5 корпусу насоса, мікропроцесорний блок вимірювання тиску, блок задавання тиску і мікроконтролер, причому виходи датчиків тиску і блока задавання тиску підключені до відповідних входів блока вимірювання тиску, вихід якого сумісно з виходом блока вимірювання маси з'єднані з відповідними входами мікроконтролера, вихід котрого підключений до виконавчого елемента шкафа управління блоком живлення електромагнітних систем установки. Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for casting under low electromagnetic pressure
Автори англійськоюSlazhniev Mykola Andriiovych, Bohdan Kim Stepanovych, Dubodelov Viktor Ivanovych, Moiseiev Yurii Vasyliovych, Fikssen Vladyslav Mykolaiovych
Назва патенту російськоюУстановка для литья под низким электромагнитным давлением
Автори російськоюСлажнев Николай Андреевич, Богдан Ким Степанович, Дубоделов Виктор Иванович, Моисеев Юрий Васильевич, Фикссен Владислав Николаевич
МПК / Мітки
МПК: B22D 18/04, G01G 19/12
Мітки: установка, низьким, тиском, лиття, електромагнітним
Код посилання
<a href="https://ua.patents.su/5-68766-ustanovka-dlya-littya-pid-nizkim-elektromagnitnim-tiskom.html" target="_blank" rel="follow" title="База патентів України">Установка для лиття під низьким електромагнітним тиском</a>
Спосіб лиття під низьким тиском і установка для його здійснення
Номер патенту: 13751
Опубліковано: 25.04.1997
Автори: Ісайчева Ніна Петрівна, Борисов Георгій Павлович, Шнитко Володимир Костянтинович, Шейгам Валерій Юрійович
МПК: B22D 18/04
Мітки: спосіб, здійснення, установка, низьким, тиском, лиття
Формула / Реферат:
(57) 1. Способ литья под низким давлением, включающий сборку формы, создание газового давления в камере печи, заполнение формы металлом по металлопроводу через фильтр, кристаллизацию отливки под избыточным давлением, сброс газового давления в камере, печи, раскрытие формы с отливкой, слив остатков жидкого металла из металлопровода, отличающийся тем, что при заполнении формы металлом пропускную способность фильтра увеличивают, а при сливе...
Спосіб лиття під електромагнітним тиском
Номер патенту: 69647
Опубліковано: 16.01.2006
Автори: Горшков Андрій Олегович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович, Слажнєв Микола Андрійович
МПК: B22D 39/00
Мітки: тиском, електромагнітним, лиття, спосіб
Формула / Реферат:
Корисна модель відноситься до пристроїв для спалювання всіх видів твердого палива, в т.ч. низькосортного, і може знайти своє застосування при термічній переробці сміття , побутових та промислових відходів в комунальному господарстві та в промисловості.Відомий пристрій для спалювання побутових та промислових відходів [див. П-т RU №2100701, 6 F23G5/00, 1995р.], що містить робочу камеру з похилим жаростійким черенем і систему підведення...
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Борисов Георгій Павлович, Бєлік Валентин Іванович, Котлярський Франко Мар'янович
МПК: B22D 18/04
Мітки: тиском, пристрій, низьким, лиття
Формула / Реферат:
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Прес-форма для лиття під тиском полімерів
Номер патенту: 37745
Опубліковано: 15.05.2001
Автори: Костенко Петро Миколайович, Злотенко Борис Миколайович, Бурмістенков Олександр Петрович
МПК: B29C 45/26
Мітки: прес-форма, тиском, лиття, полімерів
Текст:
...по трапляє у перепускний литниковий канал 4, після чого датчик 9 стану розплаву дає команду па ЕОМ, яка керує через виконавчий механізм 10 частотою обертання черв'яка засобу для дроселювання 5 потоку полімеру, що забезпечує перетік розплаву полімеру в рециркуляційний канал 6 із необхідними об'ємними витратами розплаву, що забезпечує вирівнювання тиску розплаву по всій довжині виробу, що відливається, після чого надлишок розплаву...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B65D 5/72, B29C 45/14
Мітки: пристрою, виконаний, пакувальна, пристрій, тара, спосіб, відкривальний, литтям, має, тиском, відкривального, інструмент, лиття, яка
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Попередній патент: Спосіб розмноження in vitro плюсових дерев бука лісового (fagus sylvatica l.)
Наступний патент: Спосіб прогнозування перебігу хірургічного сепсису
Випадковий патент: Тепловий насос