Абразивне кільцеве свердло
Формула / Реферат
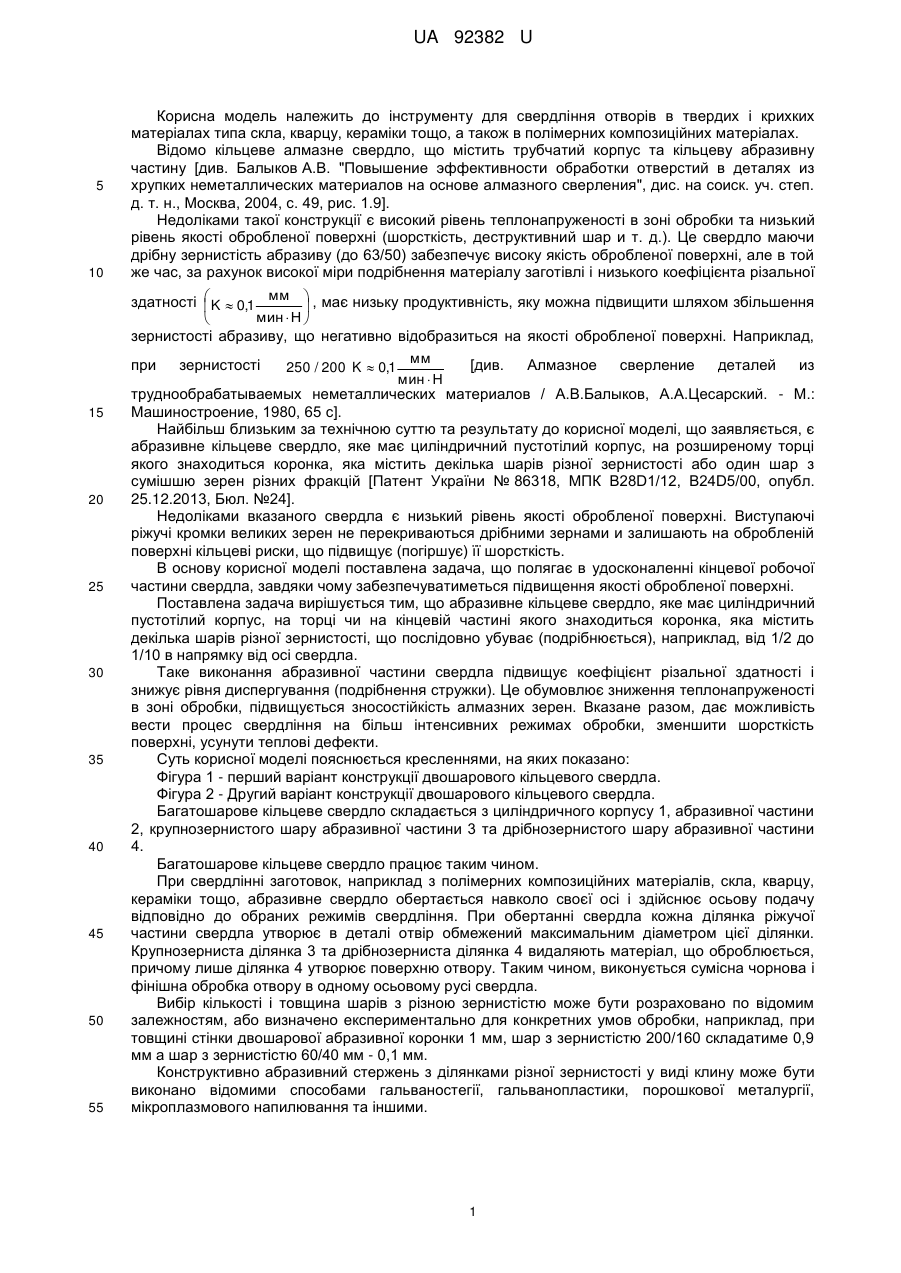
Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці або на кінцевій частині корпуса знаходиться коронка, яка відрізняється тим, що кільцева абразивна частина містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла.
Текст
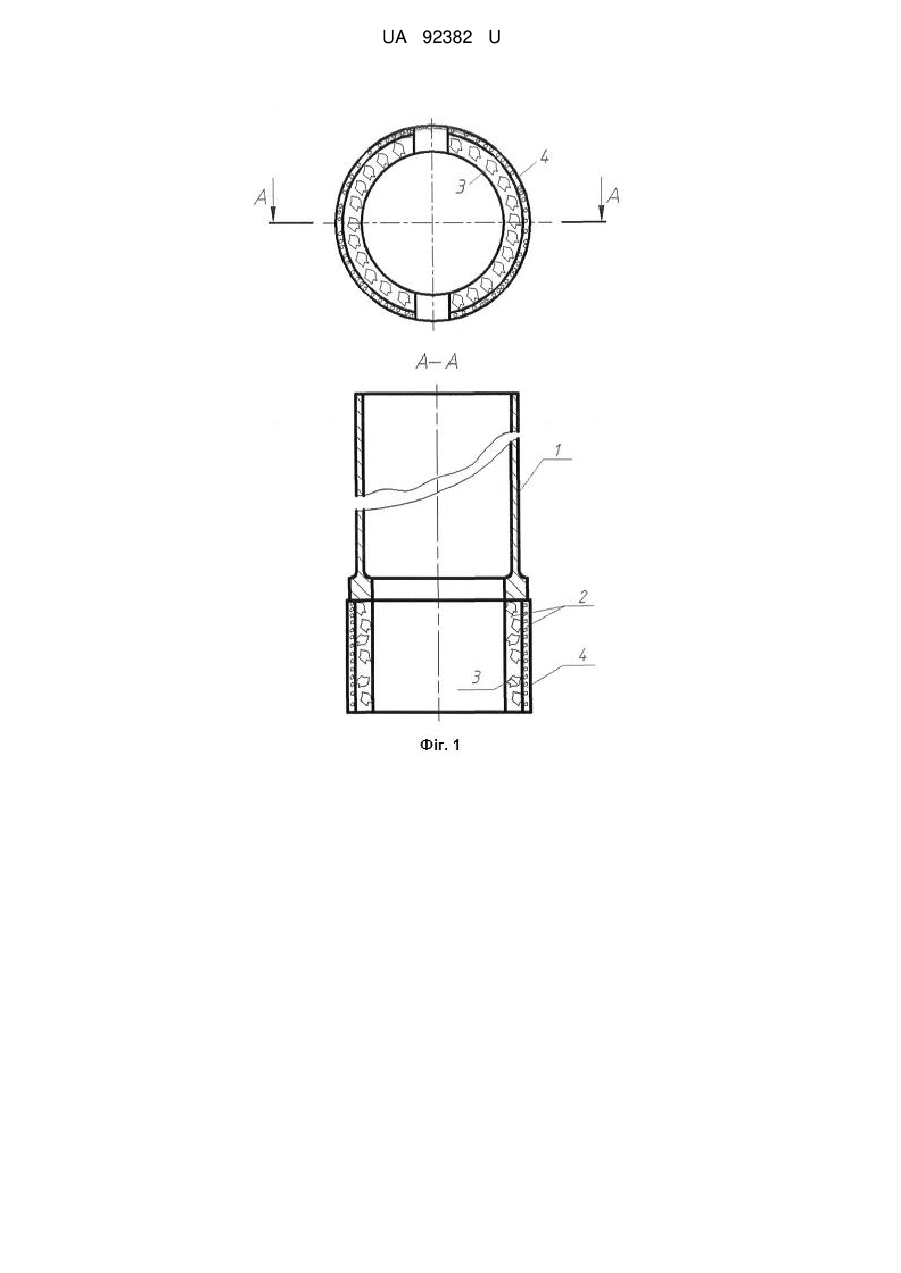
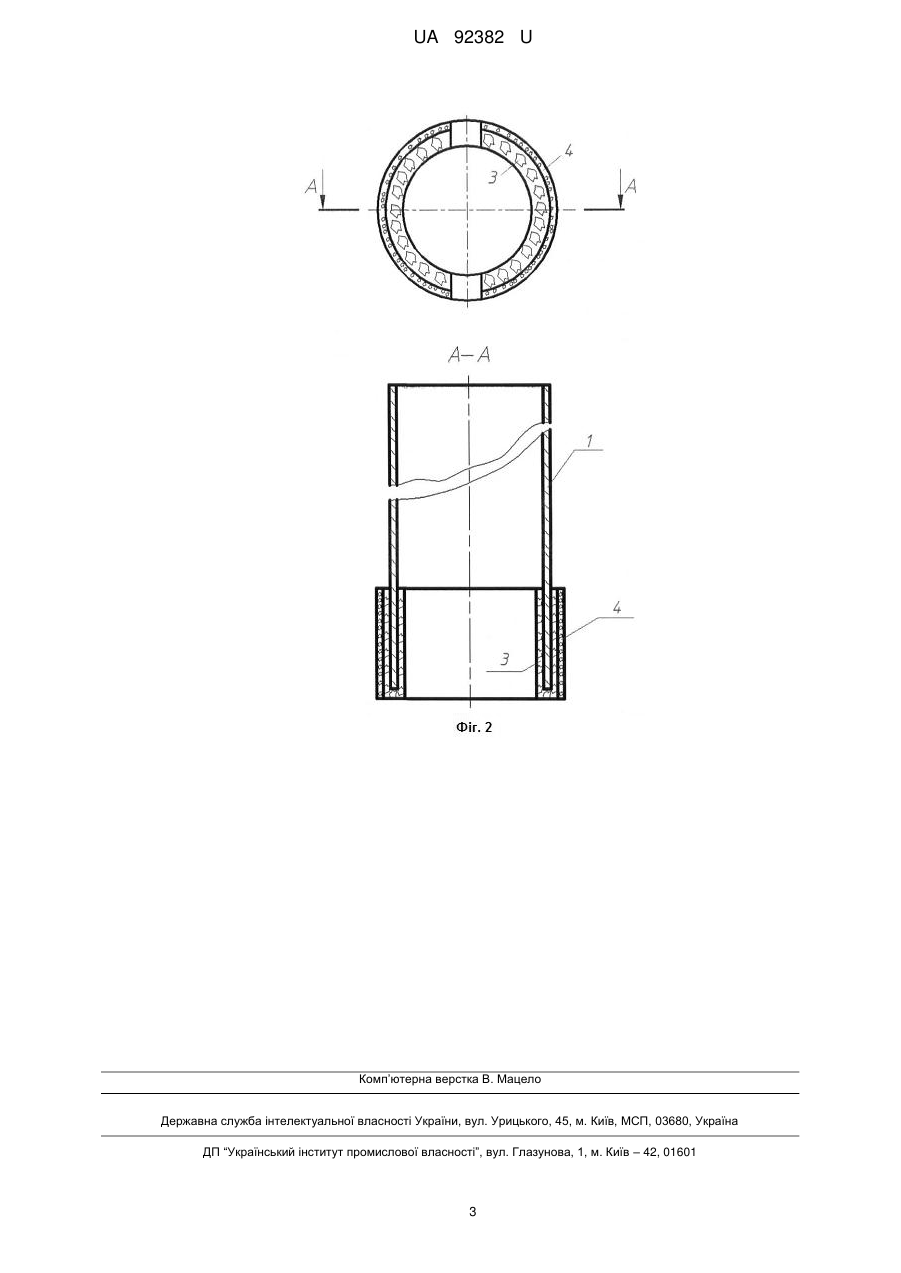
Реферат: UA 92382 U UA 92382 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до інструменту для свердління отворів в твердих і крихких матеріалах типа скла, кварцу, кераміки тощо, а також в полімерних композиційних матеріалах. Відомо кільцеве алмазне свердло, що містить трубчатий корпус та кільцеву абразивну частину [див. Балыков А.В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н., Москва, 2004, с. 49, рис. 1.9]. Недоліками такої конструкції є високий рівень теплонапруженості в зоні обробки та низький рівень якості обробленої поверхні (шорсткість, деструктивний шар и т. д.). Це свердло маючи дрібну зернистість абразиву (до 63/50) забезпечує високу якість обробленої поверхні, але в той же час, за рахунок високої міри подрібнення матеріалу заготівлі і низького коефіцієнта різальної здатності K 0,1 мм , має низьку продуктивність, яку можна підвищити шляхом збільшення мин Н зернистості абразиву, що негативно відобразиться на якості обробленої поверхні. Наприклад, мм при зернистості [див. Алмазное сверление деталей из 250 / 200 K 0,1 мин Н труднообрабатываемых неметаллических материалов / А.В.Балыков, А.А.Цесарский. - М.: Машиностроение, 1980, 65 с]. Найбільш близьким за технічною суттю та результату до корисної моделі, що заявляється, є абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить декілька шарів різної зернистості або один шар з сумішшю зерен різних фракцій [Патент України № 86318, МПК B28D1/12, B24D5/00, опубл. 25.12.2013, Бюл. №24]. Недоліками вказаного свердла є низький рівень якості обробленої поверхні. Виступаючі ріжучі кромки великих зерен не перекриваються дрібними зернами и залишають на обробленій поверхні кільцеві риски, що підвищує (погіршує) її шорсткість. В основу корисної моделі поставлена задача, що полягає в удосконаленні кінцевої робочої частини свердла, завдяки чому забезпечуватиметься підвищення якості обробленої поверхні. Поставлена задача вирішується тим, що абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці чи на кінцевій частині якого знаходиться коронка, яка містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла. Таке виконання абразивної частини свердла підвищує коефіцієнт різальної здатності і знижує рівня диспергування (подрібнення стружки). Це обумовлює зниження теплонапруженості в зоні обробки, підвищується зносостійкість алмазних зерен. Вказане разом, дає можливість вести процес свердління на більш інтенсивних режимах обробки, зменшити шорсткість поверхні, усунути теплові дефекти. Суть корисної моделі пояснюється кресленнями, на яких показано: Фігура 1 - перший варіант конструкції двошарового кільцевого свердла. Фігура 2 - Другий варіант конструкції двошарового кільцевого свердла. Багатошарове кільцеве свердло складається з циліндричного корпусу 1, абразивної частини 2, крупнозернистого шару абразивної частини 3 та дрібнозернистого шару абразивної частини 4. Багатошарове кільцеве свердло працює таким чином. При свердлінні заготовок, наприклад з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо, абразивне свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до обраних режимів свердління. При обертанні свердла кожна ділянка ріжучої частини свердла утворює в деталі отвір обмежений максимальним діаметром цієї ділянки. Крупнозерниста ділянка 3 та дрібнозерниста ділянка 4 видаляють матеріал, що оброблюється, причому лише ділянка 4 утворює поверхню отвору. Таким чином, виконується сумісна чорнова і фінішна обробка отвору в одному осьовому русі свердла. Вибір кількості і товщина шарів з різною зернистістю може бути розраховано по відомим залежностям, або визначено експериментально для конкретних умов обробки, наприклад, при товщині стінки двошарової абразивної коронки 1 мм, шар з зернистістю 200/160 складатиме 0,9 мм а шар з зернистістю 60/40 мм - 0,1 мм. Конструктивно абразивний стержень з ділянками різної зернистості у виді клину може бути виконано відомими способами гальваностегії, гальванопластики, порошкової металургії, мікроплазмового напилювання та іншими. 1 UA 92382 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці або на кінцевій частині корпуса знаходиться коронка, яка відрізняється тим, що кільцева абразивна частина містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла. 2 UA 92382 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: кільцеве, свердло, абразивне
Код посилання
<a href="https://ua.patents.su/5-92382-abrazivne-kilceve-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне кільцеве свердло</a>
Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ, Ліщенко Наталя Володимирівна
Мітки: свердло, кільцеве, абразивне
Формула / Реферат:
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка...
Абразивне архімедове свердло

Номер патенту: 92358
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, свердло, архімедове
Формула / Реферат:
Абразивне Архімедове свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, має циліндричну абразивну частину з загостреним з однієї сторони торцем, яке відрізняється тим, що циліндрична абразивна частина з загостреним з однієї сторони торцем виконана двошаровою у вигляді спіралі, з кроком спіралі наприклад від 1/3 до 1/10 діаметра свердла, кожен шар якої містить елементи різної зернистості, що...
Абразивне конічне свердло
Номер патенту: 88720
Опубліковано: 25.03.2014
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
МПК: B28D 1/12
Мітки: конічне, свердло, абразивне
Формула / Реферат:
Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла,...
Свердло алмазне кільцеве сегментне
Номер патенту: 69834
Опубліковано: 10.05.2012
Автор: Іванов Володимир Миколайович
МПК: B23B 51/06, B23B 51/04
Мітки: кільцеве, алмазне, свердло, сегментне
Формула / Реферат:
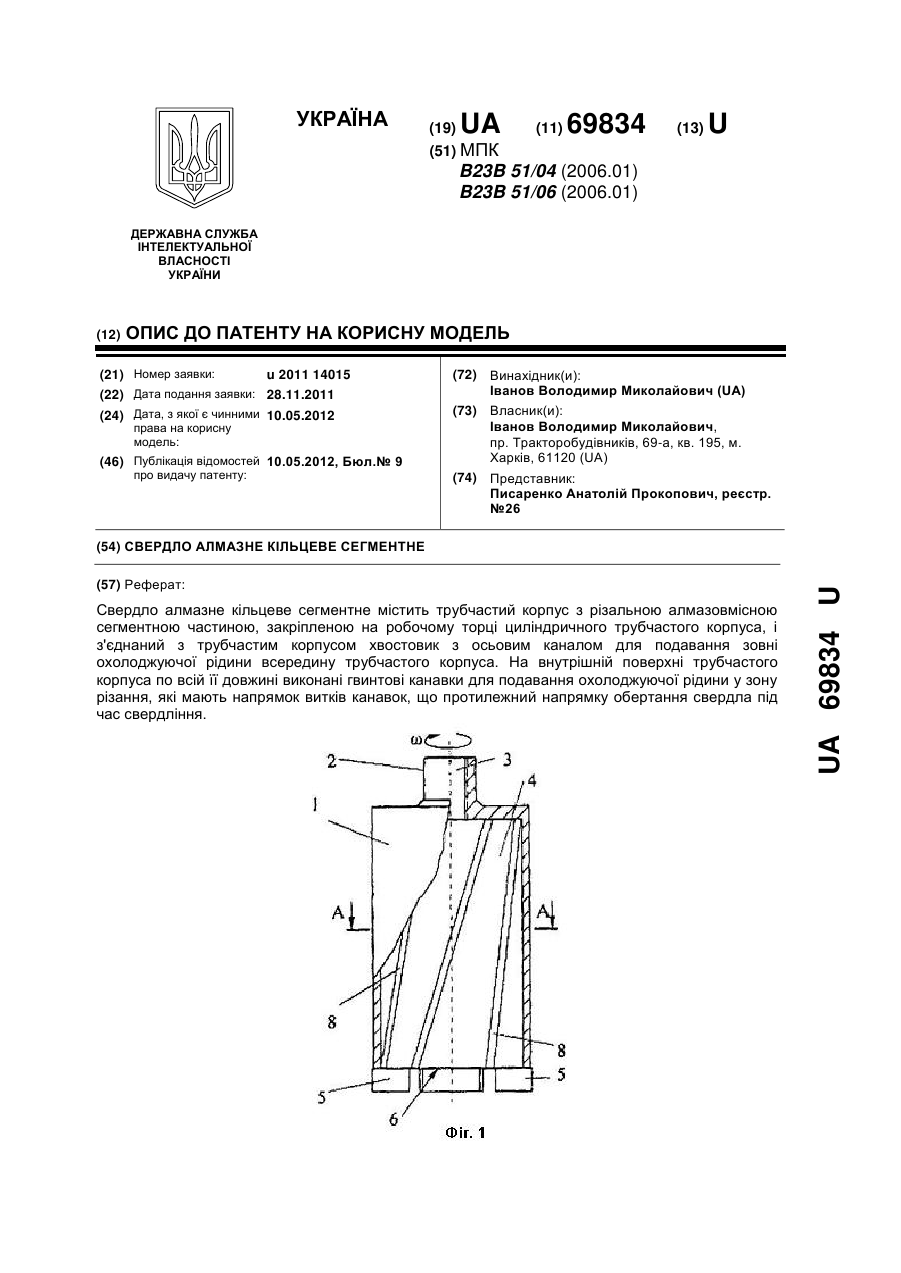
Свердло алмазне кільцеве сегментне, що містить трубчастий корпус з різальною алмазовмісною сегментною частиною, закріпленою на робочому торці циліндричного трубчастого корпуса, і з'єднаний з трубчастим корпусом хвостовик з осьовим каналом для подавання зовні охолоджуючої рідини всередину трубчастого корпуса, яке відрізняється тим, що на внутрішній поверхні трубчастого корпуса по всій її довжині виконані гвинтові канавки для подавання...
Свердло алмазне кільцеве сегментне
Номер патенту: 69833
Опубліковано: 10.05.2012
Автор: Іванов Володимир Миколайович
МПК: B23B 51/04, B23B 51/06
Мітки: кільцеве, сегментне, свердло, алмазне
Формула / Реферат:
Свердло алмазне кільцеве, що містить трубчастий корпус з різальною алмазовмісною сегментною частиною, закріпленою на робочому торці циліндричного трубчастого корпуса, і з'єднаний з трубчастим корпусом хвостовик з осьовим каналом для подавання зовні охолоджуючої рідини всередину трубчастого корпуса, яке відрізняється тим, що на зовнішній поверхні трубчастого корпуса по всій його довжині виконані гвинтові канавки для відведення охолоджуючої...
Попередній патент: Спосіб визначення ступеня прикріплення мікробних клітин до поверхні катетерів
Наступний патент: Технічний комплекс ракети-носія
Випадковий патент: Спосіб лікування червоного плоского лишаю