З’єднання деталей з натягом і спосіб його здійснення
Номер патенту: 62373
Опубліковано: 15.12.2003
Автори: Кантур В'ячеслав Григорович, Кулюкін Сергій Васильович, Носік Віктор Сергійович, Малиновський Микола Григорович, Сігбатулін Олександр Томович, Арпентьєв Борис Михайлович, Зенкін Анатолій Семенович, Оборський Іван Леонідович, Андреєв Арнольд Георгійович
Формула / Реферат
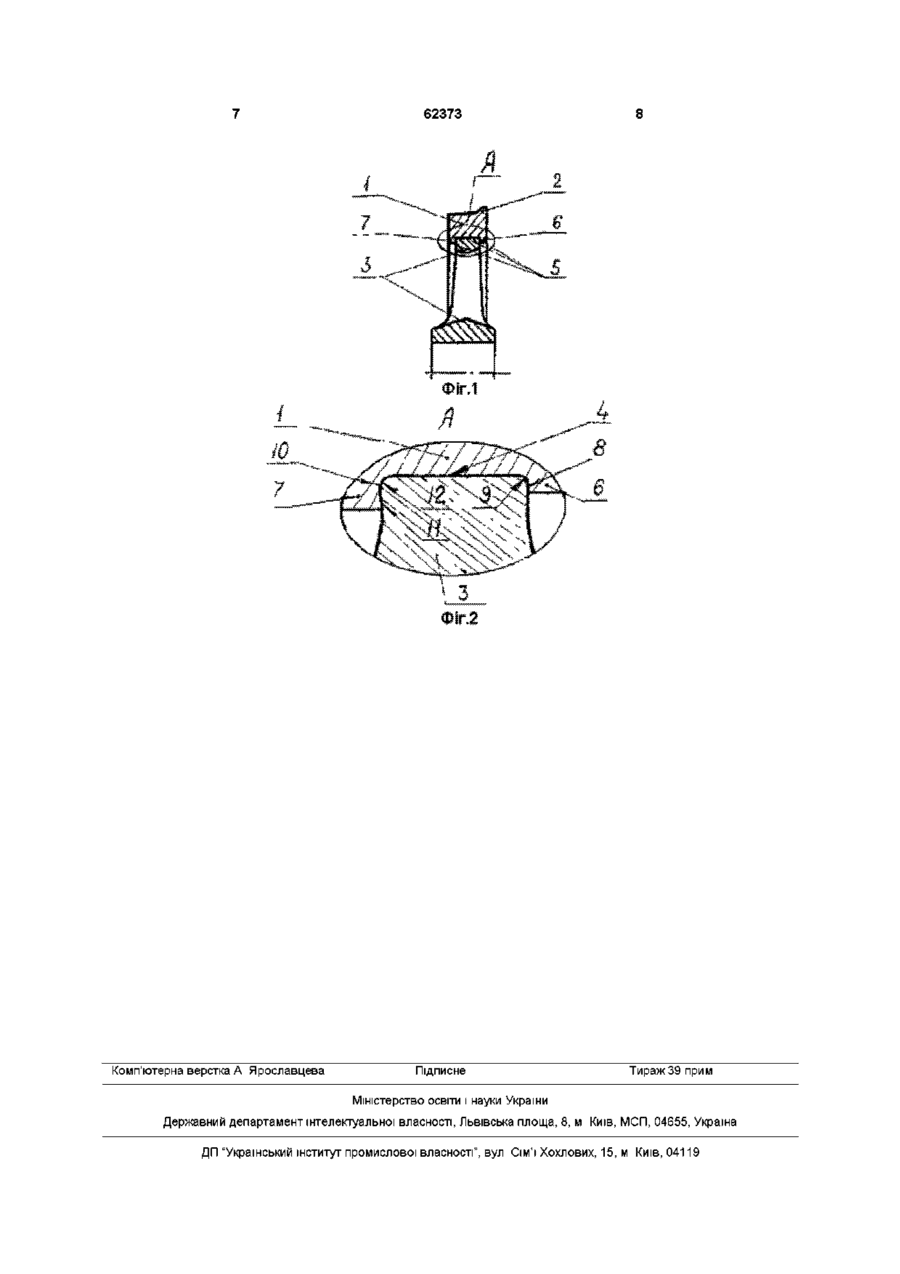
1. З'єднання деталей з натягом, що містить бандаж з гребенем та центр, бандаж усередині посадкового отвору має два буртики - перший у площині гребеня та другий - з іншого боку, центр має посадкову поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що перший буртик розміщений від другого на відстані, яка менше довжини посадки на величину двостороннього осьового натягу, причому перший буртик має вертикальну твірну, а радіус переходу від неї до посадкової поверхні бандажа та центра виконані рівними за величиною.
2. З'єднання за п. 1, яке відрізняється тим, що між бандажем та центром розташовано втертий прошарок із теплопровідного матеріалу товщиною 0,005 - 0,080 мм і шириною, яка дорівнює довжині посадки та висоті буртиків.
3. З'єднання за п. 1, 2, яке відрізняється тим, що між бандажем та центром розміщений прошарок із теплопровідного матеріалу товщиною 0,001<t<0,85 від величини максимального натягу у вигляді листа і шириною, яка дорівнює довжині посадки та висоті буртиків.
4. З'єднання за п. 1-3, яке відрізняється тим, що між бандажем та центром розміщений напилений прошарок із теплопровідного матеріалу товщиною 0,005 - 0,080 мм і шириною, яка дорівнює довжині посадки та висоті буртиків.
5. Спосіб здійснення з'єднання з натягом, що включає технологічну підготовку деталей та збірку, яку проводять поетапно з комбінованою термодією на них, установлення деталей з зазором, витримку з'єднання для вирівнювання температур і скріплення його деталей за рахунок натягу, який відрізняється тим, що в процесі технологічної підготовки контактуючі сполучувані поверхні деталей вигладжують, напилюють чи втирають, а в процесі збірки виконують паралельно одночасно термодію - низькотемпературне охолодження центра до температури, що нижче цехової, але що не перевищує -280°С, а нагрівання відповідно проводять до температури вище температури цеху, але не вище температури початку плавлення.
6. Спосіб за п. 5, який відрізняється тим, що перед встановленням деталей з зазором на сполучувану поверхню однієї чи обох деталей наносять чи розміщають прошарок.
Текст
1 З'єднання деталей з натягом, що містить бандаж з гребенем та центр, бандаж усередині посадкового отвору має два буртики - перший у площині гребеня та другий - з іншого боку, центр має посадкову поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що перший буртик розміщений від другого на відстані, яка менше довжини посадки на величину двостороннього осьового натягу, причому перший буртик має вертикальну твірну, а радіус переходу від неї до посадкової поверхні бандажа та центра виконані рівними за величиною 2 З'єднання за п 1, яке відрізняється тим, що між бандажем та центром розташовано втертий прошарок із теплопровідного матеріалу товщиною 0,005 - 0,080 мм і шириною, яка дорівнює довжині посадки та висоті буртиків 3 З'єднання за п 1,2, яке відрізняється тим, що між бандажем та центром розміщений прошарок із теплопровідного матеріалу товщиною 0,001
ДивитисяДодаткова інформація
Назва патенту англійськоюInterference connection of parts and method of its implementation
Автори англійськоюKaliukin Serhii Vasyliovych, Oborskyi Ivan Leonidovych, Malynovskyi Mykola Hryhorovych, Zenkin Anatolii Semenovych
Назва патенту російськоюСоединение деталей с натягом и способ его осуществления
Автори російськоюКулюкин Сергей Васильевич, Оборский Иван Леонидович, Малиновский Николай Григорьевич, Зенкин Анатолий Семенович
МПК / Мітки
МПК: B23P 19/02, B23P 11/02
Мітки: з'єднання, здійснення, натягом, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-62373-zehdnannya-detalejj-z-natyagom-i-sposib-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">З’єднання деталей з натягом і спосіб його здійснення</a>
З’єднання деталей з натягом і спосіб його здійснення

Номер патенту: 46548
Опубліковано: 15.05.2002
Автори: Кантур В'ячеслав Григорович, Малиновський Микола Григорович, Оборський Іван Леонідович, Кулюкін Сергій Васильович, Носік Віктор Сергійович, Сібгатулін Олександр Томович, Зенкін Анатолій Семенович, Арпентьєв Борис Михайлович
МПК: B23P 11/02, B23P 19/02
Мітки: натягом, спосіб, з'єднання, деталей, здійснення
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з центром, наприклад колеса, у якому бандаж має з одного боку усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що бандаж оснащений додатковим буртиком, розташованим з іншої сторони усередині посадкового отвору бандажа, при цьому гостра кромка посадкової циліндричної поверхні центра з боку вхідної...
З’єднання деталей та спосіб його здійснення
Номер патенту: 47163
Опубліковано: 17.06.2002
Автори: Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович, Яковина Валерій Іванович, Носік Віктор Сергійович, Сібгатулін Олександр Томович, Оборський Іван Леонідович
МПК: B23P 11/02, B23P 19/02
Мітки: спосіб, деталей, здійснення, з'єднання
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи, яке відрізняється тим, що на торці більш твердої деталі виконаний мікрорельєф з висотою 0,8-20мкм, а сполучні елементи виконані у вигляді заклепок.2. З'єднання деталей по п. 1, яке відрізняється тим, що в стику між деталями, що сполучаються, розміщений тонкий прошарок із пластичного металевого матеріалу у вигляді фольги чи...
Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович
МПК: F16B 4/00
Мітки: спосіб, деталей, з'єднання, натягом
Формула / Реферат:
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью...
Спосіб контролю місцевого нагрівання деталей двигунів і пристрій для його здійснення
Номер патенту: 57356
Опубліковано: 16.06.2003
Автори: Вороб'йов Віктор Іванович, Камишний Володимир Михайлович, Сачко Віктор Григорович, Полупан Віталій Іванович, Дедіщев Микола Миколайович
МПК: G01K 7/02
Мітки: контролю, нагрівання, пристрій, спосіб, деталей, двигунів, здійснення, місцевого
Формула / Реферат:
1. Спосіб контролю місцевого нагрівання деталей двигунів за допомогою контактних термопар, який відрізняється тим, що попередньо термопари кріплять до гнучких напівхомутів, монтують на деталях у заданих місцях, стягують тарованим моментом, а потім проводять вимір температури при вибраних режимах роботи двигуна.2. Пристрій для контролю місцевого нагрівання деталей двигунів, що містить контактні термопари, з'єднувальні проводи,...
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Барсуков Володимир Анатолійович, Савенко Світлана Валентинівна, Анділахай Олександр Олександрович
МПК: B24B 31/06
Мітки: деталей, обробки, здійснення, спосіб, пристрій
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Попередній патент: Запірний клапан
Наступний патент: З’єднання деталей та спосіб його здійснення
Випадковий патент: Спосіб виробництва розсольного сиру "бринза прикарпатська"