Пристрій для безперервного виготовлення неметалевих труб
Номер патенту: 109945
Опубліковано: 26.10.2015
Автори: Шустов Константін Алєксандровіч, Ківіренко Олег Борисович, Шопен Олександр Борисович

Формула / Реферат
1. Пристрій для безперервного виготовлення неметалевих труб, який містить з'єднані між собою:
обертову самоподавальну оправку,
засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується,
полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується,
відрізний пристрій, який за допомогою приводу переміщується удовж згаданої сформованої безперервної труби та виконує її розріз, який відрізняється тим, що додатково містить блок керування роботою відрізного пристрою та датчик осьового руху сформованої безперервної труби, який з'єднаний з входом згаданого блока керування, при цьому на вільний кінець сформованої безперервної труби встановлена торцева індикаторна пробка, а з блоком керування з'єднаний кінцевий вимикач, виконаний у вигляді оптронної пари.
2. Пристрій за п. 1, який відрізняється тим, що блок керування, виконаний з можливістю на підставі отриманих даних про осьовий рух сформованої безперервної труби, що переміщується, визначати швидкість синхронного переміщення відрізного пристрою уздовж сформованої безперервної труби, що переміщується, та на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про синхронну швидкість переміщення відрізного пристрою.
3. Пристрій за будь-яким з вищевказаних пунктів 1 або 2, який відрізняється тим, що блок керування виконаний з можливістю на підставі отриманих даних з кінцевого вимикача визначати місце розрізу на сформованій безперервній трубі, що переміщується, після чого на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про переміщення відрізного пристрою в задане місце розрізу.
Текст
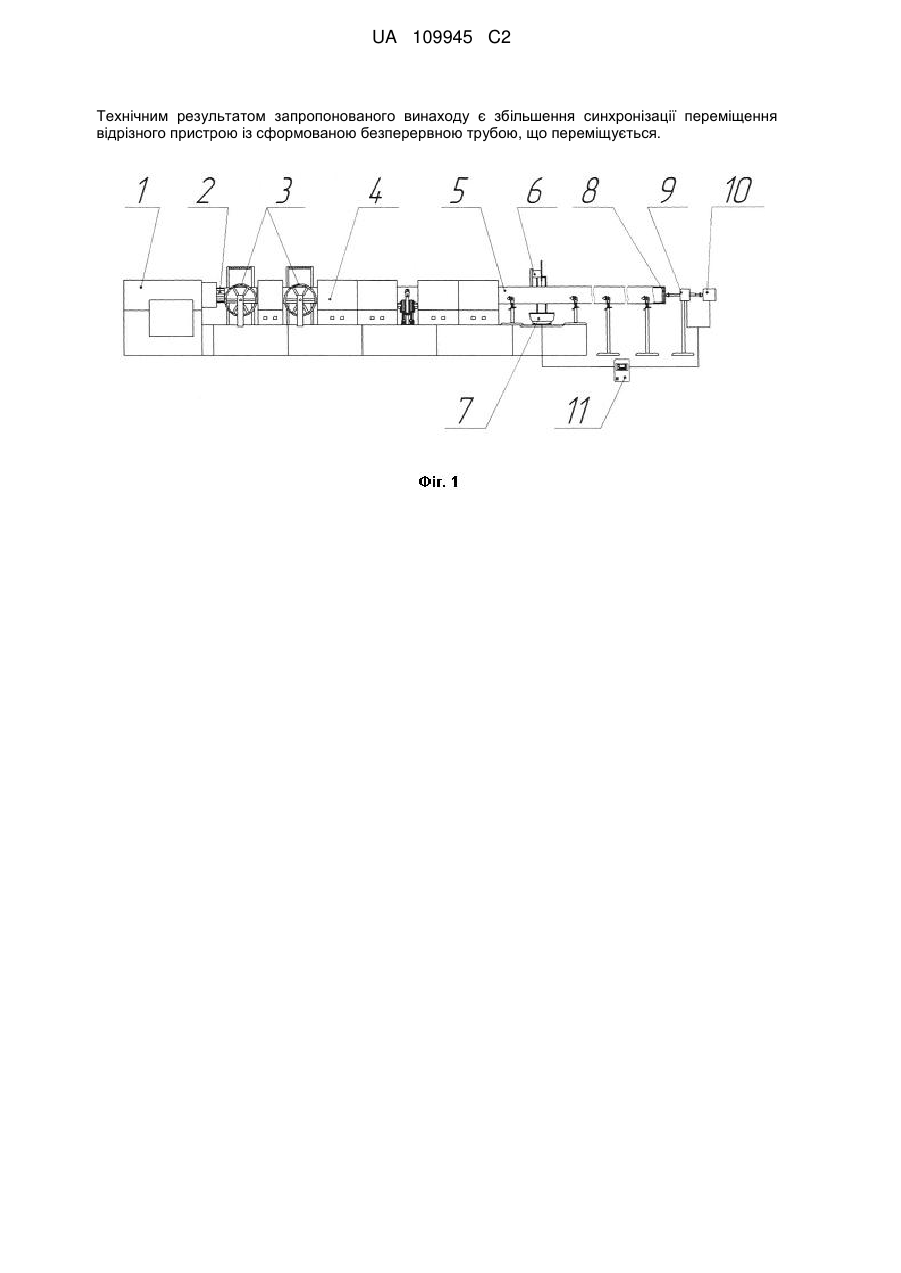
Реферат: Винахід належить до пристроїв для безперервного виготовлення неметалевих труб за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на обертову самоподавальну оправку з наступним отвердінням зв'язуючого в полімеризаційній камері. Пристрій безперервного виготовлення неметалевих труб містить з'єднані між собою обертову самоподавальну оправку (2), засоби (3) укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, полімеризаційну камеру (4), в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується, відрізний пристрій (6), який за допомогою приводу (7) переміщується удовж згаданої сформованої безперервної труби (5) та виконує її розріз. Додатково містить блок керування (11) роботою відрізного пристрою (6) та датчик осьового руху (9) сформованої безперервної труби (5), який з'єднаний з входом згаданого блока керування (11). При цьому на вільний кінець сформованої безперервної труби додатково встановлена торцева індикаторна пробка (8), а з блоком керування (11) з'єднаний кінцевий вимикач (10), виконаний у вигляді оптронної пари. UA 109945 C2 (12) UA 109945 C2 Технічним результатом запропонованого винаходу є збільшення синхронізації переміщення відрізного пристрою із сформованою безперервною трубою, що переміщується. UA 109945 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до пристроїв безперервного виготовлення неметалевих труб за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на обертову самоподавальну оправку з наступним отвердінням зв'язуючого в полімеризаційній камері. Винахід може бути використаний при виробництві неметалевих труб великого чи малого перерізу з армованих полімерів (склопластиків). Відомі установки безперервного виготовлення труб або порожнистих оболонок, див. патенти SU234650, SU378327, SU729077, SU994276, SU1388310, RU2209731 та RU2236350. В даних установках реалізовані різні способи виготовлення неметалевих труб, див. патенти № SU1426790, SU234650. Відомий пристрій безперервного виготовлення неметалевих труб (див. патент № SU234650), який містить: - обертову самоподавальну оправку, - засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, - полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується, - відрізний пристрій, який за допомогою приводу переміщується удовж згаданої сформованої безперервної труби та виконує її розріз. Конструктивна особливість відомого технічного рішення полягає у тому, що синхронізація переміщення відрізного пристрою та сформованої безперервної труби, що переміщується, здійснюється механічно за рахунок того, що головний привід самоподавальної оправки з'єднаний через редуктор з приводом відрізного пристрою. Недоліками відомого технічного рішення є: - низька синхронізація роботи відрізного пристрою із сформованою трубою, що переміщується, що призводить до більших осьових навантажень на відрізний пристрій у процесі різу, що призводить до швидкого зносу відрізного пристрою та до низької якості зрізу отриманої неметалевої труби з заданою довжиною; - металомісткість та складність організації процесу різу сформованої безперервної труби, що переміщується; - низька точність визначення місця розрізу сформованої безперервної труби. Прототипом запропонованого пристрою є пристрій безперервного виготовлення неметалевих труб (див. патент № SU 1426790), який містить: - обертову самоподавальну оправку, - засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, - полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується, - відрізний пристрій, який за допомогою приводу переміщується удовж згаданої сформованої безперервної труби та виконує її розріз. Конструктивна особливість відомого технічного рішення полягає у тому, що синхронне переміщення відрізного пристрою із сформованою безперервною трубою, що переміщується, здійснюється у декілька стадій. Спочатку виконують у місці розрізу проріз за допомогою відрізного пристрою, в який вводять розклинювальний ролик. При цьому зусилля, що сприймається розклинювальним роликом з боку сформованої безперервної труби, що переміщується, забезпечує для маршового двигуна приводу синхронне переміщення відрізного пристрою уздовж сформованої безперервної труби, що переміщується. Недоліками відомого технічного рішення є: - низька синхронізація роботи відрізного пристрою із сформованою трубою, що переміщується, що призводить до значних осьових навантажень на відрізний пристрій у процесі розрізу сформованої безперервної труби, що переміщується. Ці осьові зусилля виникають із-за того, що при роботі самоподавальної оправки, швидкість сходу заготівки безперервної труби з оправки не постійна за величиною (зменшується в момент повернення одного з секторів оправки в вихідне положення). У результаті чого низька синхронізація роботи відрізного пристрою призводить до швидкого зносу відрізного пристрою та до низької якості зрізу отриманої неметалевої труби з завданою довжиною; - велика кількість операцій на здійснення розрізу сформованої безперервної труби, що переміщується; - низька точність визначення місця розрізу сформованої безперервної труби, що переміщується; - складність конструкції. 1 UA 109945 C2 5 10 15 20 25 30 35 40 45 50 55 60 В основу винаходу поставлена задача збільшення синхронізації переміщення відрізного пристрою із сформованою безперервною трубою, що переміщується, у процесі її розрізу. Поставлена задача вирішується тим, що усунення вищевказаних недоліків, властивих вищевказаним технічним рішенням. Інші задачі та переваги винаходу, що заявляється, будуть розглянуті нижче у міру викладення дійсного опису та креслень. Так відомий пристрій безперервного виготовлення неметалевих труб, який містить: - обертову самоподавальну оправку, - засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, - полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується, - відрізний пристрій, який за допомогою приводу переміщується удовж згаданої сформованої безперервної труби та виконує її розріз. Відповідно до винаходу, що заявляється, пристрій додатково містить блок керування роботою відрізного пристрою та датчик осьового руху сформованої безперервної труби, який з'єднаний з входом згаданого блока керування, при цьому на вільний кінець сформованої безперервної труби додатково встановлена торцева індикаторна пробка, а з блоком керування з'єднаний кінцевий вимикач, виконаний у вигляді оптронної пари. Також, відповідно до запропонованого винаходу, блок керування, виконаний з можливістю на підставі отриманих даних про осьовий рух сформованої безперервної труби, що переміщується, визначати швидкість синхронного переміщення відрізного пристрою уздовж сформованої безперервної труби, що переміщується, та на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про синхронну швидкість переміщення відрізного пристрою. Також, відповідно до запропонованого винаходу, блок керування, виконаний з можливістю на підставі отриманих даних з кінцевого вимикача визначати місце розрізу на сформованій безперервній трубі, що переміщується, після чого на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про переміщення відрізного пристрою в задане місця розрізу. Дані про осьовий рух сформованої безперервної труби, що переміщується, дозволяють блокові керування точно визначити швидкість та темп переміщення сформованої безперервної труби та тим самим підібрати оптимальну синхронну швидкість переміщення відрізного пристрою в процесі розрізу сформованої безперервної труби, що тим самим збільшує ступінь синхронізації переміщення відрізного пристрою із сформованою безперервною трубою, що переміщується, у процесі її розрізу. При виготовленні неметалевих труб в роботі самоподавальної оправки виникають "биття", які можуть призвести до відключення та вібрацій сформованої безперервної труби, особливо при виробництві довгомірних неметалевих труб, що може зменшити надійність роботи датчика осьового руху сформованої безперервної труби, що переміщується, тому використання індикаторної пробки (яка встановлена на вільний кінець безперервної труби, що переміщується) дозволить збільшити ступінь позиціонування та роботи датчика осьового руху сформованої безперервної труби. Використання як кінцевого вимикача оптронної пари дозволить збільшити точність визначення місця розрізу сформованої безперервної труби. При розгляді варіантів здійснення дійсного винаходу використовується вузька термінологія. Однак дійсний винахід не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює усі еквівалентні елементи, які працюють аналогічним чином та використовуються для вирішення тих же самих задач. Суть винаходу пояснюють креслення. Фіг. 1 - умовно зображено пристрій для безперервного виготовлення неметалевих труб, відповідно до запропонованого винаходу. Фіг. 2 - зображена схема підключення до блоку керування. Приклад реалізації. На фіг. 1 зображено пристрій для безперервного виготовлення неметалевих труб, який містить: головний привід 1, обертову самоподавальну оправку 2, засоби укладення 3 довгомірного скловолокнистого матеріалу та зв'язуючого на оправку 2, полімеризаційну камеру 4, сформовану безперервну трубу 5, відрізний пристрій 6, привід 7 переміщення відрізного пристрою 6, торцеву індикаторну пробку 8, датчик осьового руху 9 сформованої безперервної труби 5, кінцевий вимикач 10 та блок керування 11. 2 UA 109945 C2 5 10 15 20 25 30 35 40 45 Пристрій працює наступним чином, а саме через головний привід 1 приходить в роботу обертова самоподавальна оправка 2. За допомогою засобів 3 відбувається формування заготівки безперервної труби, яка переміщується в полімеризаційну камеру 4. В полімеризаційній камері 4 відбувається отвердіння зв'язуючого заготівки, та в результаті чого формується безперервна труба, що переміщується 5. Детально спосіб роботи самоподавальної оправки 2 та виготовлення сформованої труби, що переміщується, наприклад, викладений в патентах №№ SU729076, SU994276 та SU1388310. При надходженні сформованої безперервної труби 5 в зону кінцевого вимикача 10, він передає в блок керування 11 дані про наявність безперервної труби 5 у зоні дії кінцевого вимикача 10. На підставі отриманих даних блок керування 11 визначає місце розрізу на сформованій безперервній трубі 5, для формування неметалевих труб із завданою довжиною, та подає сигнал про переміщення відрізного пристрою 6 в місце розрізу та в результаті чого привід 7 переміщує відрізний пристрій 6 в завдане місце. У процесі переміщення сформованої безперервної труби з датчика осьового руху 9 в блок керування 11 постійно надходять дані про осьове переміщення сформованої безперервної труби 5 та на підставі отриманих даних блок керування 11 визначає швидкість та темп переміщення відрізного пристрою 6 та подає на привід 7 сигнал про синхронне переміщення відрізного пристрою 6 уздовж сформованої безперервної труби 5, що переміщується. В результаті чого відрізний пристрій 6 переміщується синхронно переміщенню сформованої безперервної труби 5. Після чого блок керування 11 подає сигнал на відрізний пристрій 6, який здійснює розріз сформованої безперервної труби, у результаті якого отримується неметалева труба заданої довжини. Після розрізу сформованої безперервної труби 5 відрізний пристрій 6 переміщується в первісне положення. Та наступний розріз сформованої труби, що переміщується, здійснюється за вищевказаною послідовністю. Для виготовлення довгомірних труб (п'ять та більше метрів довжини) у вільний кінець сформованої безперервної труби 5, що переміщується, вставляють торцеву індикаторну пробку 8, яка дозволяє датчику осьового руху 9 більш точно визначити ступінь осьового руху сформованої безперервної труби, що переміщується, з урахуванням відхилень. Як датчик осьового руху 9 може бути застосований енкодер. Запропонований винахід дозволяє зменшити осьові навантаження на відрізний пристрій в процесі розрізу сформованої безперервної труби, що переміщується, та дозволяє збільшити якість розрізу сформованої безперервної труби, що переміщується. Також запропонований винахід спрощує, за порівнянням з відомим рівнем техніки, розріз сформованої безперервної труби, що переміщується. Зрозуміло, що вище представлений один можливий приклад реалізації винаходу, що заявляється. Так, наприклад, дійсний винахід може бути застосований для виготовлення неметалевих порожнистих оболонок методом намотування, а саме тих, що формуються за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на обертову самоподавальну оправку з наступним отвердінням в полімеризаційній камері. Цьому в дійсному винаході під термінами "неметалева труба" та "сформована безперервна оболонка"відповідно мається на увазі неметалева порожниста оболонка та сформована безперервна порожниста оболонка. Технічним результатом запропонованого винаходу є збільшення синхронізації переміщення відрізного пристрою із сформованою безперервною трубою, що переміщується. ФОРМУЛА ВИНАХОДУ 50 55 60 1. Пристрій для безперервного виготовлення неметалевих труб, який містить з'єднані між собою: обертову самоподавальну оправку, засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що переміщується, відрізний пристрій, який за допомогою приводу переміщується удовж згаданої сформованої безперервної труби та виконує її розріз, який відрізняється тим, що додатково містить блок керування роботою відрізного пристрою та датчик осьового руху сформованої безперервної труби, який з'єднаний з входом згаданого блока керування, при цьому на вільний кінець 3 UA 109945 C2 5 10 сформованої безперервної труби встановлена торцева індикаторна пробка, а з блоком керування з'єднаний кінцевий вимикач, виконаний у вигляді оптронної пари. 2. Пристрій за п. 1, який відрізняється тим, що блок керування, виконаний з можливістю на підставі отриманих даних про осьовий рух сформованої безперервної труби, що переміщується, визначати швидкість синхронного переміщення відрізного пристрою уздовж сформованої безперервної труби, що переміщується, та на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про синхронну швидкість переміщення відрізного пристрою. 3. Пристрій за будь-яким з вищевказаних пунктів 1 або 2, який відрізняється тим, що блок керування виконаний з можливістю на підставі отриманих даних з кінцевого вимикача визначати місце розрізу на сформованій безперервній трубі, що переміщується, після чого на підставі отриманих даних блок керування подає на привід відрізного пристрою сигнал про переміщення відрізного пристрою в задане місце розрізу. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for continuous producing non-metallic pipes
Автори англійськоюShustov Konstantin Alieksandrovich, Kivirenko Oleh Borysovych, Shopen Oleksandr Borysovych
Назва патенту російськоюУстройство для непрерывного изготовления неметаллических труб
Автори російськоюШустов Константин Александрович, Кивиренко Олег Борисович, Шопен Александр Борисович
МПК / Мітки
МПК: B23D 36/00, B21B 37/70, B29D 23/00, B29C 51/32, B29L 23/00
Мітки: труб, виготовлення, пристрій, неметалевих, безперервного
Код посилання
<a href="https://ua.patents.su/6-109945-pristrijj-dlya-bezperervnogo-vigotovlennya-nemetalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного виготовлення неметалевих труб</a>
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92788
Опубліковано: 10.09.2014
Автори: Ківіренко Олег Борисович, Шустов Константін Алєксандровіч, Шопен Олександр Борисович
МПК: B29D 23/00, B29C 53/00
Мітки: виготовлення, труб, пристрій, безперервного, неметалевих
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, який містить:- обертову самоподавальну оправку,- засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується,- полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 96188
Опубліковано: 26.01.2015
Автори: Шопен Олександр Борисович, Ківіренко Олег Борисович, Хрістораднов-Катушєв Константін Євгєньєвіч
МПК: B29D 23/00
Мітки: пристрій, безперервного, труб, неметалевих, виготовлення
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, який містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, який...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92796
Опубліковано: 10.09.2014
Автори: Ківіренко Олег Борисович, Шопен Олександр Борисович, Шустов Костянтин Олександрович
МПК: B29D 23/00, B29D 24/00
Мітки: труб, неметалевих, безперервного, пристрій, виготовлення
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, що містить обертову самоподавальну оправку, засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, щонайменше одну полімеризаційну камеру, в якій розташований щонайменше один тепловий випромінювач для отвердіння зв'язуючого згаданої заготівки з наступним формуванням безперервної...
Оправка пристрою безперервного виготовлення неметалевих труб
Номер патенту: 93198
Опубліковано: 25.09.2014
Автори: Божко Борис Миколайович, Шопен Олександр Борисович, Ківіренко Олег Борисович, Шустов Константін Алєксандровіч
МПК: B29D 23/00, B29C 53/00
Мітки: безперервного, виготовлення, пристрою, неметалевих, труб, оправка
Формула / Реферат:
1. Оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формотворною внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, яка відрізняється тим, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених...
Пристрій для безперервного виготовлення труб із армованих пластмас
Номер патенту: 9498
Опубліковано: 30.09.1996
Автори: Божко Борис Миколайович, Данільцев Володимир Григорович, Голованевський Аркадій Ізраілевич, Савчук Володимир Васильович, Шопен Олександр Борисович
МПК: B29D 23/00
Мітки: виготовлення, пристрій, армованих, труб, безперервного, пластмас
Формула / Реферат:
1. Устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправу, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору, отличающееся тем, что оправка выполнена в виде блока секторов, соединенного с приводным валом посредством разъемного соединения при этом консольная часть секторов выполнена с возможностью...
Попередній патент: Спосіб одержання чорного залізоокисного пігменту
Наступний патент: Масообмінний апарат