Спосіб з’єднання деталей
Номер патенту: 10490
Опубліковано: 15.11.2005
Автори: Втюрін Володимир Юрійович, Іщенко Анатолій Олексійович
Формула / Реферат
Спосіб з'єднання деталей, який включає установлення деталей у проектне положення, виконання глухого отвору, заповнення його металополімерним матеріалом і установлення до нього штифта, прикладення осьового навантаження на штифт з виходом матеріалу з отвору, який відрізняється тим, що перед заповненням металополімерним матеріалом в отвір вставляють і всувають до упору елемент із матеріалу, що легко руйнується, товщиною, яку визначають за формулою:
B=(0,12-0,15)L, мм,
де L - довжина хвостової частини штифта,
причому хвостову частину штифта виконують конічною зі зменшенням діаметра до торця хвостової частини, максимальний dk1 та мінімальний dk2 діаметри хвостової частини визначають за формулами:
dk1=(0,85-0,9)d, мм
dk2=(0,7-0,75)d, мм,
де d - діаметр глухого отвору
та виконують кільцеві проточки на хвостовій частині шириною (0,08-0,1) від її довжини.
Текст
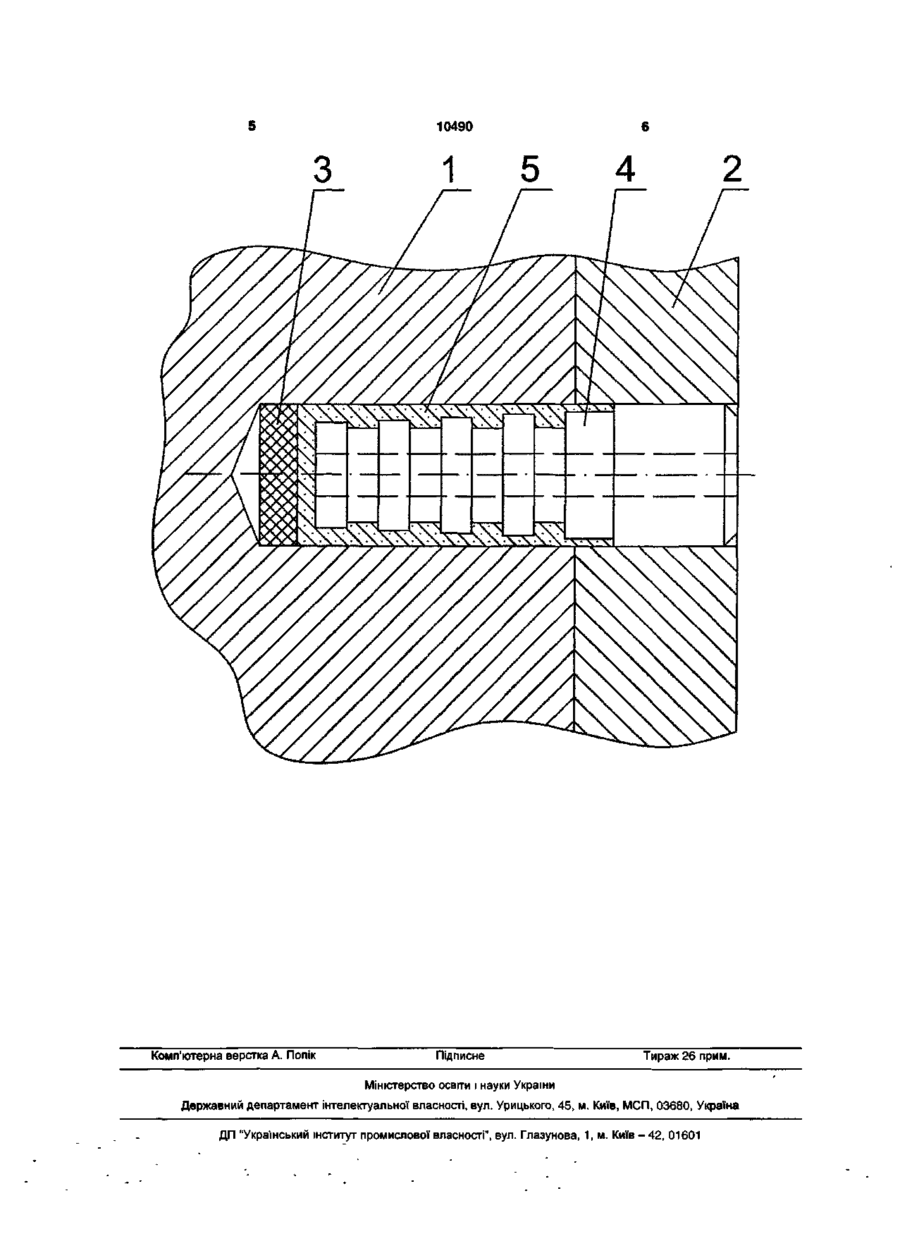
Спосіб з'єднання деталей, який включає установлення деталей у проектне положення, виконання глухого отвору, заповнення його металополімерним матеріалом і установлення до нього штифта, прикладення осьового навантаження на штифт з виходом матеріалу з отвору, який відрізняється тим, що перед заповненням металополі мерним матеріалом в отвір вставляють і всувають до упору елемент із матеріалу, що легко руйнується, товщиною, яку визначають за формулою: В=(0,12-0,15)І_, мм, де L - довжина хвостової частини штифта, причому хвостову частину штифта виконують конічною зі зменшенням діаметра до торця хвостової частини, максимальний dki та мінімальний dk2 діаметри хвостової частини визначають за формулами: dki=(0,85-0,9)d, MM dk2=(0,7-0,75)d, мм, де d - діаметр глухого отвору та виконують кільцеві проточки на хвостовій частині шириною (0,08-0,1) від її довжини. Корисна модель відноситься до галузі машинобудування, а також може бути використаний в металургії та інших галузях промисловості. Відомий спосіб з'єднання деталей за допомогою штифта, який вставляється з натягом у заздалегідь виконаний отвір завдяки прикладеного осьового навантаження [див. Детали машин. Расчет и конструирование. Справочник. В 3-х т. Т1. Под редакцией Н.С. Ачеркана. М. Машиностроение. 1968г. 440с]. Ці силові штифти можуть бути використані, як кріпильний, настановний та силовий елементи у з'єднаних деталях. Однак це з'єднання характеризується відсутністю затяжки з'єднання, випадінням штифта внаслідок послаблення отвору, що призводить до втрати надійності з'єднання. У відповідальних з'єднаннях штифти додатково фіксують за допомогою штопорних шайб і гайок [див. Орлов П.И. Основы конструирования: Справочно-методическое пособие. М: Машиностроение. 1988г., 544стр.]. Використання штопорних шайб на стику деталей послаблює штифти і призводить до вигину штифтів замість чистого зрізу. Фіксація штопорними шайбами, розташованих на кінцях штифтів небажана в експлуатації: у разі демонтажу деталей приходиться кожного разу знімати одну з шайб. Найбільш близьким до запропонованого є спосіб з'єднання деталей, [див. деклараційний патент України на винахід №65241 А, МПК F16B19/0019/02, бюлетень №3 от 15.03.2004], який має в собі установлення деталей у проектне положення, виконання глухого отвору, у який встановлюють штифт, при цьому при установленні штифта частину отвору заповнюють металополімерним матеріалом і прикладають осьове навантаження до досягнення штифтом проектного положення з виходом даного матеріалу з отвору. Для здійснення з'єднання деталей використовують штифти ступінчатої форми. Однак це з'єднання є складним для розбирання під час ремонту. В основу корисної моделі поставлена задача розробити спосіб з'єднання, в якому за рахунок нової послідовності дій над об'єктом досягається простота розбирання вузла під час ремонту і збереження надійності з'єднання. Для рішення поставленої задачі у способі з'єднання деталей, який має в собі установлення деталей у проектне положення, виконання глухого отвору, заповнення металополімерним матеріалом і установленням до нього штифта, прикладення осьового навантаження на штифт із виходом матеріалу з отвору, згідно корисної моделі, перед заповненням металополімерним матеріалом в отвір вставляють і всувають до упора О> о> 10490 елемент із матеріалу, що легко руйнується товщиною, яка визначається виразом В=(0,12-0,15)Ц мм де L - довжина хвостової частини штифта, хвостову частину штифта виконують конічною із зменшенням діаметру до торця хвостової частини, максимальний dki та мінімальний dk2 діаметри хвостової частини визначають формулами: dki=(0,85-0,9)d, MM dk2=(0,7-0,75)d, мм де d - діаметр глухого отвору, та виконують кільцеві проточки на хвостової частині шириною (0,08-0,1) від її довжини. Суть способу пояснюється кресленням, де зображена схема здійснення засобу з'єднання деталей. 1,2- деталі, які з'єднаються; 3 - елемент із матеріалу, що легко руйнується; 4 - штифт; 5 - металополімерній матеріал. Спосіб здійснюють наступним чином: У деталях 1 і 2, які з'єднаються, виконують глухий отвір. Вводять металополімерний матеріал 5. Встановлюють штифт 4, який виконують за розмірами, відповідними вказаним у формулі корисної моделі, з натягом по посадці H6/js6 за допомогою осьового навантаження у проектне положення. Залишки матеріалу самотужки виходять через наскрізний отвір в штифту. Перед тим, як заповнювати металополімерний матеріал, в отвір вставляють і всувають до упора елемент 3. По закінченні 24 годин відбувається повна полімеризація матеріалу и конструкція готова до експлуатації. При ремонті до штифта прикладається осьове навантаження для його зрушення на величину, більшу ширини проточок, і зріза шара металлополімера. При величині В0,15І_ можливо виникнення труднощів при зборці вузла із-за блокування наскрізного отвору штифта елементом 3. Розміри максимального та мінімального діаметрів хвостової частини визначені виходячи із умов, що металополімерний матеріал показує найкращі міцністні якості при товщині шару 1,5-3,5мм. При інших діаметрах хвостової частини штифта, а, в наслідок чого, і товщини шару, відбувається зниження надійності з'єднання. Були проведені випробування даного з'єднання в лабораторії кафедри МОЗЧМ Приазовського державного технічного університету міста Маріуполя. Використовувався металополімерний матеріал мультиметал Stahl 1018 фірми Diamant, який має такі технічні характеристики: міцність на стискання 195МПа, на розрив 74МПа, на згін 88МПа, густина 2800кг/м3. Штифт має довжину хвостової частини І_=58мм, діаметр глухого отвору d=27MM. Випробування показали, що оптимально обрані величини дозволяють легко розібрати вузол під час ремонту та зберегти надійність з'єднання. Залежність стану з'єднання від лінійних характеристик деталей наведено у таблиці. Таким чином, використання нового способу з'єднання деталей вилучає недоліки, такі як складність розбирання під час ремонту та послаблення надійності з'єднання, тим саме вирішується поставлена задача по спрощенню розбирання вузла під час ремонту та збереження надійності з'єднання. Таблиця № В, мм 1 5 dki, мм 22 2 6,7 23 3 7,7 23,6 4 8,7 24,3 5 12 26 Характеристика з'єднання dk2, мм Складність розбирання вузла, недостатня стійкість з'єднання 18 Простота розбирання вузла під час ремонту і збереження надійності 19 з'єднання Простота розбирання вузла під час ремонту і збереження надійності 19,6 з'єднання Простота розбирання вузла під час ремонту і збереження надійності 20,2 з'єднання Виникнення труднощів при зборці, зниження надійності з'єднання 23 10490 Комп'ютерна верстка А. Попік Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of parts
Автори англійськоюIschenko Anatolii Oleksiiovych
Назва патенту російськоюСпособ соединения деталей
Автори російськоюИщенко Анатолий Алексеевич
МПК / Мітки
МПК: F16B 19/00
Мітки: деталей, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/6-10490-sposib-zehdnannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання деталей</a>
Спосіб з’єднання деталей та силовий штифт для його здійснення
Номер патенту: 65241
Опубліковано: 15.03.2004
Автори: Калиниченко Сергій Вікторович, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: F16B 19/00
Мітки: спосіб, силовий, штифт, здійснення, з'єднання, деталей
Формула / Реферат:
1. Спосіб з'єднання деталей, який включає установку деталей у проектне положення, виконання глухого отвору, у який встановлюють штифт, який відрізняється тим, що при установці штифта частину отвору заповнюють металополімерним матеріалом і прикладають осьове навантаження до досягнення штифтом проектного положення з виходом даного матеріалу з отвору.2. Силовий штифт для з'єднання деталей, що містить осьовий отвір, який відрізняється тим,...
Спосіб з’єднання деталей
Номер патенту: 5466
Опубліковано: 15.03.2005
Автори: Голінка Сергій Миколайович, Іщенко Анатолій Олексійович
МПК: F16B 19/00
Мітки: спосіб, деталей, з'єднання
Формула / Реферат:
Спосіб з'єднання деталей з використанням болта та гайки, який відрізняється тим, що в з'єднуваних деталях виконують отвір, діаметр якого перевищує діаметр болта, що вставляється в отвір, після чого крізь отвори, виконані в тілі болта, подають металополімерний матеріал, заповнюючи при цьому зазор між циліндричною поверхнею болта та внутрішньою поверхнею отвору в деталі, який виходить крізь проточку, виконану в гайці.
З’єднання деталей з натягом і спосіб його здійснення
Номер патенту: 62373
Опубліковано: 15.12.2003
Автори: Кантур В'ячеслав Григорович, Малиновський Микола Григорович, Сігбатулін Олександр Томович, Арпентьєв Борис Михайлович, Зенкін Анатолій Семенович, Андреєв Арнольд Георгійович, Кулюкін Сергій Васильович, Носік Віктор Сергійович, Оборський Іван Леонідович
МПК: B23P 19/02, B23P 11/02
Мітки: натягом, з'єднання, деталей, спосіб, здійснення
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з гребенем та центр, бандаж усередині посадкового отвору має два буртики - перший у площині гребеня та другий - з іншого боку, центр має посадкову поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що перший буртик розміщений від другого на відстані, яка менше довжини посадки на величину двостороннього осьового натягу, причому перший буртик має вертикальну твірну, а...
Спосіб болтового з’єднання деталей
Номер патенту: 6990
Опубліковано: 15.06.2005
Автори: Нікітін Станіслав Петрович, Нікітіна Олена Станіславівна, Бакум Микола Васильович
МПК: F16B 23/00, F16B 1/00
Мітки: з'єднання, деталей, болтового, спосіб
Формула / Реферат:
Спосіб болтового з'єднання деталей, що включає виконання крізних отворів під болт у деталях для з'єднання та посадочне гніздо у одній з деталей, в яке вставляють головку болта, який відрізняється тим, що посадочне гніздо у деталі виконують довільної форми, а головку болта по формі виконують подібною до форми посадочного гнізда у деталі, при цьому головку болта та посадочне гніздо деталі під головку болта виконують з ексцентриситетом...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Сігбатулін Олександр Томович, Носік Віктор Сергійович, Оборський Іван Леонідович, Яковина Валерій Іванович, Кантур В'ячеслав Григорович, Кулюкін Сергій Васильович
МПК: B23P 19/02, B23P 11/02
Мітки: здійснення, спосіб, деталей, з'єднання
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Попередній патент: Зубний еліксир
Наступний патент: Блок кліті сортопрокатного стану
Випадковий патент: Пристрій для очищення атмосферного повітря і регенерації внутрішнього повітря приміщень