Абразивне клиновидне свердло

Формула / Реферат
Абразивне клиновидне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконана багатошаровою у виді клина, шириною від 4/5 до 1/5 діаметру свердла, кожен шар якої містить елементи різної зернистості, що послідовно убуває (подрібнюється) від 1/2 до 1/10 в напрямку від вершини свердла.
Текст
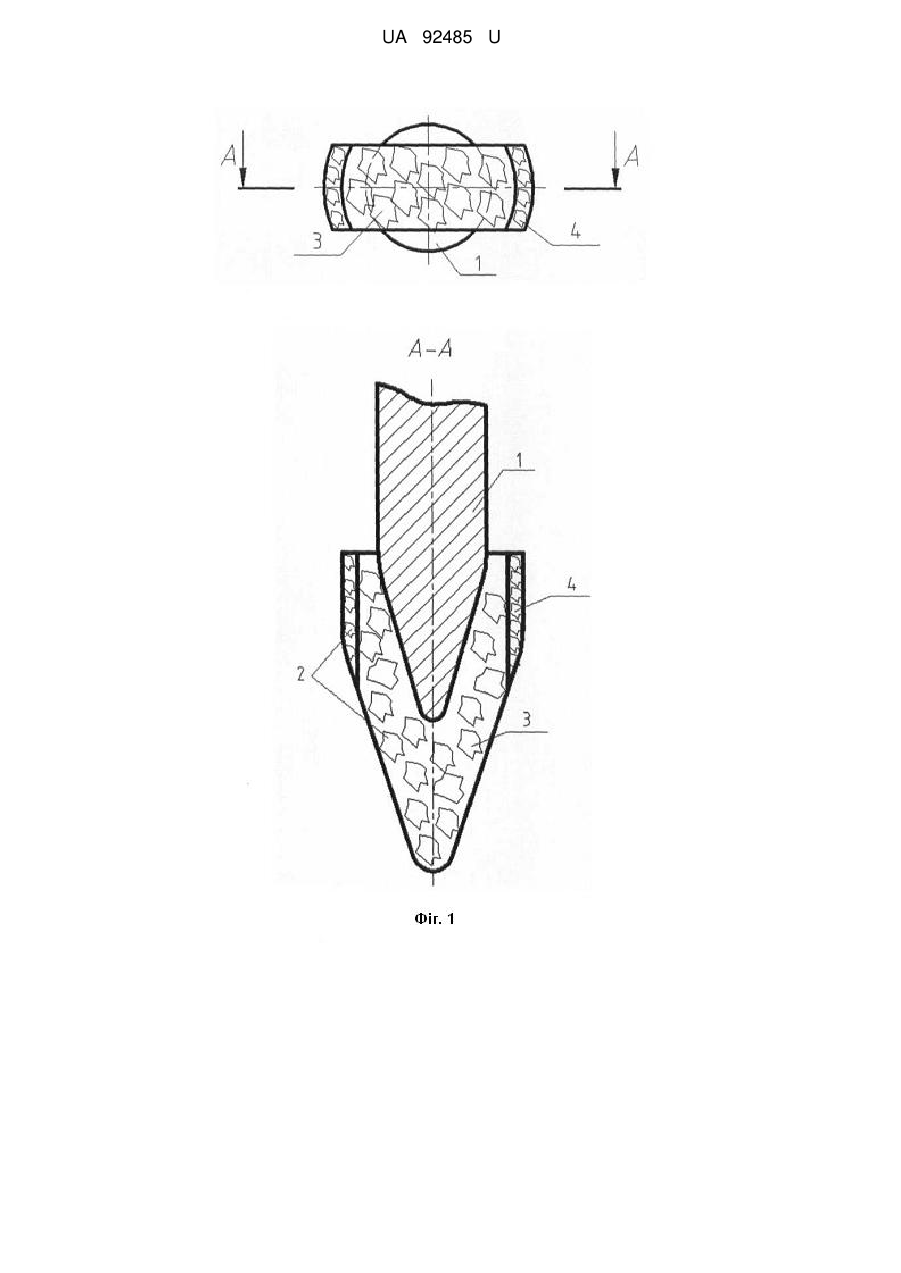
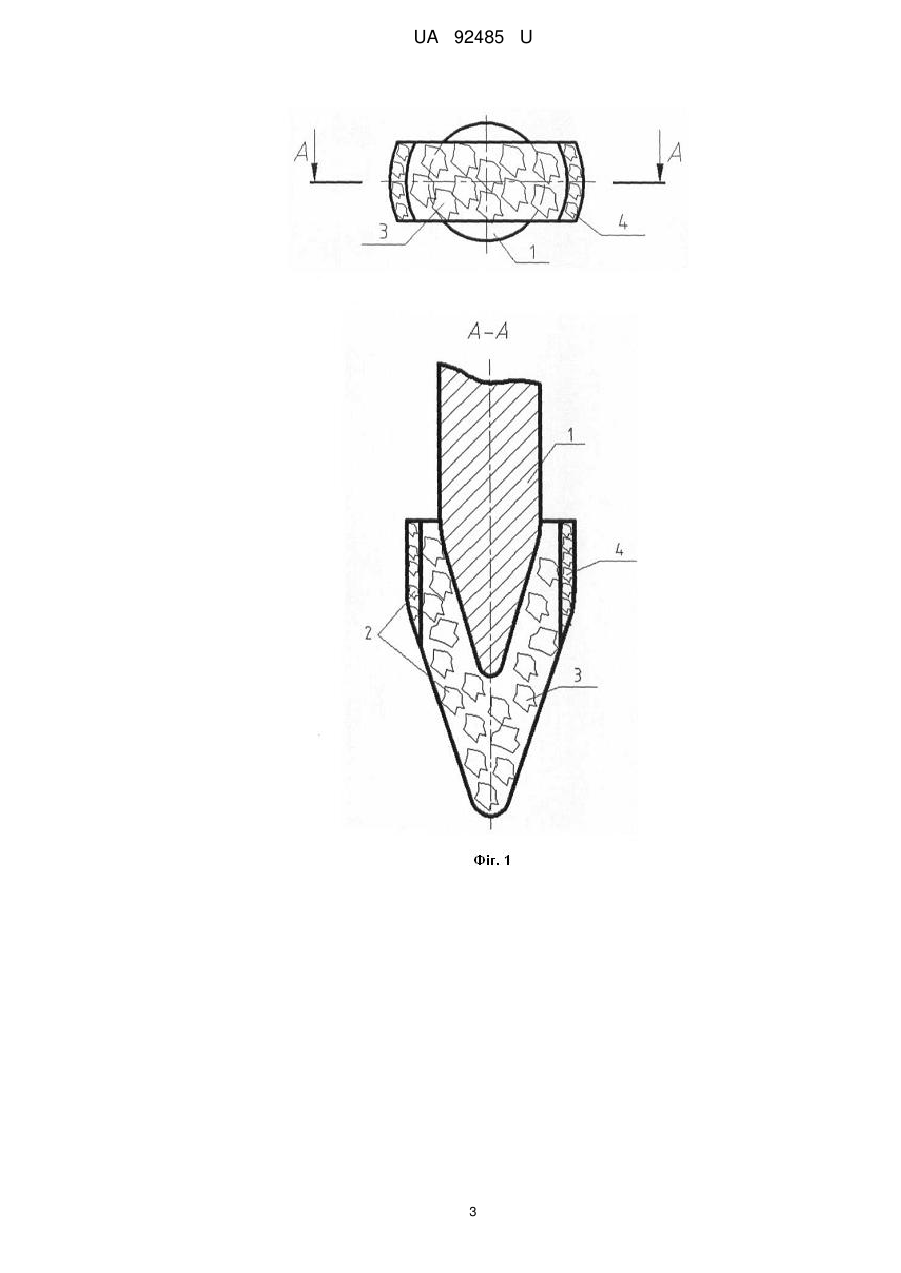
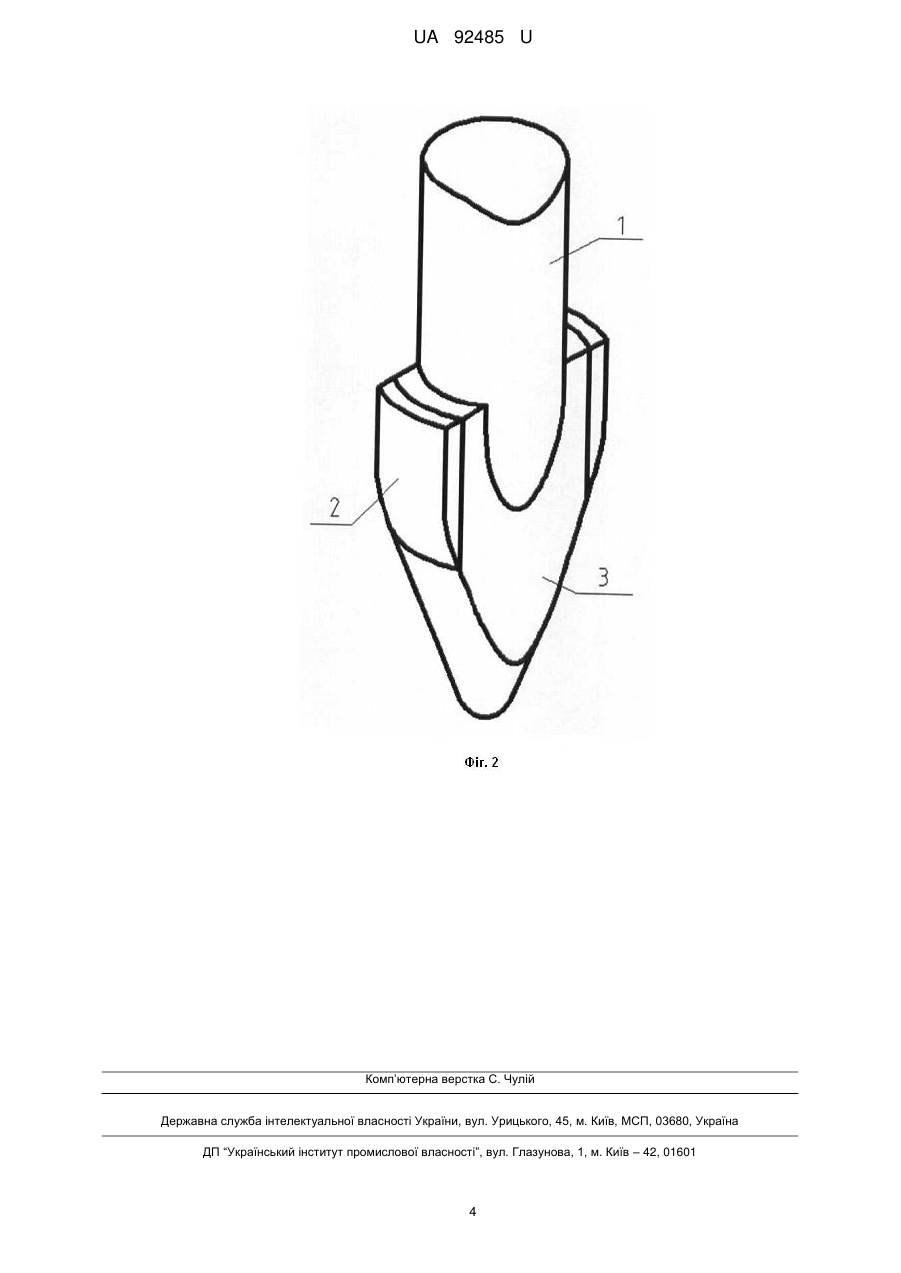
Реферат: UA 92485 U UA 92485 U 5 10 15 20 25 Корисна модель належить до інструменту для свердління отворів малого діаметру (наприклад 1-3 мм) в твердих і крихких матеріалах типа скла, кварцу, кераміки тощо, а також в полімерних композиційних матеріалах. Відомо стержневе алмазне свердло, що містить хвостовик та циліндричну абразивну частину [див. Балыков А.В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н., Москва, 2004, с. 47, рис. 1.7.а]. Недоліками такої конструкції є неможливість підведення СОЖ, високий рівень теплонапруженості в зоні обробки, низький рівень якості обробленої поверхні (шорсткість, деструктивний шар и т.д.) та точності форми отвору, яка виражається в відколах матеріалу на вході та виході інструменту. Найближчим аналогом є стержневе алмазне свердло з конічною алмазоносною частиною [див. Балыков А.В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н., Москва, 2004, с. 47, рис. 1.7. г.]. Таке виконання абразивної частини зменшує площу контакту на початку входу та виходу інструменту з оброблюваної поверхні, це дозволяє істотно знизити осьові зусилля на поверхневий шар матеріалу, що у свою чергу зменшує величину відколів. Недоліками найближчого аналога є неможливість підведення СОЖ в зону обробки. Це викликає високий рівень теплонапруженості в цій зоні і призводить до термічної деструкції матеріалу та швидкого зносу інструменту. Конічна форма абразивної частини створює важкі умови для виводу стружки. Для поліпшення стружковідведення в процесі обробки свердлу надають коливання (вгору-вниз), що знижує продуктивність обробки [див. Балыков А.В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н., Москва, 2004, с. 48]. Окрім вказаного, це свердло маючи дрібну зернистість абразиву (до 63/50) забезпечує високу якість обробленої поверхні, але в той же час, за рахунок високої міри подрібнення матеріалу заготівлі і низького коефіцієнта різальної здатності K 0,1 мм , має низьку мин H продуктивність, яку можна підвищити шляхом збільшення зернистості абразиву, що негативно 30 35 40 45 50 55 відобразиться на якості обробленої поверхні. Наприклад, при зернистості 250/200 K 0,25 мм мин H [див. Алмазное сверление деталей из труднообрабатываемых неметаллических материалов /А.В. Балыков, А.А. Цесарский. - М.: Машиностроение, 1980, 65 с.]. В основу корисної моделі поставлено задачу вдосконалення кінцевої робочої частини свердла, завдяки чому забезпечуватиметься підвищення точності форми отвору та якості обробленої поверхні. Поставлена задача вирішується тим, що свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, має конічну абразивну частину, яка виконана багатошаровою у виді клина, шириною від 4/5 до 1/5 діаметру свердла, кожен шар якої містить елементи різної зернистості, що послідовно убуває (подрібнюється) від 1/2 до 1/10 в напрямку від вершини свердла. Таке виконання робочої абразивної частини свердла дає можливість підведення СОЖ безпосередньо в зону різання, покращує умови стружковидалення та створює умови для "переривистого шліфування", що знижує рівень теплонапруженості процесу [див. Технология машиностроения: учебник /А.В. Якимов, А.А. Якимов, В.П. Ларшин, В.И. Свирщев. - Пермь: ПГТУ, 2002. - с. 221]. Забезпечується зниження сил різання, зо окремо осьового зусилля різання, що зменшує величину відколів в поверхневому шарі матеріалу. Підвищується коефіцієнт різальної здатності і знижується рівня диспергування (подрібнення стружки). Це обумовлює зниження теплонапруженості в зоні обробки, підвищується зносостійкість алмазних зерен. Вказане разом, дає можливість вести процес свердління на більш інтенсивних режимах обробки, зменшити шорсткість поверхні, усунути теплові дефекти і підвищувати точність форми отвору за рахунок зменшення відколів матеріалу. Суть корисної моделі пояснюється фігурами, на яких показано: Фігура 1 - конструкція двошарового клиновидного свердла. Фігура 2 - додатковий вид конструкції двошарового клиновидного свердла. Багатошарове клиновидне свердло складається з циліндричного корпусу 1, абразивної частини 2, крупнозернистого шару абразивної частини 3 та дрібнозернистого шару абразивної частини 4. Багатошарове клиновидне свердло працює таким чином. 1 UA 92485 U 5 10 15 20 При свердлінні заготовок, наприклад з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо, абразивне свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до обраних режимів свердління. Охолоджувальна рідина подається, наприклад, струменево-напірним методом до заднього торцю абразивної частини і таким чином періодично попадає в зону різання. При обертанні свердла кожна ділянка ріжучої частини свердла утворює в деталі отвір обмежений максимальним діаметром цієї ділянки. Крупнозерниста ділянка 3 видаляє матеріал, що оброблюється, і утворює отвір з високою шорсткістю. По мірі заглиблення свердла в матеріал, що оброблюється, в роботу вступає шар 4 дрібної зернистості, який проходить по поверхні, що сформована, і зменшує шорсткість до потрібного рівня, обумовленого зернистістю шару 4 і режимами свердління. Таким чином, виконується сумісна чорнова і фінішна обробка отвору в одному осьовому русі свердла. Вибір кількості і товщини шарів з різною зернистістю може бути розраховано по відомим залежностям, або визначено експериментально для конкретних умов обробки, наприклад, два шари висотою 3 мм кожен із зернистістю 200/160 і 60/40 мм, відповідно. Вибір ширини клина може бути розраховано по відомим залежностям для теплонапруженості процесу переривистого шліфування або визначено з умов стружкоутворення та рекомендованого об'єму СОЖ. Наприклад, ширина клина складає 1/2 діаметра свердла. Конструктивно абразивний стержень з ділянками різної зернистості у виді клину може бути виконано відомими способами гальваностегії, гальванопластики, порошкової металургії, мікроплазмового напилювання та іншими. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Абразивне клиновидне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконана багатошаровою у виді клина, шириною від 4/5 до 1/5 діаметру свердла, кожен шар якої містить елементи різної зернистості, що послідовно убуває (подрібнюється) від 1/2 до 1/10 в напрямку від вершини свердла. 2 UA 92485 U 3 UA 92485 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: клиновидне, свердло, абразивне
Код посилання
<a href="https://ua.patents.su/6-92485-abrazivne-klinovidne-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне клиновидне свердло</a>
Абразивне кільцеве свердло
Номер патенту: 92382
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: свердло, абразивне, кільцеве
Формула / Реферат:
Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці або на кінцевій частині корпуса знаходиться коронка, яка відрізняється тим, що кільцева абразивна частина містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла.
Абразивне архімедове свердло

Номер патенту: 92358
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: свердло, архімедове, абразивне
Формула / Реферат:
Абразивне Архімедове свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, має циліндричну абразивну частину з загостреним з однієї сторони торцем, яке відрізняється тим, що циліндрична абразивна частина з загостреним з однієї сторони торцем виконана двошаровою у вигляді спіралі, з кроком спіралі наприклад від 1/3 до 1/10 діаметра свердла, кожен шар якої містить елементи різної зернистості, що...
Абразивне конічне свердло
Номер патенту: 88720
Опубліковано: 25.03.2014
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
МПК: B28D 1/12
Мітки: абразивне, свердло, конічне
Формула / Реферат:
Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла,...
Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ларшин Василь Петрович, Ліщенко Наталя Володимирівна, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, кільцеве, свердло
Формула / Реферат:
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка...
Свердло

Номер патенту: 39935
Опубліковано: 25.03.2009
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/00
Мітки: свердло
Формула / Реферат:
Свердло, що містить корпус, різальна частина якого включає центральну, проміжні і периферійну касети з різальними пластинами, яке відрізняється тим, що центральна різальна пластина виконана з високоміцного матеріалу, з σ>2000 МПа.
Попередній патент: Спосіб представлення і використання знань
Наступний патент: Пристрій для визначення коефіцієнта температуропровідності твердих тіл
Випадковий патент: Залізнична цистерна для затвердіваючих рідин