Пристрій для торцевого загартування зразків з металу
Номер патенту: 109794
Опубліковано: 12.09.2016
Автори: Передиста Наталія Миколаївна, Рожко Віктор Васильович
Формула / Реферат
1. Пристрій для торцевого загартування зразків з металу, що містить стіл, утримуючий кронштейн, патрубок підводу води з краном і соплом, розташованим так, що прямовисна вісь зразка і сопла співпадають, а відношення їхніх діаметрів становить 2:1 відповідно, який відрізняється тим, що утримуючий кронштейн виконаний з горизонтальним щілинним пазом і забезпечений знімною заслінкою з контрольним отвором, діаметр якого менше діаметра зразка, причому їхні прямовисні осі співпадають, а сопло патрубка підводу води виконане з зовнішньою різьбою.
2. Пристрій за п. 1, який відрізняється тим, що він обладнаний плитою, жорстко прикріпленою до столу, виконаною з різьбовим отвором і сполученою з соплом патрубка підводу води.
Текст
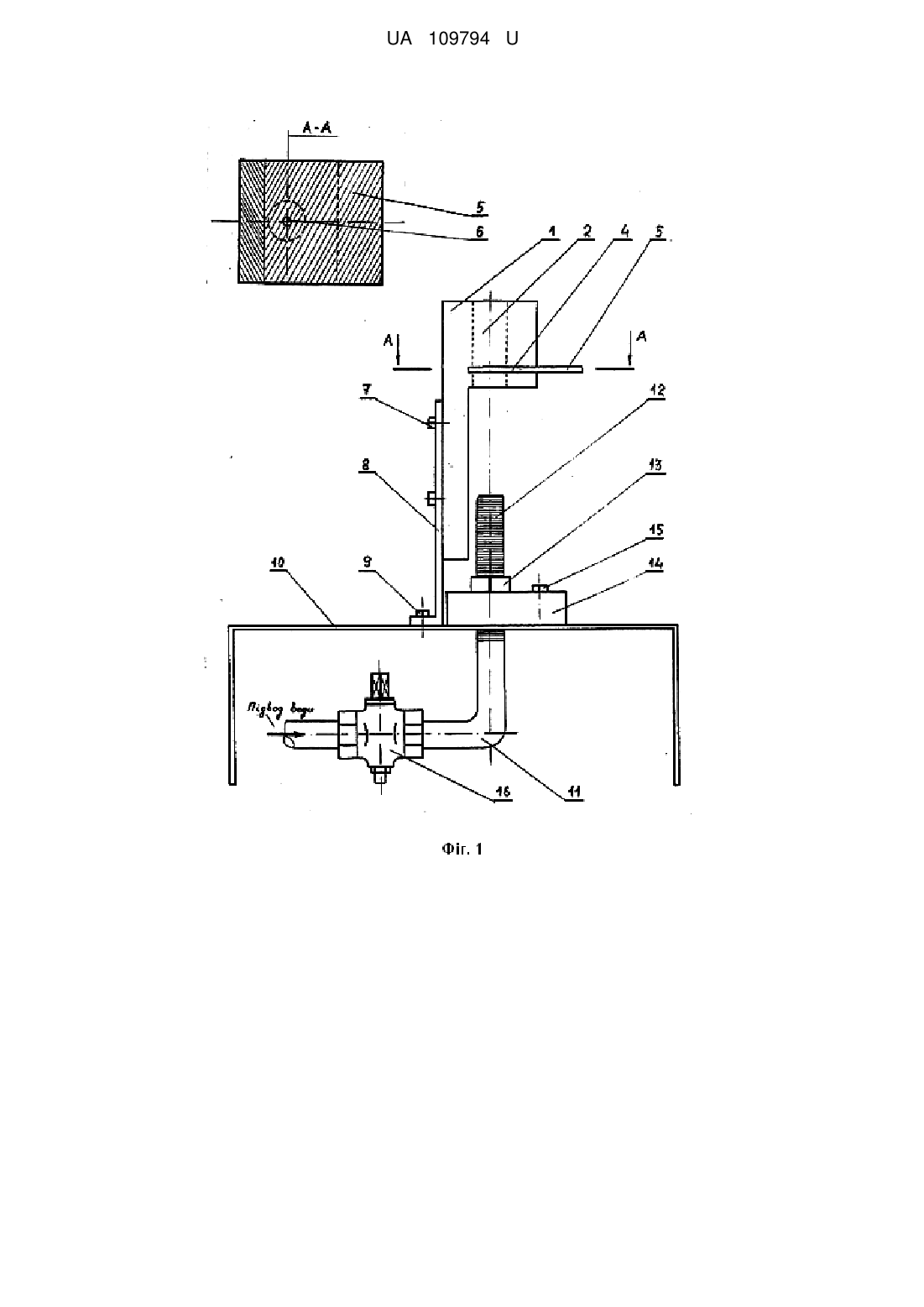
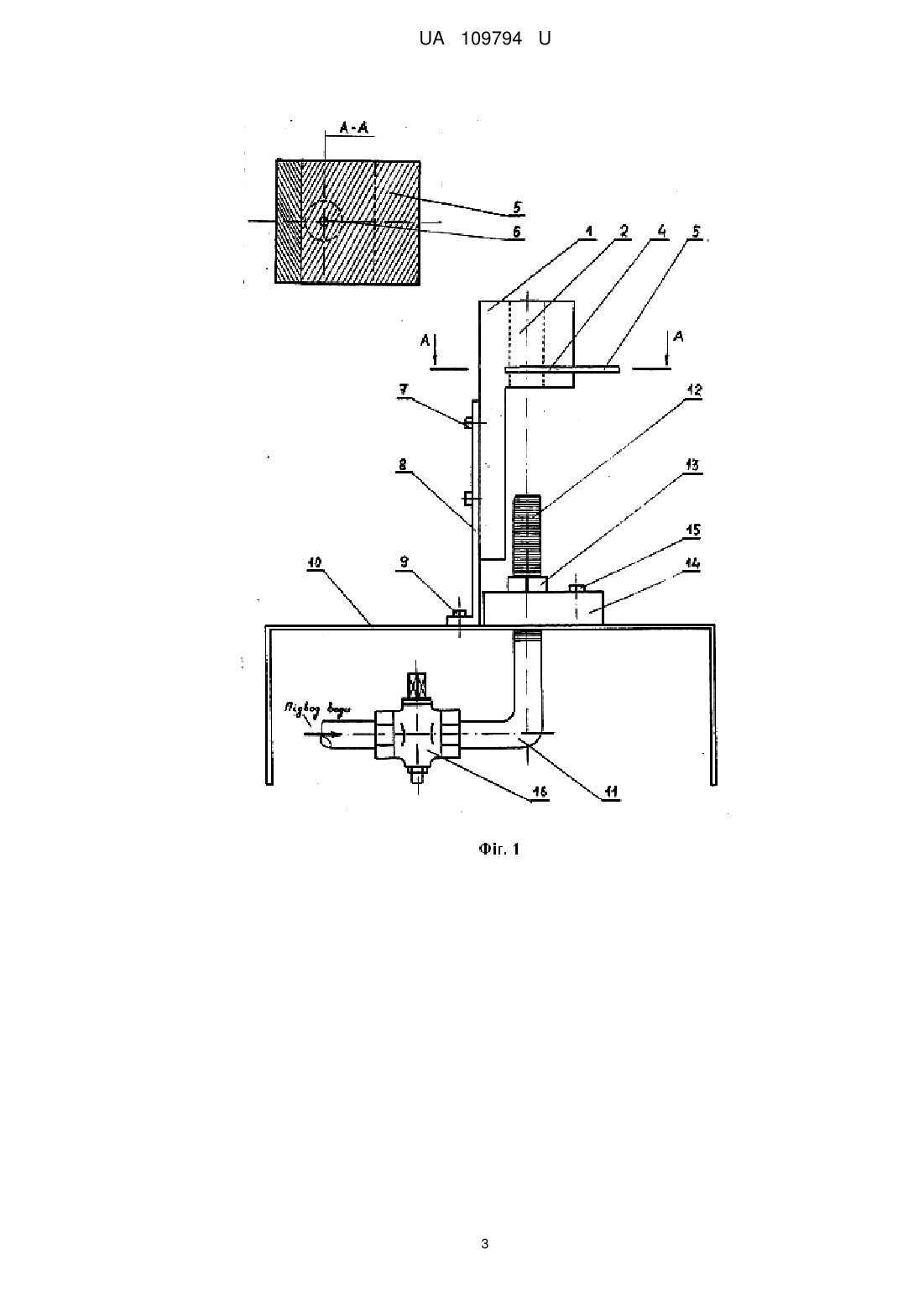
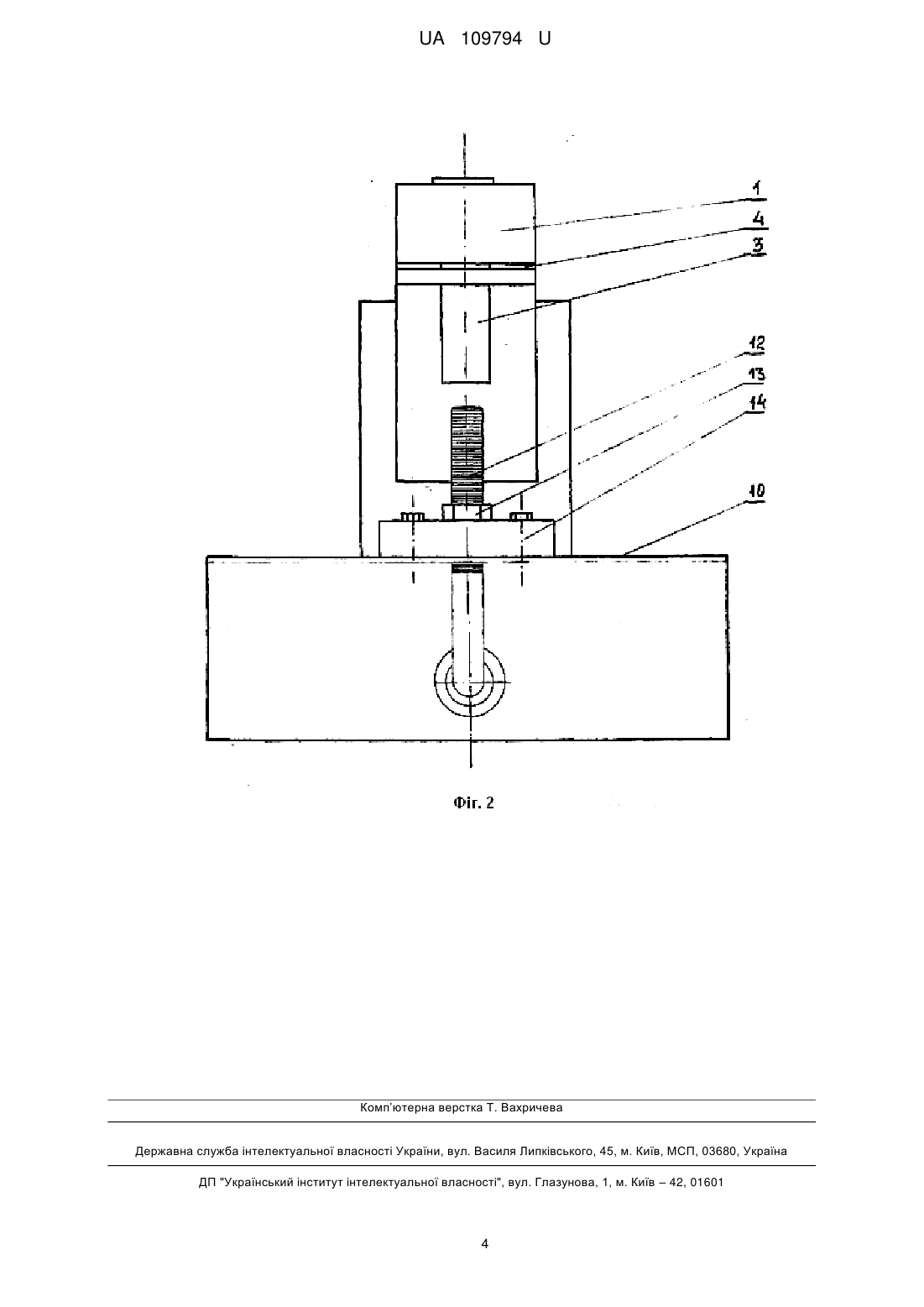
Реферат: Пристрій для торцевого загартування зразків з металу містить стіл, утримуючий кронштейн, патрубок підводу води з краном і соплом, розташованим так, що прямовисна вісь зразка і сопла співпадають, а відношення їхніх діаметрів становить 2:1, відповідно. Утримуючий кронштейн виконаний з горизонтальним щілинним пазом і забезпечений знімною заслінкою з контрольним отвором, діаметр якого менше діаметра зразка, причому їхні прямовисні осі співпадають. Сопло патрубка підводу води виконане з зовнішньою різьбою. UA 109794 U (54) ПРИСТРІЙ ДЛЯ ТОРЦЕВОГО ЗАГАРТУВАННЯ ЗРАЗКІВ З МЕТАЛУ UA 109794 U UA 109794 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до випробувального устаткування і може використовуватися як в машинобудуванні, на металургійних підприємствах, так і в тих галузях народного господарства, де є потреба в проведенні випробувань на прогартовуваність для визначення глибини проникнення загартованої зони в металовиробах, відповідно до ГОСТ 5657-69. Відповідно до ГОСТ 5657-69, випробування на прогартовуваність сталі стандартним методом торцевого загартування (метод Джоміні) полягає в тому, що один торець циліндричного зразка, нагрітого до температури загартування, охолоджують водою в спеціальному пристрої, який повинен відповідати наступним основним вимогам: зразок повинен бути встановлений прямовисно торцевою поверхнею над соплом, осі зразка і сопла повинні збігатися, при цьому діаметр зразка повинен становити (25±0,25) мм, а діаметр сопла (12,5±0,5) мм; висота струменя води в процесі охолодження повинна бути постійною, причому висота вільного струменя води повинна становити (65+5) мм; вода повинна торкатися тільки торця зразка, не омиваючи його циліндричної поверхні; відстань від сопла до торця зразка повинна складати (12,5±0,5) мм. Відомий пристрій для торцевого загартування зразків з металу складений зі штативу, що утримує зразок, торець якого омивається з сопла струменем води, яка подається з напорного бака (И.И. Новиков Теория термической обработки металлов. - Издание 3-е. - Изд-во "Металлургия", 1978. - С. 238). Цей пристрій має деякі недоліки, такі як проблематичність забезпечення і контролю висоти вільного струменя води, і, як наслідок, точного виміру твердості досліджуваного металевого зразка. Найбільш близьким за технічною суттю та досягнутим технічним результатом до запропонованої корисної моделі є пристрій для торцевого загартування зразків з металу, який містить стіл, кронштейн, що утримує зразок, патрубок підводу води з соплом, через яке подається вода для охолодження торця зразка. Висота струменя води регулюється краном. (Справочник металлиста. - Издание 3-е. - Изд-во "Машиностроение", 1976. - Т. 2. - С. 314). Конструкція пристрою також не дозволяє якісно контролювати висоту вільного струменя води, так як останній має вимірюватися під напором води звичайною лінійкою або циркулем, що не є зручним, і тому негативно відображається на результатах виміру твердості досліджуваного зразка. В основу корисної моделі поставлено задачу вдосконалення відомого пристрою для торцевого загартування зразків з металу шляхом конструктивної зміни кронштейна і додаткового введення знімної заслінки для контролю висоти вільного струменя води, що дозволить збільшити точність та забезпечити відтворення результатів випробувань на прогартовуваність, відповідно до ГОСТ 5657-69. В іншій конкретній формі виконання, пристрій для торцевого загартування зразків з металу містить плиту з різьбовим отвором. Поставлена задача вирішується тим, що у пристрої для торцевого загартування зразків з металу, що містить стіл, утримуючий кронштейн, патрубок підводу води з краном і соплом, розташованим так, що прямовисна вісь зразка і сопла співпадають, а відношення їхніх діаметрів становить 2:1 відповідно, згідно з корисною моделлю, утримуючий кронштейн виконаний з горизонтальним щілинним пазом і забезпечений знімною заслінкою з контрольним отвором, діаметр якого менше діаметра зразка, причому їхні прямовисні осі співпадають, а сопло патрубка підводу води виконане з зовнішньою різьбою. Крім цього він обладнаний плитою, жорстко прикріпленою до столу, виконаною з різьбовим отвором і сполученою з соплом патрубка підводу води. Корисна модель пояснюється кресленнями, де на фіг. 1 зображено пристрій для торцевого загартування зразків з металу з підводом охолоджувальної води та встановленою знімною заслінкою (вигляд зліва); на фіг. 2 - фронтальний вигляд пристрою для торцевого загартування зразків з металу з встановленим зразком металу. Суть пристрою є в тому, що в кронштейн 1 містить прямовисний отвір 2 для встановлення металевого зразка 3 та горизонтальний щілинний паз 4 з знімною заслінкою 5, яка має контрольний отвір 6. Кронштейн 1 прикріплений болтами 7 до екрана 8, який, в свою чергу, закріплений болтами 9 до столу 10. Патрубок 11 підводу води, що має сопло 12 з різьбою, прикріплений до столу 10 гайкою 13. Як варіант, для придання жорсткості конструкції кріплення патрубка 11 з соплом 12, до столу 10 може бути прикріплена плита 14 з різьбовим отвором, в якому закріплене сопло 12 патрубка 11 підводу води. До плити 14, як і до столу 10, патрубок 11 з соплом 12 кріплять за допомогою гайки 13. Плита 14 прикріплена до столу 10 різьбовим з'єднанням 15. Кран 16 змонтований на патрубку підводу води 11. Для загартування зразків з металу необхідно провести наступні налаштування пропонованого пристрою. Для цього в кронштейні 1 виконують отвір 2 для прямовисного 1 UA 109794 U 5 10 15 розташування зразка 3. Прикріплюють кронштейн 1 до столу 10, в отвір 2 встановлюють зразок 3. Потім визначають відстань між торцями зразка 3 і сопла 12, яка, відповідно до ГОСТ, повинна становити (12,5±0,5) мм. Для цього, обертаючи патрубок 11 з соплом 12, здобувають необхідну величину. Патрубок 11 фіксують гайкою 13, після чого на патрубок 11 монтують кран 16. Для визначення висоти вільного струменя води, в кронштейні 1 (при відсутності в ньому зразка 3) прорізають горизонтальний щілинний паз 4 на відстані 65 мм від торця сопла 12, що регламентовано ГОСТ 5657-69. Далі в щілинний паз 4 вставляють знімну заслінку 5 з контрольним отвором 6. Діаметр контрольного отвору 6 повинен бути меншим за діаметр зразка 3, інакше візуальний контроль буде неможливий. Підвищуючи натиск води краном 16, досягають торкання струменем води знімної заслінки 5, що візуально відмічається через контрольний отвір 6. Після описаних налаштувань пристрою починають випробування на прогартовуваність: встановлюють зразок 3, торець якого нагрітий до температури загартування, в отвір 2 кронштейна 1, в якому циркулює налаштований струмінь води, до повного охолодження зразка. Потім проводять вимірювання твердості. Використання запропонованого пристрою дозволить забезпечити високу точність встановлення параметрів при торцевому загартуванні зразків з металу, повторення та відтворення результатів випробувань на прогартування, відповідно до ГОСТ 5657-69, і, як наслідок, високу точність виміру твердості загартованої зони досліджуваного металевого зразка. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Пристрій для торцевого загартування зразків з металу, що містить стіл, утримуючий кронштейн, патрубок підводу води з краном і соплом, розташованим так, що прямовисна вісь зразка і сопла співпадають, а відношення їхніх діаметрів становить 2:1, відповідно, який відрізняється тим, що утримуючий кронштейн виконаний з горизонтальним щілинним пазом і забезпечений знімною заслінкою з контрольним отвором, діаметр якого менше діаметра зразка, причому їхні прямовисні осі співпадають, а сопло патрубка підводу води виконане з зовнішньою різьбою. 2. Пристрій за п. 1, який відрізняється тим, що він обладнаний плитою, жорстко прикріпленою до столу, виконаною з різьбовим отвором і сполученою з соплом патрубка підводу води. 2 UA 109794 U 3 UA 109794 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: загартування, пристрій, торцевого, зразків, металу
Код посилання
<a href="https://ua.patents.su/6-109794-pristrijj-dlya-torcevogo-zagartuvannya-zrazkiv-z-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для торцевого загартування зразків з металу</a>
Пристрій для розтягування зразків з листового металу
Номер патенту: 91173
Опубліковано: 25.06.2014
Автори: Каргін Борис Сергійович, Каргін Сергій Борисович, Ткачов Ростислав Олегович, Аніщенко Олександр Сергійович, Іванов Олександр Володимирович
МПК: G01N 3/04
Мітки: розтягування, металу, пристрій, листового, зразків
Формула / Реферат:
Пристрій для розтягування зразків з листового металу, який містить рухомий та нерухомий затискачі, кожен з яких обладнаний корпусом з посадочним гніздом для зразка та обмежувачами переміщення його головки, який відрізняється тим, що посадочне гніздо виконано у вигляді паза, який перевищує за своїми розмірами ширину, товщину та довжину головки зразка, та прорізу, що відповідний за формою робочій частині зразка та виконаний в одній зі стінок...
Захват для кріплення циліндричних зразків з металу при випробуваннях на втому
Номер патенту: 51024
Опубліковано: 25.06.2010
Автор: Белокуров Володимир Миколайович
МПК: G01N 1/00
Мітки: металу, зразків, захват, втому, циліндричних, випробуваннях, кріплення
Формула / Реферат:
Захват для кріплення циліндричних зразків з металу при випробуваннях на втому, який включає в себе корпус, підпорні вкладні та накидну гайку, який відрізняється тим, що корпус захвата містить притисні пружні елементи, які роз'єднані сепараторами у спеціальній циліндричній обоймі, втулку - цангу, пружину - демпфер, накидну гайку, яка протарована по осьовому переміщенню при фіксації зразка у захваті, та стопорну гайку.
Пристрій для відбору зразків розплавів, які мають температуру плавлення, вищу за 600 °с, і спосіб відбору зразків
Номер патенту: 106247
Опубліковано: 11.08.2014
Автори: Брукманс Герріт, Беєнс Дріс, НЕЄНС, Гвідо Якобус, Сонг Ліхуан
МПК: G01N 1/10
Мітки: температуру, спосіб, пристрій, вищу, мають, відбору, зразків, s)-2, розплавів, плавлення
Формула / Реферат:
1. Пристрій для відбору зразків розплавів, які мають температуру, вищу за 600 °C, зокрема розплавів металів або розплаву кріоліту, який містить несучу трубу, яка має занурювальний кінець і камеру для зразків, розташовану на її занурювальному кінці, при цьому камера для зразків має вхідний отвір і порожнину для зразків розплаву, при цьому камера для зразків поміщена принаймні частково всередині несучої труби, при цьому камера для зразків...
Пристрій для виробництва гранульованого металу
Номер патенту: 57253
Опубліковано: 16.06.2003
Автори: Мещеряков Владислав Григорович, Темченко Анатолій Георгійович, Боренко Анатолій Григорович, Листопадов Владислав Станіславович, Бондаренко Віктор Іванович, Кривенко Юрій Юрійович
МПК: B22F 9/08
Мітки: металу, пристрій, гранульованого, виробництва
Формула / Реферат:
Пристрій для виробництва гранульованого металу, якій містить металоприймач з отвором для зливу розплаву металу, гранулятор із соплом для подачі води, охолоджувач гранул металу, який відрізняється тим, що металоприймачем є горн доменної печі, при цьому під устям льотки для зливу металу розташована приймальна частина напрямного жолоба, під зливальною частиною якого установлений гранулятор із соплами, виконаний у вигляді ємності з водою тиск...
Пристрій для виготовлення зразків при дослідженні фізико-механічних властивостей стоматологічних матеріалів
Номер патенту: 43635
Опубліковано: 17.12.2001
Автори: Удод Олександр Анатольович, Мороз Ганна Борисівна
Мітки: властивостей, фізико-механічних, виготовлення, матеріалів, зразків, дослідженні, стоматологічних, пристрій
Формула / Реферат:
Пристрій для виготовлення зразків при дослідженні фізико-механічних властивостей стоматологічних матеріалів, який складається з металевого базису з наскрізним отвором у середині, який відрізняється тим, що отвір в металевому базисі виконаний круглим, до металевого базису додатково закріплюється кронштейн та матриця з органічного скла, у яких виконані наскрізні круглі отвори, які розташовані співвісно отвору в металевому базисі.
Попередній патент: Система стабілізації космічного апарата
Наступний патент: Спосіб лікування доброякісних новоутворень шкіри
Випадковий патент: Система та спосіб для внутрішньосмугового модема для передачі даних по мережах цифрового бездротового зв'язку