Пристрій для виготовлення деталей штампуванням

Формула / Реферат
1. Пристрій для виготовлення деталей штампуванням, який містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту пуансона, плиту матриці, який відрізняється тим, що цей пристрій містить елементи, які утворюють механізм гідропритиску, а саме гідроциліндри, поршні та штоки гідроциліндрів, запірні чеки для замикання штоків гідроциліндрів.
2. Пристрій за п. 1, який відрізняється тим, що кількість гідроциліндрів складає не менш ніж два.
3. Пристрій за п. 1, який відрізняється тим, що для кожної запірної чеки виконані лиска штока, в яку входить запірна чека, та відповідні пази.
4. Пристрій за п. 1, який відрізняється тим, що притискна плита підвішена на штангах.
5. Пристрій за п. 1, який відрізняється тим, що для підйому та для опускання притискної плити закріплені кронштейни.
Текст
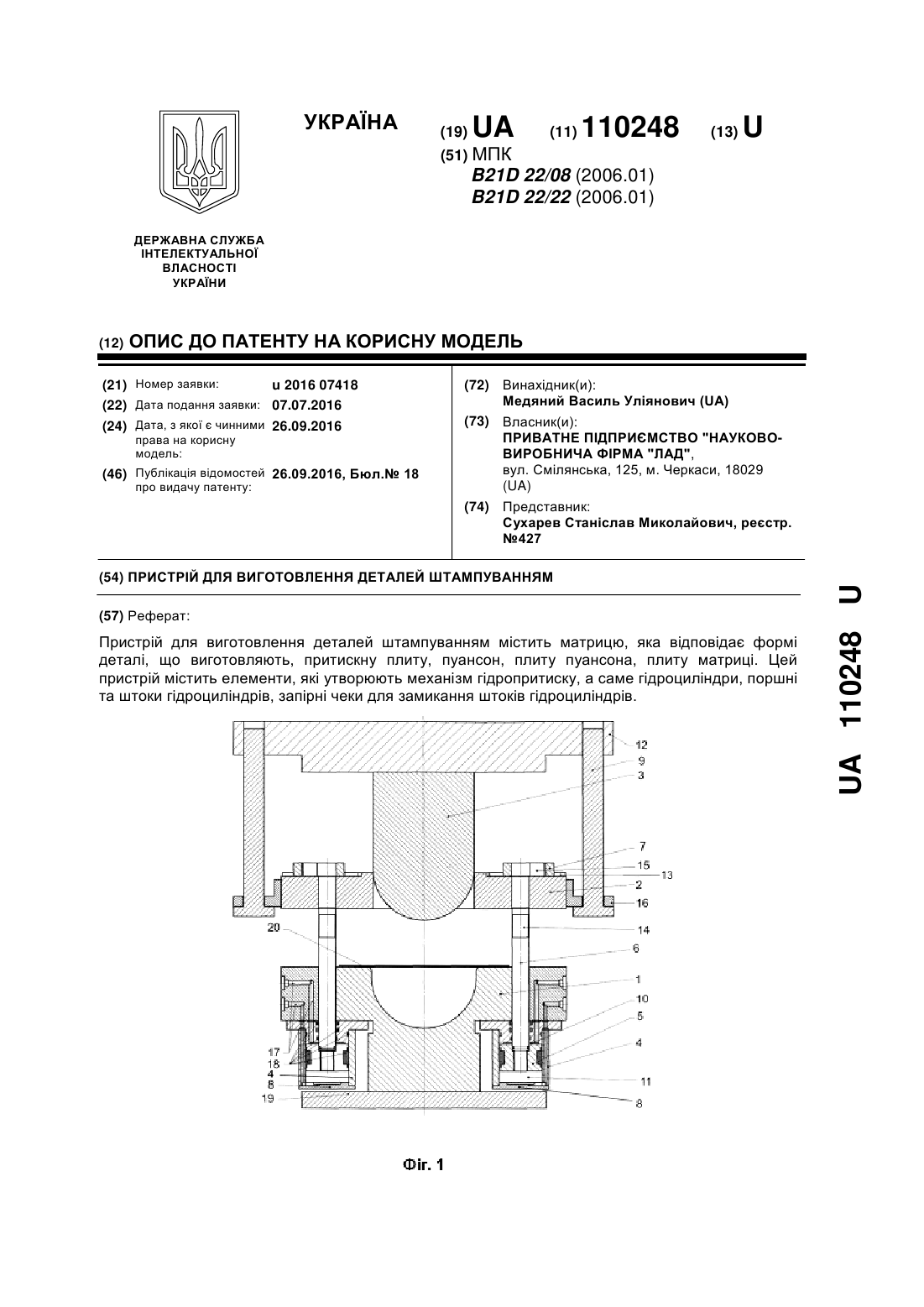
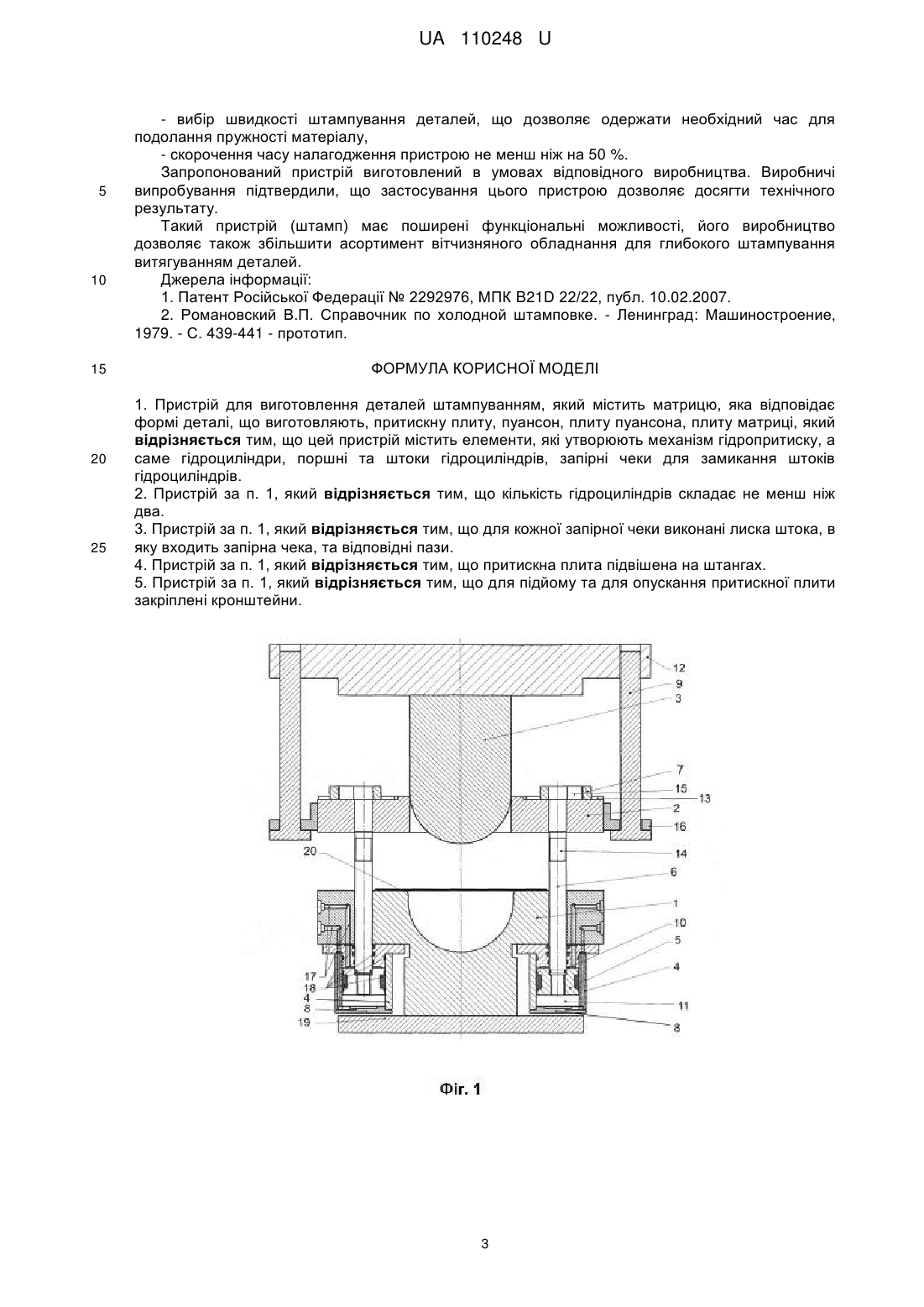
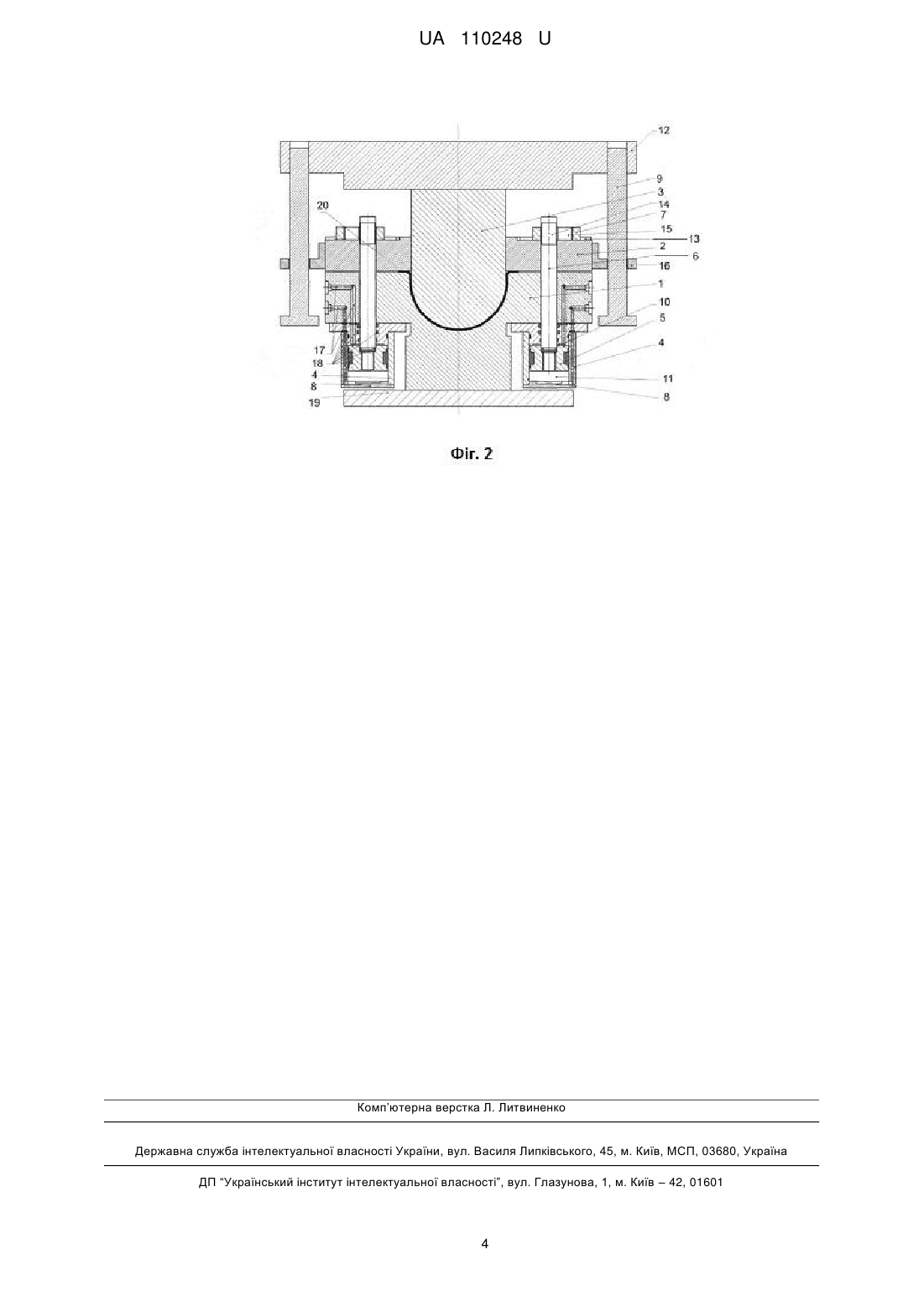
Реферат: Пристрій для виготовлення деталей штампуванням містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту пуансона, плиту матриці. Цей пристрій містить елементи, які утворюють механізм гідропритиску, а саме гідроциліндри, поршні та штоки гідроциліндрів, запірні чеки для замикання штоків гідроциліндрів. UA 110248 U (54) ПРИСТРІЙ ДЛЯ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ ШТАМПУВАННЯМ UA 110248 U UA 110248 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується обробки металів тиском, а саме конструкції пристрою (штампа) для виготовлення деталей штампуванням шляхом глибокого витягування з листового металу на пресах. Відомий пристрій для штампування, що призначений для витягування деталей із листових матеріалів, який містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту матриці (Патент Російської Федерації № 2292976, МПК B21D 22/22, публ. 10.02.2007 [1]). Такий пристрій дозволяє підвищити якість деталей, які виготовляють, але застосування цього пристрою не дозволяє скоротити час його налагодження, і в результаті здійснення штампування з застосуванням тільки преса подвійної дії експлуатація відомого пристрою передбачає використання достатньо дорогого спеціалізованого обладнання. Найбільш близьким до запропонованого пристрою є пристрій для виготовлення деталей штампуванням, який містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту матриці (Романовский В.П. Справочник по холодной штамповке. Ленинград: Машиностроение, 1979 -c. 439-441 [2]). Цей пристрій призначений для штампування деталей на пресах подвійної дії, в якому до внутрішнього повзуна преса кріпиться витяжний пуансон. До зовнішнього повзуна кріпиться притискна плита, яка притискає заготовку до поверхні витяжної матриці. При глибокому витягуванні на пресах подвійної дії притискна плита, яка повинна утримувати край заготовки, закріплюється на зовнішньому повзуні преса і в процесі штамповки механічно затискає край листової заготовки з потрібним зусиллям. Після того внутрішній повзун з встановленим на ньому пуансоном, заходячи в матрицю, формує деталь. Таким чином на цьому пристрої процес "глибокого" витягування деталей штампуванням здійснюють тільки на пресі подвійної дії. Застосування такого пристрою не дозволяє скоротити час його налагодження до 50 %, і здійснення штампування з застосуванням тільки преса подвійної дії експлуатація для відомого пристрою передбачає використання достатньо дорогого спеціалізованого обладнання. В основу корисної моделі поставлено задачу створення нового, удосконаленого пристрою для штампування деталей, нові елементи якого при використанні цього пристрою забезпечили б досягнення технічного результату, а саме - дозволили б скоротити час його налагодження не менш ніж на 50 %, здійснювати "глибоке" штампування (витягування) деталей з застосуванням преса простої дії, тобто без використання дорогого спеціалізованого обладнання - пресів подвійної дії. Поставлена задача вирішується тим, що запропонований пристрій (штамп) для виготовлення деталей штампуванням містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту пуансона, плиту матриці. Новим в цьому пристрої є те, що він містить елементи, які утворюють механізм гідропритиску, а саме гідроциліндри, поршні та штоки гідроциліндрів, запірні чеки для замикання штоків гідроциліндрів. Додатково запропонований пристрій характеризується наступними ознаками. Кількість гідроциліндрів складає не менш ніж два. Для кожної запірної чеки виконані лиска штока, в яку входить запірна чека, та відповідні пази. Притискна плита підвішена на штангах. Для підйому та для опускання притискної плити закріплені кронштейни. Промислова здатність запропонованого пристрою ілюструється його зображеннями: Фіг. 1 - Запропонований пристрій у вихідному стані (вертикальний розріз). Фіг. 2 - Запропонований пристрій у замкнутому стані (вертикальний розріз). Перелік елементів, які зазначені цифровими позиціями на фіг. 1 і на фіг. 2: 1 - матриця, яка відповідає формі деталі, що виготовляється 2 - притискна плита, яка забезпечує утримання металевої заготовки у процесі витягування 3 - пуансон 4 - гідроциліндр 5 - поршень гідроциліндра 4 6 - шток гідроциліндра 4 7 - запірна чека 8 - кришка гідроциліндра 4 9 - штанга (дві), на яких підвішена притискна плита 2 10 - штокова порожнина 11 - безштокова порожнина 12 - плита пуансона 3 1 UA 110248 U 5 10 15 20 25 30 35 40 45 50 55 60 13 - направляючий паз руху чеки 7 14 - лиска штока 6, в яку входить запірна чека 7 15 - паз запірної чеки 7 16 - кронштейн підйому притискної плити 2 17 - маслоканали 18 - ущільнюючі манжети 19 - плита матриці 1 20 - листова металева заготовка для виготовлення деталі (у готовому вигляді - деталь). Запропонований пристрій у статичному стані: Запропонований пристрій містить матрицю 1, яка відповідає формі деталі, що виготовляють, притискну плиту 2, яка забезпечує утримання заготовки, з якої штампують деталь в процесі її виготовлення, пуансон 3. Пуансон 3 має форму внутрішньої частини деталі, що виготовляють. На матриці 1 розташований механізм (вузол) гідропритиску, який утворений не менш ніж двома гідроциліндрами 4 з їх відповідними поршнями 5 та з штоками 6. Кожний шток 6 замикає відповідна запірна чека 7. Кришка 8 кожного гідроциліндра 4 розташована у нижній частині відповідного гідроциліндра 4. У вихідному положенні притискна плита 2 підвішена на двох штангах 9. У гідроцилиндрі 4 є дві порожнини - штокова порожнина 10 та безштокова порожнина 11. Плита 12 пуансона 3 розташована над цим пуансоном 3. Для кожної чеки 7 в притискній плиті 2 виконаний направляючий паз 13 для руху запірної чеки 7. Для кожної запірної чеки 7 виконана лиска 14 на штоку 6, в яку входить відповідна запірна чека 7, та відповідний запірний паз 15 чеки 7. Кронштейн 16 призначений для підйому притискної плити 2. Кожен з масляних каналів 17 (всього чотири таких канали для підводу машинного масла) виконаний у вигляді горизонтальної та вертикальної проточок. Манжети 18 призначені для ущільнення. На плиті 19 розташована матриця 1 запропонованого пристрою. Запропонований пристрій (штамп) працює наступним чином: У вихідному положенні запропонованого пристрою (штампа) притискна плита 2, яка забезпечує утримання заготовки в процесі штампування (витягування) деталі, підвішена на двох штангах 9 через кронштейн 16. Це дозволяє встановити листову металеву заготовку 20, з якої буде виготовлятися деталь, на матрицю 1, що відповідає формі деталі. Процес штампування деталі на запропонованому пристрої здійснюється у дві послідовні фази. На першій фазі повзун гідравлічного преса простої дії - виконавчого механізму (на зображеннях не показані тому, що не входять в конструкцію запропонованого штампу), рухаючись вниз, зупиняється в положенні змикання притискної плити 2 з матрицею 1. Штоки 6 гідроциліндрів 4 замикаються за допомогою запірних чек 7 вручну. Подачею машинного масла в штокову порожнину 10 кожного гідроциліндра 4 по масляним каналам 16 забезпечується притиск і утримання листової металевої заготовки 20. Зусилля утримання листової металевої заготовки налаштовується залежно від умов штампування. Потім - у другій фазі штампування повзун гідравлічного преса (виконавчого механізму) продовжує рух вниз до закінчення процесу витягування. При штамповці пуансон 3 (пуансон 3 має форму внутрішньої частини деталі, що виготовляють) чинить безпосередній тиск на листову металеву заготовку 20. Після закінчення процесу витягування повзун гідравлічного преса піднімається в проміжне положення, при якому відбувається звільнення замикаючих чек 7. Шляхом подачі тиску подачею машинного масла у кожну безштокову порожнину 11 гідроциліндрів 4 звільняються замикаючі чеки 7, які потім виводять із зачеплення вручну. Потім повзун гідропреса разом з пуансоном 3 і притискною плитою 2 (притискну плиту 2 піднімають через кронштейни 16) піднімаються у верхнє початкове положення, при якому готову деталь 20, що має певну форму, вилучають з матриці 1. Сукупність усіх ознак запропонованого пристрою, в тому числі його нові ознаки - наявність складових, які утворюють механізм гідропритиску, а саме - гідроциліндрів, поршнів та штоків гідроциліндрів, запірних чек для замикання штоків гідроциліндрів дозволяють при застосуванні цього пристрою досягти технічного результату. За рахунок нових ознак, а саме за рахунок наявності елементів, утворюючих механізм (вузол) гідропритиску - гідроциліндрів, його поршнів та штоків, запірних чек для замикання штоків гідроциліндрів, стає можливим здійснення "глибокого" штампування (витягування) деталей з застосуванням преса простої дії, тобто без використання дорогого спеціалізованого обладнання - пресів подвійної дії, при цьому забезпечуються: - регулювання зусилля утримання заготовки для штампування "глибоких" деталей в процесі здійснення штампування, 2 UA 110248 U 5 10 15 20 25 - вибір швидкості штампування деталей, що дозволяє одержати необхідний час для подолання пружності матеріалу, - скорочення часу налагодження пристрою не менш ніж на 50 %. Запропонований пристрій виготовлений в умовах відповідного виробництва. Виробничі випробування підтвердили, що застосування цього пристрою дозволяє досягти технічного результату. Такий пристрій (штамп) має поширені функціональні можливості, його виробництво дозволяє також збільшити асортимент вітчизняного обладнання для глибокого штампування витягуванням деталей. Джерела інформації: 1. Патент Російської Федерації № 2292976, МПК B21D 22/22, публ. 10.02.2007. 2. Романовский В.П. Справочник по холодной штамповке. - Ленинград: Машиностроение, 1979. - С. 439-441 - прототип. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристрій для виготовлення деталей штампуванням, який містить матрицю, яка відповідає формі деталі, що виготовляють, притискну плиту, пуансон, плиту пуансона, плиту матриці, який відрізняється тим, що цей пристрій містить елементи, які утворюють механізм гідропритиску, а саме гідроциліндри, поршні та штоки гідроциліндрів, запірні чеки для замикання штоків гідроциліндрів. 2. Пристрій за п. 1, який відрізняється тим, що кількість гідроциліндрів складає не менш ніж два. 3. Пристрій за п. 1, який відрізняється тим, що для кожної запірної чеки виконані лиска штока, в яку входить запірна чека, та відповідні пази. 4. Пристрій за п. 1, який відрізняється тим, що притискна плита підвішена на штангах. 5. Пристрій за п. 1, який відрізняється тим, що для підйому та для опускання притискної плити закріплені кронштейни. 3 UA 110248 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMedianyi Vasyl Uliianovych
Автори російськоюМедяный Василий Улиянович
МПК / Мітки
МПК: B21D 22/08, B21D 22/22
Мітки: штампуванням, деталей, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/6-110248-pristrijj-dlya-vigotovlennya-detalejj-shtampuvannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення деталей штампуванням</a>
Спосіб виготовлення трійників з трубних заготовок штампуванням
Номер патенту: 72986
Опубліковано: 10.09.2012
Автори: Буряк Максим Анатолійович, Дробот Дмитро Павлович, Ліфановський Георгій Васильович, Карпенко Сергій Анатолійович
МПК: F16K 1/14, B21C 37/29
Мітки: трубних, спосіб, заготовок, штампуванням, виготовлення, трійників
Формула / Реферат:
1. Спосіб виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготівку (1) з бічним отвором (2), потім згадану заготівку (1) встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), всередину заготівки (1) через її бічний отвір (2) вводять стрижень (6), на верхньому кінці якого кріплять пуансон (7) за допомогою роз'ємного...
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 7288
Опубліковано: 15.06.2005
Автори: Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Потапова Інна Георгіївна
МПК: B22F 3/00
Мітки: пристрій, виробів, високощільних, штампуванням, порошків, металевих, стружки, гарячим, виготовлення
Формула / Реферат:
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що містить контейнер із двома сполученими робочим і вихідним каналами однакового перерізу, розташованими перпендикулярно один до одного, вузол навантаження, матрицю з вічком, клиновий затвор робочого каналу контейнера, який відрізняється тим, що вихідний канал виконаний змінного перерізу з розташованим в ньому доущільнюючим пуансоном.
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 42248
Опубліковано: 25.06.2009
Автори: Іскович-Лотоцький Ростислав Дмитрович, Веселовська Наталія Ростиславівна, Манжилевський Олександр Дмитрович, Булига Юрій Володимирович
МПК: B24B 1/04
Мітки: конфігурації, пристрій, великогабаритних, складної, деталей, вібраційного, очищення
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привод, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з гідроциліндра, нерухомої стійки, встановленої на...
Пристрій для виготовлення гнутих деталей із деревини
Номер патенту: 71636
Опубліковано: 15.12.2004
Автор: Гіленко Ігор Олександрович
МПК: B27H 1/00
Мітки: гнутих, пристрій, деталей, виготовлення, деревини
Формула / Реферат:
Пристрій для виготовлення гнутих деталей із деревини, який містить верхню та нижню опорні плити з встановленими на них відповідно вигинальним пуансоном і вигинальною матрицею, напрямні елементи, що забезпечують точний напрямок ходу верхньої плити відносно нижньої, який відрізняється тим, що додатково містить підключений до джерела електричного струму гнучкий нагрівальний елемент, що встановлюють на матриці з контактом по всій поверхні...
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 57625
Опубліковано: 10.03.2011
Автори: Іскович-Лотоцький Ростислав Дмитрович, Веселовська Наталія Ростиславівна, Булига Юрій Володимирович, Манжилевський Олександр Дмитрович
МПК: B24B 1/04
Мітки: очищення, вібраційного, конфігурації, пристрій, деталей, великогабаритних, складної
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привід, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з першого гідроциліндра, нерухомої стійки,...
Попередній патент: Вібраційний датчик сенсорної лінії
Наступний патент: Пристрій сепарації подрібнених полімерних відходів
Випадковий патент: Спосіб одержання прокатних виробів із розширеного графіту та установка для його здійснення