Спосіб пошарової побудови виробів селективним лазерним спіканням
Номер патенту: 104483
Опубліковано: 10.02.2016
Автори: Доброскок Володимир Ленінмирович, Погарський Андрій Володимирович, Вітязєв Юрій Борисович
Формула / Реферат
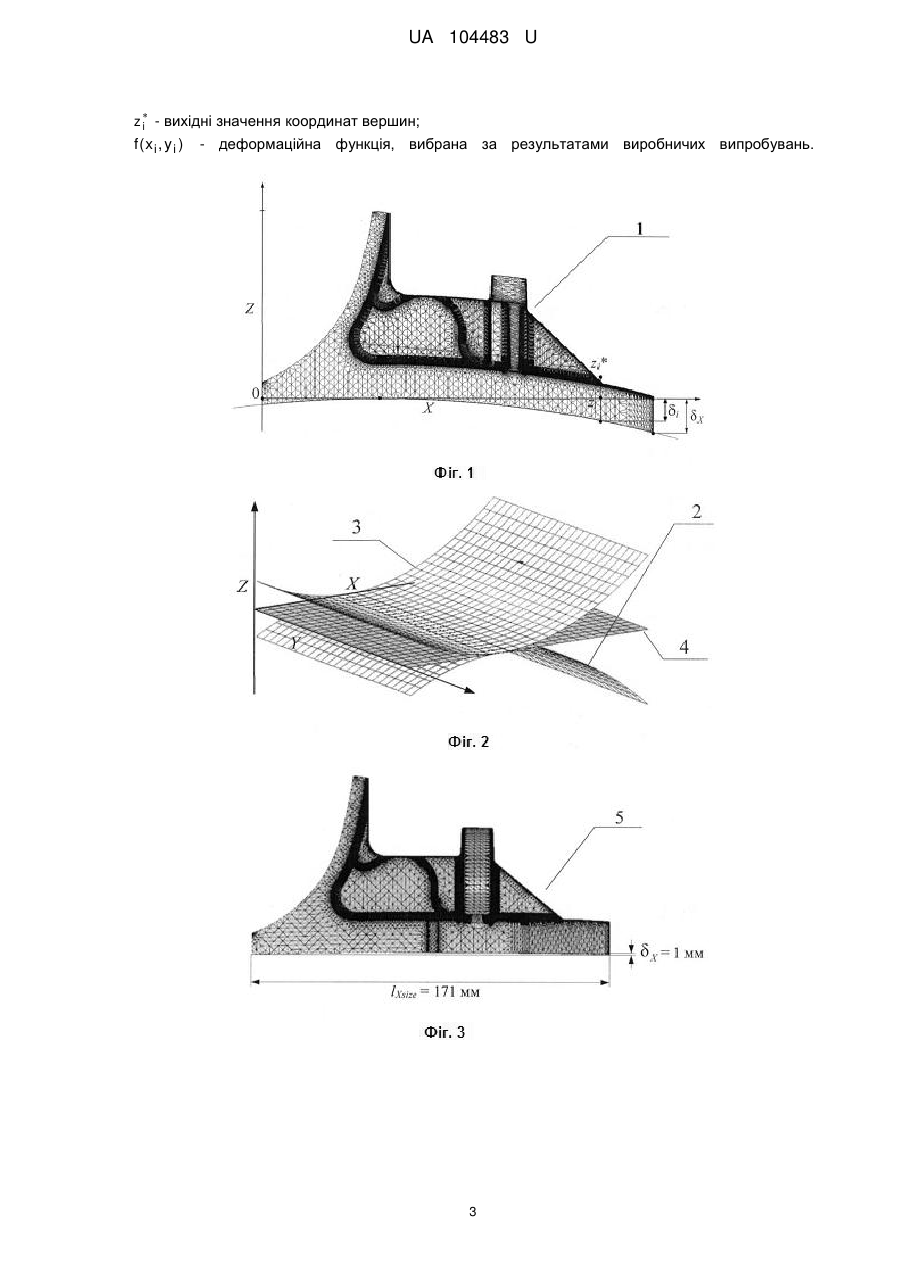
Спосіб пошарової побудови виробів селективним лазерним спіканням, що включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя, який відрізняється тим, що перед побудовою виробу застосовують компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань:
![]() ,
,
де ![]() - деформаційні значення координат вершин;
- деформаційні значення координат вершин;
![]() - вихідні значення координат вершин;
- вихідні значення координат вершин;
![]() - деформаційна функція, вибрана за результатами виробничих випробувань.
- деформаційна функція, вибрана за результатами виробничих випробувань.
Текст
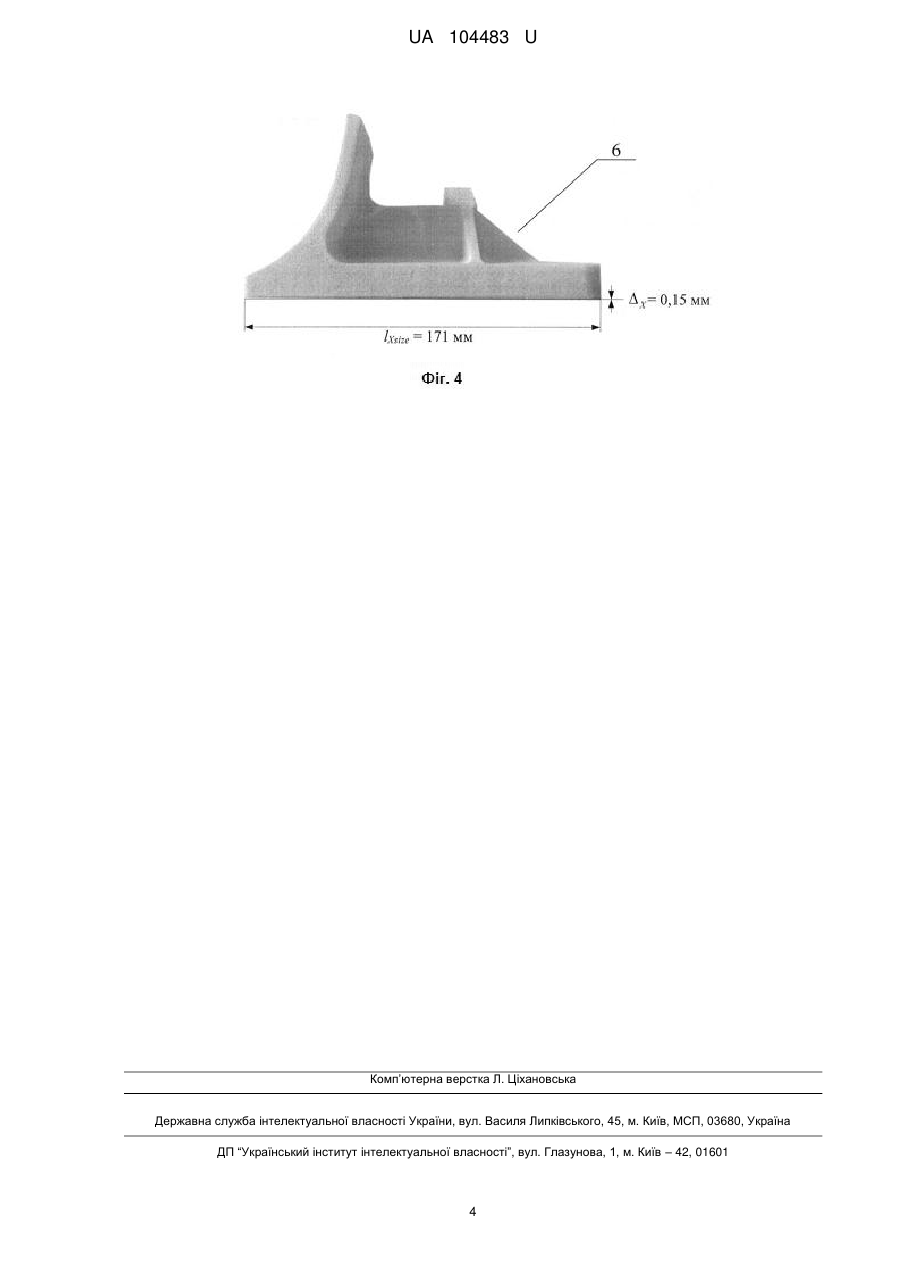
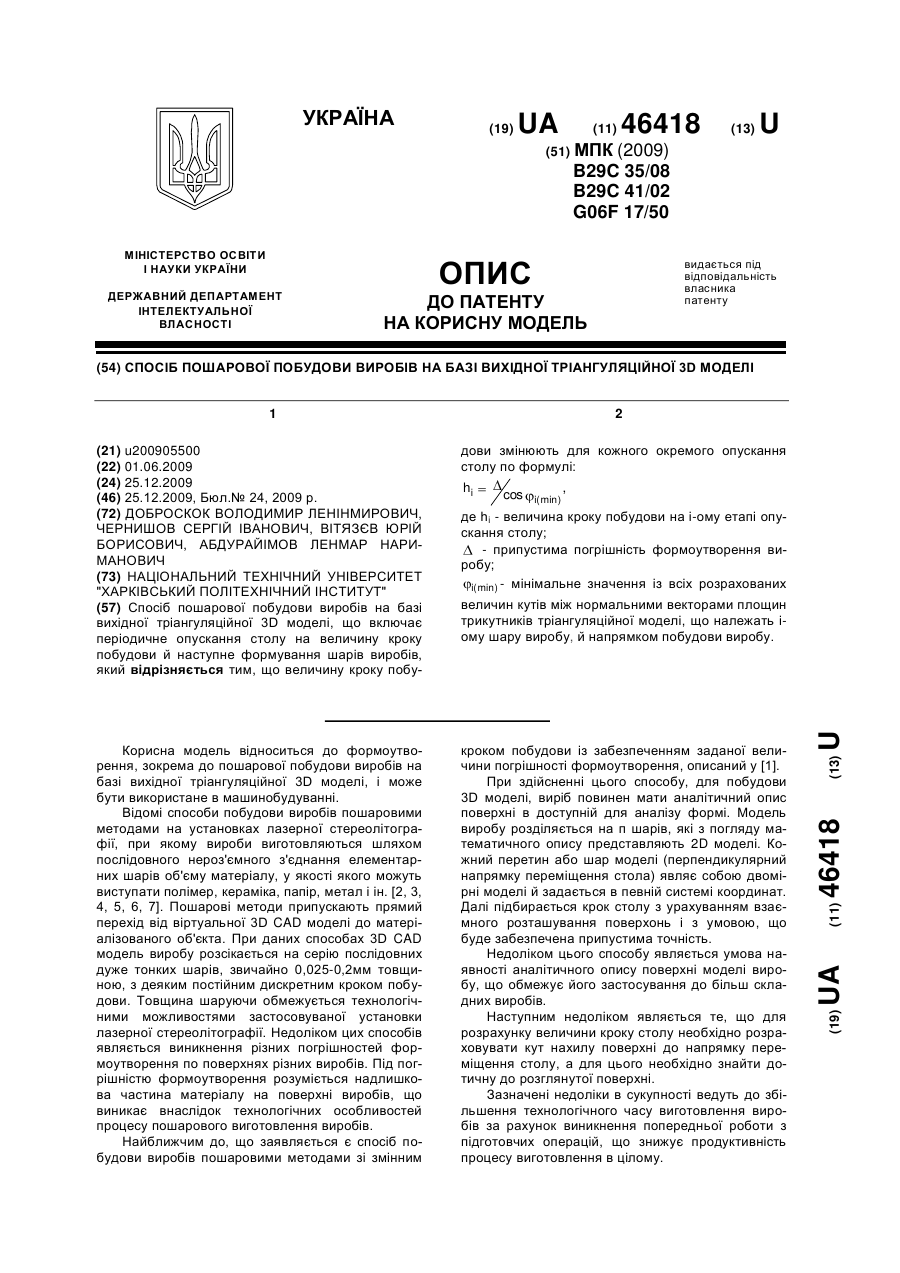
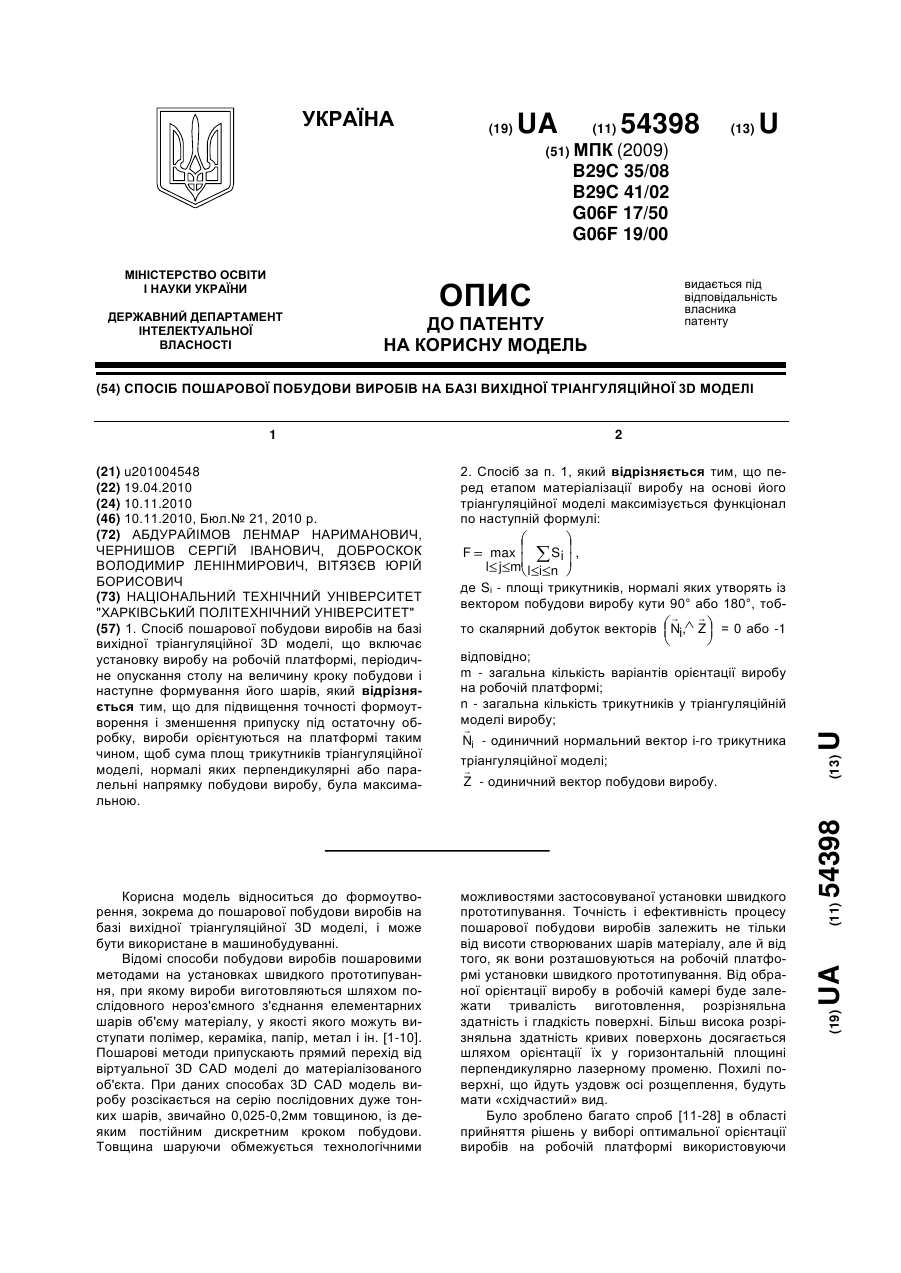
Реферат: Спосіб пошарової побудови виробів селективним лазерним спіканням включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя. Перед побудовою виробу визначають компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань: zi z f(x i , y i ) . i UA 104483 U (12) UA 104483 U UA 104483 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до формоутворення, зокрема до побудови виробів селективним лазерним спіканням, і може бути використана в машинобудуванні. Відомі способи матеріалізації (побудови) виробів пошаровими методами на установках селективного лазерного спікання (SLS), при яких побудова здійснюється шляхом пошарового спікання частинок порошку під впливом енергії лазерного променя [1, 2]. Конфігурація кожного окремого шару (перетину) що спікається залежить від геометричних особливостей вихідної полігональної моделі. Шари вихідного порошку перед спіканням формуються обертовим роликом що рівномірно розподіляє частинки порошку в області побудови. У робочій камері установки SLS, порошковий матеріал попередньо розігрівається до температури нижче точки плавлення для зниження необхідної енергії лазерного променя при спіканні. Недоліком цих способів є виникнення похибки формоутворення виробів. Під похибкою формоутворення розуміється відхилення від правильної геометричної форми виробів. Відомий спосіб матеріалізації виробів селективним лазерним спіканням з підвищеною точністю [3], згідно з яким здійснюється зниження різниці температури виробу в робочій камері і спікання вихідного порошкового матеріалу. Зниження різниці температур досягається шляхом використання матеріалу з температурою спікання приблизно 70 °C. Недоліком даного способу є досить низькі експлуатаційні характеристики виробів, а саме низька теплостійкість. Найближчим до того, який заявляється, є спосіб виробництва виробів селективним лазерним спіканням [4], що включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя. Недоліком даного способу є виникнення залишкових деформацій що з'являються через внутрішні напруження, що виникають в результаті температурного впливу (нагріванняохолодження) на вихідний порошковий матеріал. В основі корисної моделі стоїть задача підвищення точності побудови виробів на установках селективного лазерного спікання. Поставлена задача вирішується тим, що перед побудовою виробу застосовують компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань. Технічний результат досягається тим, що при здійсненні способу пошарової побудови виробу селективним лазерним спіканням, компенсуюча деформація, яка застосована до вихідної тріангуляційної 3D моделі зворотна по знаку та відповідає характеру прогнозованої залишкової деформації. На фіг. 1 показаний приклад застосування компенсуючої деформації тріангуляційної моделі. На фіг. 2 показані деформація виробу та зворотна їй компенсуюча деформація. На фіг. 3 і 4 представлені тріангуляційні 3D моделі тестових виробів, із застосуванням компенсуючої деформації для здійснення запропонованого способу пошарової побудови. Розглянемо застосування запропонованого способу пошарової побудови виробів. На етапі, що передує побудові, CAD-модель представляється у вигляді системи трикутних граней (тріангуляційна 3D модель), кількість яких впливає на якість апроксимації моделі. До тріангуляційної моделі 1 застосовується технологічна компенсуюча деформація, що відповідає закону зміни та зворотна за знаком прогнозованої (очікуваної) залишкової деформації виробу. Знак прирощення кривизни компенсуючої деформації 2 має бути зворотним залишковій деформації виробу 3. Компенсуюча деформація визначає координати поверхні відносно прилеглої площини 4. Основними параметрами компенсуючої деформації є стріла прогину - δ та відносний зсув центру кривизни деформації - kс. Закон змінювання та його параметри вибираються відповідно з результатами виробничих випробувань. Під деформацією тріангуляційної 3D моделі (в геометричному сенсі) розуміється зміна координат вершин zі по осі Z у відповідності з заданим законом та залежно від поточного значення координат хі, yі по осях X, Y. У загальному вигляді, зміна координати по осі Zдля кожної вершини проводиться по формулі: zi z f (x i, y i ) , i 55 (1) де zi , z - деформаційні та вихідні значення координат вершин; f ( xi, yi ) - деформаційна i функція. Деформаційна функція описує відхилення контрольної площини виробу від прилеглої площини. Компенсуючі деформації можуть бути різних типів, які визначаються деформаційною 1 UA 104483 U 5 10 15 функцією і вибираються, виходячи з геометричних особливостей виробів (співвідношення розмірів і форми). Тип деформації відрізняється законом зміни координат вершин моделі. Відмітною ознакою запропонованого рішення, яке описує деформацію тріангуляційної 3D моделі за формулою (1), представляється раніше невідомим технологічним прийомом. Наявність раніше невідомої ознаки дозволяє зробити висновок про відповідність запропонованого способу критерію "новизна". Реалізація пропонованого підходу передбачає можливість виконання заданих компенсуючих деформацій вихідної тріангуляційної моделі на етапі, який передує побудові. Приклад. Проводилась тестова побудова виробів на установці селективного лазерного спікання з застосуванням запропонованого способу. При побудові була вибрана модель 5, при довжині якої по осі X IХsize=171 мм була застосована компенсуюча деформація з радіальною деформаційною функцією з максимальною стрілою прогину δХ=1 мм (за результатом вимірювань залишкової деформації подібних виробів). Основними параметрами радіальної компенсуючої деформації є: стріла прогину по осі X та/або Y-δХ, δY, відносний зсув центру кривизни деформації по осях X та / або Y-kсХ, kcY. Деформаційна функція: f(xi, yi ) R X 20 25 30 35 40 45 R2 x2 R Y X T R2 y2 , Y T (2) де x T , y T , R X , R Y - параметри деформаційної функції: 2 радіуса кривизни деформацій по осях X, YRX=(δX+x cmax./δX)/2, 2 RY=(δY+x cmax./δY)/2, де δX, δY - задана стріла прогину по осях X, Y; xcmax., ycmax. - найбільша хорда по осях X, Y. відстань від центру кривизни деформації до і-ої вершини хТ=хі-хс, уТ=уі-ус, де хс, ус центра кривизни деформації по осях X, Y. центр кривизни деформації по осях X, Yхс=хmin+kсХ IХsize, ус=ymin+kcY lYsize, де хmin., ymin. найменші координати вершин трикутників моделі по осях X, Y; IХsize, lYsize - розміри моделі по осях деформації X, Y. Так як по осі Y компенсація деформації не проводилася, У-складова дорівнюватиме нулю. Стріла прогину виробу 6, що побудований по моделі з компенсуючою деформацією по осі X склала ∆X=0,15 мм. Застосування даного способу побудови суттєво підвищило точність виробу (знизило похибку форми) до 85 % в порівнянні з раніше відомим способом. Використання запропонованого способу дозволяє підвищити точність побудови виробів на установках селективного лазерного спікання. Це досягається за рахунок того, що на етапі, який передує матеріалізації, застосовується компенсуюча деформація тріангуляційної моделі, внаслідок чого є можливість регулювати процес побудови виробів з похибкою форми виробів. Джерела інформації: 1.Пат. 5155324 А США, МКИ В29С41/12; С04В35/64; В05С19/00; В29С41/46; B22F7/02; С23С24/10; G05B19/4099; В23К26/34; C23G24/08; В29С35/04; B22F3/105; G05B19/41; С23С26/02; B22F3/00; В29С67/00; В23К26/08. Method of producing parts. 2. Пат. 0946325 B1 ЕП, МКИ В29С67/00; B22F3/105; В23К26/34. Selective laser sintering at melting temperature. 3. Пат. 20060159896 Al США, МКИ В29С67/00; B29C65/00; C23C24/10; B22F3/16; B01J2/00; B22F3/105; C23C24/08; B22F1/00; C04B35/634; B32B37/00. Laser sintering method with increased process precision, and particles used for the same. 4. Пат. 4863538 США, МКИ B27N 3/00; B32B 31/00; B23K 9/00; B29C 67/00. Method and apparatus for producting parts by selective laser sintering. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб пошарової побудови виробів селективним лазерним спіканням, що включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя, який відрізняється тим, що перед побудовою виробу застосовують компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань: zi z f(x i , y i ) , i де zi - деформаційні значення координат вершин; 2 UA 104483 U z - вихідні значення координат вершин; i f(x i , y i ) - деформаційна функція, вибрана за результатами виробничих випробувань. 3 UA 104483 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 41/02, G06F 19/00, G06F 17/50
Мітки: лазерним, виробів, селективним, побудови, спосіб, пошарової, спіканням
Код посилання
<a href="https://ua.patents.su/6-104483-sposib-posharovo-pobudovi-virobiv-selektivnim-lazernim-spikannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів селективним лазерним спіканням</a>
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Доброскок Володимир Ленінмирович, Чернишов Сергій Іванович, Вітязєв Юрій Борисович, Абдурайімов Ленмар Нариманович
МПК: B29C 35/08, B29C 41/02, G06F 17/50
Мітки: пошарової, тріангуляційної, спосіб, виробів, побудови, базі, вихідної, моделі
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 54398
Опубліковано: 10.11.2010
Автори: Доброскок Володимир Ленінмирович, Абдурайімов Ленмар Нариманович, Вітязєв Юрій Борисович, Чернишов Сергій Іванович
МПК: B29C 35/08, G06F 17/50, B29C 41/02, G06F 19/00
Мітки: базі, моделі, виробів, тріангуляційної, вихідної, пошарової, спосіб, побудови
Формула / Реферат:
1. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає установку виробу на робочій платформі, періодичне опускання столу на величину кроку побудови і наступне формування його шарів, який відрізняється тим, що для підвищення точності формоутворення і зменшення припуску під остаточну обробку, вироби орієнтуються на платформі таким чином, щоб сума площ трикутників тріангуляційної моделі, нормалі яких...
Спосіб відбору зразків для побудови діагностичних моделей виробів
Номер патенту: 60070
Опубліковано: 15.09.2003
Автори: Богуслаєв Вячеслав Олександрович, Субботін Сергій Олександрович, Дубровін Валерій Іванович
МПК: G06F 17/40, G06F 15/00
Мітки: діагностичних, відбору, виробів, зразків, побудови, моделей, спосіб
Формула / Реферат:
Спосіб відбору зразків для побудови діагностичних моделей виробів, який полягає в тому, що вихідну вибірку даних, яка містить значення ознак зразків виробів та співставлені їм номери класів або значення параметра, що прогнозується, розподіляють на навчальну та тестову вибірки, який відрізняється тим, що у просторі ознак зразків вихідної вибірки виділяють області компактного розташування зразків, що належать до одного й того ж класу, а серед...
Спосіб побудови основи поясних виробів
Номер патенту: 67688
Опубліковано: 12.03.2012
Автори: Анісімов Олександр Юрійович, Бінятов Дмитро Едуардович
МПК: A41H 3/00
Мітки: спосіб, основі, побудови, поясних, виробів
Формула / Реферат:
1. Спосіб побудови основи поясних виробів, при якому визначають обхват стегон, лінія якого проходить по найбільш випуклих точках сідниць, та довжину штанини чи спідниці, лінія якої розташована від лінії основи ніг до лінії низу виробу, фігуру подумки розсікають на площини, який відрізняється тим, що визначають додаткову величину обміру фігури: обхват поясниці, лінія якого ділить області живота і паху для спідниці або брюк, визначають величину...
Спосіб побудови дерев розв’язків для виявлення знань при діагностуванні виробів
Номер патенту: 70944
Опубліковано: 25.06.2012
Автори: Олійник Андрій Олександрович, Гофман Євгеній Олександрович, Субботін Сергій Олександрович
МПК: G06F 19/24
Мітки: розв'язків, дерев, побудови, знань, діагностуванні, виявлення, виробів, спосіб
Формула / Реферат:
Спосіб побудови дерев розв'язків для виявлення знань при діагностуванні виробів, який полягає у тому, що беруть навчальну вибірку діагностованих виробів, які характеризують набором значень ознак, на основі вибірки будують структуру та визначають параметри дерева розв'язків, який відрізняється тим, що вимірюють значення ознак та вихідного параметра діагностованих виробів, з виміряних ознак формують вибірку, далі генерують набір дерев...
Попередній патент: Спосіб транспозиції сухожилка
Наступний патент: Панель будівельна
Випадковий патент: Спосіб лікування псоріазу