Пристрій для зовнішнього хонінгування
Номер патенту: 106671
Опубліковано: 25.09.2014
Формула / Реферат
Пристрій для зовнішнього хонінгування, що містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра, всередині якого встановлені поршень і шток з можливістю осьового переміщення, двоплечі важелі з абразивними брусками, установлені з можливістю передачі від гідроциліндра зусилля притиску брусків до заготовки, золотник та зворотний клапан, який відрізняється тим, що корпус гідроциліндра розділений на дві окремі порожнини, верхню і нижню, в яких розміщено поршень і шток, відповідно, крім того, на нижньому кінці штока виконаний клин, а важелі притиску установлені з можливістю взаємодії з клином через елементи, що обертаються, такі як ролики, розміщені на плечах важелів, причому гідроциліндр зв'язаний із золотником та зворотним клапаном через отвір для подачі робочої рідини в поршневу порожнину і оснащений каналом для подачі робочої рідини в штокову порожнину.
Текст
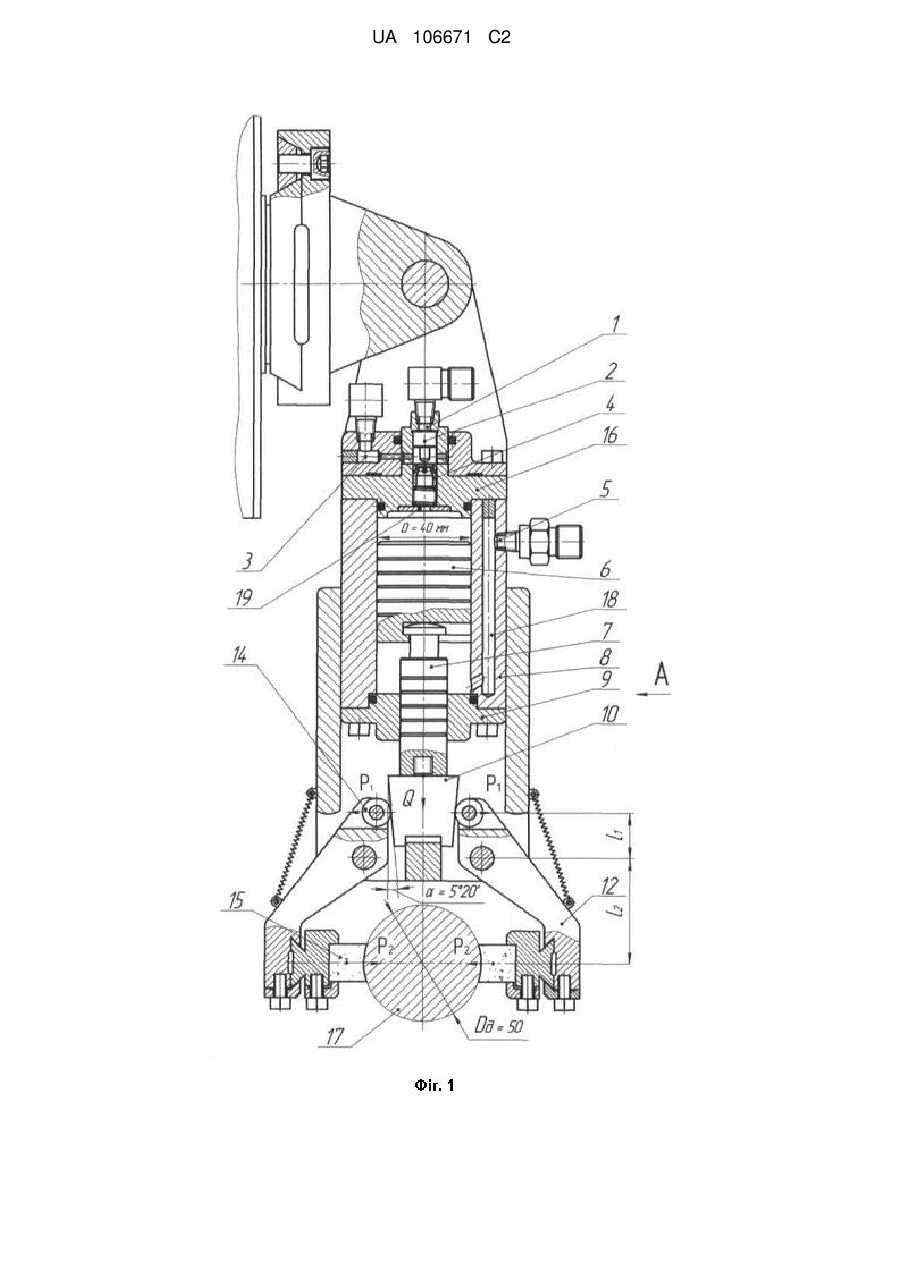
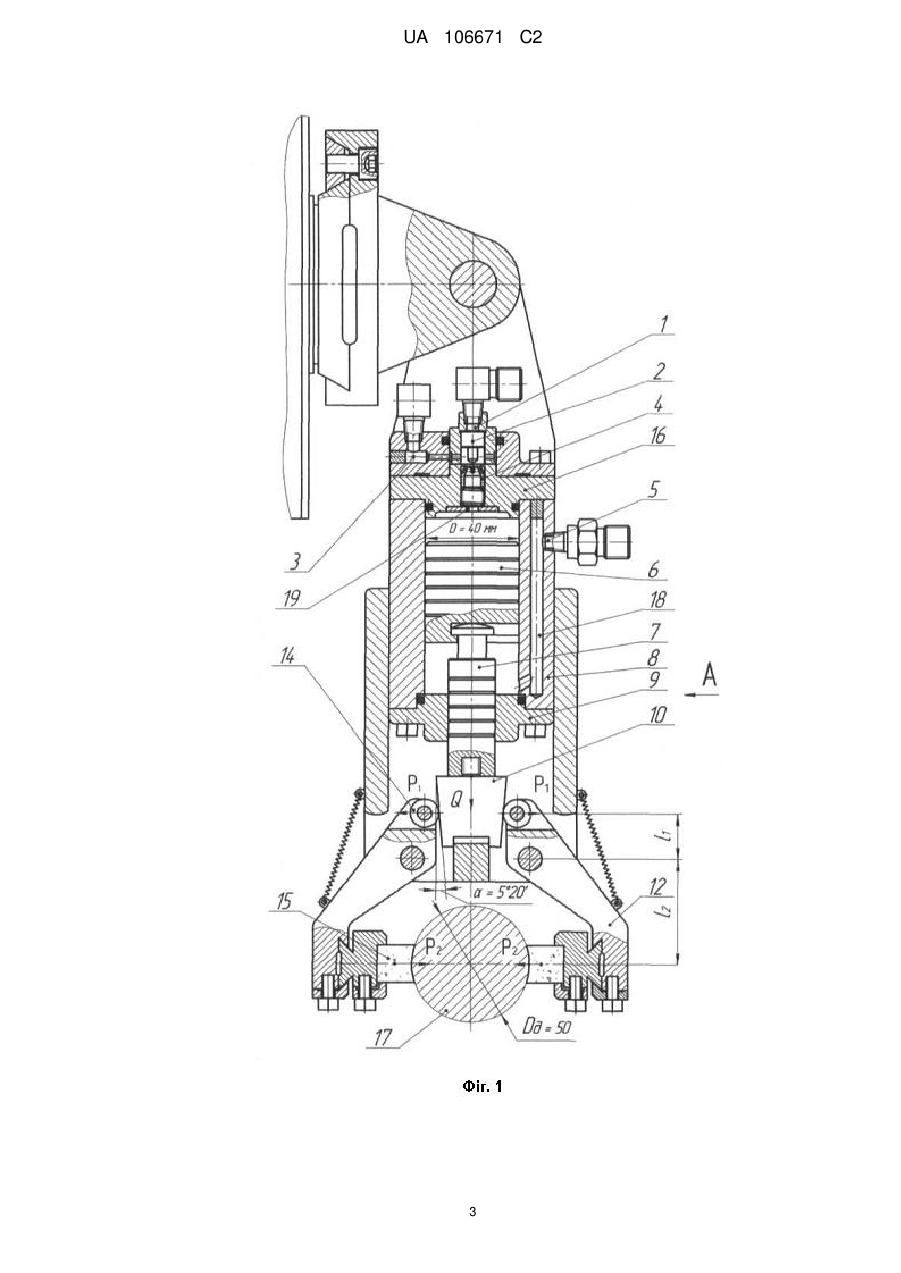
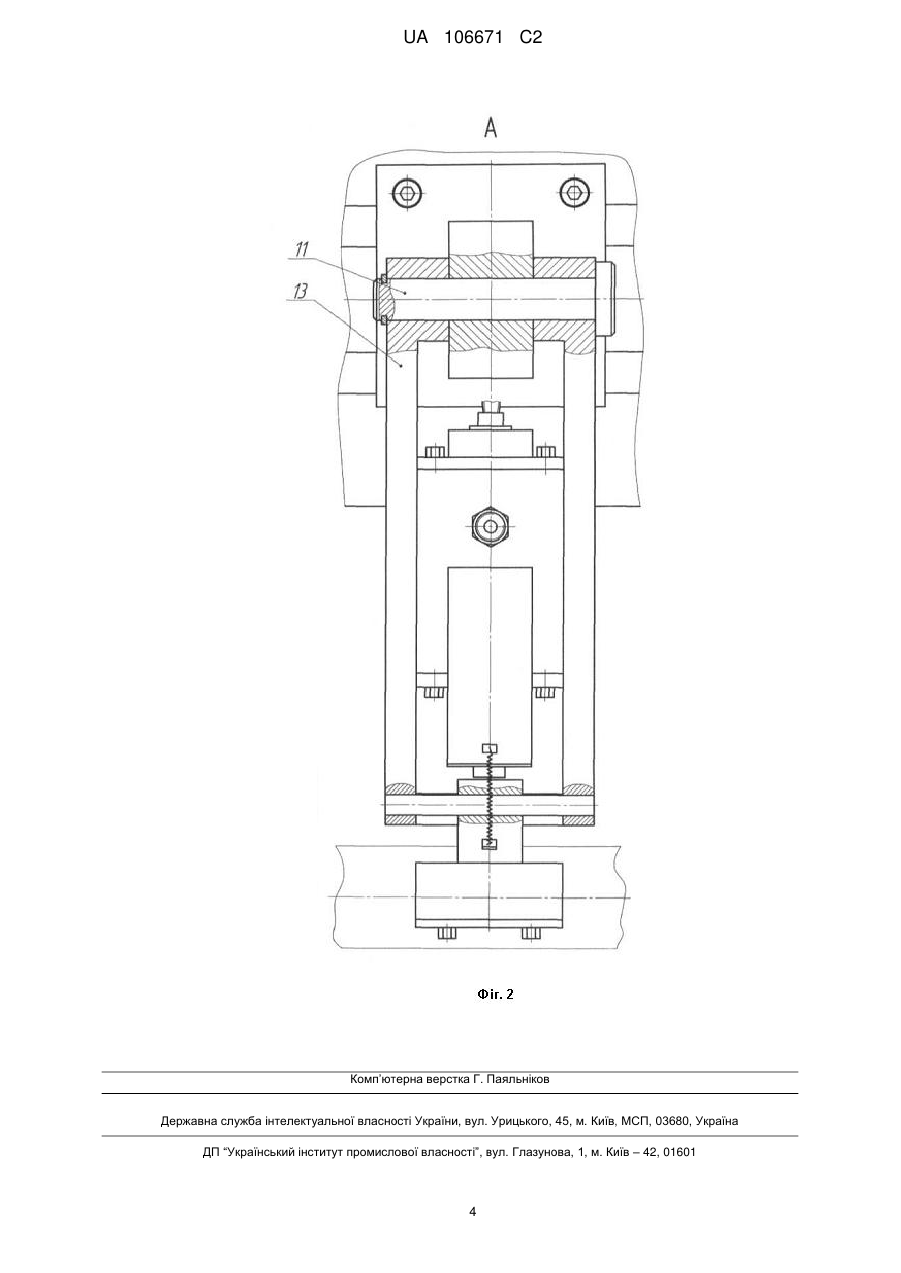
Реферат: Винахід належить до механічної обробки зовнішніх поверхонь тіл обертання і може бути використаний для точної обробки довгомірних циліндричних заготовок. Пристрій для зовнішнього хонінгування містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра, двоплечі важелі притиску брусків до заготовки з елементами, що обертаються, такими як ролики, установленими на плечах важелів, золотник і зворотний клапан. Корпус гідроциліндра розділений на дві окремі порожнини, верхню і нижню, в яких розміщені поршень і шток відповідно, з можливістю осьового переміщення. На нижньому кінці штока виконаний клин. Двоплечі важелі притиску брусків до заготовки встановлені з можливістю взаємодії з клином через елементи, що обертаються. Золотник і зворотний клапан зв'язаний з гідроциліндром отвором для подачі робочої рідини в поршневу порожнину. Гідроциліндр оснащений каналом для підведення робочої рідини в штокову порожнину. Винахід забезпечує підвищення точності обробки довгомірних циліндричних заготовок. UA 106671 C2 (12) UA 106671 C2 UA 106671 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування, зокрема до механічної обробки абразивними брусками зовнішніх поверхонь тіл обертання і може бути використане для точної обробки довгомірних циліндричних заготовок. Відомий пристрій для зовнішнього хонінгування, який містить хонінгувальну головку, виконану у вигляді корпусу, що несе абразивні бруски, встановлені з можливістю взаємодії з елементом розтиску, останній виконаний у вигляді планок, встановлених з можливістю осьового переміщення своїми робочими конічними поверхнями, з виконаною на корпусі внутрішньою конічною поверхнею. Зусилля притиску брусків до оброблюваної поверхні здійснюється за допомогою гвинтової пари, а також вантажів, які під дією відцентрової сили притискають бруски до оброблюваної поверхні [див. авт. св. № 1590350, МПК В24В 33/04, 1990]. Недоліком цього пристрою є невисока точність обробки. Причина - неможливо забезпечити необхідну силу притиску брусків до оброблюваної заготовки. За прототип вибрано пристрій для зовнішнього хонінгування, що містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра, всередині якого встановлені поршень і шток із можливістю осьового переміщення, двоплечі важелі установлені з можливістю передачі від гідроциліндра зусилля притиску брусків до заготовки, золотник і зворотний клапан. В цьому пристрої присутній вібратор, завдяки чому за допомогою тяг і шарнірів зворотно-поступальний рух штока перетворюється в гойдаючий рух важелів. При цьому бруски вдаряються з поверхнею заготовки, що обертається і відбувається зняття стружки [див. авт. св. СРСР № 536947, МПК В24В 35/00, 1976]. Недоліками цього пристрою є невисока точність обробки зовнішніх тіл обертання з відношенням довжини до діаметра рівним більше 10. Причиною є змінні врізання абразивних брусків в оброблювану заготовку, що обумовлює несиметричне зняття припуску з заготовки. В основу винаходу поставлено задачу удосконалення пристрою для зовнішнього хонінгування шляхом зміни конструкції пристрою, що дозволяє введення вдосконаленої гідравлічної системи керування та корекції режиму обробки, яка проводиться періодично у зв'язку зі зміною тиску брусків на оброблювану поверхню заготовки, що обумовлює рівномірне знімання припуску з заготовки, за рахунок чого забезпечується підвищення точності обробки довгомірних циліндричних заготовок. Поставлена задача вирішується тим, що відомий пристрій для зовнішнього хонінгування, що містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра, всередині якого встановлені поршень і шток з можливістю осьового переміщення, двоплечі важелі з абразивними брусками, установлені з можливістю передачі від гідроциліндра зусилля притиску брусків до заготовки, золотник та зворотний клапан, згідно з винаходом, корпус гідроциліндра розділений на дві окремі порожнини, верхню і нижню, в яких розміщено поршень і шток відповідно, крім того, на нижньому кінці штока виконаний клин, а важелі притиску установлені з можливістю взаємодії з клином через елементи, що обертаються, наприклад ролики, розміщені на плечах важелів, причому гідроциліндр зв'язаний із золотником та зворотним клапаном через отвір для подачі робочої рідини в поршневу порожнину і оснащений каналом для подачі робочої рідини в штокову порожнину. Виконання пристрою для зовнішнього хонінгування разом з усіма суттєвими ознаками, включаючи відмінні, дозволяє здійснювати регулювання тиском брусків на оброблювану поверхню до початку обробки за допомогою подання робочої рідини в безштокову та штокову порожнини через відповідні отвори та канал, причому відбувається переміщення поршня зі штоком, на кінці якого розташований клин. Клин тисне на елементи, що обертаються, які розташовані на двоплечих важелях. Взаємодія двоплечих важелів з клином саме через елементи, що обертаються, наприклад ролики дозволяє суттєво знизити сили тертя між клином та важелями, а відповідно і втрати гідравлічного зусилля від штока до абразивних брусків. З відомими значеннями тиску робочої рідини в системі, розмірами важелів та геометрією клина можна встановити необхідне значення тиску брусків на оброблювану заготовку та зафіксувати це значення за допомогою зворотного клапана. По мірі зносу брусків їх зусилля на оброблювану поверхню можна збільшити поданням робочої рідини в безштокову порожнину. Таким чином обумовлюється рівномірне знімання припуску з заготовки, з а рахунок чого забезпечується підвищення точності обробки. Суть винаходу пояснюється кресленням, де на фіг. 1 приведений поперечний розріз пристрою, а на фіг. 2 - вид А, позначений на фіг. 1. Пристрій для зовнішнього хонінгування містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра 8, розділеного на дві окремі порожнини, верхню та нижню, в яких розміщені поршень 6 і шток 7 відповідно, клин 10, виконаний на нижньому кінці штока 7, пара двоплечих важелів 12 притиску брусків 15 до заготовки 17, елементи, що обертаються, 1 UA 106671 C2 5 10 15 20 25 30 наприклад ролики 14, які безпосередньо контактують з клином 10, золотник 2 і зворотний клапан 4, які зв'язані з гідроциліндром отвором 19 для подачі робочої рідини в поршневу порожнину і розміщені в кришці 16 як запірно-регулюючий механізм, канал 18 для підведення робочої рідини в штокову порожнину, яка поступає через отвір 5. З обох сторін гідроциліндр 8 закритий кришками 9 і 16. У кришці 16 виконаний отвір 1, в який подача робочої рідини супроводжується розтиском важелів 12 та отвір 3 для подачі робочої рідини в запірнорегулюючий механізм. Вся конструкція пристрою кріпиться до вузла верстата через щічки 13 за допомогою пальця 11, що дає можливість самовстановлення механізму відносно оброблюваної заготовки. Пристрій для зовнішнього хонінгування працює таким чином. У вихідному положенні бруски 15 відведені від оброблюваної поверхні. У цьому положенні заготовку 17 встановлюють між абразивними брусками 15. Після початку обертання заготовки робоча рідина подається в отвір 3 золотник 2 піднімається у верхнє положення, відкривається зворотний клапан 4 і через отвори, розташовані на його конусній поверхні, робоча рідина надходить через отвір 19 на торець поршня 6, переміщаючи клин 10 вниз і притискаючи бруски 15 до поверхні заготовки 17. Тиск в безштоковій порожнині постійний, завдяки чому положення клина 10 не змінюється і бруски 15 постійно притиснуті до заготовки 17, проводячи рівномірне знімання припуску. При обробці заготовки (штока) 17, що має похибку форми (овальність або огранювання), бруски 15 виступами нерівностей будуть віджиматися від деталі. Ролики 14 важелів 12 будуть прагнути перемістити клин 10 вгору. Однак зворотний клапан 4 закривається і тиск робочої рідини на поршень 6, клин 10 і абразивні бруски 15 збільшується. У зв'язку з цим збільшується знімання металу і відбувається виправлення геометричної форми циліндрової поверхні. Палець 11 забезпечує самоустановку пристрою відносно заготовки 17. Після закінчення обробки відбувається розтиск брусків 15 і визволення заготовки 17. Для розтиснення важелів 12 з брусками 15, необхідно підняти клин 10 вгору, тобто перекрити отвір 3, а робочу рідину подавати в отвори 1 і 5. Золотник 2 опускається вниз, натискає на зворотний клапан 4 і відкриває його. Цим забезпечується зливання робочої рідини з безштокової порожнини в отвір 3. А подана робоча рідина в отвір 5 через канал 18 тисне на поршень знизу. Поршень 6 під дією протитиску піднімається вгору і одночасно переміщує шток 7 з клином 10. Для обробки інструментальним пристроєм можна використовувати суперфінішний верстат моделі 3Д871. Каретка верстата має приєднувальну поверхню у вигляді ластівчина хвоста. Така конструкція верстата дозволяє виконати швидку установку і настройку на обробку заготовки розробленого пристрою для зовнішнього хонінгування. 35 ФОРМУЛА ВИНАХОДУ 40 45 Пристрій для зовнішнього хонінгування, що містить хонінгувальну головку, виконану у вигляді гідравлічного циліндра, всередині якого встановлені поршень і шток з можливістю осьового переміщення, двоплечі важелі з абразивними брусками, установлені з можливістю передачі від гідроциліндра зусилля притиску брусків до заготовки, золотник та зворотний клапан, який відрізняється тим, що корпус гідроциліндра розділений на дві окремі порожнини, верхню і нижню, в яких розміщено поршень і шток, відповідно, крім того, на нижньому кінці штока виконаний клин, а важелі притиску установлені з можливістю взаємодії з клином через елементи, що обертаються, такі як ролики, розміщені на плечах важелів, причому гідроциліндр зв'язаний із золотником та зворотним клапаном через отвір для подачі робочої рідини в поршневу порожнину і оснащений каналом для подачі робочої рідини в штокову порожнину. 2 UA 106671 C2 3 UA 106671 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSavchuk Volodymyr Ivanovych
Автори російськоюСавчук Владимир Иванович
МПК / Мітки
МПК: B24B 33/00
Мітки: хонінгування, пристрій, зовнішнього
Код посилання
<a href="https://ua.patents.su/6-106671-pristrijj-dlya-zovnishnogo-khoninguvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зовнішнього хонінгування</a>
Хонінгувальна головка для попереднього і остаточного хонінгування
Номер патенту: 58105
Опубліковано: 15.07.2003
Автор: Узлов Максим Геннадійович
МПК: B24B 33/00
Мітки: остаточного, головка, хонінгування, попереднього, хонінгувальна
Формула / Реферат:
Хонінгувальна головка для попереднього і остаточного хонінгування, що містить корпус, всередині якого розташований шток з двома двосторонніми конусами, що діють в залежності від положення поршня гідроциліндра подвійної дії на комплекти колодок з крупнозернистими або дрібнозернистими брусками, яка відрізняється тим, що на одній із колодок замість крупнозернистого бруска для попереднього хонінгування встановлені накатні ролики.
Пристрій для вібраційного хонінгування
Номер патенту: 40773
Опубліковано: 15.08.2001
Автори: Євтухов Артем Віталійович, Євтухов Віталій Геннадійович
МПК: B24B 33/00
Мітки: пристрій, хонінгування, вібраційного
Формула / Реферат:
Пристрій для вібраційного хонінгування, що містить хонголовку з корпусом і розтискним конусом, штовхані і вібратор, виконаний у вигляді сполученого зі шпинделем стакана, установленого з можливістю взаємодії за допомогою пальця з втулкою, у вікнах якої розташовані з можливістю тангенціального зміщення підпружинені Т-подібної форми тримачі абразивних брусків, який відрізняється тим, що в вікнах втулки з можливістю радіального розтиснення...
Спосіб абразивного хонінгування отворів підшипників ковзання зі складнолегованих композитних сплавів
Номер патенту: 87073
Опубліковано: 27.01.2014
Автори: Гавріш Анатолій Павлович, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: отворів, композитних, ковзання, сплавів, підшипників, абразивного, спосіб, хонінгування, складнолегованих
Формула / Реферат:
Спосіб абразивного хонінгування отворів підшипників ковзання зі складнолегованих композитних сплавів, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі підшипника ковзання, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими абразивними брусками розташовують співвісно з оброблюваним отвором так, що абразивні бруски з заданою силою притискаються до поверхні...
Спосіб адаптивного керування процесом хонінгування отворів
Номер патенту: 76431
Опубліковано: 10.01.2013
Автори: Підгаєцький Михайло Матвійович, Щербина Кирил Костянтинович
МПК: B24B 33/00
Мітки: адаптивного, процесом, керування, спосіб, хонінгування, отворів
Формула / Реферат:
Спосіб адаптивного керування процесом хонінгування отворів у виробах в умовах обертання виробу від окремого приводу, наприклад гідравлічного, відносно нерухомого алмазно-абразивного інструмента, укомплектованого системою розмірного регулювання, наприклад гідравлічною, при якому виникаючий вхідний сигнал на приводі обертання виробу, внаслідок зміни зусиль різання, утворює вихідний сигнал в системі розмірного регулювання інструмента, що...
Спосіб хонінгування глухих отворів
Номер патенту: 103959
Опубліковано: 10.12.2013
Автори: Колеснік Василь Михайлович, Буюклі Іван Михайлович, Лінчевський Павло Адамович
МПК: B24B 33/00
Мітки: спосіб, отворів, глухих, хонінгування
Формула / Реферат:
Спосіб хонінгування глухих отворів, що включає зворотно-поступальне переміщення з асиметричним перебігом, обертальне переміщення і дозовану (дискретну) радіальну подачу різальних елементів інструмента відносно отвору, що хонінгується, який відрізняється тим, що дозовану радіальну подачу здійснюють одночасно з реверсуванням зворотно-поступального переміщення в крайньому положенні інструмента в зоні дна отвору, що оброблюється.
Попередній патент: Волоконно-оптичний з’єднувач і спосіб його монтажу
Наступний патент: Спосіб лікування кавернозних та комбінованих гемангіом критичних локалізацій у дітей
Випадковий патент: Спосіб одержання гідролізату з молюсків