Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей
Номер патенту: 106901
Опубліковано: 10.05.2016
Автори: Дядя Сергій Іванович, Козлова Олена Борисівна, Логомінов Віктор Олексійович, Внуков Юрій Миколайович, Гермашев Антон Ігорович

Формула / Реферат
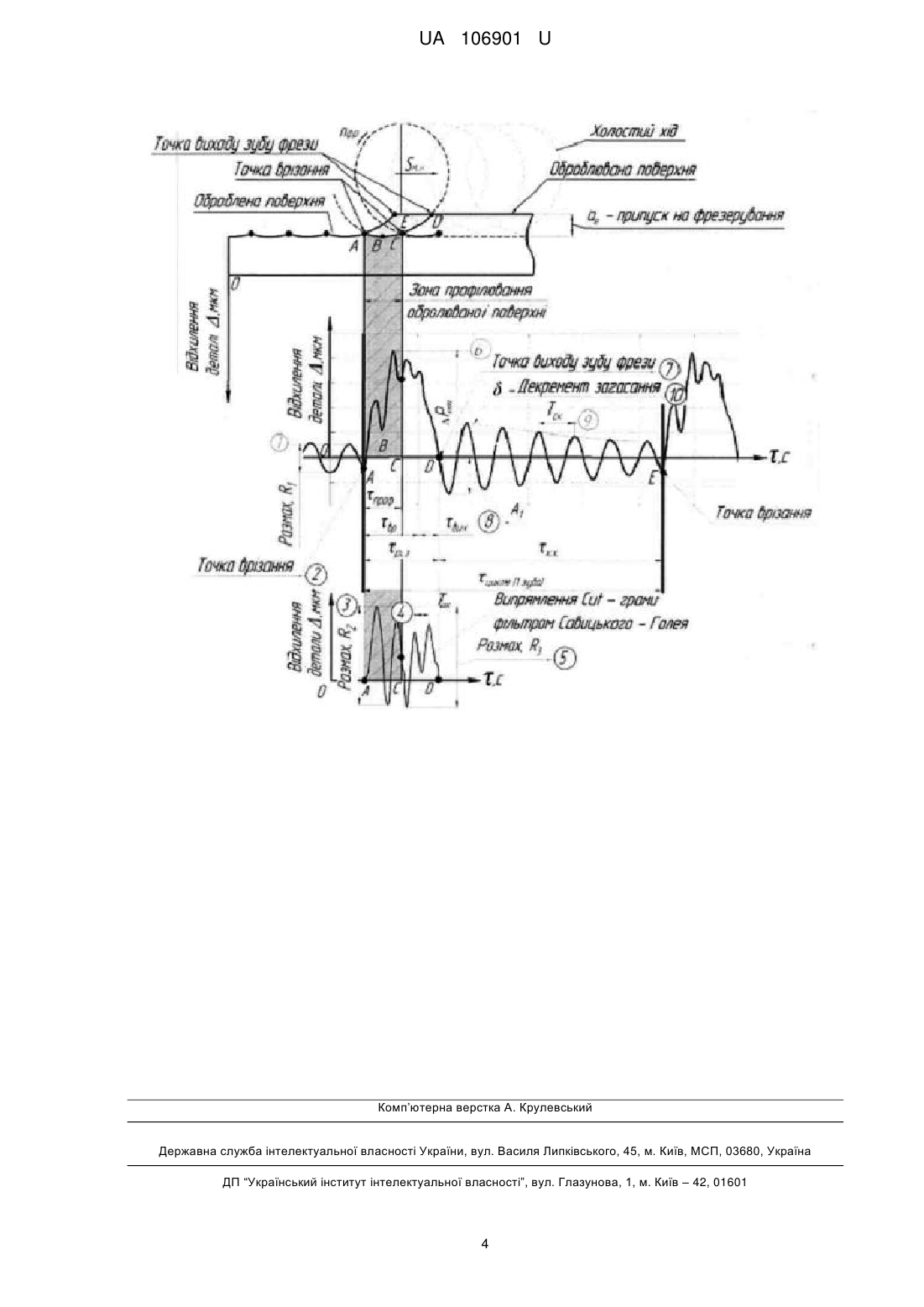
Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, при якому реєструють і аналізують коливання, що виникають під час обробки при контролі деталі чи заготовки, який відрізняється тим, що реєструють переміщення деталі під час фрезерування (осцилограму коливань), накопичення інформації про умови обробки здійснюють шляхом почергового аналізу ділянок осцилограми між різанням двох сусідніх зубів фрези впродовж часу всієї обробки, при цьому аналізують наступні параметри: розмах вільних затухаючих коливань перед врізанням зуба фрези в припуск - ![]() , точка врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання -
, точка врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання - ![]() , частота автоколивань в процесі різання зубом фрези
, частота автоколивань в процесі різання зубом фрези ![]() , розмах автоколивань в процесі різання -
, розмах автоколивань в процесі різання - ![]() , максимальне відхилення деталі в результаті дії змушуючої сили відтиску
, максимальне відхилення деталі в результаті дії змушуючої сили відтиску ![]() , амплітуда першої хвилі вільних затухаючих коливань
, амплітуда першої хвилі вільних затухаючих коливань ![]() , частота вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі.
, частота вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі.
Текст
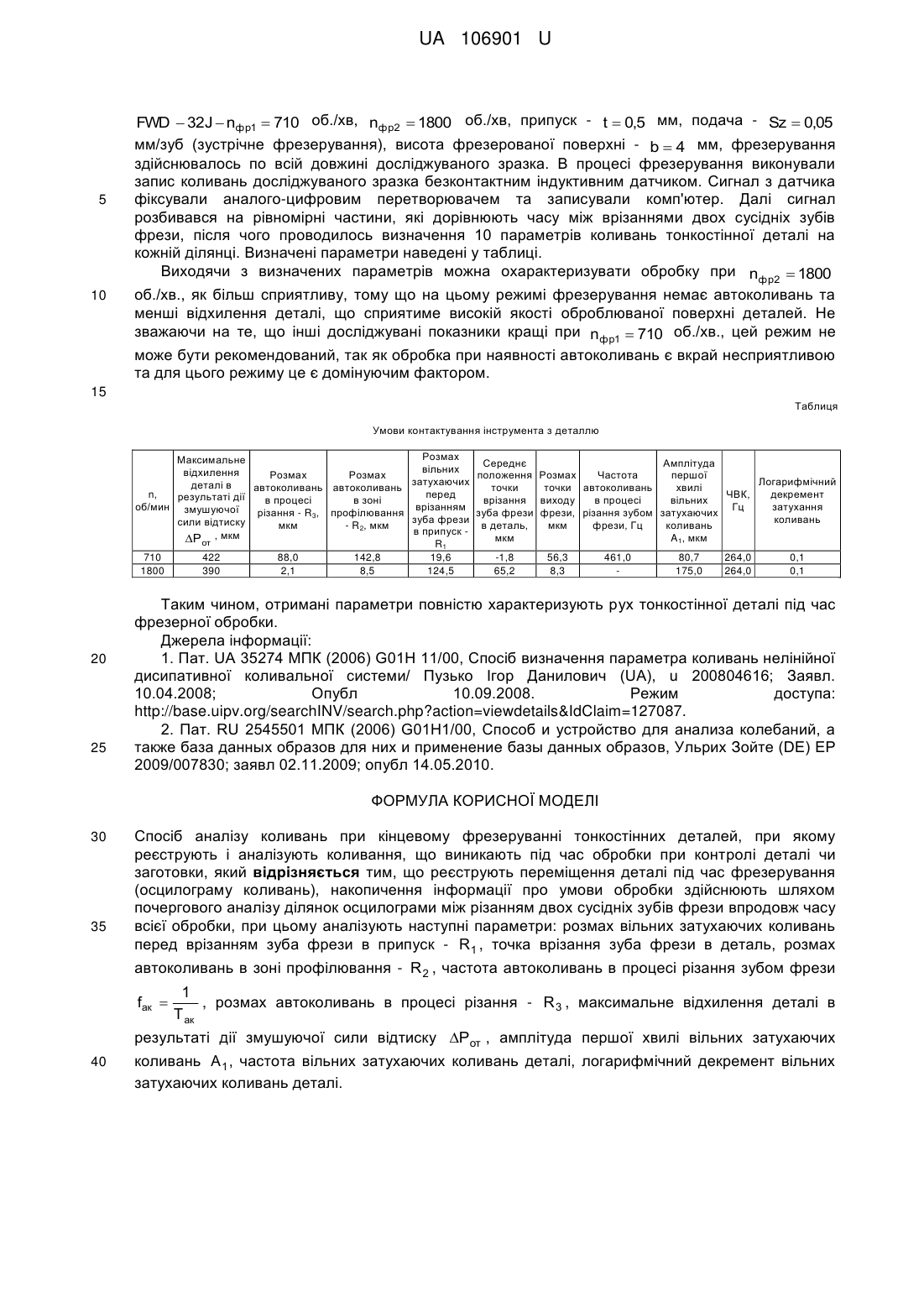
Реферат: Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, при якому реєструють і аналізують коливання, що виникають під час обробки при контролі деталі чи заготовки. Реєструють переміщення деталі під час фрезерування (осцилограму коливань), накопичення інформації про умови обробки здійснюють шляхом почергового аналізу ділянок осцилограми між різанням двох сусідніх зубів фрези впродовж часу всієї обробки. Аналізують наступні параметри: розмах вільних затухаючих коливань перед врізанням зуба фрези в припуск, точку врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання, частоту автоколивань в процесі різання зубом фрези, розмах автоколивань в процесі різання, максимальне відхилення деталі в результаті дії змушуючої сили відтиску, амплітуду першої хвилі вільних затухаючих коливань, частоту вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі. UA 106901 U (12) UA 106901 U UA 106901 U 5 10 15 20 Корисна модель належить до галузі технології машинобудування, зокрема до способу аналізу коливань при кінцевому фрезеруванні тонкостінних деталей. Вібрації є негативним фактором при обробці тонкостінних деталей, таких як лопатки ГТД. Особливе погіршення умов обробки спостерігається, коли зрізання припуску здійснюється при регенеративних автоколиваннях, при цьому можлива втрата контакту інструмента і заготовки. Таке явище значно підвищує знос інструмента, шпиндельних вузлів фрезерного верстата, а також погіршує шорсткість поверхні. Окрім цього, при високошвидкісному фрезеруванні якість обробленої поверхні тонкостінних елементів деталей суттєво залежить від моменту початку і закінчення різання. Відомий спосіб [1] визначення параметра коливань нелінійної дисипативної коливальної системи, за яким задають перше початкове і перше кінцеве значення амплітуди вільних коливань нелінійної дисипативної коливальної системи, вимірюють перший часовий інтервал і перше число циклів в цьому часовому інтервалі при зміні амплітуди вільних коливань від її першого початкового значення до першого кінцевого значення, потім змінюють інерційність нелінійної дисипативної коливальної системи і приводять вище визначену сукупність операцій по виміру другого часового інтервалу і числа циклів в цьому часовому інтервалі, який відрізняється тим, що інерційність нелінійної дисипативної коливальної системи змінюють (2N-1) разів, де N=1, 2, 3,…, і при кожній із (2N-1) змін інерційності приводять вимір часового інтервалу і число циклів в кожному із (2N-1) часових інтервалів при незмінних в кожному із (2N-1) часових інтервалів першого початкового і першого кінцевого значень амплітуди вільних коливань, а оцінку частоти вільних коливань визначають по співвідношенню: 2 2N 2N 2N 2N i ( im i t ) ( im i t ) i t i i t ( im i t ) i1 i1 i1 i1 , 0 2 2 2N 22 N 2N ( im i t ) i t i t ( im i t ) i1 i1 i1 , , де: I I I I I - величини змін фаз коливань при і-й зміні інерційності (I 1,2N) , 25 - величина зміни фази при кожній парній зміні інерційності, I - величина зміни фази при кожній парній зміні інерційності, I 2nI ; nI - число циклів коливань при кожній парній зміні інерційності при зміні I амплітудних значень коливань від початкового значення Xa1 до кінцевого значення Xa 2 , 2nI , I 30 n I - число циклів коливань при кожній непарній зміні інерційності при зміні амплітудних значень коливань від початкового значення Xa1 до кінцевого значення Xa 2 , It t t , t , t - часові інтервали при кожній парній і непарній змінах інерційності I I I I відповідно при зміні амплітудних значень коливань від початкового значення Xa1 до кінцевого значення Xa 2 , 35 40 45 50 ( ImIt ) m t m t , m , m - додаткові маси, що додаються до основної маси I I I I I I m і змінюють інерційність коливальної системи при парній і непарній змінах інерційності відповідно. Найближчим аналогом є спосіб (2) аналізу коливань або акустичного аналізу деталі, заготовки та/або інструмента для визначення надійності роботи, та/або якості обробки, при якому реєструють та обробляють коливання, що виникають під час використання та/або при контролі деталі, заготовки, та/або інструмента, при цьому реєструють і аналізують коливання або звуки, зберігають коливальний спектр, що включає згадані коливання або звуки, для формування багатовимірних даних щонайменше в тривимірному просторі з координатами, вибраними з групи: час, частота коливань або звуку, амплітуда коливань або звуку, причому згадані багатовимірні дані піддають багатовимірному, зокрема тривимірному, аналізу, включали в себе порівняння згаданих багатовимірних даних з еталонними даними для визначення відхилення між ними, причому коливальний спектр реєструють і/або аналізують високочастотний, зокрема в діапазоні частот від 200 кГц до щонайменше 100 МГц. В наведених відомих способах неможливо повністю характеризувати поведінку деталі під час фрезерної обробки. Також неможливо встановлювати умови обробки, наявність 1 UA 106901 U 5 10 15 20 25 30 35 40 45 50 55 автоколивань деталі, прогнозувати якість обробленої поверхні та вибирати найбільш сприятливі режими різання. В основу корисної моделі поставлена задача, що полягає у розробці способу аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, який дозволяє характеризувати поведінку тонкостінної деталі під час фрезерної обробки. Поставлена задача вирішується тим що спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, при якому реєструють і аналізують коливання, що виникають під час обробки при контролі деталі чи заготовки, при цьому реєструють переміщення деталі під час фрезерування (осцилограму коливань), накопичення інформації про умови обробки здійснюється шляхом почергового аналізу ділянок осцилограми між різанням двох сусідніх зубів фрези впродовж часу всієї обробки, при цьому аналізують наступні параметри: розмах вільних затухаючих коливань перед врізанням зуба фрези в припуск - R1 , точка врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання - R 2 , частота автоколивань в процесі різання зубом фрези fак 1 , розмах автоколивань в процесі різання Т ак , максимальне відхилення деталі в результаті дії змушуючої сили відтиску Рот , амплітуда R3 першої хвилі вільних затухаючих коливань A 1 , частота вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі. Завдяки фіксації закону руху тонкостінної деталі та вибраним параметрам його оцінки можливо встановлювати вплив режимів різання, параметрів інструмента та характеристик пружної системи тонкостінної деталі на умови обробки. Фіксація параметра автоколивань в зоні профілювання дозволяє оцінювати якість обробленої поверхні при роботі в швидкісному діапазоні наявності автоколивань, а фіксація автоколивань деталі під час різання дозволяє встановлювати швидкісний діапазон появи автоколивань. Це дає змогу вибирати сприятливі режими обробки. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - шляхом конструкційних удосконалень розроблено спосіб визначення умов фрезерування визначенням довжини фактичного контакту інструмента зі зразком при кінцевому фрезеруванні тонкостінних деталей. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від найближчого аналога, не знайдені, рішення явним чином не випливає з рівня техніки. Виходячи з вищевикладеного можна зробити висновок, що запропоноване технічне рішення задовольняє критерію "Винахідницький рівень". Виконання ідеї способу пояснюється на кресленні, де зображено 10 параметрів коливань тонкостінної деталі під час обробки. Параметри коливань визначаються з сигналу коливань деталі під час фрезерування, який записується безконтактним датчиком. Аналіз виконується на кожному проміжку між різанням двох сусідніх зубів фрези у процесі всієї обробки. Досліджуваними параметрами є коливань розмах вільних затухаючих перед врізанням зуба фрези в припуск - R1 , точку врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання - R 2 , частоту автоколивань в процесі різання зубом фрези fак 1 , розмах Т ак автоколивань в процесі різання - R 3 , максимальне відхилення деталі в результаті дії змушуючої сили відтиску Рот , амплітуду першої хвилі вільних затухаючих коливань A 1 , частоту вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі. За визначеними параметрами вибирають сприятливі режими обробки, необхідний інструмент та технологічний прийом, який здатен якомога краще покращити умови обробки. Спосіб працює наступним чином. Тонкостінним елементом, який моделює пружну систему тонкостінної деталі є пластина з конструкційної сталі Ст. 3 товщиною h 4 мм, шириною B 60 мм та висотою вильоту L 80 мм. Нижня частина пластини встановлюється в спеціальному стенді, а у верхній частині жорстко закріплюється досліджуваний зразок (розміром 50×20×4) таким чином, щоб оброблювана поверхня досліджуваного зразка розташовувалась паралельно повздовжнього руху стола станка, для забезпечення рівномірного знімання припуску. Фрезерування виконували однозубою циліндричною кінцевою фрезою Canela 1220.07 з твердосплавними змінними пластинами при наступних режимах різання: швидкість обертання шпинделя верстата UA 106901 U 5 10 FWD 32J nфр1 710 об./хв, nфр2 1800 об./хв, припуск - t 0,5 мм, подача - Sz 0,05 мм/зуб (зустрічне фрезерування), висота фрезерованої поверхні - b 4 мм, фрезерування здійснювалось по всій довжині досліджуваного зразка. В процесі фрезерування виконували запис коливань досліджуваного зразка безконтактним індуктивним датчиком. Сигнал з датчика фіксували аналого-цифровим перетворювачем та записували комп'ютер. Далі сигнал розбивався на рівномірні частини, які дорівнюють часу між врізаннями двох сусідніх зубів фрези, після чого проводилось визначення 10 параметрів коливань тонкостінної деталі на кожній ділянці. Визначені параметри наведені у таблиці. Виходячи з визначених параметрів можна охарактеризувати обробку при nфр2 1800 об./хв., як більш сприятливу, тому що на цьому режимі фрезерування немає автоколивань та менші відхилення деталі, що сприятиме високій якості оброблюваної поверхні деталей. Не зважаючи на те, що інші досліджувані показники кращі при nфр1 710 об./хв., цей режим не може бути рекомендований, так як обробка при наявності автоколивань є вкрай несприятливою та для цього режиму це є домінуючим фактором. 15 Таблиця Умови контактування інструмента з деталлю Розмах Максимальне Середнє Амплітуда вільних відхилення Розмах Розмах положення Розмах Частота першої затухаючих Логарифмічний деталі в автоколивань автоколивань точки точки автоколивань хвилі n, перед ЧВК, декремент результаті дії в процесі в зоні врізання виходу в процесі вільних об/мин змушуючої врізанням Гц затухання різання - R3, профілювання зуба фрези фрези, різання зубом затухаючих зуба фрези коливань сили відтиску мкм - R2, мкм в деталь, мкм фрези, Гц коливань в припуск мкм A1, мкм Рот , мкм R1 710 422 88,0 142,8 19,6 -1,8 56,3 461,0 80,7 264,0 0,1 1800 390 2,1 8,5 124,5 65,2 8,3 175,0 264,0 0,1 20 25 Таким чином, отримані параметри повністю характеризують рух тонкостінної деталі під час фрезерної обробки. Джерела інформації: 1. Пат. UA 35274 МПК (2006) G01H 11/00, Спосіб визначення параметра коливань нелінійної дисипативної коливальної системи/ Пузько Ігор Данилович (UA), u 200804616; Заявл. 10.04.2008; Опубл 10.09.2008. Режим доступа: http://base.uipv.org/searchINV/search.php?action=viewdetails&IdClaim=127087. 2. Пат. RU 2545501 МПК (2006) G01Н1/00, Способ и устройство для анализа колебаний, а также база данных образов для них и применение базы данных образов, Ульрих Зойте (DE) ЕР 2009/007830; заявл 02.11.2009; опубл 14.05.2010. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, при якому реєструють і аналізують коливання, що виникають під час обробки при контролі деталі чи заготовки, який відрізняється тим, що реєструють переміщення деталі під час фрезерування (осцилограму коливань), накопичення інформації про умови обробки здійснюють шляхом почергового аналізу ділянок осцилограми між різанням двох сусідніх зубів фрези впродовж часу всієї обробки, при цьому аналізують наступні параметри: розмах вільних затухаючих коливань перед врізанням зуба фрези в припуск - R1 , точка врізання зуба фрези в деталь, розмах автоколивань в зоні профілювання - R 2 , частота автоколивань в процесі різання зубом фрези 1 , розмах автоколивань в процесі різання - R 3 , максимальне відхилення деталі в Т ак результаті дії змушуючої сили відтиску Рот , амплітуда першої хвилі вільних затухаючих коливань A 1 , частота вільних затухаючих коливань деталі, логарифмічний декремент вільних затухаючих коливань деталі. fак 40 UA 106901 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of analyzing oscillations in the final milling of thin-walled parts
Автори англійськоюVnukov Yurii Mykolaiovych, Hermashev Anton Ihorovych, Lohominov Viktor Oleksiiovych, Diadia Serhii Ivanovych, Kozlova Olena Borysivna
Назва патенту російськоюСпособ анализа колебаний при конечном фрезеровании тонкостенных деталей
Автори російськоюВнуков Юрий Николаевич, Гермашев Антон Игоревич, Логоминов Виктор Алексеевич, Дядя Сергей Иванович, Козлова Елена Борисовна
МПК / Мітки
МПК: G01H 1/00, G01H 11/00
Мітки: фрезеруванні, коливань, аналізу, тонкостінних, спосіб, деталей, кінцевому
Код посилання
<a href="https://ua.patents.su/6-106901-sposib-analizu-kolivan-pri-kincevomu-frezeruvanni-tonkostinnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей</a>
Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей
Номер патенту: 94974
Опубліковано: 10.12.2014
Автори: Гермашев Антон Ігорович, Логомінов Віктор Олексійович, Козлова Олена Борисівна, Дядя Сергій Іванович
МПК: G01H 11/00, G01M 7/02
Мітки: циліндричному, стенд, дослідження, фрезеруванні, тонкостінних, кінцевому, коливань, елементів, деталей
Формула / Реферат:
Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти...
Стенд для діагностики коливань тонкостінної деталі типу лопаток моноколеса газотурбінного двигуна (гтд) при кінцевому фрезеруванні
Номер патенту: 94382
Опубліковано: 10.11.2014
Автори: Анпілогов Дмитро Ігорович, Гермашев Антон Ігорович, Логомінов Віктор Олексійович
МПК: G01H 11/00, G01M 7/02
Мітки: деталі, тонкостінної, моноколеса, двигуна, лопаток, фрезеруванні, типу, газотурбінного, кінцевому, стенд, гтд, коливань, діагностики
Формула / Реферат:
Стенд для діагностики коливань тонкостінної деталі типу лопаток газотурбінного двигуна (ГТД) моноколеса при кінцевому фрезеруванні, який має масивну основу та датчик виміру рівня вібрації, з'єднаний з реєструючою апаратурою, стенд оздоблено трьома паралельно розташованими між собою пластинами, які нижніми частинами міцно з'єднані між собою та з основою, а верхні частини пластин утворюють між собою простір, який може заповнюватись...
Спосіб вибору в’язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс гтд
Номер патенту: 88682
Опубліковано: 25.03.2014
Автори: Мозговий Володимир Федорович, Кондратюк Едуард Васильович, Логомінов Віктор Олексійович, Гермашев Антон Ігорович, Козлова Олена Борисівна
МПК: F16F 15/00
Мітки: гтд, середовищ, спосіб, моноколіс, лопаток, фрезеруванні, демпфуючих, вибору, в'язкопружних
Формула / Реферат:
Спосіб вибору в'язкопружних демпфуючих середовищ, при якому простір між тонкостінними пластинами заповнюють в'язкопружним демпфуючим середовищем, який відрізняється тим, що об'єктом дослідження є модель, при цьому тонкостінні пластини імітують лопатки ГТД, в'язкопружне демпфуюче середовище є твердим, дослідження виконують для декількох різних в'язкопружних демпфуючих середовищ, модель з заповненим простором між тонкостінними пластинами...
Спосіб контролю розмірів деталей за допомогою сигналу резонансних коливань
Номер патенту: 100097
Опубліковано: 10.07.2015
Автори: Ковалевський Сергій Вадимович, Нагієва Аліна Інтігамівна, Ковалевська Олена Сергіївна
МПК: G01M 13/00, G01N 29/14
Мітки: деталей, допомогою, коливань, резонансних, розмірів, контролю, спосіб, сигналу
Формула / Реферат:
Спосіб контролю розмірів деталі за допомогою сигналу резонансних коливань, який полягає у формуванні акустичного сигналу, що вводиться в об'єкт контролю для подальшого його приймання та фіксування, після розповсюдження в об'єкті, який відрізняється тим, що збудження резонансних коливань деталей відбувається за допомогою резонансного акустичного сигналу з частотою, рівною частоті власних коливань деталей.
Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Пашков Євген Валентинович, Бохонський Олександр Іванович, Голубєв Олексій Вадимович
МПК: B23B 29/00, B23B 1/00, B23B 21/00
Мітки: тонкостінних, деталей, віброупор, точіння, циліндричних
Формула / Реферат:
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю...
Попередній патент: Спосіб отримання газогенераторного газу
Наступний патент: Подрібнювач грубих кормів
Випадковий патент: Напівпровідникове кисневе піноскло