Спосіб виробництва холоднокатаних штаб
Номер патенту: 71395
Опубліковано: 10.07.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович


Формула / Реферат
Спосіб виробництва холоднокатаних штаб, що включає травлення гарячекатаної штаби, попередню пластичну її деформацію в прокатній кліті, укрупнення рулонів і подальшу прокатку на неперервному стані холодної прокатки на кінцеву товщину, який відрізняється тим, що ділянки гарячекатаної штаби зі зварними з'єднаннями деформують в кліті суміщеного неперервно-травильно-прокатного агрегату з додатковим обтиском, який перевищує обтиск на основній довжині штаби на ∆hd/H=7…20 %, а перед неперервним станом холодної прокатки виконують додаткове укрупнення рулонів шляхом стикового зварювання суміжних штаб при заправній швидкості прокатки (∆hd - додатковий обтиск ділянки зварного шва; Н - товщина гарячекатаного підкату на основній довжині).
Текст
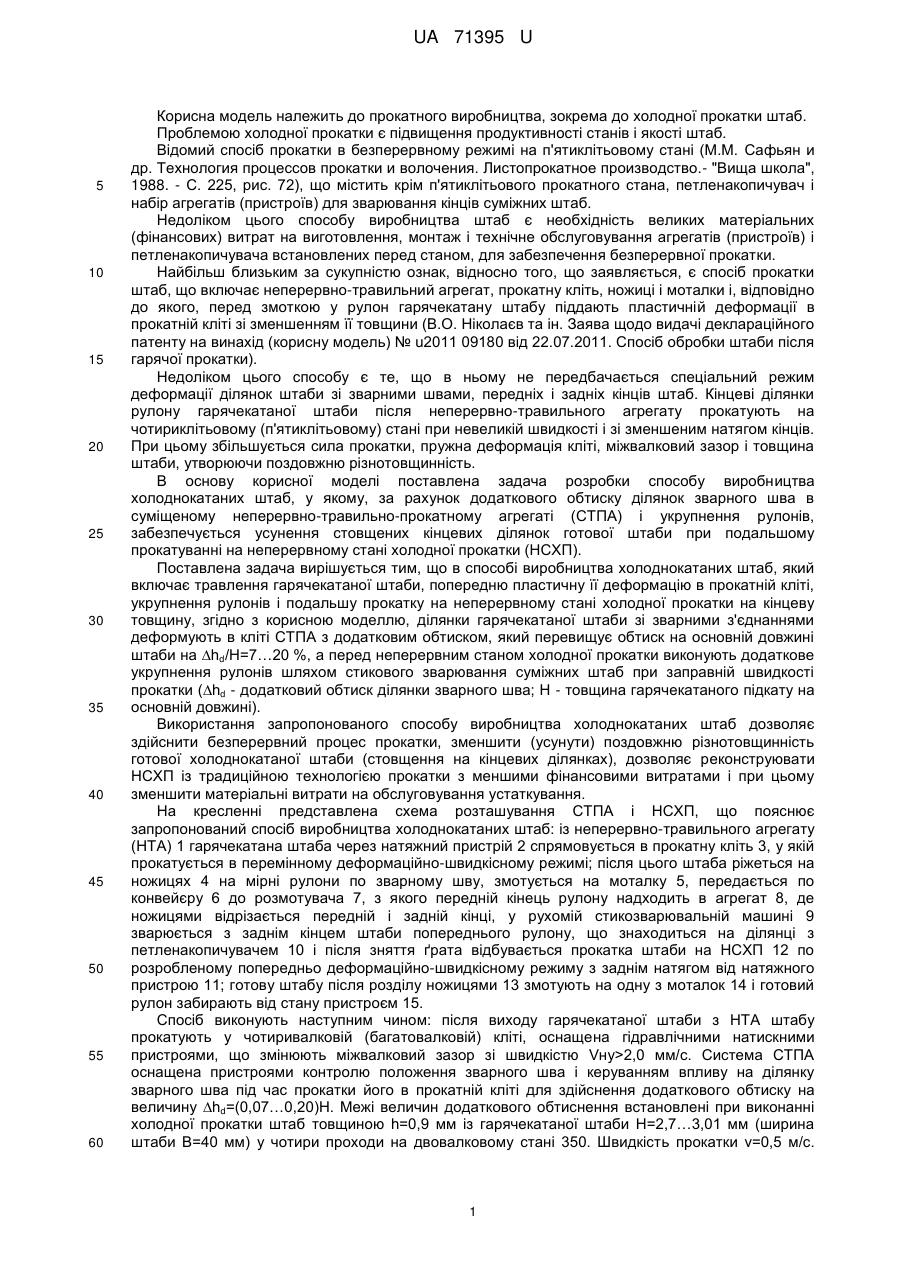
Реферат: Спосіб виробництва холоднокатаних штаб включає травлення гарячекатаної штаби, попередню пластичну її деформацію в прокатній кліті, укрупнення рулонів і подальшу прокатку на неперервному стані холодної прокатки на кінцеву товщину. Ділянки гарячекатаної штаби зі зварними з'єднаннями деформують в кліті суміщеного неперервно-травильно-прокатного агрегату з додатковим обтиском, який перевищує обтиск на основній довжині штаби на ∆hd/H=7…20 % (∆hd - додатковий обтиск ділянки зварного шва; Н - товщина гарячекатаного підкату на основній довжині. Перед неперервним станом холодної прокатки виконують додаткове укрупнення рулонів шляхом стикового зварювання суміжних штаб при заправній швидкості прокатки. UA 71395 U (54) СПОСІБ ВИРОБНИЦТВА ХОЛОДНОКАТАНИХ ШТАБ UA 71395 U UA 71395 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до холодної прокатки штаб. Проблемою холодної прокатки є підвищення продуктивності станів і якості штаб. Відомий спосіб прокатки в безперервному режимі на п'ятиклітьовому стані (М.М. Сафьян и др. Технология процессов прокатки и волочения. Листопрокатное производство.- "Вища школа", 1988. - С. 225, рис. 72), що містить крім п'ятиклітьового прокатного стана, петленакопичувач і набір агрегатів (пристроїв) для зварювання кінців суміжних штаб. Недоліком цього способу виробництва штаб є необхідність великих матеріальних (фінансових) витрат на виготовлення, монтаж і технічне обслуговування агрегатів (пристроїв) і петленакопичувача встановлених перед станом, для забезпечення безперервної прокатки. Найбільш близьким за сукупністю ознак, відносно того, що заявляється, є спосіб прокатки штаб, що включає неперервно-травильний агрегат, прокатну кліть, ножиці і моталки і, відповідно до якого, перед змоткою у рулон гарячекатану штабу піддають пластичній деформації в прокатній кліті зі зменшенням її товщини (В.О. Ніколаєв та ін. Заява щодо видачі деклараційного патенту на винахід (корисну модель) № u2011 09180 від 22.07.2011. Спосіб обробки штаби після гарячої прокатки). Недоліком цього способу є те, що в ньому не передбачається спеціальний режим деформації ділянок штаби зі зварними швами, передніх і задніх кінців штаб. Кінцеві ділянки рулону гарячекатаної штаби після неперервно-травильного агрегату прокатують на чотириклітьовому (п'ятиклітьовому) стані при невеликій швидкості і зі зменшеним натягом кінців. При цьому збільшується сила прокатки, пружна деформація кліті, міжвалковий зазор і товщина штаби, утворюючи поздовжню різнотовщинність. В основу корисної моделі поставлена задача розробки способу виробництва холоднокатаних штаб, у якому, за рахунок додаткового обтиску ділянок зварного шва в суміщеному неперервно-травильно-прокатному агрегаті (СТПА) і укрупнення рулонів, забезпечується усунення стовщених кінцевих ділянок готової штаби при подальшому прокатуванні на неперервному стані холодної прокатки (НСХП). Поставлена задача вирішується тим, що в способі виробництва холоднокатаних штаб, який включає травлення гарячекатаної штаби, попередню пластичну її деформацію в прокатній кліті, укрупнення рулонів і подальшу прокатку на неперервному стані холодної прокатки на кінцеву товщину, згідно з корисною моделлю, ділянки гарячекатаної штаби зі зварними з'єднаннями деформують в кліті СТПА з додатковим обтиском, який перевищує обтиск на основній довжині штаби на ∆hd/H=7…20 %, а перед неперервним станом холодної прокатки виконують додаткове укрупнення рулонів шляхом стикового зварювання суміжних штаб при заправній швидкості прокатки (∆hd - додатковий обтиск ділянки зварного шва; Н - товщина гарячекатаного підкату на основній довжині). Використання запропонованого способу виробництва холоднокатаних штаб дозволяє здійснити безперервний процес прокатки, зменшити (усунути) поздовжню різнотовщинність готової холоднокатаної штаби (стовщення на кінцевих ділянках), дозволяє реконструювати НСХП із традиційною технологією прокатки з меншими фінансовими витратами і при цьому зменшити матеріальні витрати на обслуговування устаткування. На кресленні представлена схема розташування СТПА і НСХП, що пояснює запропонований спосіб виробництва холоднокатаних штаб: із неперервно-травильного агрегату (НТА) 1 гарячекатана штаба через натяжний пристрій 2 спрямовується в прокатну кліть 3, у якій прокатується в перемінному деформаційно-швидкісному режимі; після цього штаба ріжеться на ножицях 4 на мірні рулони по зварному шву, змотується на моталку 5, передається поконвейєру 6 до розмотувача 7, з якого передній кінець рулону надходить в агрегат 8, де ножицями відрізається передній і задній кінці, у рухомій стикозварювальній машині 9 зварюється з заднім кінцем штаби попереднього рулону, що знаходиться на ділянці з петленакопичувачем 10 і після зняття ґрата відбувається прокатка штаби на НСХП 12 по розробленому попередньо деформаційно-швидкісному режиму з заднім натягом від натяжного пристрою 11; готову штабу після розділу ножицями 13 змотують на одну з моталок 14 і готовий рулон забирають від стану пристроєм 15. Спосіб виконують наступним чином: після виходу гарячекатаної штаби з НТА штабу прокатують у чотиривалковій (багатовалковій) кліті, оснащена гідравлічними натискними пристроями, що змінюють міжвалковий зазор зі швидкістю Vну>2,0 мм/с. Система СТПА оснащена пристроями контролю положення зварного шва і керуванням впливу на ділянку зварного шва під час прокатки його в прокатній кліті для здійснення додаткового обтиску на величину ∆hd=(0,07…0,20)H. Межі величин додаткового обтиснення встановлені при виконанні холодної прокатки штаб товщиною h=0,9 мм із гарячекатаної штаби Н=2,7…3,01 мм (ширина штаби В=40 мм) у чотири проходи на двовалковому стані 350. Швидкість прокатки v=0,5 м/c. 1 UA 71395 U 5 10 15 При базовій товщині гарячекатаного підкату Н=2,7 мм установили режим обтиску по проходах, який забезпечує одержання готової штаби з h=0,9 мм. Збільшення товщини якої з 2,7 мм до 3,01 мм імітувало стовщення задньої кінцевої ділянки гарячекатаного підкату (г/к підкат). Оскільки товщина заднього кінця г/к підкату НК більше базової (Н =2,7 мм), а обтиск його в кліті приводить до додаткового зміцнення металу, то, отже, товщина Н К після додаткового обтиску повинна бути менше Н=2,7 мм, тобто Hkd
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of cold rolled strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ производства холоднокатаных полос
Автори російськоюНиколаев Виктор Александрович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 39/34
Мітки: виробництва, холоднокатаних, штаб, спосіб
Код посилання
<a href="https://ua.patents.su/5-71395-sposib-virobnictva-kholodnokatanikh-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва холоднокатаних штаб</a>
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович
МПК: B21B 39/34
Мітки: холодної, штаб, спосіб, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 80890
Опубліковано: 12.11.2007
Автори: Норка Сергій Петрович, Уланова Олександра Лук'янівна, Шебаніц Едуард Миколайович, Будніков Володимир Іванович, Побегайло Олег Андрійович, Мурашкін Олександр Вікторович, Климанчук Владислав Владиславович, Пасько Тетяна Григорівна, Пасько Іван Олександрович
МПК: B21B 1/22
Мітки: наступного, спосіб, холоднокатаних, виготовлення, оцинкування, тонких, штаб
Формула / Реферат:
Спосіб виготовлення тонких штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупинно - травильних лініях з наступним обрізанням бічних країв і змотуванням травлених штаб у рулони та холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб здійснюють з розгоном, із заправною швидкістю 8,8 - 10 м/с, а швидкість прокатки штаб після розгону встановлюють 10,6...
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 15237
Опубліковано: 15.06.2006
Автори: Климанчук Владислав Владиславович, Мурашкін Олександр Вікторович, Пасько Іван Олександрович, Пасько Тетяна Григорівна, Побегайло Олег Андрійович, Будніков Володимир Іванович, Уланова Олександра Лук'янівна, Шебаніц Едуард Миколайович, Норка Сергій Петрович
МПК: C21D 8/00
Мітки: оцинкування, спосіб, тонких, наступного, виготовлення, штаб, холоднокатаних
Формула / Реферат:
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупиннотравильних лініях з якісною обрізкою бічних крайок і змотуванням травлених стрічок у рулони, холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб товщиною 1,6 мм здійснюють з розгоном із заправною швидкістю 8,8-10 м/с, швидкість прокатки тонких штаб після...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Норка Сергій Петрович, Бочаров Володимир Віталійович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: станах, тонких, прокатки, штаб, особливої, холодної, безперервних, спосіб
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Телюк Віктор Григорович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: штаб, безперервного, спосіб, прокатування
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Попередній патент: Спосіб консервативного лікування фімозу у дітей
Наступний патент: Спосіб отримання сардельок яловичих 1 ґатунку
Випадковий патент: Блок з дверцями для шафи-вітрини