Абразивне грановане свердло
Формула / Реферат
Абразивне грановане свердло, що містить пустотілий корпус, на кінцевій частині якого знаходиться коронка з декількома шарами різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла, яке відрізняється тим, що пустотілий корпус має гранований профіль з кількістю сторін від 4 до 12.
Текст
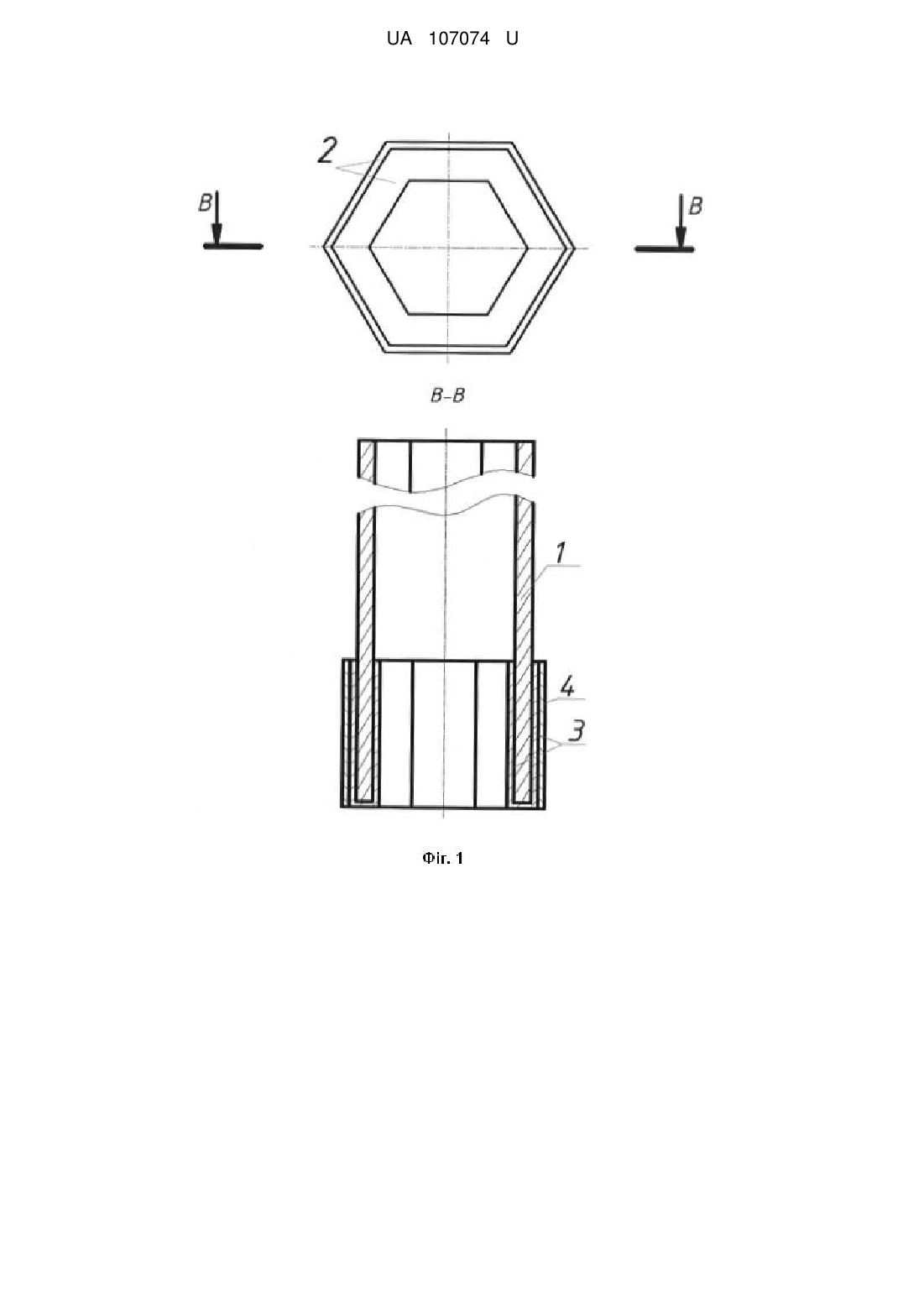
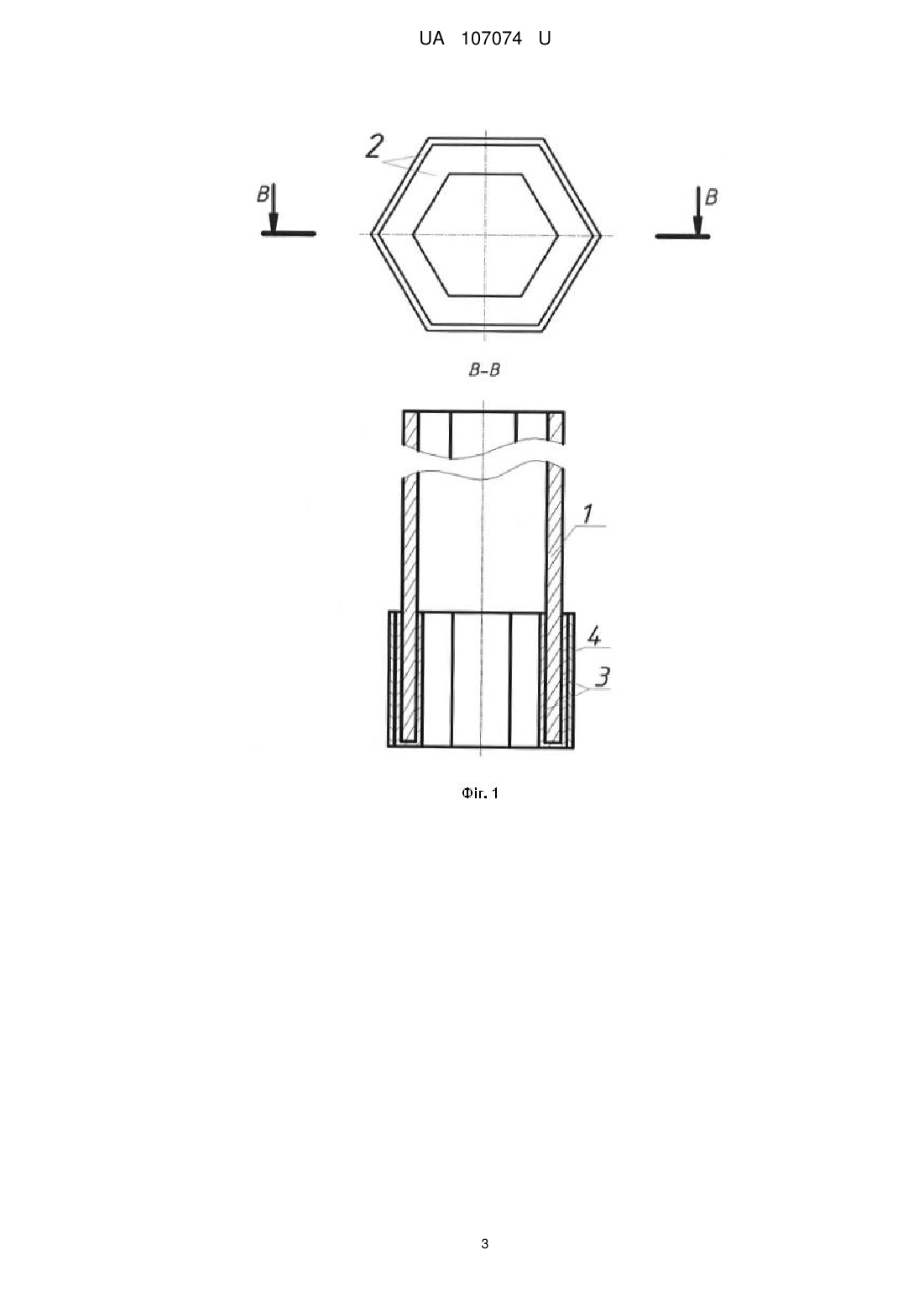
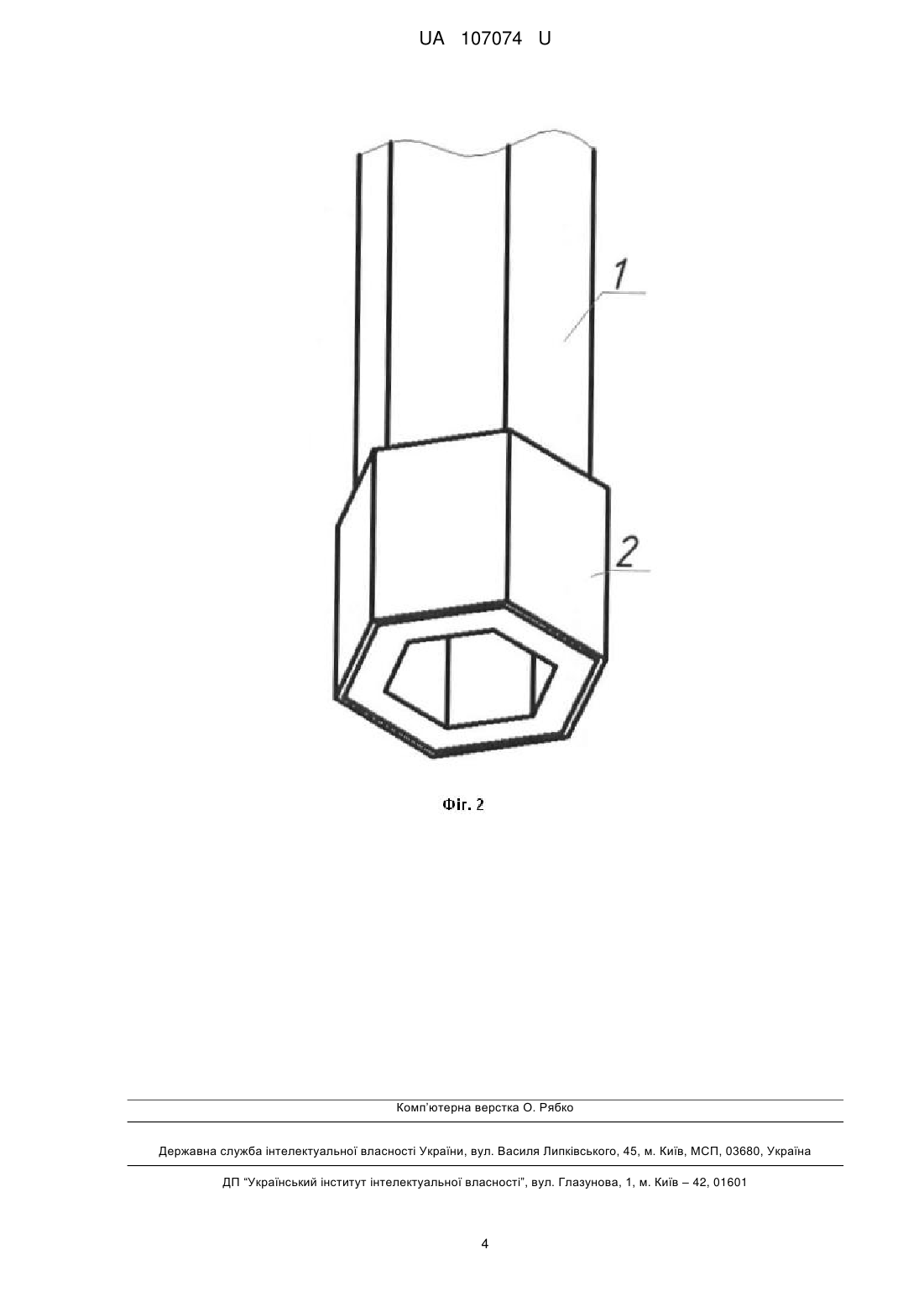
Реферат: UA 107074 U UA 107074 U 5 10 Корисна модель належить до інструменту для свердління отворів в твердих і крихких матеріалах типа скла, кварцу, кераміки тощо, а також в полімерних композиційних матеріалах. Відомо кільцеве алмазне свердло з внутрішнім отвором фасонної форми, яка в поперечному розрізі має не менше двох осей симетрії, що проходять через цент свердла (наприклад у виді еліпсу) [Никехин Α.Α., Корнюшина Н.М. Трубчатое сверло. Авт. свид. № 327068 - Бюллетень "Открытия, изобретения, промышленные образцы, товарные знаки", 1972, № 5.]. Недоліками такої конструкції є складність і трудомісткість виготовлення прес-форм та їх низької стійкості. Іншим недоліком являється необхідне компенсування якості отворів за рахунок продуктивності чи навпаки. Це свердло маючи дрібну зернистість абразиву (до 63/50) забезпечує високу якість обробленої поверхні (шорсткість та точність кромки отвору), але в той же час, за рахунок високої міри подрібнення матеріалу заготівлі і низького коефіцієнта різальної здатності K 0,1 мм , має низьку продуктивність, яку можна підвищити шляхом мин Н збільшення зернистості абразиву, що негативно відобразиться на якості обробленої поверхні. 15 20 25 30 35 40 45 50 55 Наприклад, при зернистості 250/200 K 0,25 мм [див. Алмазное сверление деталей из мин Н труднообрабатываемых неметаллических материалов/ А.В. Балыков, А.А. Цесарский. -М.: Машиностроение, 1980, 65 с]. Найближчим аналогом за технічною суттю до корисної моделі, що заявляється, є абразивне кільцеве свердло яке має циліндричний пустотілий корпус, на кінцевій частині якого знаходиться коронка, яка містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла. [Патент України № u 2014 03069, МПК (2014.01) B28D 1/12(2006.01) B24D 5/00, опубл. 11.08.2014, Бюл. № 15]. Недоліками вказаного свердла є застрягання оброблюваного матеріалу (керна) в межах циліндричного пустотілого корпусу, важкість відведення подрібненого матеріалу (стружки) на зовні та підведення мастильної охолоджуючої рідини (МОР) з зовні. В основу корисної моделі поставлена задача вдосконалення корпусу та кінцевої робочої частини свердла, завдяки чому забезпечуватиметься полегшення проходу керна через внутрішній отвір свердла, покращення умов відводу стружки та підводу МОР. Поставлена задача вирішується тим, що абразивне грановане свердло має гранований пустотілий корпус з кількістю сторін від 4 до 12, на кінцевій частині якого знаходиться абразивна коронка, яка містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла. Таке виконання корпусу та абразивної частини свердла призводить до полегшення проходу керну під час свердління за рахунок меншого контакту останнього с внутрішньою поверхнею корпусу а за рахунок меншої площі контакту гранованої абразивної коронки з утворюваною поверхнею отвору поліпшується відвід стружки та підвід МОР. Це обумовлює зниження осьової сили, засалювання абразивної коронки та температури в зоні обробки, що сприяє довшому використання алмазних зерен. Вказане разом, дає можливість вести процес свердління на більш інтенсивних режимах обробки, уникнути теплових дефектів та знизити величину відшарування для деяких композитних матеріалів, наприклад скло- чи вуглепластиків. Суть корисної моделі пояснюється фігурами, на яких показано: Фіг. 1 - конструкція двошарового шестигранного свердла. Фіг. 2 - конструкція двошарового шестигранного свердла в тримірному вимірі. Багатошарове грановане свердло складається з гранованого пустотілого корпусу 1, абразивної частини 2, крупнозернистого шару абразивної частини З, дрібнозернистого шару абразивної частини 4. Багатошарове грановане свердло працює таким чином. При свердлінні заготовок, наприклад з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо, абразивне свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до обраних режимів свердління. При обертанні свердла кожен шар абразивної частини свердла утворює в деталі отвір обмежений діаметрами цього шару. Крупнозерниста ділянка 3 являється ширшою тому видаляє значно більшу частину матеріалу, що оброблюється, на відміну від дрібнозернистої ділянки 4, яка видаляє лише при поверхневий шар матеріалу, калібрує отвір утворюючи високоякісну поверхню. Таким чином, виконується сумісна чорнова і фінішна обробка отвору в одному осьовому русі свердла. Вибір кількості і товщина шарів з різною зернистістю може бути розраховано по відомим залежностям, або визначено експериментально для конкретних умов обробки, наприклад, при товщині стінки 1 UA 107074 U 5 двошарової абразивної коронки 1 мм, шар з зернистістю 200/160 складатиме 0,9 мм а шар з зернистістю 50/40 мм-0,1 мм. Гранована форма абразивної частини при свердлінні створює отвір діаметром описаного кола. Отвір в матеріалі доводиться до потрібного розміру лише найвіддаленішими точками в nмісцях багатокутної абразивної частини (де n - кількість сторін багатокутника (якщо багатокутник правильний, в іншому разі кількість місць контакту менша від кількості сторін)). Це обумовлює переривисті умови різання. Відношення площ матеріалу, що перетворюється на стружку до торця абразивної частини форми правильного многокутника заходжується за формулою: K R 2 r 2 / 10 де 2 na3 naв2 , (1) 180 4tg n R 2 - радіус описуваного кола великого багатокутника; r 2 - радіус вписаного кола малого багатокутника; n - кількість сторін багатокутника; а 3 - довжина сторони зовнішнього многокутника; а в - довжина сторони внутрішнього многокутника. 15 20 Таким чином частину оброблюваної зони займає динамічний простір, через який може подаватись МОР та відводитися стружка. Крім того, завдяки переривистим умовам різання калібрування виконується з значно меншим рівнем тепло напруженості. Утворений внутрішнім багатокутником абразивної коронки керн, маючи діаметр вписаного кола, контактує з корпусом та коронкою лише в n-місцях, це послаблює його утримання та дає змогу уникнути обставини блокування керну, котра значно підвищує осьове зусилля при свердлінні. Конструктивно абразивна коронка з ділянками різної зернистості може бути виконано відомими способами гальваностегії, гальванопластики, мікроплазмового напилювання та іншими. Виконання шестигранного пустотілого корпусу можливе відомими методами ливарного виробництва та обробкою тиском. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Абразивне грановане свердло, що містить пустотілий корпус, на кінцевій частині якого знаходиться коронка з декількома шарами різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла, яке відрізняється тим, що пустотілий корпус має гранований профіль з кількістю сторін від 4 до 12. 2 UA 107074 U 3 UA 107074 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28D 1/14
Мітки: грановане, свердло, абразивне
Код посилання
<a href="https://ua.patents.su/6-107074-abrazivne-granovane-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне грановане свердло</a>
Абразивне кільцеве свердло
Номер патенту: 92382
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: свердло, абразивне, кільцеве
Формула / Реферат:
Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці або на кінцевій частині корпуса знаходиться коронка, яка відрізняється тим, що кільцева абразивна частина містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла.
Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, кільцеве, свердло
Формула / Реферат:
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка...
Абразивне перфороване свердло з віконцем
Номер патенту: 106285
Опубліковано: 25.04.2016
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: перфороване, абразивне, свердло, віконцем
Формула / Реферат:
Абразивне кільцеве свердло, що має циліндричний корпус, на кінцевій частині якого знаходиться коронка з декількома шарами різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла, яке відрізняється тим, що циліндричний корпус суцільний та має відвідне віконце для керну, яке поєднане з кільцевою абразивною частиною, що містить перфорацію з діаметром отворів від 1/10 до 1/4 діаметру...
Абразивне архімедове свердло

Номер патенту: 92358
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: свердло, архімедове, абразивне
Формула / Реферат:
Абразивне Архімедове свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, має циліндричну абразивну частину з загостреним з однієї сторони торцем, яке відрізняється тим, що циліндрична абразивна частина з загостреним з однієї сторони торцем виконана двошаровою у вигляді спіралі, з кроком спіралі наприклад від 1/3 до 1/10 діаметра свердла, кожен шар якої містить елементи різної зернистості, що...
Абразивне клиновидне свердло

Номер патенту: 92485
Опубліковано: 26.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, клиновидне, свердло
Формула / Реферат:
Абразивне клиновидне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконана багатошаровою у виді клина, шириною від 4/5 до 1/5 діаметру свердла, кожен шар якої містить елементи різної зернистості, що послідовно убуває (подрібнюється) від 1/2 до 1/10 в напрямку від вершини свердла.
Попередній патент: Протиковзний пристрій
Наступний патент: Спосіб охолодження агломерату
Випадковий патент: Спосіб отримання асептичної культури ribes nigrum l. в умовах in vitro