Спосіб термічної обробки сталевого інструмента
Номер патенту: 103962
Опубліковано: 10.12.2013
Автори: Сірош Віталій Олександрович, Тищенко Андрій Іванович, Гаврилюк Валентин Геннадійович

Формула / Реферат
Спосіб термічної обробки сталевого інструмента, що включає нагрівання інструмента до температури аустенітизації, гартування, охолодження до кріогенних температур, витримування його при цих температурах, нагрівання до кімнатної температури, який відрізняється тим, що охолодження інструмента здійснюють до температури від -110 до -170 °C з подальшим витримуванням в часовому інтервалі від 1 до 48 годин, нагрівання до кімнатної температури проводять на повітрі, після чого інструмент додатково піддають відпуску при температурі 450-550 °C.
Текст
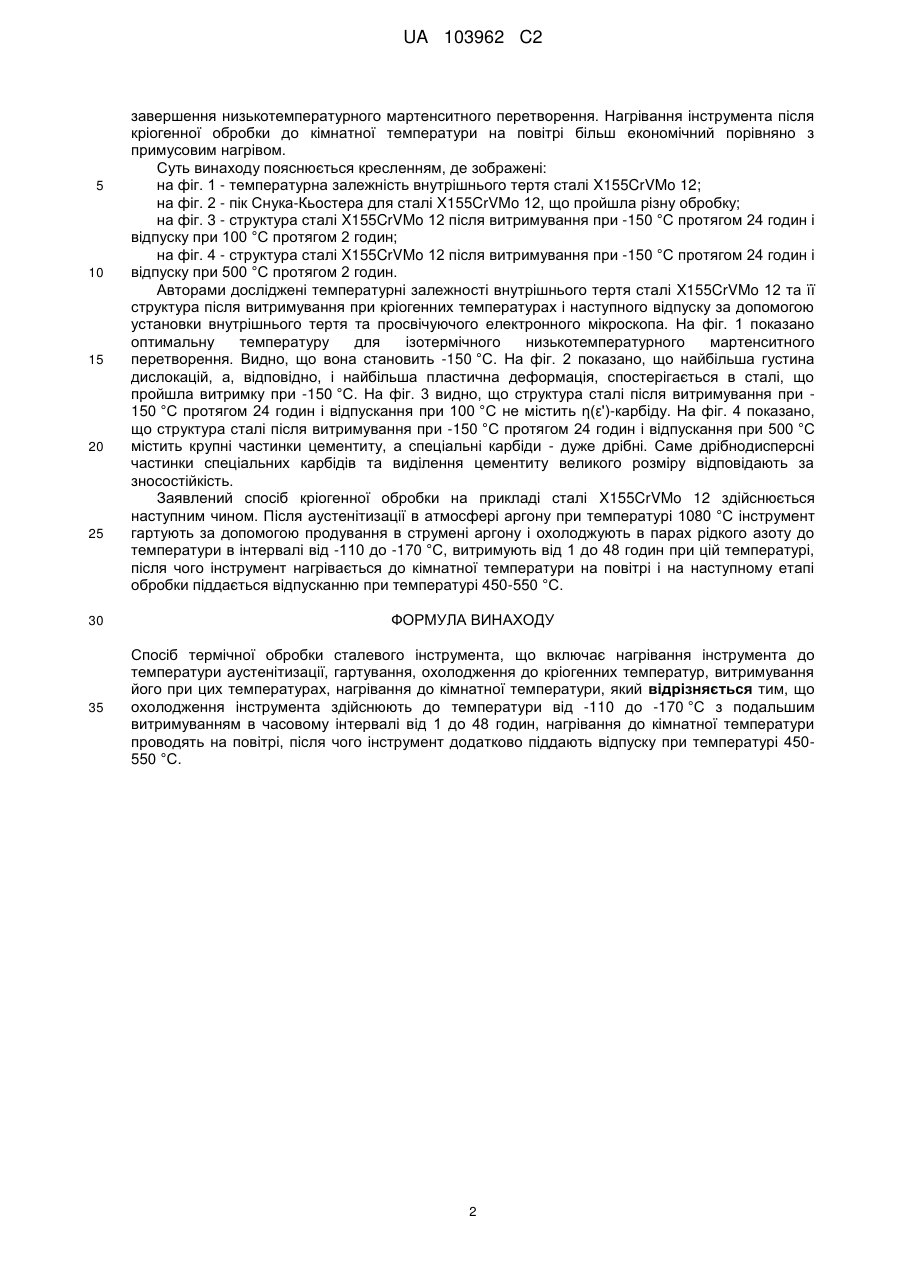
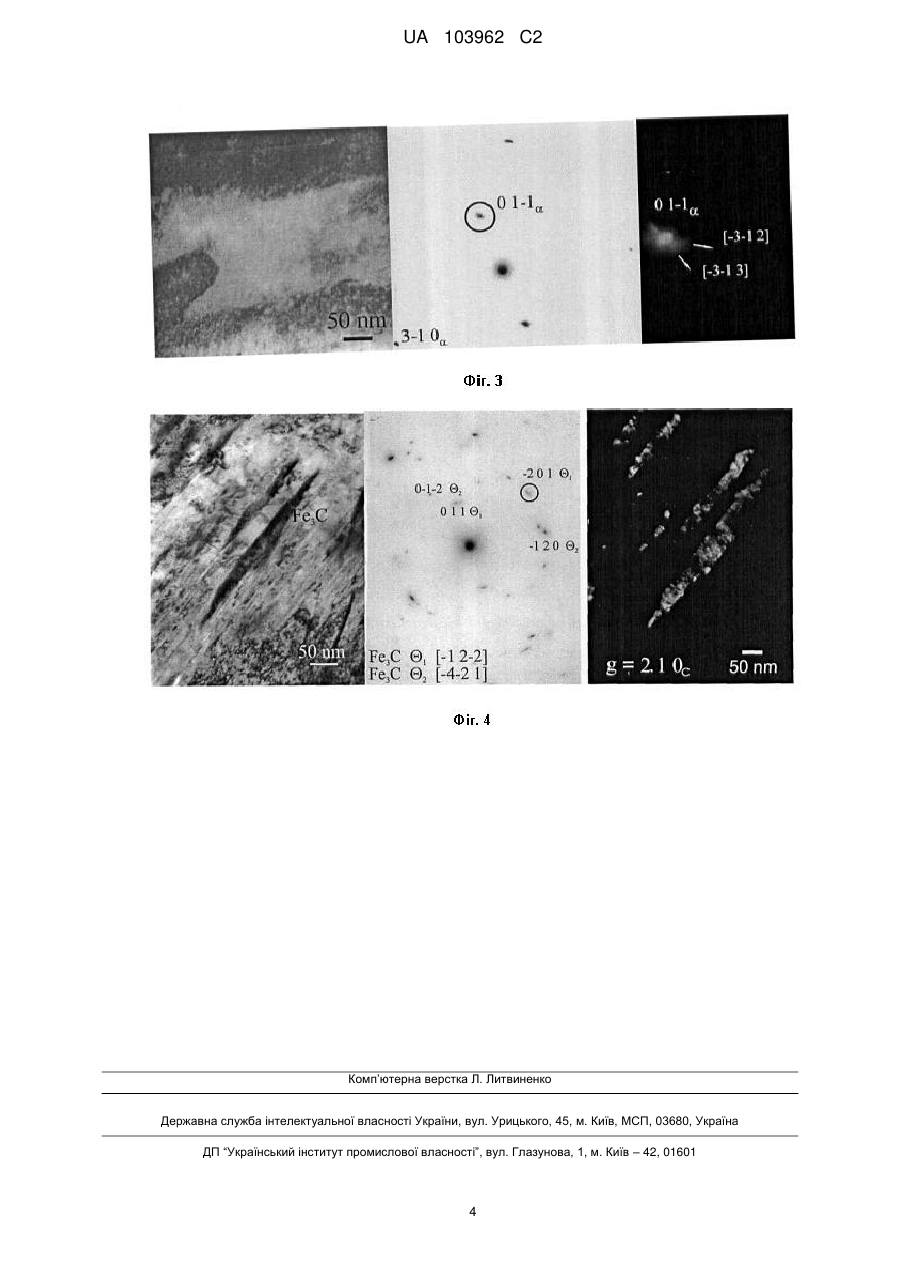
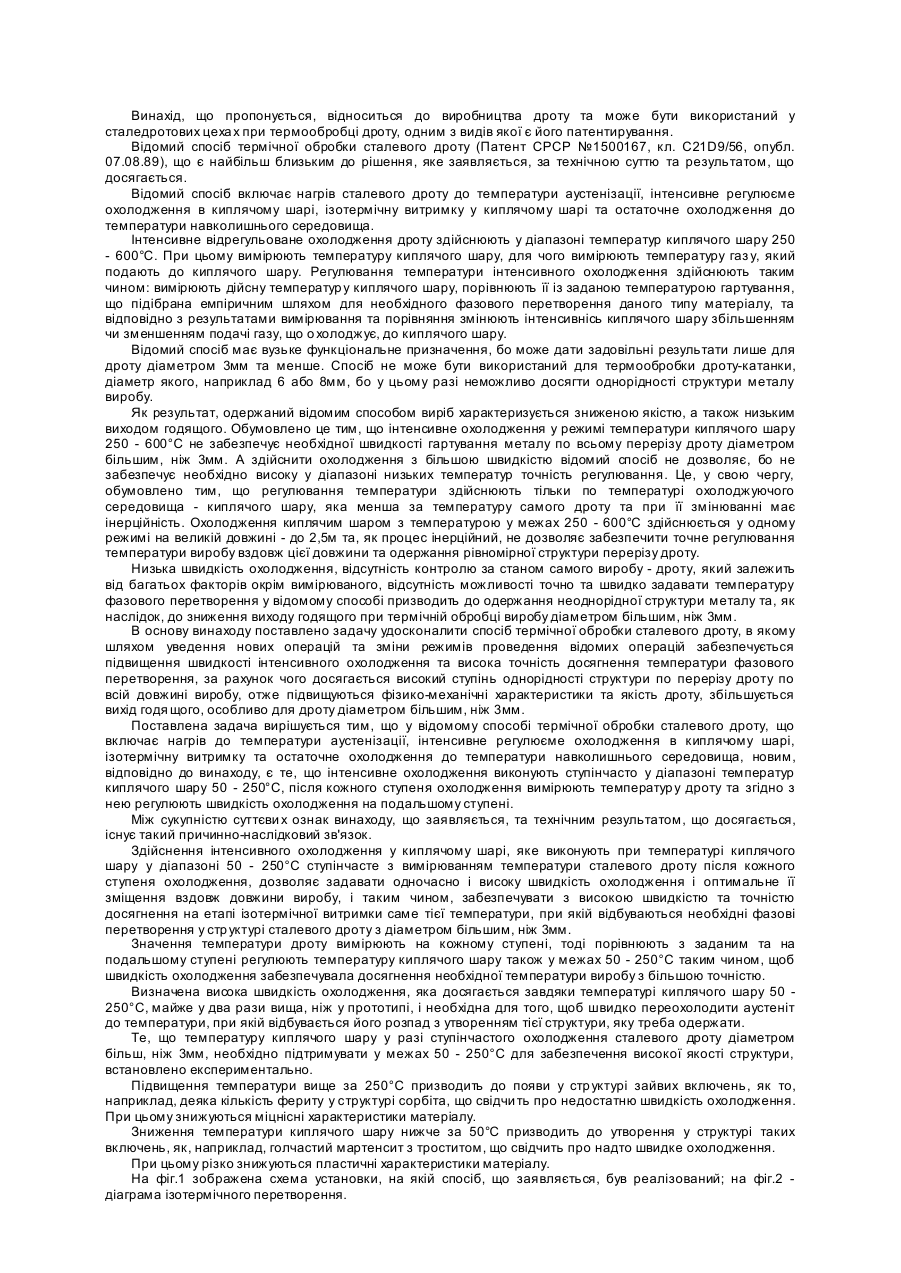
Реферат: Винахід належить до металургії, а саме до способу термічної обробки сталевого інструмента і може бути використаний для підвищення його якості. Спосіб термічної обробки сталевого інструмента включає нагрівання інструмента до температури аустенітизації, гартування, охолодження до температури від -110 до -170 °C з подальшим витримуванням в часовому інтервалі від 1 до 48 годин, нагрівання до кімнатної температури на повітрі, після чого інструмент піддається відпуску при температурі 450-550 °C. Винахід забезпечує підвищення зносостійкості сталевого інструмента. UA 103962 C2 (12) UA 103962 C2 UA 103962 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а саме до термічної обробки сталевого інструмента і може бути використаний для підвищення його зносостійкості. Відомо, що охолодження стального інструмента до кріогенних температур підвищує його стійкість проти абразивного зношування у порівняні з класичним гартуванням. Найбільш поширеною є кріогенна обробка у рідкому азоті. Відомий, наприклад, спосіб термічної обробки сталевого інструмента, що включає операції нагрівання інструмента до температури аустенітизації, гартування, охолодження до кріогенних температур шляхом ударного (миттєвого) занурення інструменту в рідину з температурою від -150 до -269 °C, витримуванням у вказаному середовищі протягом 5-30 хвилин з подальшим нагріванням до кімнатної температури та відпуском при температурі 200-250 °C (див. авт.св. СРСР № 485161, МПК C21D 9/22, 1972). Для регулювання ступеня термоудару використовують рідини з температурою замерзання нижче -150 °C (наприклад, триетоксисилан з температурою замерзання -170 °C). Недоліком способу є його високі трудомісткість та енергоємність, що пов'язано з охолодженням до температур нижче -170 °C та використанням додаткових рідин. Крім того, нами встановлено, що ізотермічне низькотемпературне мартенситне перетворення, яке відповідальне за підвищення зносостійкості, не проходить при температурах нижче -170 °C, а витримування протягом 5-30 хвилин недостатньо для завершення ізотермічного низькотемпературного мартенситного перетворення при температурах від -150 до -170 °C. Підвищення зносостійкості, при таких умовах термічної обробки, зумовлене низькотемпературним мартенситним перетворенням в процесі охолодження до температур нижче - 170 °C та нагрівання до кімнатної температури сталевого інструмента, оскільки при здійснені цих операцій інструмент піддається термічній обробці в інтервалі температур від -110 до-170 °C. Відомий також, вибраний як найближчий аналог, спосіб термічної обробки стального інструмента, що включає операції нагрівання інструмента до температури аустенітизації, гартування, охолодження до кріогенних температур шляхом занурення інструмента в рідкий азот з витримуванням в цій рідині 10 хвилин і подальшим його нагріванням в струмені теплого повітря до кімнатної температури (див. United States Patent 5,259,200, F25D 13/06, C21D 9/18, 1993, Dennis J. Kamody;). Недоліком способу-аналога є недостатньо високий рівень зносостійкості, зумовлений вибраною температурою охолодження і витримування сталевого інструмента. Експериментально встановлено, що ізотермічне низькотемпературне мартенситне перетворення, яке відповідальне за підвищення зносостійкості, не проходить при температурах нижче -170 °C, а підвищення зносостійкості зумовлене короткочасним низькотемпературним мартенситним перетворенням в температурному інтервалі від -110 до -170 °C в процесі охолодження до температури рідкого азоту та нагріванню до кімнатної температури, яке не проходить до кінця через малий часовий інтервал витримки при температурі від -110 до -170 °C. В основу винаходу поставлено задачу удосконалення способу термічної обробки сталевого інструмента шляхом визначення оптимальних умов кріогенної обробки інструмента з метою максимального підвищення його зносостійкості. Поставлена задача вирішується тим, що в способі термічної обробки сталевого інструмента, що включає нагрівання інструменту до температури аустенітизації, гартування, охолодження до кріогенних температур, витримку його при цих температурах, нагрів до кімнатної температури, згідно з винаходом, охолодження інструмента здійснюють до температури від -110 до -170 °C з подальшим витримуванням в часовому інтервалі від 1 до 48 годин, нагрівання до кімнатної температури проводять на повітрі, після чого інструмент додатково піддають відпуску при температурі 450-550 °C. Експериментально встановлено, що низькотемпературне мартенситне перетворення має місце в температурному інтервалі від -110 до -170 °C і не відбувається при температурі нижче 170 °C. Внаслідок нерухомості атомів вуглецю при температурах ізотермічного низькотемпературного мартенситного перетворення мартенсит не піддається старінню, тобто утворенню вуглецевих атмосфер навколо дислокацій. З цієї причини дислокації є достатньо рухомі, і під час перетворення має місце пластична деформація. В процесі деформації дислокації захоплюють атоми вуглецю і транспортують їх, утворюючи вуглецеві атмосфери на дислокаціях. Ці атоми, за рахунок високої ентальпії зв'язку атома вуглецю з дислокацією, не приймають участі в утворенні низькотемпературного карбіду під час відпускання. Кріогенна обробка в інтервалі від -110 до -170 °C також підвищує температуру утворення цементиту та спеціальних карбідів, що забезпечує дрібнодисперсну структуру спеціальних карбідів після відпускання при температурах вторинного гартування (450-550 °C). Часовий інтервал витримки від 1 до 48 годин (в залежності від складу інструментальних сталей) достатній для повного 1 UA 103962 C2 5 10 15 20 25 завершення низькотемпературного мартенситного перетворення. Нагрівання інструмента після кріогенної обробки до кімнатної температури на повітрі більш економічний порівняно з примусовим нагрівом. Суть винаходу пояснюється кресленням, де зображені: на фіг. 1 - температурна залежність внутрішнього тертя сталі X155CrVMo 12; на фіг. 2 - пік Снука-Кьостера для сталі X155CrVMo 12, що пройшла різну обробку; на фіг. 3 - структура сталі X155CrVMo 12 після витримування при -150 °C протягом 24 годин і відпуску при 100 °C протягом 2 годин; на фіг. 4 - структура сталі X155CrVMo 12 після витримування при -150 °C протягом 24 годин і відпуску при 500 °C протягом 2 годин. Авторами досліджені температурні залежності внутрішнього тертя сталі X155CrVMo 12 та її структура після витримування при кріогенних температурах і наступного відпуску за допомогою установки внутрішнього тертя та просвічуючого електронного мікроскопа. На фіг. 1 показано оптимальну температуру для ізотермічного низькотемпературного мартенситного перетворення. Видно, що вона становить -150 °C. На фіг. 2 показано, що найбільша густина дислокацій, а, відповідно, і найбільша пластична деформація, спостерігається в сталі, що пройшла витримку при -150 °C. На фіг. 3 видно, що структура сталі після витримування при 150 °C протягом 24 годин і відпускання при 100 °C не містить ƞ(ε')-карбіду. На фіг. 4 показано, що структура сталі після витримування при -150 °C протягом 24 годин і відпускання при 500 °C містить крупні частинки цементиту, а спеціальні карбіди - дуже дрібні. Саме дрібнодисперсні частинки спеціальних карбідів та виділення цементиту великого розміру відповідають за зносостійкість. Заявлений спосіб кріогенної обробки на прикладі сталі X155CrVMo 12 здійснюється наступним чином. Після аустенітизації в атмосфері аргону при температурі 1080 °C інструмент гартують за допомогою продування в струмені аргону і охолоджують в парах рідкого азоту до температури в інтервалі від -110 до -170 °C, витримують від 1 до 48 годин при цій температурі, після чого інструмент нагрівається до кімнатної температури на повітрі і на наступному етапі обробки піддається відпусканню при температурі 450-550 °C. 30 ФОРМУЛА ВИНАХОДУ 35 Спосіб термічної обробки сталевого інструмента, що включає нагрівання інструмента до температури аустенітизації, гартування, охолодження до кріогенних температур, витримування його при цих температурах, нагрівання до кімнатної температури, який відрізняється тим, що охолодження інструмента здійснюють до температури від -110 до -170 °C з подальшим витримуванням в часовому інтервалі від 1 до 48 годин, нагрівання до кімнатної температури проводять на повітрі, після чого інструмент додатково піддають відпуску при температурі 450550 °C. 2 UA 103962 C2 3 UA 103962 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHavryliuk Valentyn Hennadiiovych
Автори російськоюГаврилюк Валентин Геннадиевич
МПК / Мітки
Мітки: спосіб, сталевого, обробки, термічної, інструмента
Код посилання
<a href="https://ua.patents.su/6-103962-sposib-termichno-obrobki-stalevogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевого інструмента</a>
Спосіб термічної обробки сталевого дроту
Номер патенту: 25815
Опубліковано: 30.10.1998
Автори: Корольов Володимир Миколайович, Калегов Валерій Васильович, Євдокимов Геннадій Григорович, Шустов Борис Миколайович
МПК: C21D 9/56
Мітки: термічної, обробки, спосіб, сталевого, дроту
Формула / Реферат:
Спосіб термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температуру дроту та згідно з нею регулюють швидкість...
Установка для термічної обробки сталевого дроту
Номер патенту: 25814
Опубліковано: 30.10.1998
Автори: Євдокимов Геннадій Григорович, Шустов Борис Миколайович, Калегов Валерій Васильович, Корольов Володимир Миколайович
МПК: C21D 9/567
Мітки: дроту, установка, обробки, термічної, сталевого
Формула / Реферат:
1. Установка для термічної обробки сталевого дроту, яка містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки в киплячому шарі, які споряджені напірними газовими камерами із засобами подачі до них газу, термодатчиками, причому термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: обробки, термічної, спосіб, сталі
Формула / Реферат:
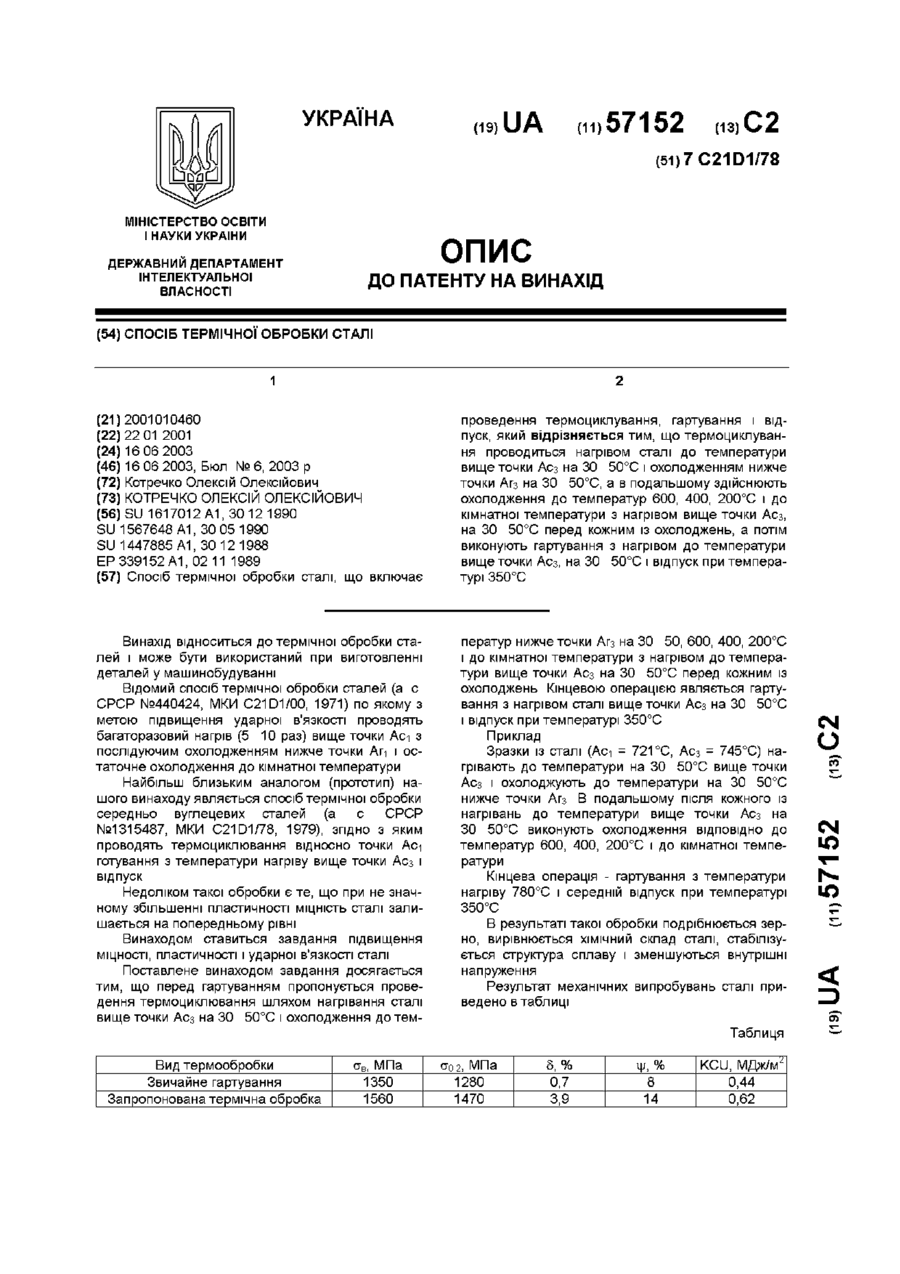
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Установка для термічної обробки довгомірного сталевого виробу
Номер патенту: 61944
Опубліковано: 10.08.2011
Автори: Швачич Геннадій Григорович, Ткач Максим Олександрович, Іващенко Валерій Петрович, Соболенко Марія Олександрівна, Башков Євген Олександрович
МПК: C21D 1/26, G06F 15/16
Мітки: термічної, обробки, установка, виробу, сталевого, довгомірного
Формула / Реферат:
Установка для термічної обробки довгомірного сталевого виробу, що містить розмотувальний пристрій, правильно-тяговий пристрій, нагрівальний пристрій, виконаний у вигляді генератора, що з'єднаний з індуктором, камеру регламентованого підстужування виробу (вони оснащені пірометрами і відповідними виконавчими пристроями), яка відрізняється тим, що додатково забезпечена камерами ізотермічної витримки, пристроєм інтенсивної сфероїдизації,...
Спосіб обробки сталевого дроту

Номер патенту: 86324
Опубліковано: 10.04.2009
Автори: Луценко Владислав Анатолійович, Борисенко Андрій Юрійович, Жучков Сергій Михайлович
МПК: C21D 9/52
Мітки: спосіб, дроту, сталевого, обробки
Формула / Реферат:
1. Спосіб обробки сталевого дроту, що включає нагрівання сталевого дроту до температури аустенітизації на 150-200 °С вище Ас3, витримку його при цій температурі, охолодження для здійснення перетворення в ньому аустеніту, термостатування для завершення перетворення аустеніту й наступне охолодження сталевого дроту на спокійному повітрі, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть зі...
Попередній патент: Радіаційний рекуператор
Наступний патент: Реактивний флюс для паяння алюмінію та його сплавів
Випадковий патент: Спосіб приготування фруктового соусу "вівсяночка"