Спосіб отримання робочих порожнин ливарної форми
Номер патенту: 104120
Опубліковано: 12.01.2016
Автори: Лисицький Андрій Валентинович, Тімошенко Віктор Михайлович, Тимошенко Роман Вікторович, Смирнов Дмитро Валентинович


Формула / Реферат
Спосіб отримання робочих порожнин ливарної форми, при якому виготовляють нижню півформу шляхом розміщення в опоці формувальної суміші і моделі з полістиролу, а також верхню півформу шляхом встановлення на нижню півформу опоки з подальшим її заповненням сумішшю, який відрізняється тим, що при виготовленні нижньої півформи встановлюють дерев'яну модель і опоку повністю заповнюють холоднотвердіючою сумішшю, після затвердіння якої дерев'яну модель виймають і в утворену порожнину встановлюють пінополістиролову модель, яку виймають після виготовлення верхньої півформи і затвердіння холоднотвердіючої суміші.
Текст
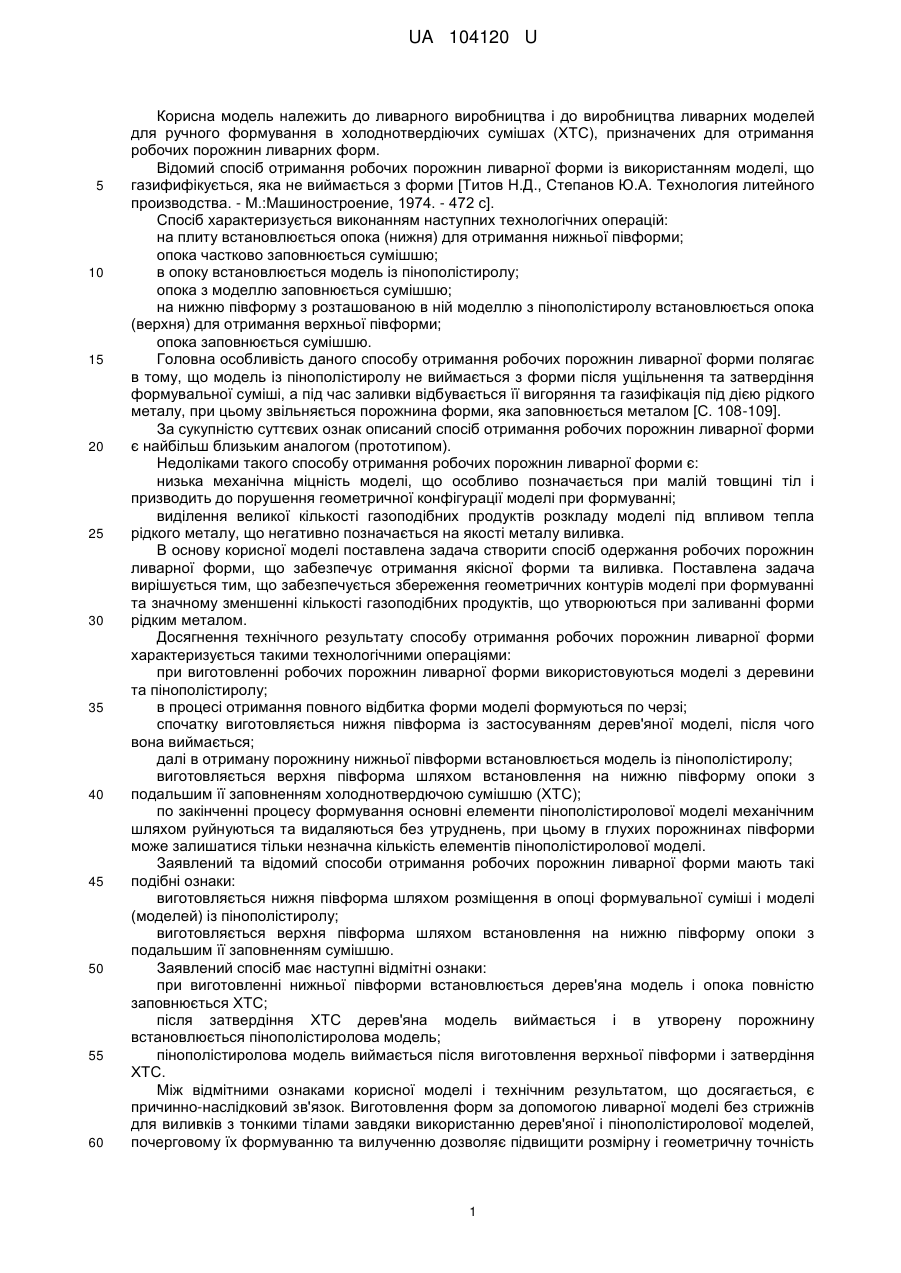
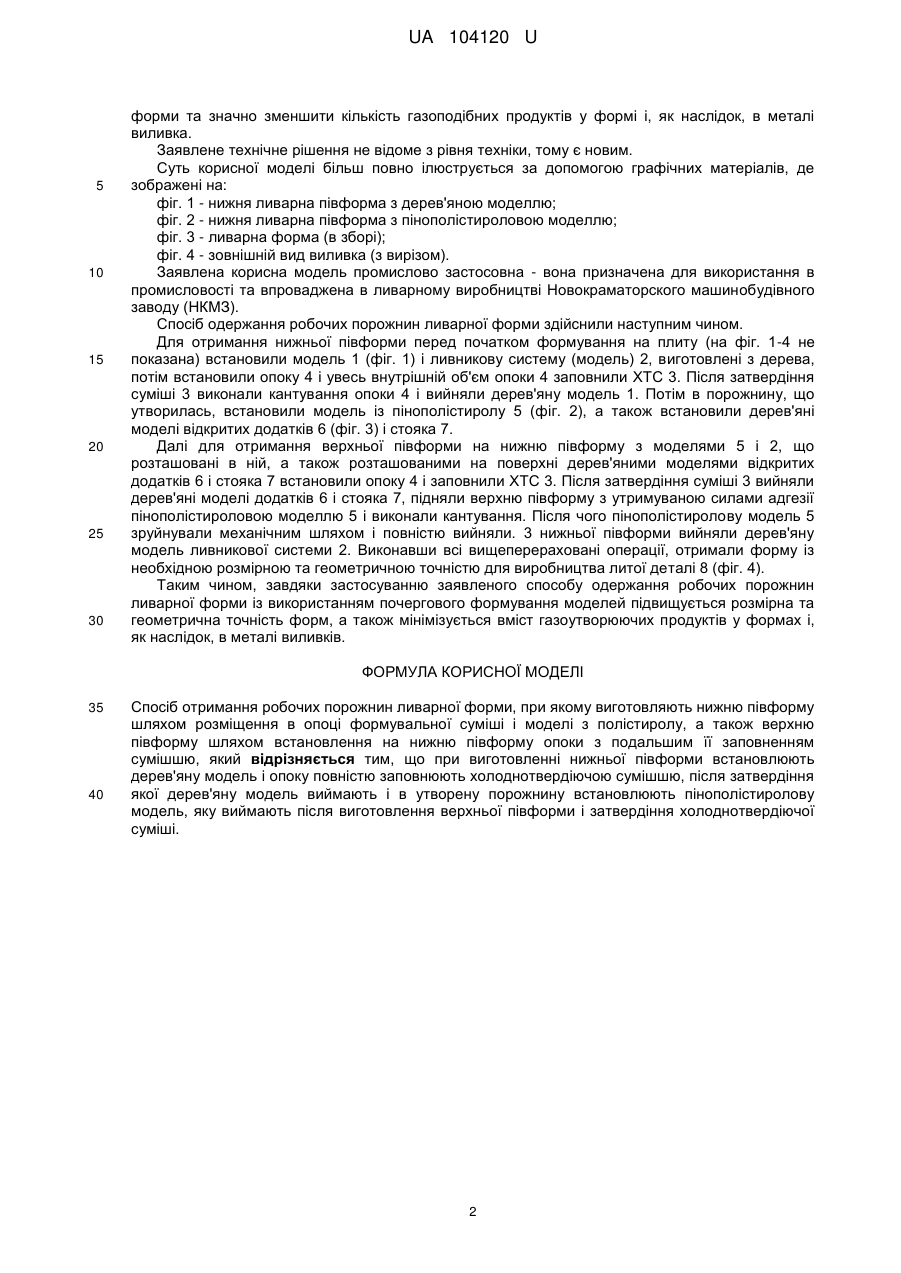
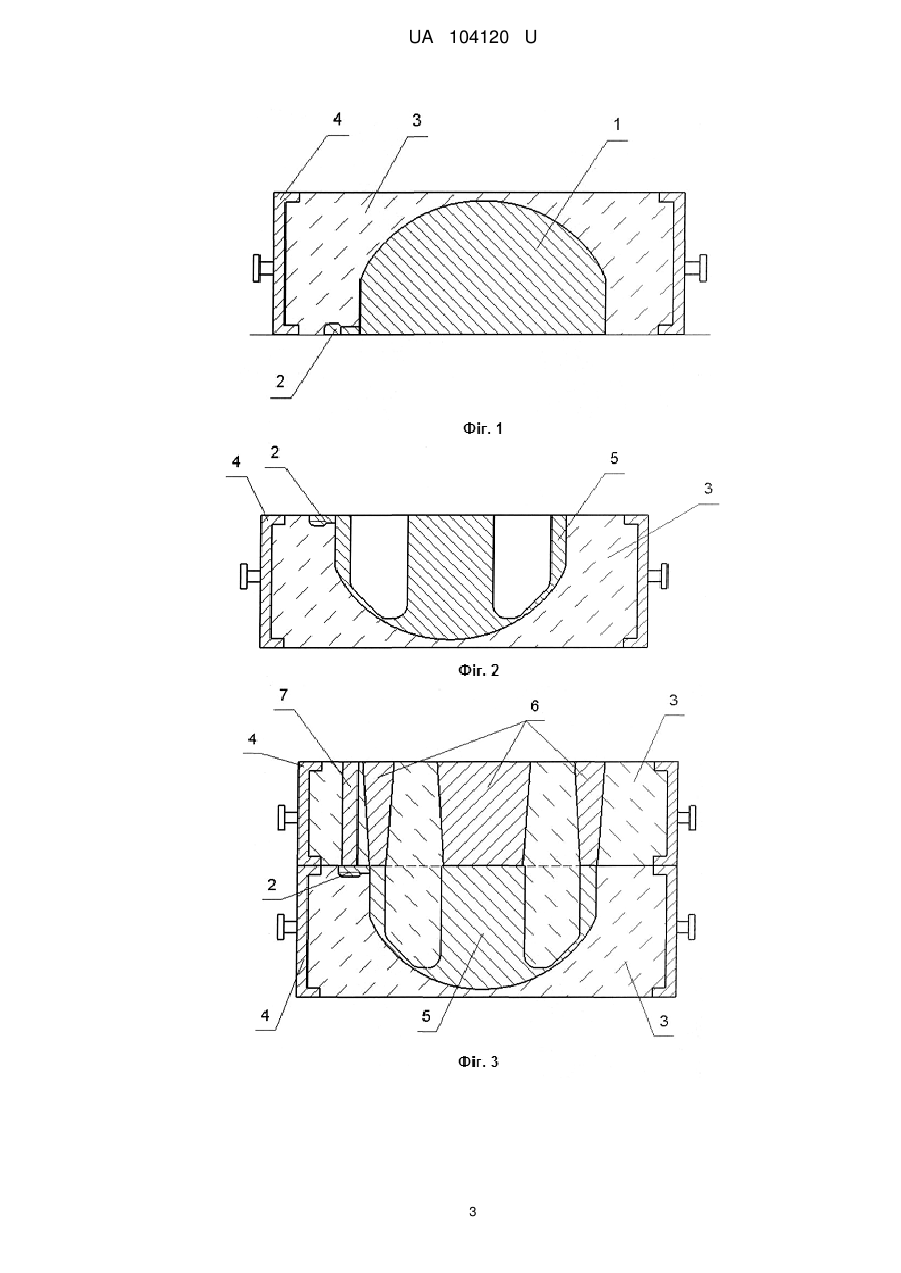
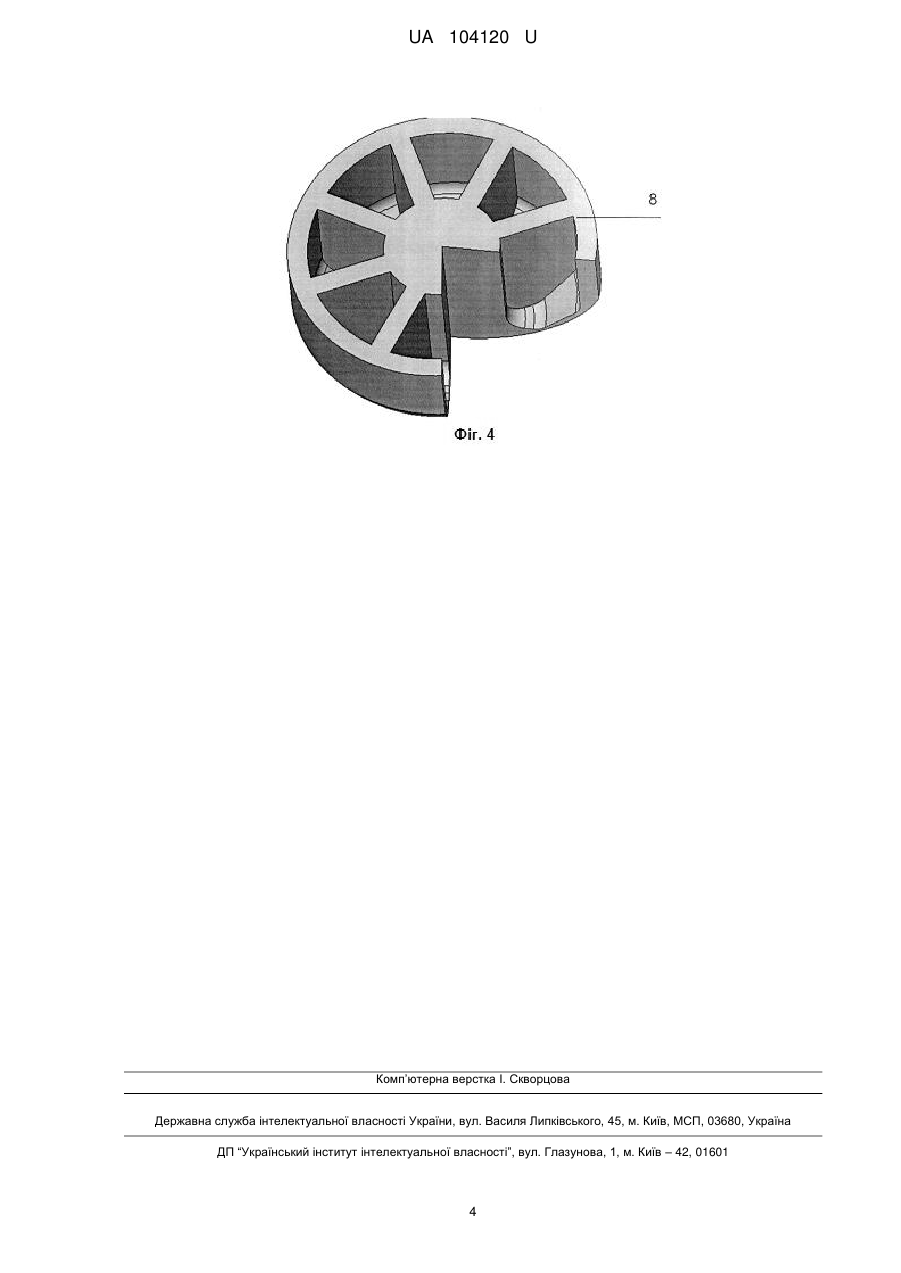
Реферат: Спосіб отримання робочих порожнин ливарної форми, при якому виготовляють нижню півформу шляхом розміщення в опоці формувальної суміші і моделі з полістиролу, а також верхню півформу шляхом встановлення на нижню півформу опоки з подальшим її заповненням сумішшю. При виготовленні нижньої півформи встановлюють дерев'яну модель і опоку повністю заповнюють холоднотвердіючою сумішшю, після затвердіння якої дерев'яну модель виймають і в утворену порожнину встановлюють пінополістиролову модель, яку виймають після виготовлення верхньої півформи і затвердіння холоднотвердіючої суміші. UA 104120 U (12) UA 104120 U UA 104120 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва і до виробництва ливарних моделей для ручного формування в холоднотвердіючих сумішах (ХТС), призначених для отримання робочих порожнин ливарних форм. Відомий спосіб отримання робочих порожнин ливарної форми із використанням моделі, що газифифікується, яка не виймається з форми [Титов Η.Д., Степанов Ю.А. Технология литейного производства. - М.:Машиностроение, 1974. - 472 с]. Спосіб характеризується виконанням наступних технологічних операцій: на плиту встановлюється опока (нижня) для отримання нижньої півформи; опока частково заповнюється сумішшю; в опоку встановлюється модель із пінополістиролу; опока з моделлю заповнюється сумішшю; на нижню півформу з розташованою в ній моделлю з пінополістиролу встановлюється опока (верхня) для отримання верхньої півформи; опока заповнюється сумішшю. Головна особливість даного способу отримання робочих порожнин ливарної форми полягає в тому, що модель із пінополістиролу не виймається з форми після ущільнення та затвердіння формувальної суміші, а під час заливки відбувається її вигоряння та газифікація під дією рідкого металу, при цьому звільняється порожнина форми, яка заповнюється металом [С. 108-109]. За сукупністю суттєвих ознак описаний спосіб отримання робочих порожнин ливарної форми є найбільш близьким аналогом (прототипом). Недоліками такого способу отримання робочих порожнин ливарної форми є: низька механічна міцність моделі, що особливо позначається при малій товщині тіл і призводить до порушення геометричної конфігурації моделі при формуванні; виділення великої кількості газоподібних продуктів розкладу моделі під впливом тепла рідкого металу, що негативно позначається на якості металу виливка. В основу корисної моделі поставлена задача створити спосіб одержання робочих порожнин ливарної форми, що забезпечує отримання якісної форми та виливка. Поставлена задача вирішується тим, що забезпечується збереження геометричних контурів моделі при формуванні та значному зменшенні кількості газоподібних продуктів, що утворюються при заливанні форми рідким металом. Досягнення технічного результату способу отримання робочих порожнин ливарної форми характеризується такими технологічними операціями: при виготовленні робочих порожнин ливарної форми використовуються моделі з деревини та пінополістиролу; в процесі отримання повного відбитка форми моделі формуються по черзі; спочатку виготовляється нижня півформа із застосуванням дерев'яної моделі, після чого вона виймається; далі в отриману порожнину нижньої півформи встановлюється модель із пінополістиролу; виготовляється верхня півформа шляхом встановлення на нижню півформу опоки з подальшим її заповненням холоднотвердючою сумішшю (ХТС); по закінченні процесу формування основні елементи пінополістиролової моделі механічним шляхом руйнуються та видаляються без утруднень, при цьому в глухих порожнинах півформи може залишатися тільки незначна кількість елементів пінополістиролової моделі. Заявлений та відомий способи отримання робочих порожнин ливарної форми мають такі подібні ознаки: виготовляється нижня півформа шляхом розміщення в опоці формувальної суміші і моделі (моделей) із пінополістиролу; виготовляється верхня півформа шляхом встановлення на нижню півформу опоки з подальшим її заповненням сумішшю. Заявлений спосіб має наступні відмітні ознаки: при виготовленні нижньої півформи встановлюється дерев'яна модель і опока повністю заповнюється ХТС; після затвердіння ХТС дерев'яна модель виймається і в утворену порожнину встановлюється пінополістиролова модель; пінополістиролова модель виймається після виготовлення верхньої півформи і затвердіння ХТС. Між відмітними ознаками корисної моделі і технічним результатом, що досягається, є причинно-наслідковий зв'язок. Виготовлення форм за допомогою ливарної моделі без стрижнів для виливків з тонкими тілами завдяки використанню дерев'яної і пінополістиролової моделей, почерговому їх формуванню та вилученню дозволяє підвищити розмірну і геометричну точність 1 UA 104120 U 5 10 15 20 25 30 форми та значно зменшити кількість газоподібних продуктів у формі і, як наслідок, в металі виливка. Заявлене технічне рішення не відоме з рівня техніки, тому є новим. Суть корисної моделі більш повно ілюструється за допомогою графічних матеріалів, де зображені на: фіг. 1 - нижня ливарна півформа з дерев'яною моделлю; фіг. 2 - нижня ливарна півформа з пінополістироловою моделлю; фіг. 3 - ливарна форма (в зборі); фіг. 4 - зовнішній вид виливка (з вирізом). Заявлена корисна модель промислово застосовна - вона призначена для використання в промисловості та впроваджена в ливарному виробництві Новокраматорского машинобудівного заводу (НКМЗ). Спосіб одержання робочих порожнин ливарної форми здійснили наступним чином. Для отримання нижньої півформи перед початком формування на плиту (на фіг. 1-4 не показана) встановили модель 1 (фіг. 1) і ливникову систему (модель) 2, виготовлені з дерева, потім встановили опоку 4 і увесь внутрішній об'єм опоки 4 заповнили ХТС 3. Після затвердіння суміші 3 виконали кантування опоки 4 і вийняли дерев'яну модель 1. Потім в порожнину, що утворилась, встановили модель із пінополістиролу 5 (фіг. 2), а також встановили дерев'яні моделі відкритих додатків 6 (фіг. 3) і стояка 7. Далі для отримання верхньої півформи на нижню півформу з моделями 5 і 2, що розташовані в ній, а також розташованими на поверхні дерев'яними моделями відкритих додатків 6 і стояка 7 встановили опоку 4 і заповнили ХТС 3. Після затвердіння суміші 3 вийняли дерев'яні моделі додатків 6 і стояка 7, підняли верхню півформу з утримуваною силами адгезії пінополістироловою моделлю 5 і виконали кантування. Після чого пінополістиролову модель 5 зруйнували механічним шляхом і повністю вийняли. 3 нижньої півформи вийняли дерев'яну модель ливникової системи 2. Виконавши всі вищеперераховані операції, отримали форму із необхідною розмірною та геометричною точністю для виробництва литої деталі 8 (фіг. 4). Таким чином, завдяки застосуванню заявленого способу одержання робочих порожнин ливарної форми із використанням почергового формування моделей підвищується розмірна та геометрична точність форм, а також мінімізується вміст газоутворюючих продуктів у формах і, як наслідок, в металі виливків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб отримання робочих порожнин ливарної форми, при якому виготовляють нижню півформу шляхом розміщення в опоці формувальної суміші і моделі з полістиролу, а також верхню півформу шляхом встановлення на нижню півформу опоки з подальшим її заповненням сумішшю, який відрізняється тим, що при виготовленні нижньої півформи встановлюють дерев'яну модель і опоку повністю заповнюють холоднотвердіючою сумішшю, після затвердіння якої дерев'яну модель виймають і в утворену порожнину встановлюють пінополістиролову модель, яку виймають після виготовлення верхньої півформи і затвердіння холоднотвердіючої суміші. 2 UA 104120 U 3 UA 104120 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLysytskyi Andrii Valentynovych, Tymoshenko Roman Viktorovych
Автори російськоюЛисицкий Андрей Валентинович, Тимошенко Роман Викторович
МПК / Мітки
Мітки: спосіб, форми, ливарної, робочих, порожнин, отримання
Код посилання
<a href="https://ua.patents.su/6-104120-sposib-otrimannya-robochikh-porozhnin-livarno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання робочих порожнин ливарної форми</a>
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Козак Володимир Володимирович, Стеценко Іван Дмитрович, Соценко Олександр Васильович, Смирнов Борис Миколайович
МПК: B22C 9/00
Мітки: двошарової, форми, ливарної, спосіб, виготовлення
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Смирнов Борис Миколайович, Стеценко Іван Дмитрович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: форми, спосіб, ливарної, виготовлення
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Спосіб модифікування чавуну у реакційній камері ливарної форми
Номер патенту: 6778
Опубліковано: 16.05.2005
Автори: Макаревич Олександр Павлович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: C21C 1/00
Мітки: реакційній, чавуну, форми, камери, спосіб, ливарної, модифікування
Формула / Реферат:
Спосіб модифікування чавуну, що полягає у попередньому завантаженні модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням форми чавуном крізь реакційну камеру і розчиненням модифікатора у струмені чавуну, який відрізняється тим, що модифікатор використовують у вигляді механічної суміші з додаванням 2...8 % дрібнодисперсного компонента, температура кипіння якого на 300...500°С менша температури чавуну...
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях
Номер патенту: 98722
Опубліковано: 11.06.2012
Автори: Жегур Олександр Анатолійович, Реп'ях Сергій Іванович
МПК: B22C 9/04, B22C 7/02, B22C 9/12
Мітки: спосіб, витоплювальних, виготовлення, моделях, литва, ливарної, форми
Формула / Реферат:
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, установку модельного блока в опоку або жакет, спінювання опорного наповнювача і заповнення проміжку між вогнетривким покриттям на модельному блоці та стінками опоки або жакета спіненим опорним наповнювачем, твердіння опорного наповнювача, сушіння форми та витоплювання з неї...
Установка для виготовлення ливарної форми
Номер патенту: 40450
Опубліковано: 16.07.2001
Автори: Смирнов Борис Миколайович, Стеценко Іван Дмитрович, Грищенко Микола Миколайович, Козак Володимир Володимирович
МПК: B22C 25/00, B22C 19/00, B22C 15/00, B22C 17/00
Мітки: виготовлення, установка, форми, ливарної
Формула / Реферат:
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з одного боку і штирями для спарювання з кокілем, наповненим рідкою самотвердіючою сумішшю, та упорами з іншого боку, а також траверси з отворами, в яких розташовані направляючі стержні, яка відрізняється тим, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і...
Попередній патент: Система екстреного гальмування
Наступний патент: Спосіб виготовлення електродів на основі карбіду вольфраму для катодного виділення водню з води
Випадковий патент: Спосіб зброджування сусла з сировини, що містить крохмаль