Спосіб виготовлення ортеза на гомілковостопний суглоб
Номер патенту: 104900
Опубліковано: 25.03.2014
Автори: Салєєва Антоніна Денисівна, Бєлєвцова Людмила Олегівна, Гришко Євгенія Кузьмівна, Солнцева Ірина Леонардівна, Юткін Володимир Михайлович

Формула / Реферат
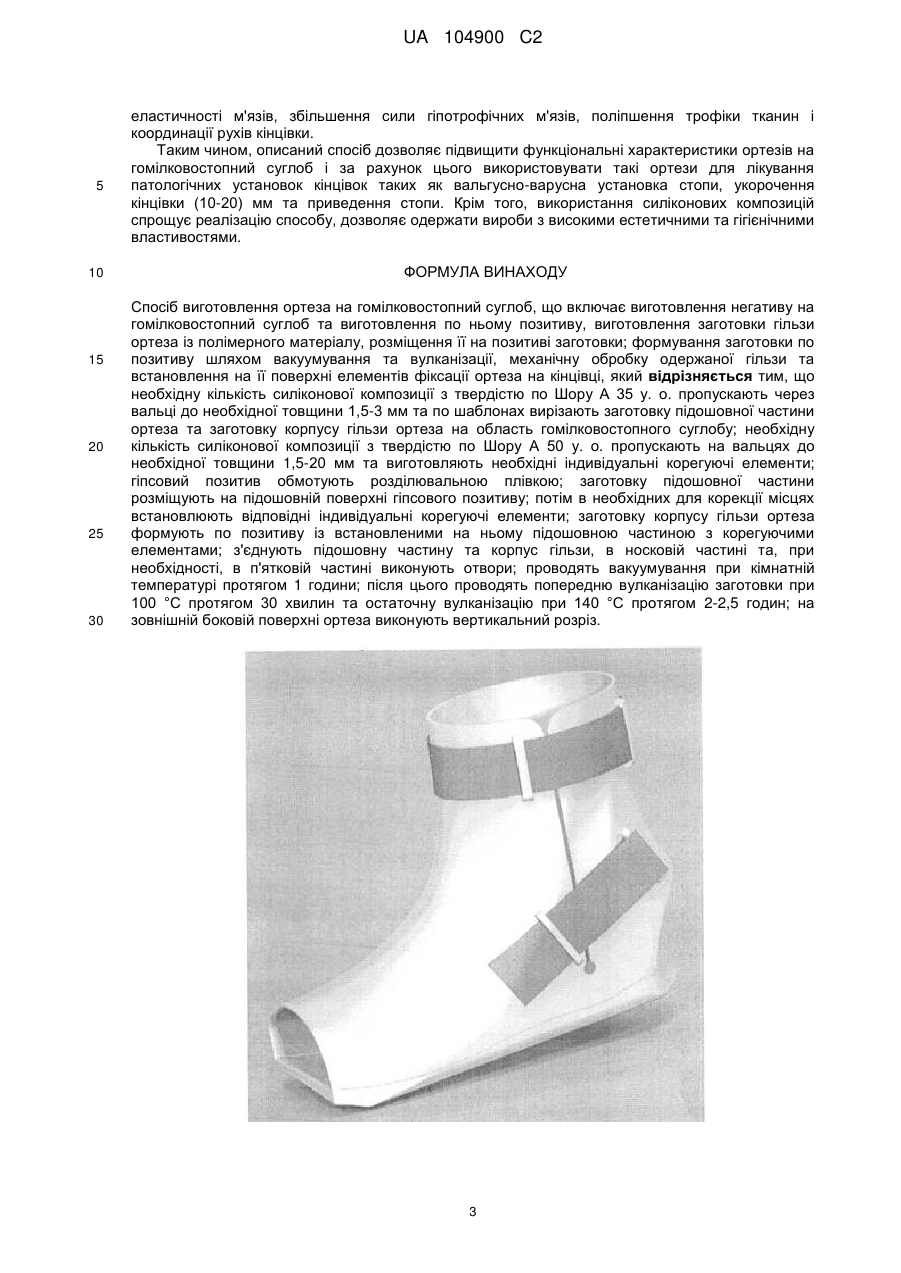
Спосіб виготовлення ортеза на гомілковостопний суглоб, що включає виготовлення негативу на гомілковостопний суглоб та виготовлення по ньому позитиву, виготовлення заготовки гільзи ортеза із полімерного матеріалу, розміщення її на позитиві заготовки; формування заготовки по позитиву шляхом вакуумування та вулканізації, механічну обробку одержаної гільзи та встановлення на її поверхні елементів фіксації ортеза на кінцівці, який відрізняється тим, що необхідну кількість силіконової композиції з твердістю по Шору А 35 у.о. пропускають через вальці до необхідної товщини 1,5-3 мм та по шаблонах вирізають заготовку підошовної частини ортеза та заготовку корпусу гільзи ортеза на область гомілковостопного суглобу; необхідну кількість силіконової композиції з твердістю по Шору А 50 у.о. пропускають на вальцях до необхідної товщини 1,5-20 мм та виготовляють необхідні індивідуальні корегуючі елементи; гіпсовий позитив обмотують розділювальною плівкою; заготовку підошовної частини розміщують на підошовній поверхні гіпсового позитиву; потім в необхідних для корекції місцях встановлюють відповідні індивідуальні корегуючі елементи; заготовку корпусу гільзи ортеза формують по позитиву із встановленими на ньому підошовною частиною з корегуючими елементами; з'єднують підошовну частину та корпус гільзи, в носковій частині та, при необхідності, в п'ятковій частині виконують отвори; проводять вакуумування при кімнатній температурі протягом 1 години; після цього проводять попередню вулканізацію заготовки при 100 °С протягом 30 хвилин та остаточну вулканізацію при 140 °С протягом 2-2,5 годин; на зовнішній боковій поверхні ортеза виконують вертикальний розріз.
Текст
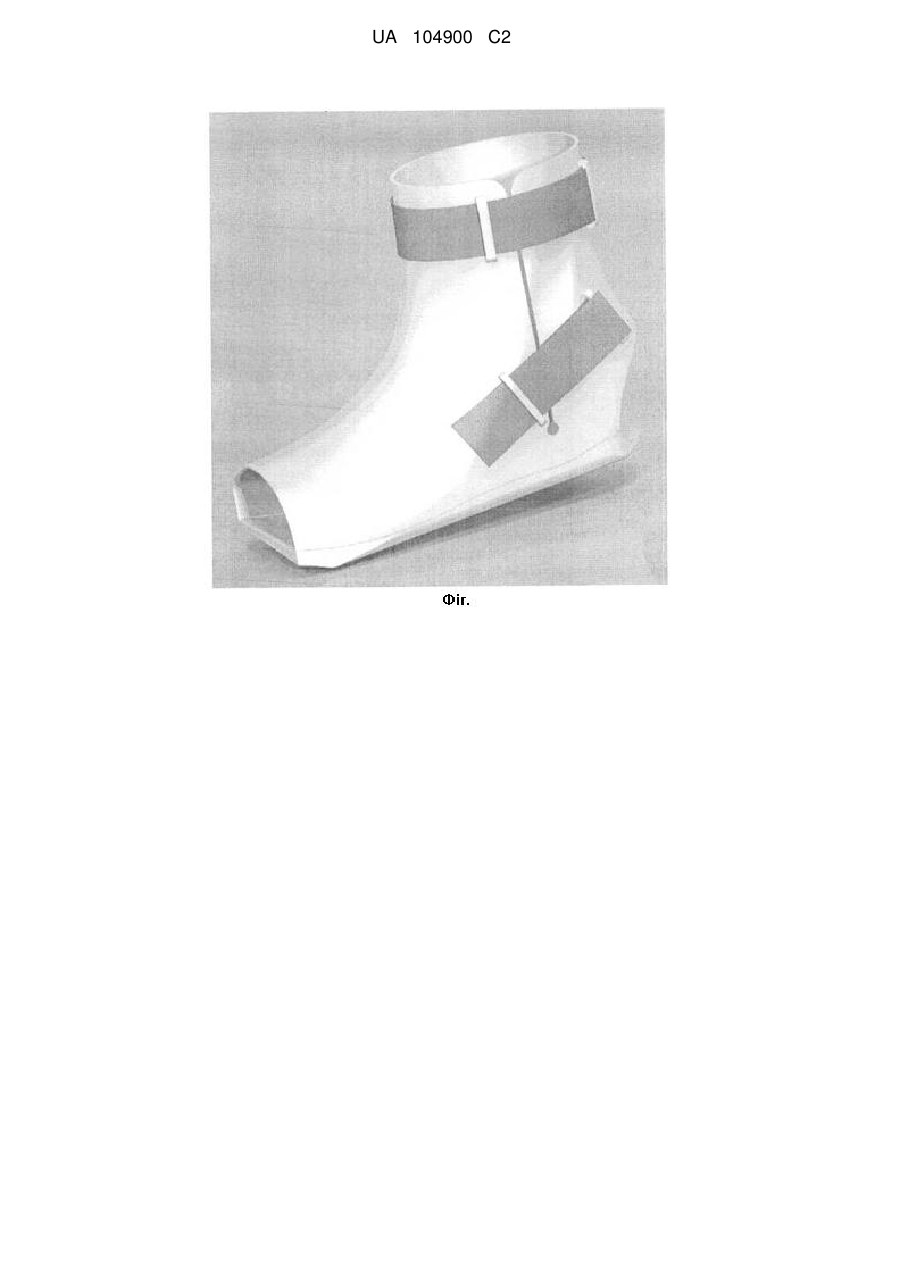
Реферат: Винахід належить до ортопедії та протезування, зокрема, до медичної техніки, і може бути використаний для лікування хворих з варусною або вальгусною установкою стопи та укороченням до 2 см. Для виготовлення ортеза на гомілковостопний суглоб заготовки підошовної частини та корпусу гільзи ортеза виконують із силіконової композиції з твердістю по Шору A 35 у. о., а необхідні індивідуальні корегуючі елементи - із з твердістю по Шору А 50 у. о. UA 104900 C2 (12) UA 104900 C2 UA 104900 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до медичної техніки, а саме до ортопедії та протезування, і може бути використаний для лікування хворих з варусною або вальгусною установкою стопи та укороченням до 2 см. Відомий спосіб виготовлення ортеза (в оригіналі - тутора) на гомілковостопний суглоб (Технология протезно-ортопедических изделий. Под редакцией Кужекина А.П. - М., Легпромбыт издат, 1985 г., - С. 248-249), який включає виготовлення гіпсового негативу та позитиву по ньому, вирубання по шаблону устілки із листової сталі, формування на ній області п'ятки та склепіння, закріплення її на гіпсовому позитиві з шкіряною гільзою, підгонку шин по формі позитиву та прикріплення їх за допомогою заклепок до металевих півкілець та стальної устілки ортеза, прикріплення півкілець до шкіряної гільзи гомілки. Недоліки цього способу полягають у складності процесу виготовлення, невисокій точності виробів, які не дозволяють використовувати їх для точного позиціонування деформованого гомілковостопного суглобу, що знижує результати лікування. Крім того, одержані за допомогою цього способу ортези громіздкі, неестетичні, мають підвищену вагу, що ускладнює хворим користування ними. Відомий також спосіб виготовлення ортеза на гомілковостопний суглоб по патенту RU 2328314, 2008 р., який включає виготовлення негативу та позитиву області гомілковостопного суглобу пацієнта, покриття його шаром силіконового мастила, витримування у термостаті при температурі 60 °C протягом 20 хв., підготовку трьох відрізків трикотажної трубки відповідно до розмірів позитиву з припуском 100 мм по довжині, послідовне надягання цих трикотажних відрізків на позитив, зав'язування їх кінців з обох боків позитиву, рівномірне нанесення полімерного сполучного на поверхню відрізків, просочування їх цим сполучним та формування за допомогою вакуумної установки, послідовне обгортання заготовки спочатку поліетиленовою плівкою, а потім еластичним бинтом, вулканізацію полімерного сполучного при температурі 60 °C протягом 20 хв., знімання із одержаної заготівки еластичного бинта та поліетиленової плівки, обрізання надлишків матеріалу, механічну обробку одержаної заготовки та закріплення на поверхні одержаної гільзи елементів фіксації ортеза на кінцівці. Недоліки цього способу полягають у його складності через значну трудозатратність операцій, які використовуються при його реалізації: обробка позитива силіконовим мастилом з наступним його сушінням, надягання кількох трикотажних армуючих та проміжних шарів, просочування полімерним сполучним армуючих шарів. Крім того, ортези, виготовлені даним способом, мають недостатню функціональність через обмежені можливості корекції деформованих стоп, низьку гнучкість та високу твердість полімерної основи. Технічною задачею винаходу є спрощення способу виготовлення та підвищення функціональних характеристик ортеза на гомілковостопний суглоб. Ця задача вирішена тим, що в способі виготовлення ортеза на гомілковостопний суглоб, який включає виготовлення негативу на гомілковостопний суглоб та виготовлення по ньому позитиву, виготовлення заготовки гільзи ортеза із полімерного матеріалу, розміщення її на позитиві заготовки; формування заготовки по позитиву шляхом вакуумування та вулканізації, механічну обробку одержаної гільзи та встановлення на її поверхні елементів фіксації ортеза на кінцівці, відмінністю являється те, що необхідну кількість силіконової композиції з твердістю по Шору А 35 у.о. пропускають через вальці до необхідної товщини 1,5-3 мм та по шаблонам вирізають заготовку підошовної частини ортеза та заготовку корпусу гільзи ортеза на область гомілковостопного суглобу; необхідну кількість силіконової композиції з твердістю по Шору А 50 у.о. пропускають на вальцях до необхідної товщини 1,5-20 мм та виготовляють необхідні індивідуальні корегуючі елементи; гіпсовий позитив обмотують розділювальною плівкою; заготовку підошовної частини розміщують на підошовній поверхні гіпсового позитиву; потім в необхідних для корекції місцях встановлюють відповідні індивідуальні корегуючі елементи; заготовку корпусу гільзи ортеза формують по позитиву із встановленими на ньому підошовною частиною з корегуючими елементами; з'єднують підошовну частину та корпус гільзи, в носочній частині та, при необхідності, в п'ятковій частині виконують отвори; проводять вакуумування при кімнатній температурі протягом 1 години; після цього проводять попередню вулканізацію заготовки при 100 °C протягом 30 хвилин та остаточну вулканізацію при 140 °C протягом 2-2,5 годин; на зовнішній боковій поверхні ортеза виконують вертикальний розріз. Використання силіконової композиції Термосил дозволяє спростити спосіб виготовлення ортеза на гомілковостопний суглоб за рахунок скорочення трудомістких операцій. Використання матеріалу з різною твердістю по Шору дозволяє підвищити функціональність ортеза за рахунок виготовлення індивідуальних корегуючих елементів, які допомагають утримувати деформовану стопу в наближеному до фізіологічного положення стані, підвищити ритмічність та плавність ходьби при різних патологіях стопи, підвищити косметичні та гігієнічні властивості ортеза. 1 UA 104900 C2 5 10 15 20 25 30 35 40 45 50 55 60 На кресленні представлений ортез на гомілковостопний суглоб, виготовлений за даним способом. Спосіб реалізують наступним чином. Виставляють, наскільки можливо, в фізіологічно нормальне положення стопу пацієнта та виготовляють по ній спочатку негатив, а по ньому - індивідуальний позитив, розміри якого точно відповідають розмірам нижньої кінцівки пацієнта. Для роботи готовий позитив обертають розділювальною плівкою, наприклад харчовою. Після цього формують підошовну частину ортеза. Для цього необхідну кількість силіковової композиції, наприклад, Термосилу з твердістю по Шору А 35 у.о. пропускають через вальці до необхідної товщини 1,5-3 мм та вирізають по шаблону заготовку підошовної частини ортеза, яку розміщують на поверхні гіпсового позитиву. Потім виготовляють індивідуальні корегуючі елементи. Для цього розкочують лист Термосилу з твердістю за Шором А 50 у.о. на вальцях до необхідної для індивідуальної корекції товщини 1,520,0 мм. Із одержаного листа відрізають смуги для виготовлення індивідуальних корегуючих елементів необхідного розміру та встановлюють їх на заготовці підошовної області ортеза, розміщеній на позитиві внеобхідних для корекції місцях. При варусній установці стопи заготовку індивідуального корегуючого елементу необхідної товщини встановлюють на зовнішній стороні підошовної заготовки (пронатор). При вальгусній установці стопи - на внутрішній стороні підошовної заготовки (супінатор). При укороченні нижньої кінцівки (10-20) мм заготовку індивідуального корегуючого елементу відповідної товщини встановлюють на підошовній заготовці (компенсатор укорочення довжини кінцівки). При приведенні переднього відділу стопи заготовку індивідуального корегуючого елементу необхідної товщини встановлюють на підошовній заготовці в області внутрішнього переднього та п'яткового відділів стопи (супінатори), другу заготовку індивідуального корегуючого елемента необхідної товщини встановлюють вздовж переднього відділу позитиву від щиколотки до плесни (фіксуючий пелот). Крайки індивідуальних корегуючих елементів ретельно з'єднують із заготовкою підошовної області, надлишки зрізають ножем, товщину пронатора або супінатора поступово плавно зменшують від зовнішнього краю до середини області стопи. Для виготовлення гільзи на гомілковостопний суглоб розкочують лист Термосилу з твердістю за Шором А 35 у.о. до необхідної товщини 1,5-3 мм, вирізають заготовку необхідного розміру, накладають її на позитив з попередньо сформованою підошовною частиною з індивідуальними корегуючими елементами та формують заготовку ортеза з обхватом гомілковостопного суглоба вище щиколоток. Крайки ретельно з'єднують з підошовною частиною, надлишки зрізують ножем. При варусній, вальгусній деформаціях та при укороченні стопи вирізають отвори на п'ятковій та носочній частинах ортеза, при приведенні стопи отвір вирізають в носковій частині гільзи ортеза. На одержану заготовку ортеза одягають чохол з ПВА плівки та перлоновий рукав, підключають до вакуумної установки та витримують під вакуумом при кімнатній температурі протягом 1 години. Проводять вулканізацію сформованої заготовки ортеза спочатку при 100 °C протягом 30 хвилин потім при 140 °C протягом 2-2,5 годин. Після охолодження заготовки при кімнатній температурі знімають чохли та проводятьйого косметичну обробку, якщо це потрібно. По боковій зовнішній частині ортеза виконують вертикальний розріз. На поверхні ортеза встановлюють елементи фіксації на кінцівці пацієнта, виконані, наприклад із текстильної застібки Велкро. Одержаний ортез використовують при лікуванні патологічних деформацій нижніх кінцівок пацієнтів. Використання незначної товщини 1,5-3 мм Термосилу з твердістю за Шором А 35 у.о. для виготовлення корпусу (основи) ортеза забезпечує необхідну міцність виробу та можливість розташування його в щоденному взутті, а корегуючі елементи з більш високою твердістю дозволяють забезпечити необхідну корекцію стопи. Ортез на гомілковостопний суглоб, одержаний за цим способом в процесі використання, дозволяє здійснювати корекцію патологічної установки стопи без обмеження її функцій при ходьбі. Невелика вага, можливість використання щоденного взуття, високі естетичні та гігієнічні властивості позитивно сприймаються пацієнтами. Це особливо важливо при лікуванні дітей з патологічною установкою стопи, внаслідок незначних порушень м'язового тонусу, які досить часто відмовляються від користування існуючими ортезами. В УкрНДІпротезування описаним способом виготовлено більше 30 ортезів, якими були забезпечені пацієнти з різними деформаціями та патологіями гомілковостопного суглобу. В процесі користування спостерігалась позитивна динаміка в лікуванні, а саме: зниження 2 UA 104900 C2 5 10 15 20 25 30 еластичності м'язів, збільшення сили гіпотрофічних м'язів, поліпшення трофіки тканин і координації рухів кінцівки. Таким чином, описаний спосіб дозволяє підвищити функціональні характеристики ортезів на гомілковостопний суглоб і за рахунок цього використовувати такі ортези для лікування патологічних установок кінцівок таких як вальгусно-варусна установка стопи, укорочення кінцівки (10-20) мм та приведення стопи. Крім того, використання силіконових композицій спрощує реалізацію способу, дозволяє одержати вироби з високими естетичними та гігієнічними властивостями. ФОРМУЛА ВИНАХОДУ Спосіб виготовлення ортеза на гомілковостопний суглоб, що включає виготовлення негативу на гомілковостопний суглоб та виготовлення по ньому позитиву, виготовлення заготовки гільзи ортеза із полімерного матеріалу, розміщення її на позитиві заготовки; формування заготовки по позитиву шляхом вакуумування та вулканізації, механічну обробку одержаної гільзи та встановлення на її поверхні елементів фіксації ортеза на кінцівці, який відрізняється тим, що необхідну кількість силіконової композиції з твердістю по Шору А 35 у. о. пропускають через вальці до необхідної товщини 1,5-3 мм та по шаблонах вирізають заготовку підошовної частини ортеза та заготовку корпусу гільзи ортеза на область гомілковостопного суглобу; необхідну кількість силіконової композиції з твердістю по Шору А 50 у. о. пропускають на вальцях до необхідної товщини 1,5-20 мм та виготовляють необхідні індивідуальні корегуючі елементи; гіпсовий позитив обмотують розділювальною плівкою; заготовку підошовної частини розміщують на підошовній поверхні гіпсового позитиву; потім в необхідних для корекції місцях встановлюють відповідні індивідуальні корегуючі елементи; заготовку корпусу гільзи ортеза формують по позитиву із встановленими на ньому підошовною частиною з корегуючими елементами; з'єднують підошовну частину та корпус гільзи, в носковій частині та, при необхідності, в п'ятковій частині виконують отвори; проводять вакуумування при кімнатній температурі протягом 1 години; після цього проводять попередню вулканізацію заготовки при 100 °С протягом 30 хвилин та остаточну вулканізацію при 140 °С протягом 2-2,5 годин; на зовнішній боковій поверхні ортеза виконують вертикальний розріз. 3 UA 104900 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSalieieva Antonina Denysivna, Solntseva Iryna Leonardivna, Hryshko Yevhenia Kuzmivna, Bielievtsova Liudmyla Olehivna
Автори російськоюСалеева Антонина Денисовна, Солнцева Ирина Леонардовна, Гришко Евгения Кузьминична, Белевцова Людмила Олеговна
МПК / Мітки
МПК: A61F 5/01, A61F 3/00, A61F 5/14
Мітки: гомілковостопний, спосіб, ортеза, суглоб, виготовлення
Код посилання
<a href="https://ua.patents.su/6-104900-sposib-vigotovlennya-orteza-na-gomilkovostopnijj-suglob.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ортеза на гомілковостопний суглоб</a>
Спосіб виготовлення ортеза на колінний, гомілковостопний суглоби та стопу
Номер патенту: 99236
Опубліковано: 25.07.2012
Автори: Півоваров Віктор Володимирович, Бобошко Руслан Олександрович, Баєв Павло Олександрович
Мітки: гомілковостопний, ортеза, спосіб, колінний, стопу, виготовлення, суглобі
Формула / Реферат:
Спосіб виготовлення ортеза на колінний, гомілковостопний суглоби та стопу, що включає формування по кінцівці пацієнта негативу; виготовлення по ньому зліпка-позитива; встановлення на гіпсовому позитиві гомілковостопних та колінних шарнірів; встановлення планок в горизонтальній площині на задній поверхні позитива в області стегна та гомілки; розміщення на поверхні позитива заготовки із термопластичного матеріалу високої щільності;...
Спосіб виготовлення ортезу на гомілковостопний суглоб
Номер патенту: 53681
Опубліковано: 17.02.2003
Автори: Полозов Юрій Георгійович, Бажина Олена Миколаївна, Севастьянова Оксана Володимирівна, Петров Володимир Геннадійович
МПК: A61F 5/01
Мітки: спосіб, суглоб, виготовлення, ортезу, гомілковостопний
Формула / Реферат:
Спосіб виготовлення ортезу на гомілковостопний суглоб, що передбачає виготовлення по кінцівці негатива, виконання по негативу гіпсового позитива, встановлення на ньому імітаторів гомілковостопного шарніра, формування по позитиву виробу, який відрізняється тим, що імітатори гомілковостопного шарніра жорстко фіксують на позитиві.
Коригувальний ортез на нижній гомілковостопний суглоб

Номер патенту: 3611
Опубліковано: 15.12.2004
Автори: Поплавський Вячеслав Анатолійович, Боженко Олександр Вікторович
МПК: A43B 7/00
Мітки: ортез, гомілковостопний, нижній, суглоб, коригувальний
Формула / Реферат:
Коригувальний ортез на нижній гомілковостопний суглоб, що містить тутор, який відрізняється тим, що ортез виконаний з полімерних термопластичних матеріалів у вигляді коригувальної гомілковостопної вставки, зафіксованій у півшкарпетці, закріпленій на задньому відділі стопи, що при необхідності дає змогу проводити поетапну корекцію нижнього гомілковостопного суглоба, причому верхній гомілковостопний суглоб виконує природну функцію.
Ортез на гомілковостопний суглоб і стопу
Номер патенту: 97759
Опубліковано: 12.03.2012
Автори: Ватолінський Леонід Єлівфєрієвич, Хмелевська Ірина Орестівна, Бєлєвцова Людмила Олегівна, Юткін Володимир Михайлович
МПК: A61F 13/06, A61F 5/01
Мітки: суглоб, стопу, гомілковостопний, ортез
Формула / Реферат:
Ортез на гомілковостопний суглоб і стопу, що виконаний із силіконового еластомеру у вигляді пружно-еластичного елемента, що покриває нижню частину гомілки пацієнта, гомілковостопний суглоб та частину підошовної та тильної поверхонь стопи пацієнта, по задній частині якого виконано розріз та встановлені засоби кріплення, який відрізняється тим, що форма пружно-еластичного елемента ортеза виконана у відповідності з положенням стопи, виставленим...
Ортез на гомілковостопний суглоб
Номер патенту: 68916
Опубліковано: 16.08.2004
Автори: Півоваров Віктор Володимирович, Віщенко Харитон Миколайович, Петров Володимир Геннадійович, Салєєва Антоніна Денисівна, Мікоткіна Тетяна Антонівна, Калінін Олег Юрійович, Баєв Павло Олександрович
МПК: A61F 5/04
Мітки: суглоб, гомілковостопний, ортез
Формула / Реферат:
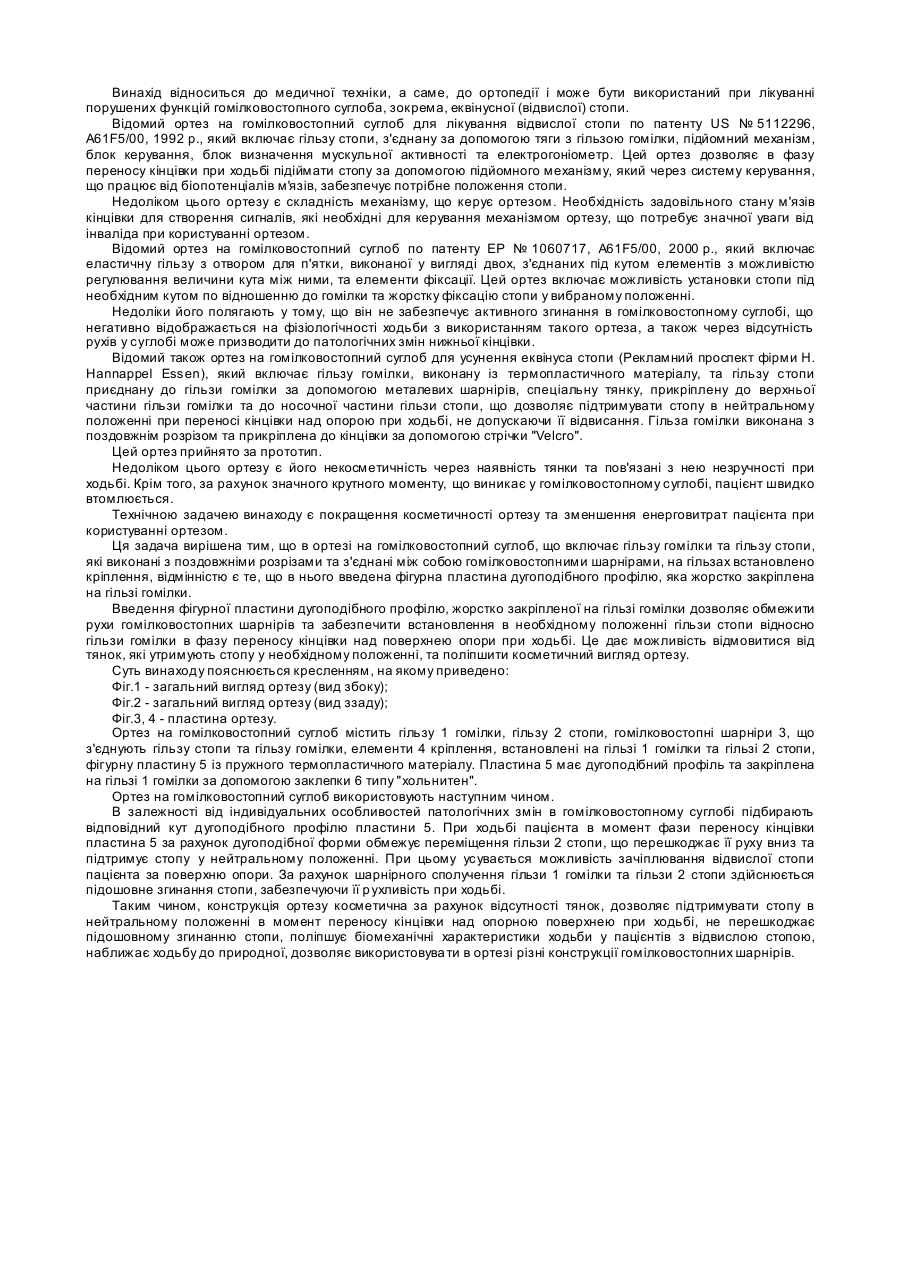
Ортез на гомілковостопний суглоб, що включає гільзу гомілки та гільзу стопи, виконані з повздовжніми розрізами та з'єднаними між собою гомілковостопними шарнірами, на гільзах встановлено кріплення, який відрізняється тим, що в нього введена фігурна пластина дугоподібного профілю, жорстко закріплена на гільзі гомілки.
Попередній патент: Консервант для води та корму
Наступний патент: Установка визначення ефективності гасіння різними вогнегасними речовинами в закритих об’ємах класу “а”, “в”, “е”
Випадковий патент: Гравітаційний електрогенератор