Спосіб поверхневої плазмової модифікації високолегованих чавунів
Номер патенту: 110163
Опубліковано: 26.09.2016
Автори: Зурнаджі Вадим Іванович, Чабак Юлія Геннадіївна, Єфременко Василь Георгійович, Білозерцева Надія Михайлівна, Федун Віктор Іванович

Формула / Реферат
Спосіб поверхневої плазмової модифікації високолегованих чавунів, що включає нагрів постійним плазмовим струменем, який відрізняється тим, що попередньо виконують об'ємне загартування з досягненням максимальної твердості чавуну, а плазмову обробку проводять, забезпечуючи нагрів поверхні до 1000-1200 °C.
Текст
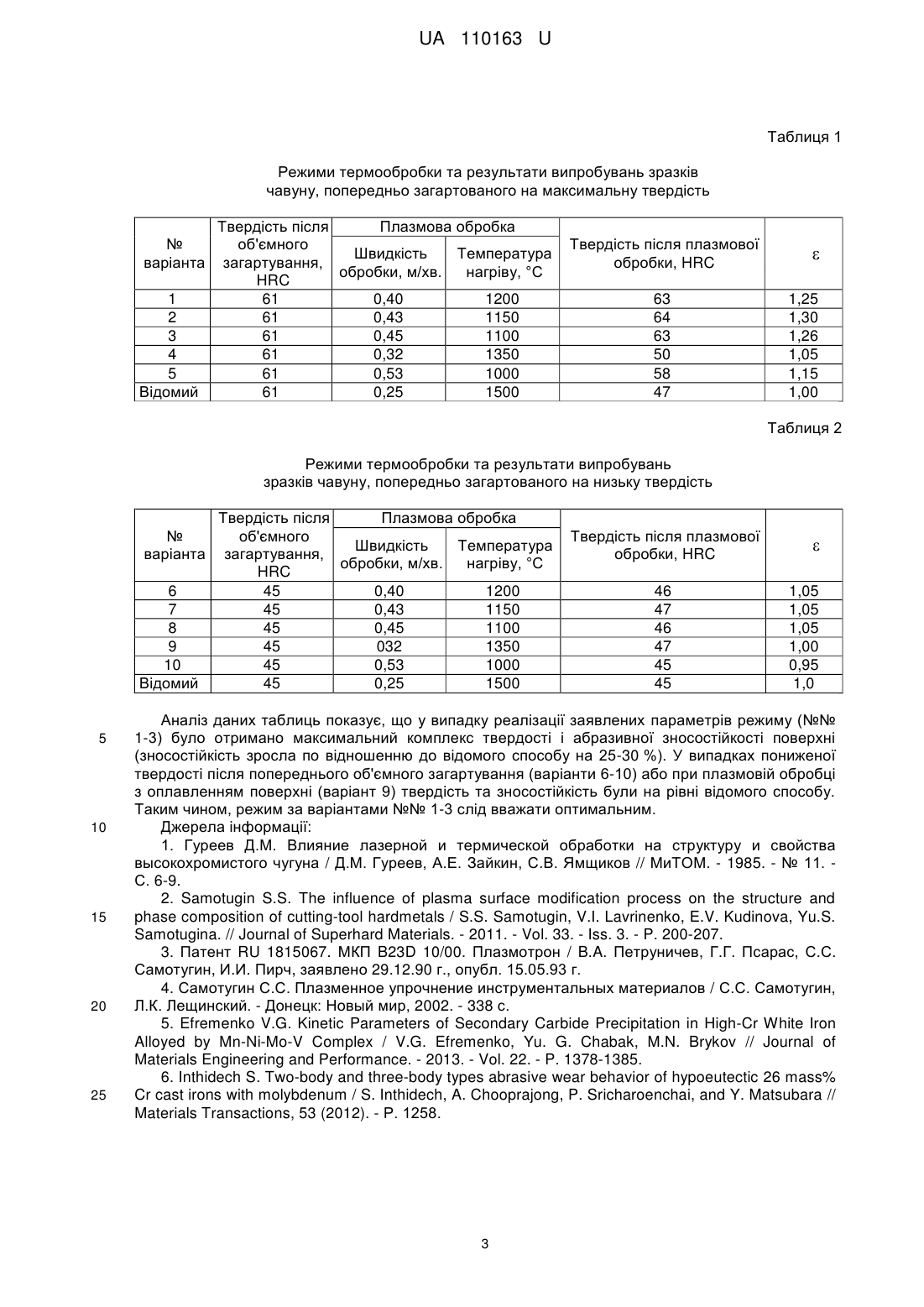
Реферат: Спосіб поверхневої плазмової модифікації високолегованих чавунів, що включає нагрів постійним плазмовим струменем, який відрізняється тим, що попередньо виконують об'ємне загартування з досягненням максимальної твердості чавуну, а плазмову обробку проводять, забезпечуючи нагрів поверхні до 1000-1200 °C. UA 110163 U (12) UA 110163 U UA 110163 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і призначена для зміни механічних властивостей приповерхневих шарів деталей машин та інструменту за рахунок модифікації структури металу. Високохромисті сплави з карбідною евтектикою (білі чавуни та інструментальні сталі ледебуритного класу) широко використовуються як інструмент та деталі машин, які працюють в умовах інтенсивного абразивного, ерозійного, адгезійного та інших видів зношування. Це пов'язано з присутністю в їх структурі значної кількості карбідних фаз, які забезпечують сплавам високий опір зношуванню. Важливим фактором також є структура металевої матриці, яка повинна складатися з мартенситу або метастабільного аустеніту, що перетворюється в мартенсит деформації при зношуванні. Подальше підвищення їх експлуатаційної довговічності можливе за рахунок модифікування поверхні висококонцентрованими джерелами енергії (електронні та іонні пучки, лазерний промінь, потоки плазми). При модифікуванні відбувається зміна мікроструктурного та субструктурного стану металевої матриці у приповерхневих шарах виробів, в результаті чого вони набувають підвищеної твердості та зносостійкості. Відомою є обробка високохромистого чавуну лазерним променем [1]. Вона дозволяє суттєво підвищити стійкість деталей дробоочисного обладнання. Недоліком цієї технології є складність та дороговизна обладнання та низька продуктивність обробки. Більш високу продуктивність має метод обробки з використанням постійного плазмового струменя [2]. Генерація плазмового струменя забезпечується за допомогою плазмотрона непрямої дії [3], який утворює зону плазмового нагріву діаметром 6 мм. При використанні струму силою 230-250 А від джерела живлення з напругою 220-300 В при швидкості обробки 0,2-0,6 м/с на металевій поверхні, що обробляється, досягається температура від 800 до 1550 °C. Цей метод широко використовується для поверхневого модифікування конструкційних та інструментальних сталей твердих сплавів, тощо [4]. В залежності від режиму плазмова обробка може вестись як без оплавлення, так і з оплавленням поверхні. Найбільш близьким до корисної моделі є застосування нагріву з використанням постійного плазмового струменя по відношенню до сірих та високоміцних чавунів (в структурі яких присутній графіт). В цьому випадку максимальну ефективність забезпечує обробка з оплавленням, яка підвищує твердість поверхні до 750 HV за рахунок формування квазіледебуритної структури, що складається з цементиту, мартенситу, бейніту, залишкового аустеніту і продуктів дифузійного розпаду аустеніту [4]. Формування такої структури є можливим за рахунок розчинення графіту в рідині, що насичує її вуглецем. При швидкому охолодженні кристалізація рідини відбувається за метастабільною діаграмою "Fe-C", тобто, замість графіту утворюється карбідна евтектика ледебуритного типу, яка завдяки високій твердості цементитной складової забезпечує зростання твердості і зносостійкості поверхні чавуну. Втім, як було встановлено авторами даної заявки, по відношенню до високолегованих білих чавунів (систем легування Cr-Mn, Cr-Mn-Ti, Cr-Mn-Mo, Cr-V-Mn, V-Mn) режим з оплавленням не є ефективним, оскільки його реалізація призводить до утворення на поверхні повністю аустенітної структури матриці (за відсутністю мартенситу або бейніту), що різко знижує твердість чавуну і його опір зношуванню. Таким чином, плазмова обробка високолегованих чавунів повинна проводитись в режимі без оплавлення поверхні. В основу корисної моделі поставлена задача вдосконалити спосіб поверхневої плазмової модифікації високолегованих чавунів, в якому за рахунок вибору попередньої термічної обробки та режиму плазмової обробки досягається можливість ефективного поверхневого модифікування високолегованих білих чавунів, що забезпечує підвищення абразивної зносостійкості. Для рішення поставленої задачі в способі поверхневої плазмової модифікації високолегованих чавунів, що включає нагрів постійним плазмовим струменем, відповідно до корисної моделі, попередньо виконують загартування чавуну з досягненням його максимальної твердості, а плазмову обробку проводять, забезпечуючи нагрів поверхні до 1000-1200 °C. Для суттєвого підвищення зносостійкості високолегованих білих чавунів за рахунок плазмової обробки сплави повинні мати певну мікроструктуру металевої матриці. Оскільки 3 4 швидкість нагріву плазмовим струменем перевищує 10 -10 К/с і час взаємодії струменя з поверхнею не перевищує кілька секунд, при нагріві не встигають пройти процеси розчинення або виділення вторинних карбідів хрому. Це пов'язано з тим, що оскільки вторинні карбіди є спеціальними карбідами хрому (або ванадію чи молібдену), вони вміщують до 50 % легуючого елемента, а тому для їх утворення чи розчинення потребується значний час, необхідний для дифузії атомів легуючих компонентів. Якщо вихідна структура матриці чавуну є аустенітом (тобто чавун є в литому стані або після високотемпературного загартування), то обробка не призводить до її суттєвої зміни, оскільки з аустеніту не встигнуть виділиться вторинні карбіди і 1 UA 110163 U 5 10 15 20 25 30 35 40 45 50 він залишиться насиченим вуглецем та карбідоутворюючими елементами. Коли вихідна структура металевої матриці чавуну складається з фериту і вторинних карбідів (внаслідок проведення відпалу), то вторинні карбіди не встигнуть розчинитися, тобто аустеніт не насититься вуглецем, що необхідно для перетворення в високовуглецевий (твердий) мартенсит при охолодженні. Перед плазмовою обробкою матриця повинна вміщувати мартенсит (або "мартенсит + залишковий аустеніт") з включеннями вторинних карбідів, при цьому вона повинна забезпечувати максимальну твердість чавуну. Така структура досягається шляхом загартування чавуну від оптимальної температури, при якій досягається необхідний рівень насичення твердого розчину вуглецем. При такій вихідній структурі при плазмовому нагріві без оплавлення відбудеться зміна мікроструктурного стану мартенситної фази (подрібнення зерна, підвищення викривлень кристалічної ґратки, підвищення рівня стискаючих напруг), яка призведе до зростання мікротвердості та зносостійкості поверхні. Вторинні карбіди в цьому випадку не будуть приймати більш-менш значимої участі в формуванні структури модифікованих шарів, тобто швидкість їх розчинення (виділення) не буде істотно впливати на фазово-структурні перетворення в нагрітому шарі чавуну. Якщо при попередньому загартуванні не буде досягнуто максимальної твердості чавуну, це означатиме, що насичення твердого розчину вуглецем не сягнуло оптимального рівня. При плазмовому нагріві цей рівень не буде отримано внаслідок дуже високих швидкостей нагріву і охолодження, які різко гальмують дифузійні процеси розчинення/виділення карбідів. Коли твердість після загартування нижча від максимальної, то це означає, що або 1) в процесі нагріву під загартування вторинні карбіди виділилися з аустеніту в недостатній кількості, а тому аустеніт залишився в структурі у великій кількості, або 2) не пройшло розчинення необхідної кількості вторинних карбідів, внаслідок чого недосичений вуглецем аустеніт перетворився в низько вуглецевий "м'який" мартенсит. Якщо температура поверхні при плазмовій обробці є нижчою від 1000 °C, то не досягається необхідний ступінь перегріву металу поверхні. Це призводить до того, що не відбувається повний перехід критичної точки Ас1 (яка різко підвищується у випадку нагріву з великою швидкістю) з утворенням великої кількості зародків аустеніту, які при охолодженні формують наддрібнозернистий мартенсит з високою мікротвердістю. Тобто твердість в результаті такої обробки може не тільки підвищитися, але й погіршитися. У випадку, коли температура поверхні перевищує 1200 °C, можливо її оплавлення, що призведе до формування аустеніту та суттєвого зниження твердості і зносостійкості. Приклад здійснення способу у відповідності до пункту формули. Модифікуванню піддавали білий високохромистий чавун хімічного складу 2,6 % С, 2,0 % Μn, 1 % Si, 0,9 % Ni, 14,6 % Cr, 0,4 % Mo, 0,4 % V, 0,1 % Ті. Попередня термічна обробка становила загартування від 950 °C з витримкою при цій температурі впродовж 2 год. та охолодженням в маслі. Режим вибирали, згідно з даними, наведеними в [5]. Загартування забезпечило досягнення максимальної твердості чавуну - 61 HRC. Після попередньої термообробки провели плазмову обробку з використання плазмотрону 3 непрямої дії [2-4] за режимом: плазмоутворюючий газ - аргон, витрата газу 1-3 м /год., тиск води в системі охолодження - 0,15-0,40 МПа, діаметр сопла плазмового генератора - 6 мм, довжина дуги -150 мм, напруга - 220-300 В, струм - 230-250 А, швидкість обробки - 0,40-0,45 м/хв. Такий режим забезпечив досягнення на поверхні температури ~ 1000-1200 °C (по показанням оптичного пірометра). Для порівняння використали такий же режим, але зі швидкістю обробки 0,30 м/хв. (~1350 °C), який призвів до оплавлення поверхні. Для порівняння такі само режими плазмової обробки застосували для чавуну, загартованого від 1100 °C, що знизило його твердість до 45 HRC. По завершенні обробки вимірювали твердість на обробленій плазмою поверхні (за методом Роквелла) та проводили випробування на абразивне зношування за схемою "tree-body-abrasion" [6] напівзакріпленим абразивом (електрокорунд). По результатах випробувань розраховували коефіцієнт відносної зносостійкості ( ): m ет , m зр де m ет і m зр - втрата маси еталона (відомий режим) і експериментального зразка, 55 відповідно. Режими обробки і результати випробувань наведені в таблицях 1 і 2. 2 UA 110163 U Таблиця 1 Режими термообробки та результати випробувань зразків чавуну, попередньо загартованого на максимальну твердість № варіанта 1 2 3 4 5 Відомий Твердість після Плазмова обробка об'ємного Швидкість Температура загартування, обробки, м/хв. нагріву, °C HRC 61 0,40 1200 61 0,43 1150 61 0,45 1100 61 0,32 1350 61 0,53 1000 61 0,25 1500 Твердість після плазмової обробки, HRC 63 64 63 50 58 47 1,25 1,30 1,26 1,05 1,15 1,00 Таблиця 2 Режими термообробки та результати випробувань зразків чавуну, попередньо загартованого на низьку твердість № варіанта 6 7 8 9 10 Відомий 5 10 15 20 25 Твердість після Плазмова обробка об'ємного Швидкість Температура загартування, обробки, м/хв. нагріву, °C HRC 45 0,40 1200 45 0,43 1150 45 0,45 1100 45 032 1350 45 0,53 1000 45 0,25 1500 Твердість після плазмової обробки, HRC 46 47 46 47 45 45 1,05 1,05 1,05 1,00 0,95 1,0 Аналіз даних таблиць показує, що у випадку реалізації заявлених параметрів режиму (№№ 1-3) було отримано максимальний комплекс твердості і абразивної зносостійкості поверхні (зносостійкість зросла по відношенню до відомого способу на 25-30 %). У випадках пониженої твердості після попереднього об'ємного загартування (варіанти 6-10) або при плазмовій обробці з оплавленням поверхні (варіант 9) твердість та зносостійкість були на рівні відомого способу. Таким чином, режим за варіантами №№ 1-3 слід вважати оптимальним. Джерела інформації: 1. Гуреев Д.М. Влияние лазерной и термической обработки на структуру и свойства высокохромистого чугуна / Д.М. Гуреев, А.Е. Зайкин, С.В. Ямщиков // МиТОМ. - 1985. - № 11. С. 6-9. 2. Samotugin S.S. The influence of plasma surface modification process on the structure and phase composition of cutting-tool hardmetals / S.S. Samotugin, V.I. Lavrinenko, E.V. Kudinova, Yu.S. Samotugina. // Journal of Superhard Materials. - 2011. - Vol. 33. - Iss. 3. - P. 200-207. 3. Патент RU 1815067. МКП B23D 10/00. Плазмотрон / B.A. Петруничев, Г.Г. Псарас, С.С. Самотугин, И.И. Пирч, заявлено 29.12.90 г., опубл. 15.05.93 г. 4. Самотугин С.С. Плазменное упрочнение инструментальных материалов / С.С. Самотугин, Л.К. Лещинский. - Донецк: Новый мир, 2002. - 338 с. 5. Efremenko V.G. Kinetic Parameters of Secondary Carbide Precipitation in High-Cr White Iron Alloyed by Mn-Ni-Mo-V Complex / V.G. Efremenko, Yu. G. Chabak, M.N. Brykov // Journal of Materials Engineering and Performance. - 2013. - Vol. 22. - P. 1378-1385. 6. Inthidech S. Two-body and three-body types abrasive wear behavior of hypoeutectic 26 mass% Cr cast irons with molybdenum / S. Inthidech, A. Chooprajong, P. Sricharoenchai, and Y. Matsubara // Materials Transactions, 53 (2012). - Р. 1258. 3 UA 110163 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб поверхневої плазмової модифікації високолегованих чавунів, що включає нагрів постійним плазмовим струменем, який відрізняється тим, що попередньо виконують об'ємне загартування з досягненням максимальної твердості чавуну, а плазмову обробку проводять, забезпечуючи нагрів поверхні до 1000-1200 °C. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, модифікації, плазмової, поверхневої, чавунів, високолегованих
Код посилання
<a href="https://ua.patents.su/6-110163-sposib-poverkhnevo-plazmovo-modifikaci-visokolegovanikh-chavuniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневої плазмової модифікації високолегованих чавунів</a>
Спосіб відпалу високохромистих зносостійких чавунів
Номер патенту: 76338
Опубліковано: 17.07.2006
Автори: Бринза Олександр Федорович, Лєщенко Анатолій Миколайович, Харченко Володимир Вікторович
МПК: C21D 5/00
Мітки: високохромистих, чавунів, спосіб, зносостійких, відпалу
Формула / Реферат:
Спосіб відпалу високохромистих зносостійких чавунів з вмістом хрому 26-30 мас. %, що включає нагрів до температури 520-560°С, витримку та охолодження, який відрізняється тим, що температуру нагріву визначають в залежності від вмісту хрому в чавуні, для чавуну з вмістом хрому 26 мас. % температуру нагріву встановлюють 520°С, а для чавунів зі збільшеним вмістом хрому температуру нагріву підвищують на 9-10°С на кожний його додатковий...
Спосіб поверхневої модифікації скла та скловиробів
Номер патенту: 11329
Опубліковано: 15.12.2005
Автори: Шрам Олександр Анатолійович, Авдєєв Ігор Вікторович, Малишко Сергій Євгенійович, Вихованець Володимир Васильович
МПК: C03C 17/06
Мітки: спосіб, скловиробів, поверхневої, модифікації, скла
Формула / Реферат:
1. Спосіб поверхневої модифікації скла й скловиробів, що включає подачу модифікуючого матеріалу у плазму дугового розряду й перенос його плазмовим потоком до поверхні виробу, що нагрівається, який відрізняється тим, що модифікуючий матеріал перед подачею в плазму дугового розряду переводять у пароподібний стан, причому температуру нагрівання вихідного модифікуючого матеріалу і напруженість електричного поля в плазмовому дуговому розряді...
Спосіб визначення межі міцності високоміцних чавунів на розтяг
Номер патенту: 99504
Опубліковано: 10.06.2015
Автори: Семесько Петро Олександрович, Дубровін Валерій Олександрович, Іщенко Валерій Васильович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/42
Мітки: міцності, визначення, чавунів, розтяг, межі, високоміцних, спосіб
Формула / Реферат:
Спосіб визначення межі міцності високоміцних чавунів з кулькоподібним графітом на розтяг, що включає прикладання до зразків розтягуючого зусилля, який відрізняється тим, що посередині зразка по його периметру як концентратор напружень виконують гострий надріз глибиною 0,5 мм з кутом при вершині 45°, а вплив надрізу на міцність чавуну при розтягу оцінюють ефективним коефіцієнтом концентрації напружень Kр, який розраховують відношенням...
Спосіб визначення межі міцності чавунів при стисненні
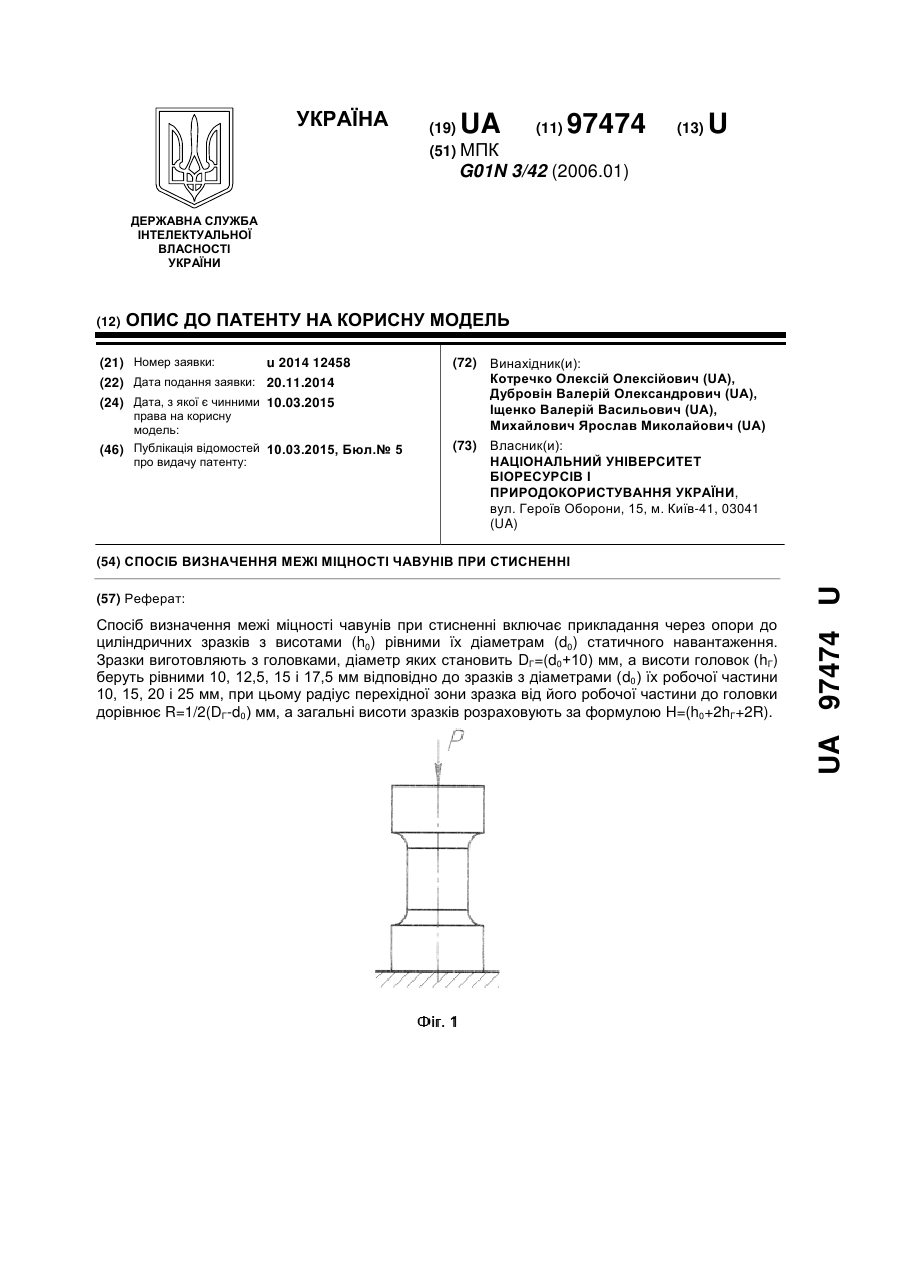
Номер патенту: 97474
Опубліковано: 10.03.2015
Автори: Іщенко Валерій Васильович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Михайлович Ярослав Миколайович, Дубровін Валерій Олександрович
МПК: G01N 3/42
Мітки: чавунів, межі, визначення, стисненні, міцності, спосіб
Формула / Реферат:
Спосіб визначення межі міцності чавунів при стисненні, що включає прикладання через опори до циліндричних зразків з висотами (h0) рівними їх діаметрам (d0) статичного навантаження, який відрізняється тим, що зразки виготовляють з головками, діаметр яких становить DГ=(d0+10) мм, а висоти головок (hГ) беруть рівними 10, 12,5, 15 і 17,5 мм відповідно до зразків з діаметрами (d0) їх робочої частини 10, 15, 20 і 25 мм, при цьому радіус перехідної...
Спосіб контролю теплопровідності чавунів
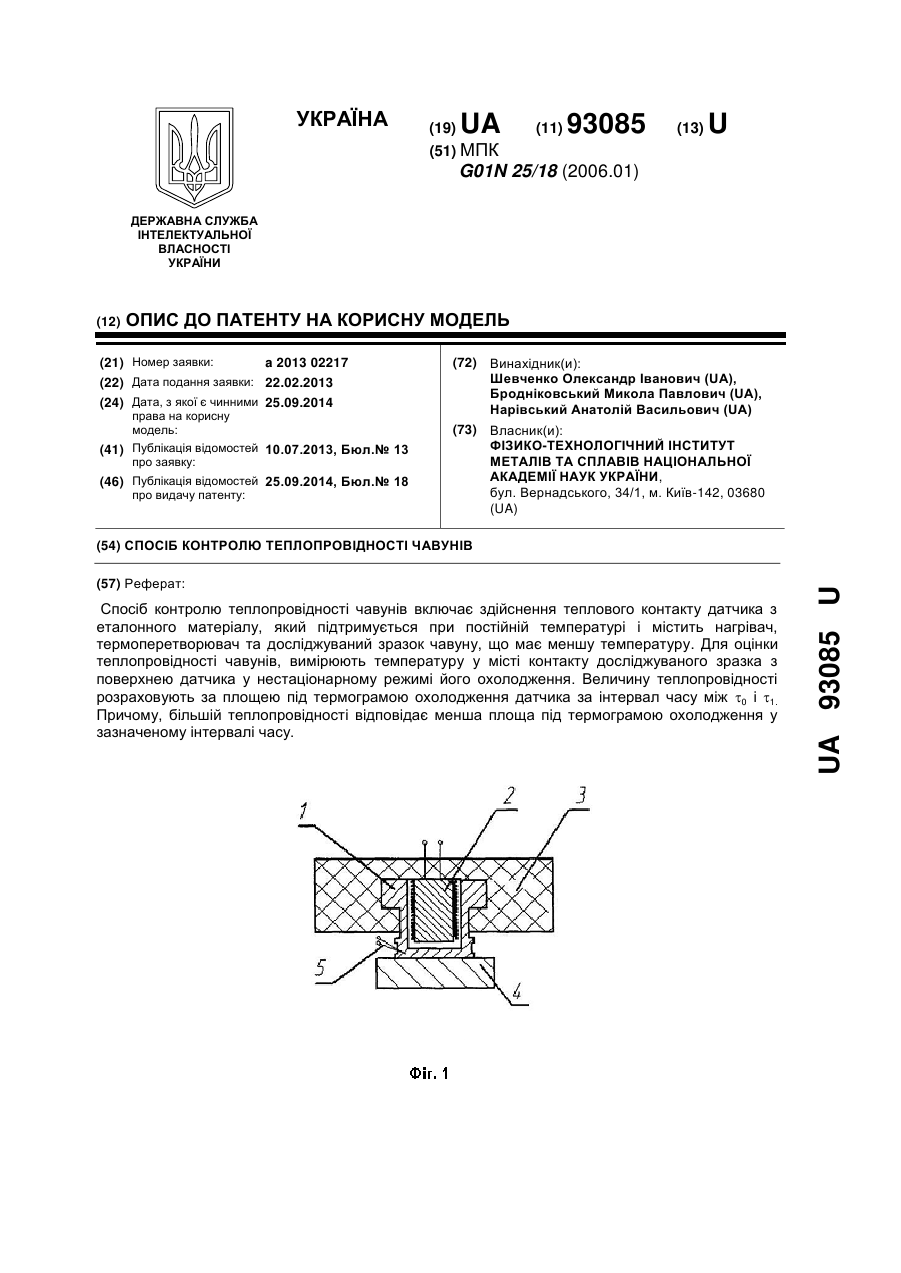
Номер патенту: 93085
Опубліковано: 25.09.2014
Автори: Шевченко Олександр Іванович, Бродніковський Микола Павлович, Нарівський Анатолій Васильович
МПК: G01N 25/18
Мітки: теплопровідності, спосіб, контролю, чавунів
Формула / Реферат:
Спосіб контролю теплопровідності чавунів, що включає здійснення теплового контакту датчика з еталонного матеріалу, який підтримується при постійній температурі і містить нагрівач, термоперетворювач та досліджуваний зразок чавуну, що має меншу температуру, який відрізняється тим, що для оцінки теплопровідності чавунів, вимірюють температуру у місті контакту досліджуваного зразка з поверхнею датчика у нестаціонарному режимі його охолодження,...
Попередній патент: Спосіб діагностики розвитку остеопорозу
Наступний патент: Спосіб попередження кровотечі зі щитовидної залози під час термінової трахеостомії
Випадковий патент: Спосіб отримання колоїдних розчинів металів