Спосіб зварювання тиском алюмінієвого сплаву зі сталлю
Номер патенту: 104704
Опубліковано: 10.02.2016
Автори: Юрик Тетяна Василівна, Мазанко Володимир Федорович, Ворона Сергій Петрович, Храновська Катерина Миколаївна, Богданов Сергій Євгенович

Формула / Реферат
Спосіб зварювання тиском алюмінієвого сплаву зі сталлю, що включає локальне нагрівання у вакуумі зони їх з'єднання з наступним пластичним деформуванням цієї зони однократним ударним навантаженням, який відрізняється тим, що попередньо на поверхню сталі наносять електроіскрове покриття з алюмінієвого сплаву товщиною 30-60 мкм.
Текст
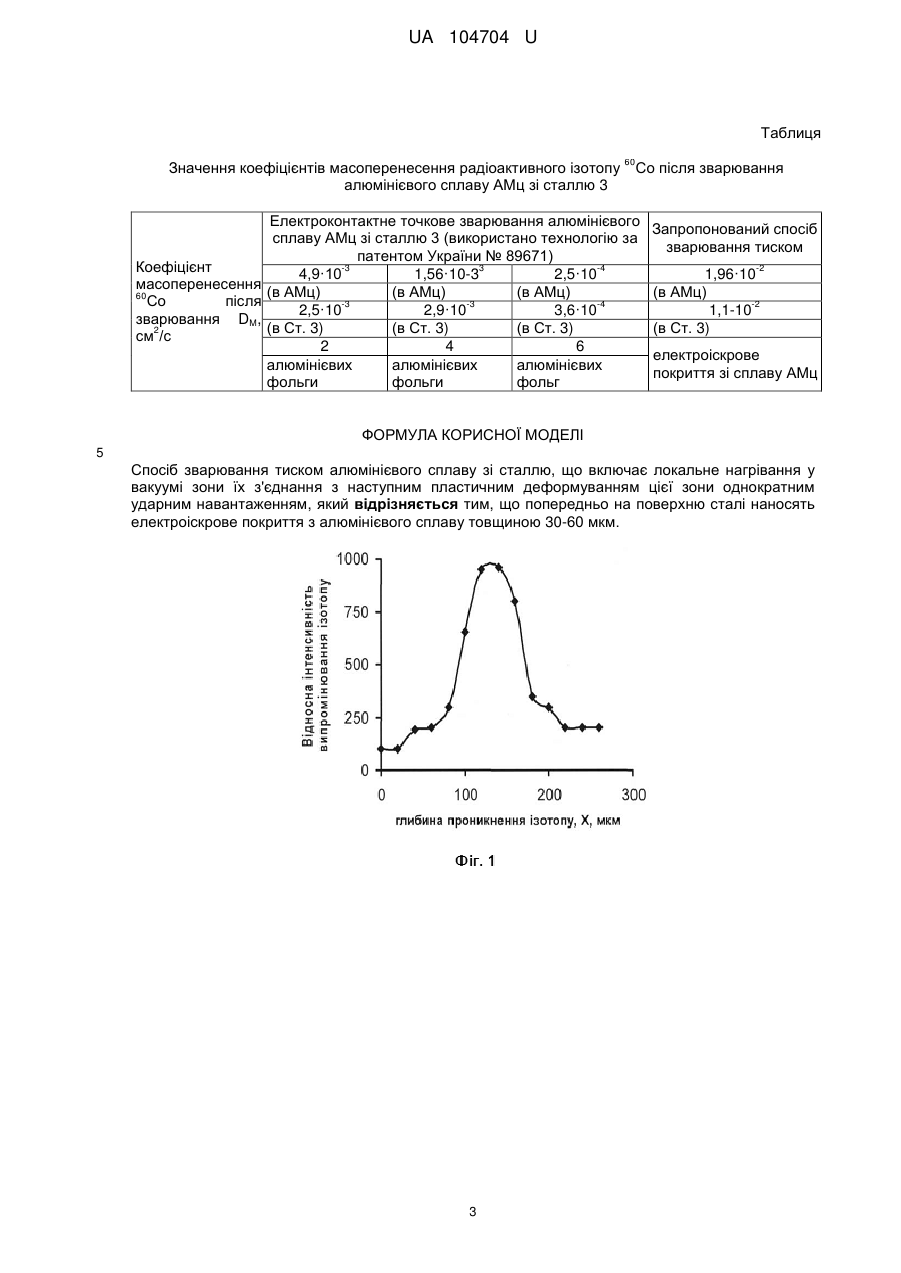
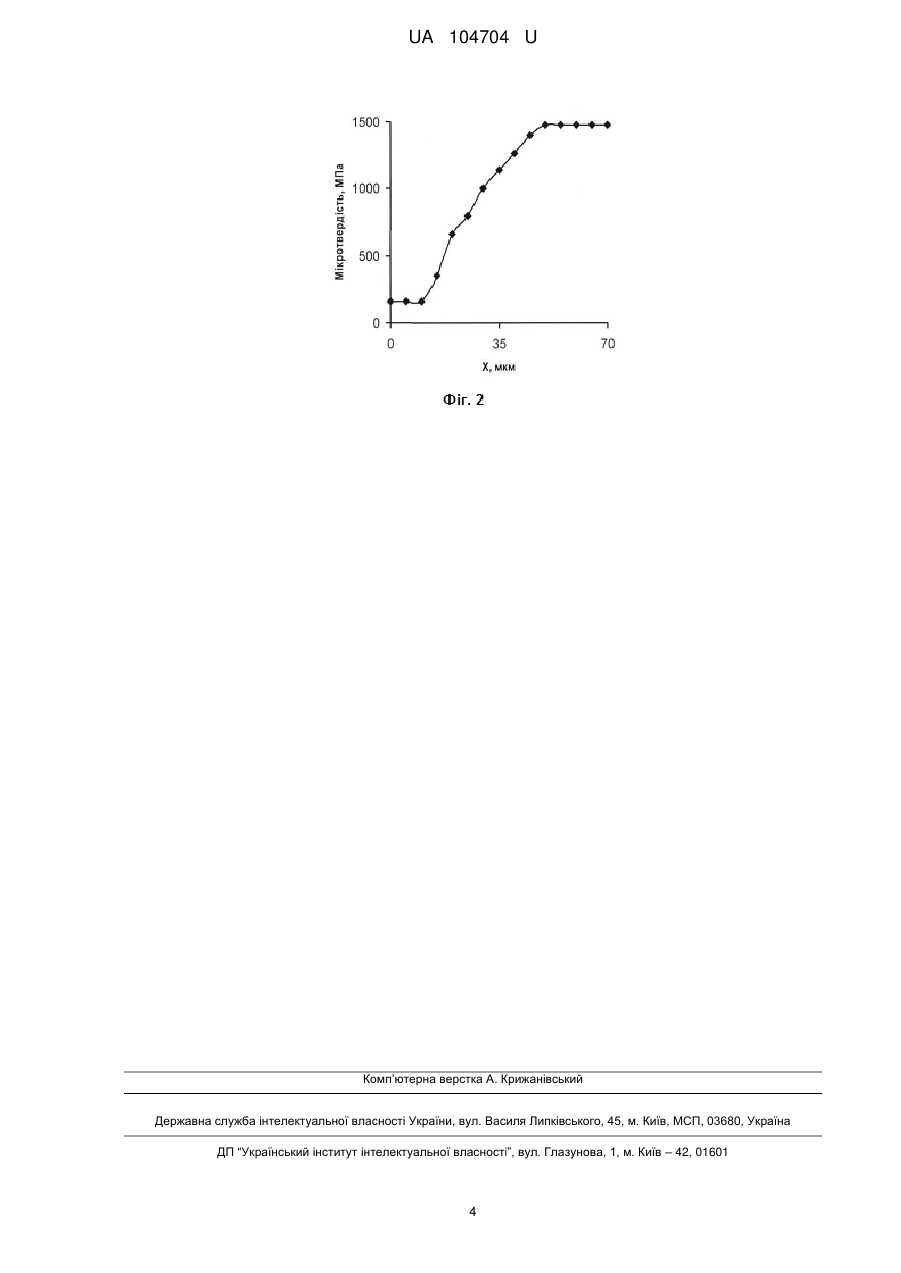
Реферат: Спосіб зварювання тиском алюмінієвого сплаву зі сталлю включає локальне нагрівання у вакуумі зони їх з'єднання з наступним пластичним деформуванням цієї зони однократним ударним навантаженням. Попередньо на поверхню сталі наносять електроіскрове покриття з алюмінієвого сплаву товщиною 30-60 мкм. UA 104704 U (12) UA 104704 U UA 104704 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювання, зокрема до способів зварювання тиском різнорідних металів та сплавів, які мають обмежену взаємну розчинність, та може бути використана у машинобудуванні, енергетиці тощо. При зварюванні алюмінію та його сплавів зі сталями виникають труднощі обумовлені значною різницею коефіцієнтів теплового розширення, теплопровідності, теплоємності, що спричиняє появу термопружних напружень в зоні контакту при утворенні з'єднання. Однак, головною проблемою є утворення інтерметалічних з'єднань вздовж всієї лінії контакту внаслідок хімічної взаємодії металів в процесі зварювання. Відповідно до діаграми стану системи Fe-Al [Вол А.Е. Строение и свойства двойных металлических систем. - Физматгиз, 1959. - 755 с.], розчинність заліза у твердому алюмінії при Т=255-600 °C становить 0,01-0,022 ат. %. При кімнатній температурі залізо в алюмінії не розчиняється. Крім цього, в цій системі існує цілий ряд крихких інтерметалідів (Al2Fe, Al3Fe, Аl6Fе2), наявність яких ініціює крихке руйнування при механічних навантаженнях, що є недопустимим в умовах експлуатації зварних з'єднань. Тому методи зварювання, які передбачають плавлення зазначених металів, переважно є неефективними. Натомість, щоб уникнути утворення інтерметалідів при зварюванні алюмінію зі сталлю використовують різні види холодного зварювання, чи методи зварювання в твердій фазі основні технологічні параметри яких (температура, час зварювання) не перевищують температурно-часових умов утворення інтерметалідів. Відомий спосіб електроконтактного точкового зварювання металевих деталей через прошарок [Патент України № 89671, опубл. 25.04.2014, Бюл. № 8], в якому процес здійснюється через багатошаровий проміжний прошарок зі зварювального матеріалу. В роботі [О.О. Новомлинець, С.В. Олексієнко, І.В. Завальна, Є.В. Половецький. Прецизійне електроконтактне точкове зварювання металевих матеріалів // Вісник Чернігівського технологічного університету. - 2014. - № 2 (73). - С. 104-111], показано можливість використання розглянутої вище запатентованої технології для зварювання зразків з алюмінію через суцільну стрічку алюмінієвої фольги товщиною 11 мкм, яка загорталася в декілька шарів. Авторами встановлено, що найбільш міцне з'єднання (95-100 % від міцності основного металу) отримують при використанні багатошарового прошарку із 4 шарами алюмінієвої фольги. При зварюванні деталей різної товщини внаслідок неоднакової інтенсивності виділення і відводу тепла в тонкій і товстій деталях, зварювальне ядро розташовується несиметрично відносно площини поділу поверхонь деталей. Тонка деталь охолоджується інтенсивніше, швидше товстої, і зварювальне ядро зміщується вбік більш нагрітої товстої деталі. При співвідношенні товщин зварюваних деталей більш ніж 1:3 проплавляється тільки товста деталь, і надійного з'єднання не утворюється, що є недоліком відомого способу. Перед зварюванням необхідно попередньо підготувати поверхні деталей шляхом очищення від жирових та окисних забруднень, щоб уникнути різкого збільшення опору контакту. При зварюванні за відомим способом у з'єднанні АМц - АМц наявні пори (напівширина - 20 мкм, протяжність - 120 мкм), що може призвести до появи тріщин в зоні зварювання і до руйнування зварного з'єднання в процесі експлуатації. Найбільш близьким аналогом за технічною суттю та результатом, що досягається, до запропонованого способу, є спосіб зварювання тиском [Авторське свідоцтво СРСР № 651918, опубл. 15.08.1979 р., Бюл. № 10], що включає розміщення між матеріалами, які зварюються проміжного прошарку з більш легкоплавкого матеріалу, локальне нагрівання в вакуумі зони з'єднання та пластичне деформування шляхом однократного ударного навантаження після розплавлення матеріалу прошарку. Недоліком відомого способу є: наявність в зоні з'єднання рідкої фази, яка не може в достатній мірі перешкоджати міграції атомів заліза та алюмінію та, тим самим, утворенню в зоні з'єднання крихких інтерметалідів. Це пов'язано з тим, що атоми заліза та алюмінію при імпульсному навантаженні завдяки явищу аномального масоперенесення, проникають через розплавлений прошарок, що призводить до утворення інтерметалідів, окрихчування зварного з'єднання та зниження його механічних властивостей. В основу корисної моделі поставлено задачу розробити спосіб зварювання тиском алюмінієвого сплаву зі сталлю шляхом попереднього нанесення на поверхню сталі електроіскрового покриття з алюмінієвого сплаву внаслідок чого збільшується зона дифузійної взаємодії алюмінієвого сплаву зі сталлю без утворення інтерметалідів та підвищується якість зварного з'єднання. Поставлена задача вирішується тим, що в способі зварювання тиском алюмінієвого сплаву зі сталлю, що включає локальне нагрівання у вакуумі зони їх з'єднання з наступним пластичним деформуванням цієї зони однократним ударним навантаженням, згідно з корисною моделлю, 1 UA 104704 U 5 10 15 20 25 30 35 40 45 попередньо на поверхню сталі наносять електроіскрове покриття з алюмінієвого сплаву товщиною 30-60 мкм. Запропонований спосіб реалізують наступним чином. На зразок зі сталі Ст. 3 попередньо наносили електроіскрове покриття з алюмінієвого сплаву, наприклад марки АМц у наступному режимі: тривалість електроіскрової обробки - 3 хв., при амплітуді коливання аноду 50±3 Гц, струмі розряду 3 А, енергії розряду 1,0 Дж та тривалості 2 імпульсу 200 мкс, площа обробка зразка -1 см , міжелектродне середовище - повітря. Процес нанесення покриття здійснювали на стандартній промисловій установці "ЕЛІТРОН-22". Товщина нанесеного покриття становила 40 мкм. Після нанесення покриття, проводили процес зварювання тиском у вакуумі зразків алюмінієвого сплаву, наприклад марки АМц зі сталлю Ст. 3 за наступним режимом: температура локального нагрівання Т=520 °C, вага вантажу Р=10 кг., висота падіння вантажу h=1,7 м, швидкість падіння вантажу V=5,8 м/с, енергія удару 160 Дж, -1 швидкість деформації 25 с . Процес зварювання тиском здійснювали на стандартній промисловій установці У-394. Для дослідження характеристик процесів масоперенесення в зоні зварювання (контакту) алюмінієвий сплав АМц-Ст.3, на одну з торцевих сторін зразків наносили шар радіоактивного 60 3 ізотопу кобальту Со товщиною 0,3 мкм із вихідною активністю 5-10 імп/хв. Для зняття напруг та стабілізації структури усі зразки, перед насиченням радіоактивним ізотопом, відпалювались. Активування зразків проводилось в процесі електролітичного осадження з розчину радіоактивної солі (1-3 %) СоСl2. Коефіцієнти дифузії атомів ізотопу кобальту у зразку визначали методом зняття шарів із використанням відомої методики Грузіна [Грузин П.Л. Применение искусственно радиоактивных индикаторов для изучения процессов диффузии и самодиффузии // ДАН СССР. - 1952. - Т. 86, № 2. - С. 289-292]. Суть корисної моделі пояснюється кресленнями, де: 60 - на фігурі 1 наведено концентраційні криві розподілу радіоактивного ізотопу Со при зварюванні тиском алюмінієвого сплаву АМц зі сталлю Ст. 3; - на фігурі 2 наведено зміну мікротвердості в зоні контакту АМц-Ст.3. З аналізу даних фігури 1 слідує, що розподіл концентрації ізотопу є асиметричним відносно лінії контакту АМц та Ст. 3 у вихідному стані. Розраховані значення коефіцієнтів -2 2 -2 2 масоперенесення (Dм) є наступними: в АМц Dм=1,96·10 см /с, а в Ст.З Dм=1,1·10 см /с. На кривій мікротвердості наведеній на фігурі 2, відсутній максимум, що може бути пов'язано -2 із малою тривалість ударного імпульсу, яка складає лише 10 сек., що є на порядок менше, порівняно, наприклад із електроконтактним точковим зварюванням (0,2 сек.). Відомо [Лариков Л.Н., Рябов В.Р., Фальченко В.М. Диффузионные процессы в твердой фазе при сварке. М.: Машиностроение, 1975, 192 с.], що при ударному зварюванні спостерігається реалізація явища аномального масоперенесення. При порівнянні значень Dм, отриманих при реалізації способу, який пропонується, та при інших схемах зварювання (наприклад, електроконтактне точкове зварювання, див. таблицю), ці значення є максимальними. По-друге, зафіксовано факт реалізації даного явища в об'ємі матеріалу, як в сплаві АМц, так і в сталі Ст. 3. Раніше вважали, що це явище реалізується тільки у випадку, коли ударне навантаження здійснюється по поверхні зразка. Проведений рентгенофазовий аналіз поверхні зварних з'єднань не виявив наявності інтерметалідів. Таким чином, з аналізу отриманих експериментальних даних слідує, що збільшується зона дифузійної взаємодії алюмінієвого сплаву зі сталлю без утворення інтерметалідів та підвищується якість зварного з'єднання. Запропонований спосіб може бути реалізований як у лабораторних, так і у промислових умовах. 50 2 UA 104704 U Таблиця Значення коефіцієнтів масоперенесення радіоактивного ізотопу алюмінієвого сплаву АМц зі сталлю 3 60 Со після зварювання Електроконтактне точкове зварювання алюмінієвого сплаву АМц зі сталлю 3 (використано технологію за патентом України № 89671) -3 3 -4 Коефіцієнт 4,9·10 1,56·10-3 2,5·10 масоперенесення (в АМц) (в АМц) (в АМц) 60 Со після -3 -3 -4 2,5·10 2,9·10 3,6·10 зварювання DM, (в Ст. 3) (в Ст. 3) (в Ст. 3) 2 см /с 2 4 6 алюмінієвих алюмінієвих алюмінієвих фольги фольги фольг Запропонований спосіб зварювання тиском -2 1,96·10 (в АМц) -2 1,1-10 (в Ст. 3) електроіскрове покриття зі сплаву АМц ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб зварювання тиском алюмінієвого сплаву зі сталлю, що включає локальне нагрівання у вакуумі зони їх з'єднання з наступним пластичним деформуванням цієї зони однократним ударним навантаженням, який відрізняється тим, що попередньо на поверхню сталі наносять електроіскрове покриття з алюмінієвого сплаву товщиною 30-60 мкм. 3 UA 104704 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 20/00, B23K 20/24
Мітки: зварювання, алюмінієвого, спосіб, тиском, сталлю, сплаву
Код посилання
<a href="https://ua.patents.su/6-104704-sposib-zvaryuvannya-tiskom-alyuminiehvogo-splavu-zi-stallyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання тиском алюмінієвого сплаву зі сталлю</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Фрехсе Йоахім, Бекер Андреас
МПК: C23C 20/00, B23K 35/362
Мітки: деталі, з'єднання, суміш, покриттям, використанням, покриття, алюмінію, сплаву, деталей, отримані, виготовлення, алюмінієвого, спосіб, варіанти
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Матеріал для зварної конструкції з алюмінієвого сплаву almgmn, незварний листовий матеріал з алюмінієвого сплаву almgmn, листовий матеріал для зварних конструкцій з алюмінієвого сплаву almgmn (варіанти),
Номер патенту: 49823
Опубліковано: 15.10.2002
Автори: Райно Гі-Мішель, Оффман Жан-Люк, Коттіньі Лоран, Піллє Жорж
МПК: C22C 21/06
Мітки: конструкцій, листовий, матеріал, варіанти, сплаву, незварний, almgmn, зварних, конструкції, зварної, алюмінієвого
Формула / Реферат:
1. Матеріал для зварної конструкції з алюмінієвого сплаву AlMgMn, до складу якого входять: Mg, Mn, Fe, Si, Zn, Cr, Cu, Ti, який відрізняється тим, що він має такий склад (в мас. %): 3,0<Mg<5,0, 0,5<Мn<1,0, Fe, Si та Zn в таких кількостях, що Fe<0,25, Si<0,25, Zn<0,40, один або декілька з елементів Cr, Cu, Ті в таких кількостях, що Cr<0,25, Cu<0,20, Ті<0,20, інші елементи <0,05 кожний і <0,15 загалом, при...
Спосіб одержання литого композиційного матеріалу на основі алюмінієвого сплаву
Номер патенту: 62123
Опубліковано: 10.08.2011
Автори: Щерецький Володимир Олександрович, Дубодєлов Віктор Іванович, Косинська Алліна Василівна, Затуловський Андрій Сергійович, Середенко Олена Володимирівна, Середенко Володимир Олексійович
МПК: C22C 1/10
Мітки: основі, одержання, композиційного, литого, матеріалу, алюмінієвого, спосіб, сплаву
Формула / Реферат:
1. Спосіб одержання литого композиційного матеріалу на основі алюмінієвого сплаву, що включає розплавлення алюмінію, введення в розплав легуючого компонента і його охолодження, який відрізняється тим, що синтез зміцнюючої фази (інтерметалідів) здійснюють безпосередньо в розплаві за рахунок екзотермічної реакції, що протікає в рідині розплаву.2. Спосіб за п. 1, який відрізняється тим, що фракційний і якісний склад інтерметалідної...
Спосіб введення нанопорошків до алюмінієвого сплаву
Номер патенту: 11728
Опубліковано: 16.01.2006
Автори: Падерін Володимир Миколайович, Шабдінов Марлен Лимдарович, Гресько Олександр Павлович
МПК: C22C 21/00
Мітки: сплаву, введення, нанопорошків, алюмінієвого, спосіб
Формула / Реферат:
Спосіб введення нанопорошків до алюмінієвого сплаву, при якому імпульсну подачу нанопорошків у потоці інертного газу здійснюють в розплавлену за допомогою синхронного імпульсного лазерного випромінювання зону алюмінієвого злитка.
Спосіб рафінування алюмінієвого сплаву у вакуумі
Номер патенту: 108781
Опубліковано: 10.06.2015
Автори: Поливода Світлана Леонідівна, Пужайло Леонід Петрович, Сірий Олександр Васильович
МПК: C22B 9/04, C22B 21/00
Мітки: сплаву, рафінування, спосіб, алюмінієвого, вакуумі
Формула / Реферат:
Спосіб рафінування алюмінієвого сплаву у вакуумі, який включає переливання розплавленого алюмінієвого сплаву у тигель вакуумної МГД-установки, нагрівання, електромагнітне перемішування та вакуумну обробку сплаву, який відрізняється тим, що рідкий сплав піддають впливу залишкового тиску у вакуумній камері, який періодично змінюють від 1 до 100 мм рт. ст. протягом всього часу вакуумування сплаву.