Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ, Ліщенко Наталя Володимирівна
Формула / Реферат
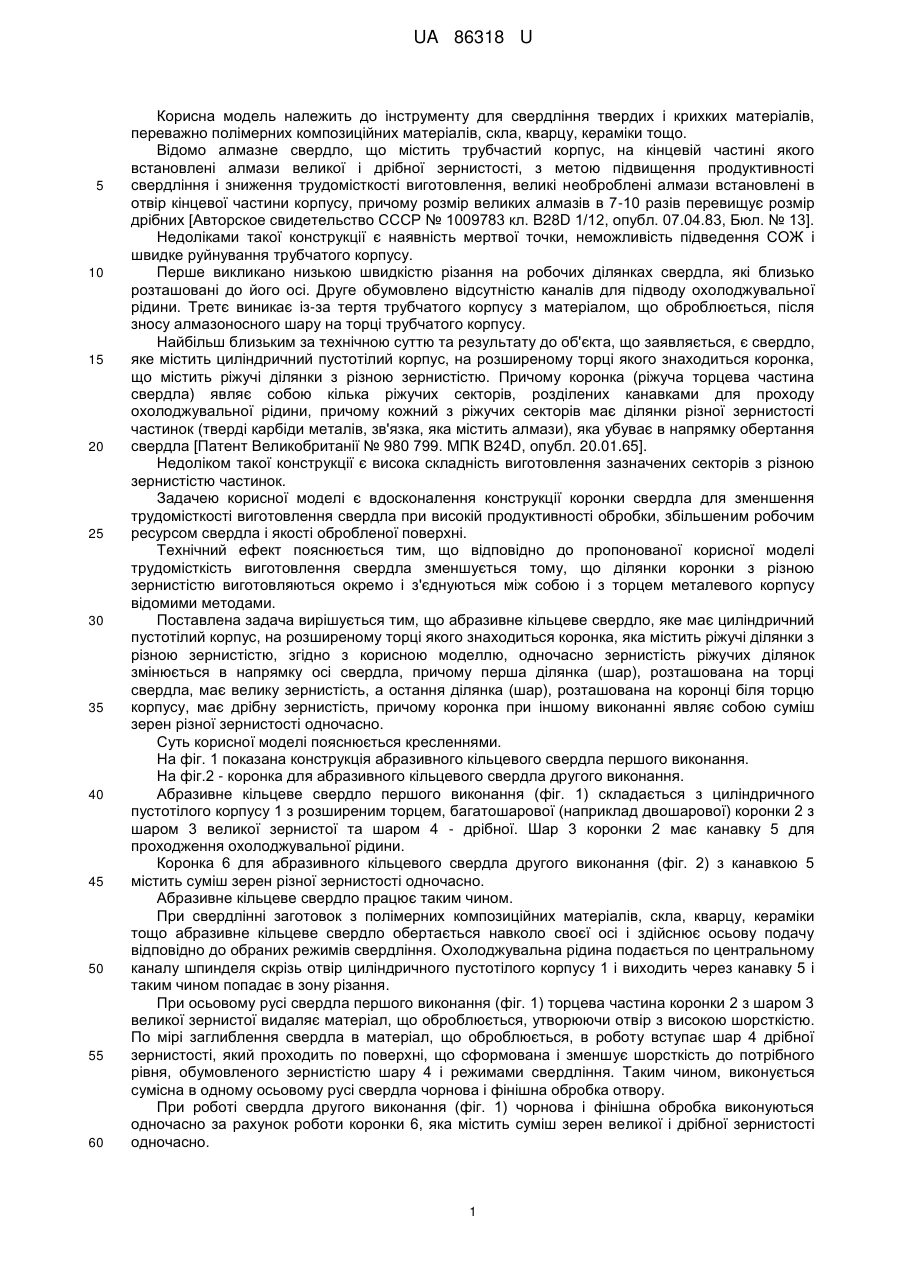
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка (шар), розташована на коронці біля торця корпусу, має дрібну зернистість.
2. Абразивне кільцеве свердло за п. 1, яке відрізняється тим, що коронка містить суміш зерен різної зернистості одночасно.
Текст
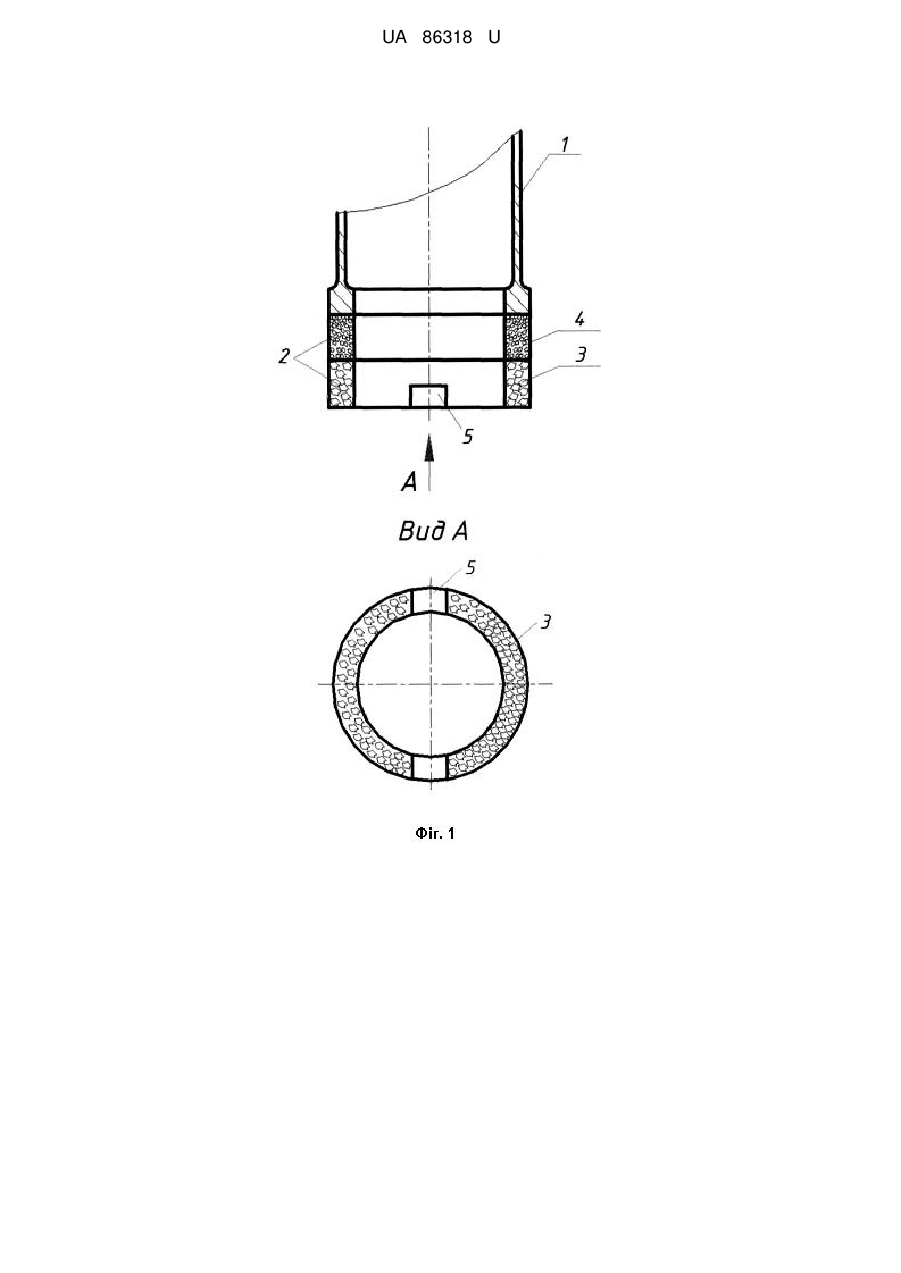
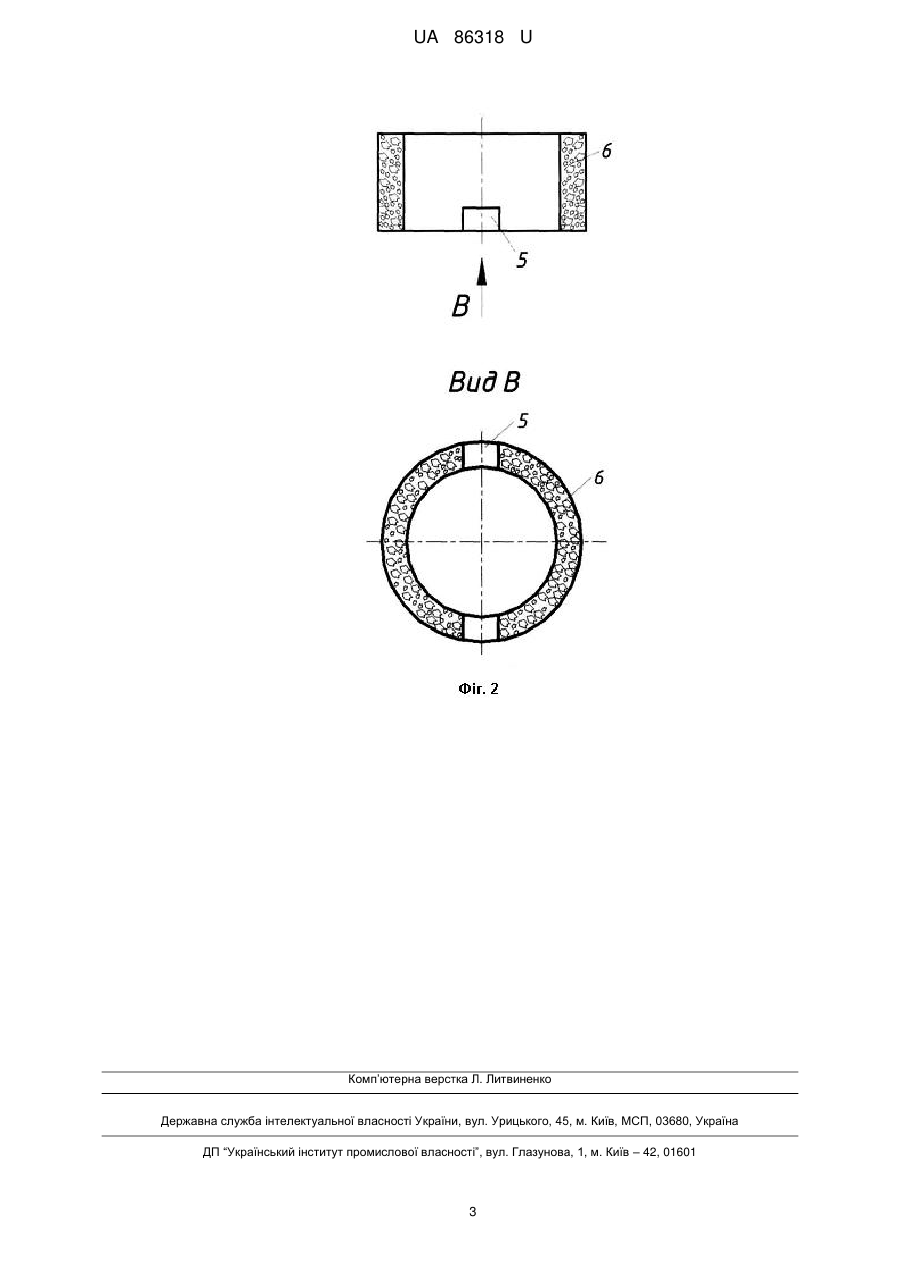
Реферат: Абразивне кільцеве свердло має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю. На торці коронки розташовані канавки для проходження охолоджувальної рідини. Зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка (шар), розташована на коронці біля торця корпусу, має дрібну зернистість. UA 86318 U (12) UA 86318 U UA 86318 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інструменту для свердління твердих і крихких матеріалів, переважно полімерних композиційних матеріалів, скла, кварцу, кераміки тощо. Відомо алмазне свердло, що містить трубчастий корпус, на кінцевій частині якого встановлені алмази великої і дрібної зернистості, з метою підвищення продуктивності свердління і зниження трудомісткості виготовлення, великі необроблені алмази встановлені в отвір кінцевої частини корпусу, причому розмір великих алмазів в 7-10 разів перевищує розмір дрібних [Авторское свидетельство СССР № 1009783 кл. B28D 1/12, опубл. 07.04.83, Бюл. № 13]. Недоліками такої конструкції є наявність мертвої точки, неможливість підведення СОЖ і швидке руйнування трубчатого корпусу. Перше викликано низькою швидкістю різання на робочих ділянках свердла, які близько розташовані до його осі. Друге обумовлено відсутністю каналів для підводу охолоджувальної рідини. Третє виникає із-за тертя трубчатого корпусу з матеріалом, що оброблюється, після зносу алмазоносного шару на торці трубчатого корпусу. Найбільш близьким за технічною суттю та результату до об'єкта, що заявляється, є свердло, яке містить циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, що містить ріжучі ділянки з різною зернистістю. Причому коронка (ріжуча торцева частина свердла) являє собою кілька ріжучих секторів, розділених канавками для проходу охолоджувальної рідини, причому кожний з ріжучих секторів має ділянки різної зернистості частинок (тверді карбіди металів, зв'язка, яка містить алмази), яка убуває в напрямку обертання свердла [Патент Великобританії № 980 799. МПК В24D, опубл. 20.01.65]. Недоліком такої конструкції є висока складність виготовлення зазначених секторів з різною зернистістю частинок. Задачею корисної моделі є вдосконалення конструкції коронки свердла для зменшення трудомісткості виготовлення свердла при високій продуктивності обробки, збільшеним робочим ресурсом свердла і якості обробленої поверхні. Технічний ефект пояснюється тим, що відповідно до пропонованої корисної моделі трудомісткість виготовлення свердла зменшується тому, що ділянки коронки з різною зернистістю виготовляються окремо і з'єднуються між собою і з торцем металевого корпусу відомими методами. Поставлена задача вирішується тим, що абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, згідно з корисною моделлю, одночасно зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка (шар), розташована на коронці біля торцю корпусу, має дрібну зернистість, причому коронка при іншому виконанні являє собою суміш зерен різної зернистості одночасно. Суть корисної моделі пояснюється кресленнями. На фіг. 1 показана конструкція абразивного кільцевого свердла першого виконання. На фіг.2 - коронка для абразивного кільцевого свердла другого виконання. Абразивне кільцеве свердло першого виконання (фіг. 1) складається з циліндричного пустотілого корпусу 1 з розширеним торцем, багатошарової (наприклад двошарової) коронки 2 з шаром 3 великої зернистої та шаром 4 - дрібної. Шар 3 коронки 2 має канавку 5 для проходження охолоджувальної рідини. Коронка 6 для абразивного кільцевого свердла другого виконання (фіг. 2) з канавкою 5 містить суміш зерен різної зернистості одночасно. Абразивне кільцеве свердло працює таким чином. При свердлінні заготовок з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо абразивне кільцеве свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до обраних режимів свердління. Охолоджувальна рідина подається по центральному каналу шпинделя скрізь отвір циліндричного пустотілого корпусу 1 і виходить через канавку 5 і таким чином попадає в зону різання. При осьовому русі свердла першого виконання (фіг. 1) торцева частина коронки 2 з шаром 3 великої зернистої видаляє матеріал, що оброблюється, утворюючи отвір з високою шорсткістю. По мірі заглиблення свердла в матеріал, що оброблюється, в роботу вступає шар 4 дрібної зернистості, який проходить по поверхні, що сформована і зменшує шорсткість до потрібного рівня, обумовленого зернистістю шару 4 і режимами свердління. Таким чином, виконується сумісна в одному осьовому русі свердла чорнова і фінішна обробка отвору. При роботі свердла другого виконання (фіг. 1) чорнова і фінішна обробка виконуються одночасно за рахунок роботи коронки 6, яка містить суміш зерен великої і дрібної зернистості одночасно. 1 UA 86318 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка (шар), розташована на коронці біля торця корпусу, має дрібну зернистість. 2. Абразивне кільцеве свердло за п. 1, яке відрізняється тим, що коронка містить суміш зерен різної зернистості одночасно. 2 UA 86318 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLARSHYN VASYL PETROVYCH
Автори російськоюЛАРШИН ВАСИЛИЙ ПЕТРОВИЧ
МПК / Мітки
Мітки: кільцеве, абразивне, свердло
Код посилання
<a href="https://ua.patents.su/5-86318-abrazivne-kilceve-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне кільцеве свердло</a>
Свердло алмазне кільцеве сегментне
Номер патенту: 69834
Опубліковано: 10.05.2012
Автор: Іванов Володимир Миколайович
МПК: B23B 51/04, B23B 51/06
Мітки: алмазне, кільцеве, свердло, сегментне
Формула / Реферат:
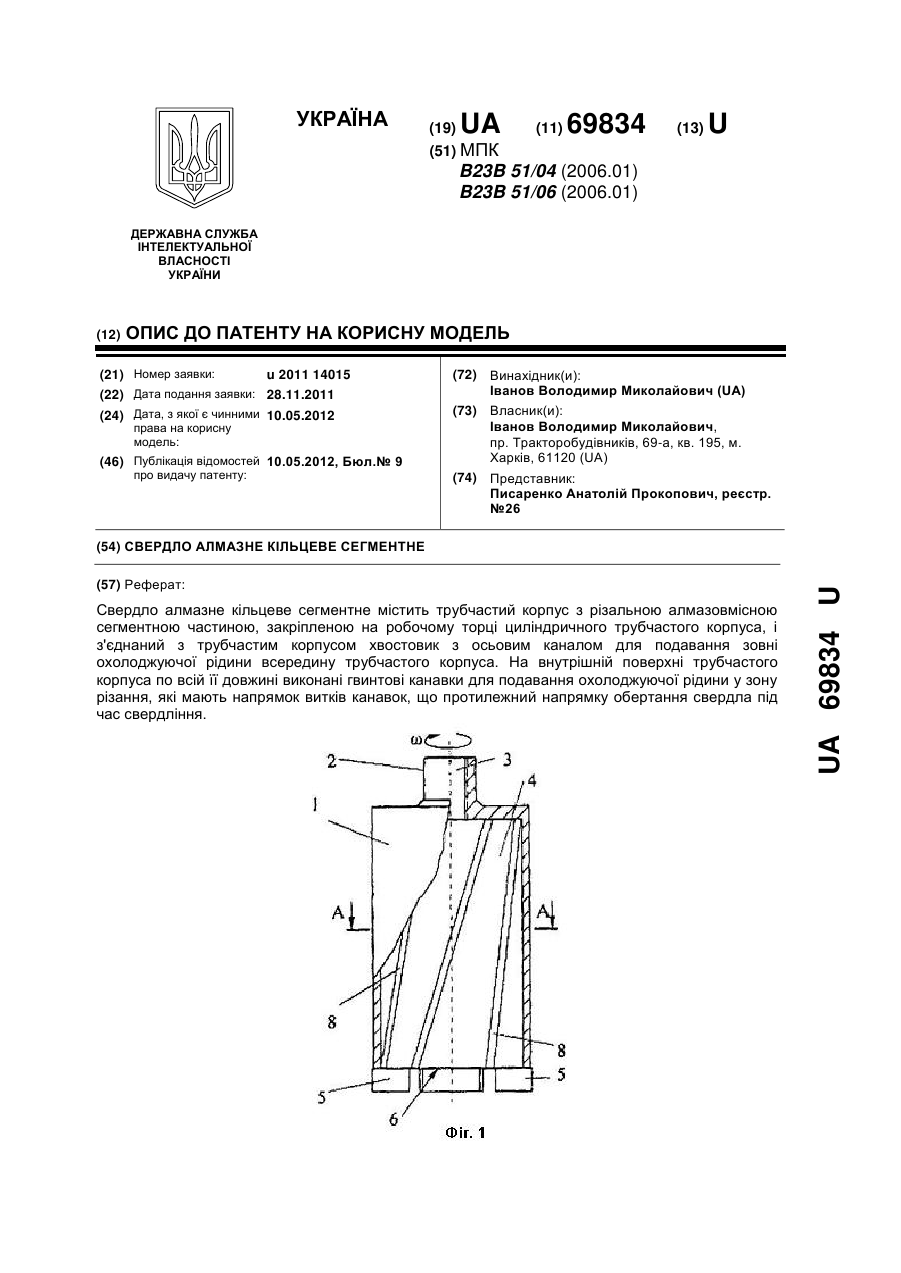
Свердло алмазне кільцеве сегментне, що містить трубчастий корпус з різальною алмазовмісною сегментною частиною, закріпленою на робочому торці циліндричного трубчастого корпуса, і з'єднаний з трубчастим корпусом хвостовик з осьовим каналом для подавання зовні охолоджуючої рідини всередину трубчастого корпуса, яке відрізняється тим, що на внутрішній поверхні трубчастого корпуса по всій її довжині виконані гвинтові канавки для подавання...
Свердло алмазне кільцеве сегментне
Номер патенту: 69833
Опубліковано: 10.05.2012
Автор: Іванов Володимир Миколайович
МПК: B23B 51/06, B23B 51/04
Мітки: сегментне, кільцеве, алмазне, свердло
Формула / Реферат:
Свердло алмазне кільцеве, що містить трубчастий корпус з різальною алмазовмісною сегментною частиною, закріпленою на робочому торці циліндричного трубчастого корпуса, і з'єднаний з трубчастим корпусом хвостовик з осьовим каналом для подавання зовні охолоджуючої рідини всередину трубчастого корпуса, яке відрізняється тим, що на зовнішній поверхні трубчастого корпуса по всій його довжині виконані гвинтові канавки для відведення охолоджуючої...
Спіральне свердло

Номер патенту: 73294
Опубліковано: 25.09.2012
Автори: Равська Наталія Сергіївна, Бесарабець Юрій Йосипович, Родін Родіон Петрович, Плівак Олександр Анатолійович, Оробченко Андрій Павлович
МПК: B23B 51/00
Формула / Реферат:
Спіральне свердло, що містить дві різальні кромки на кожному зубі, яке відрізняється тим, що різальні кромки свердла виконані як дві прямолінійні ділянки, центральні частини яких розташовані в осьовій площині свердла, а периферійні - виконані під кутом в площині, що паралельна осі свердла, де кут визначає...
Спіральне свердло

Номер патенту: 54776
Опубліковано: 17.03.2003
Автори: Мамлюк Олег Володимирович, Равська Наталья Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович
МПК: B23B 51/02
Формула / Реферат:
Спіральне свердло, що являє собою стебло із розташованими по спіралі на його поверхні двома різальними зубами, яке відрізняється тим, що по всій довжині робочої частини свердла виконана допоміжна гостро заточена різальна крайка з позитивними задніми кутами та відокремлена направляюча стрічка, яка розташована на відстані від допоміжної різальної крайки, яка дорівнює 0,15-0,25 діаметра серцевини свердла.
Свердло
Номер патенту: 28851
Опубліковано: 25.12.2007
Автори: Залепа Гліб Миколайович, Залепа Анатолій Миколайович, Залепа Микола Ананійович
МПК: B23B 51/02
Мітки: свердло
Формула / Реферат:
Свердло, що містить хвостовик і різальну частину з головними різальними кромками та поперечною, вісь якої зміщена відносно осі симетрії свердла, яке відрізняється тим, що оснащене втулкою, забезпеченою засобами фіксованого кріплення свердла, а також додатковим хвостовиком, сполученим із втулкою з можливістю фіксованого суміщення його осі співвісно з віссю поперечної кромки.
Попередній патент: Пристрій для насичення киснем горючої суміші в двигунах внутрішнього згоряння
Наступний патент: В’яжуче
Випадковий патент: Опалубка до фундаменту