Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок
Номер патенту: 66650
Опубліковано: 10.01.2012
Автори: Власенко Богдан Васильович, Птуха Сергій Вікторович, Білобров Юрій Миколайович, Ємченко Андрій Валентинович, Цуканов Владислав Іванович, Пільгаєв Володимир Михайлович, Плугатар Віктор Семенович
Формула / Реферат
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок, при якому після відрізання на ріжучому пристрої сортової заготівки перемикають приводи роликів рольганга на підвищену швидкість і переміщують заготівку до контакту з упором, відключають приводи роликів рольганга в районі стелажа, включають привод підіймача сортових заготівок, захоплювачі якого знімають заготівку з роликів рольганга, піднімають її у верхнє положення і зупиняють під горизонтальним настилом стелажа, включають ролики рольганга у режим, при якому їхня швидкість узгоджена зі швидкістю розливання, включають привод повороту ложементів стелажа, які укладають заготівку на горизонтальний настил стелажа, приводом повороту ложементи стелажа повертають у вихідне положення, включають привод підіймача заготівок на опускання його захоплювачів у нижнє положення, після відрізання чергової заготівки включають приводи роликів рольганга в районі стелажа на підвищену швидкість і перемикають приводи роликів рольганга перед стелажем на підвищені швидкості, переміщують чергову заготівку до контакту з упором у районі стелажа і відключають приводи роликів рольганга у районі стелажа, включають привод підіймача, захоплювачі якого знімають чергову заготівку з роликів рольганга, піднімають її у верхнє положення і зупиняють під горизонтальним настилом стелажа, включають ролики рольганга у режим, при якому їхня швидкість узгоджена зі швидкістю розливання, а частину безперервнолитого злитка, з довжиною, достатньою для відрізання чергової заготівки, переміщують роликами рольганга у районі стелажа, який відрізняється тим, що при переміщенні частини безперервнолитого злитка роликами рольганга у районі стелажа включають привод підіймача заготівок на опускання у нижнє положення, при цьому захоплювачі підіймача, контактуючи із частиною безперервнолитого злитка, провертаються відносно своїх шарнірних прикріплень до вушок L-подібних стояків підіймача, обходять безперервнолитий злиток, розміщений на роликах рольганга у районі стелажа.
Текст
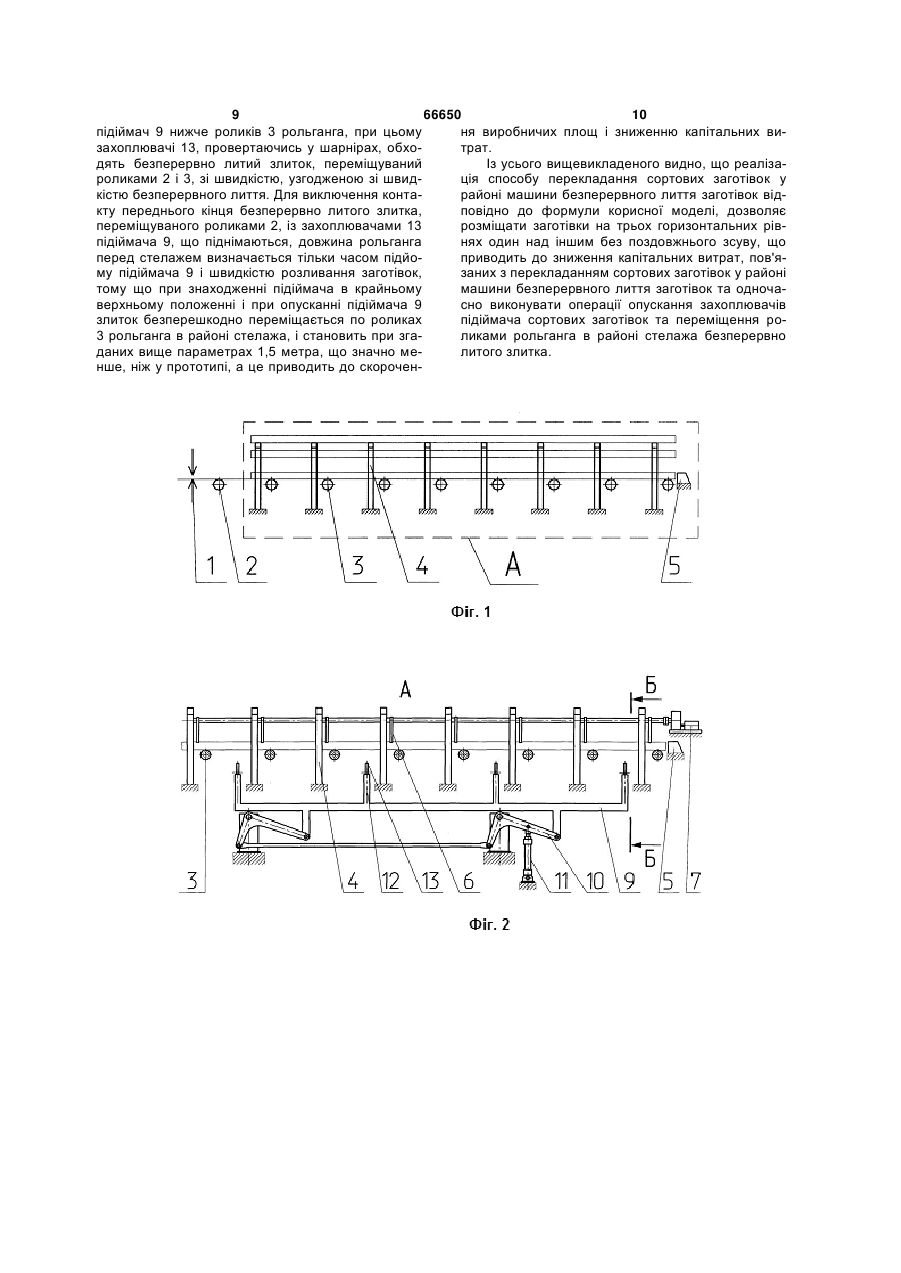
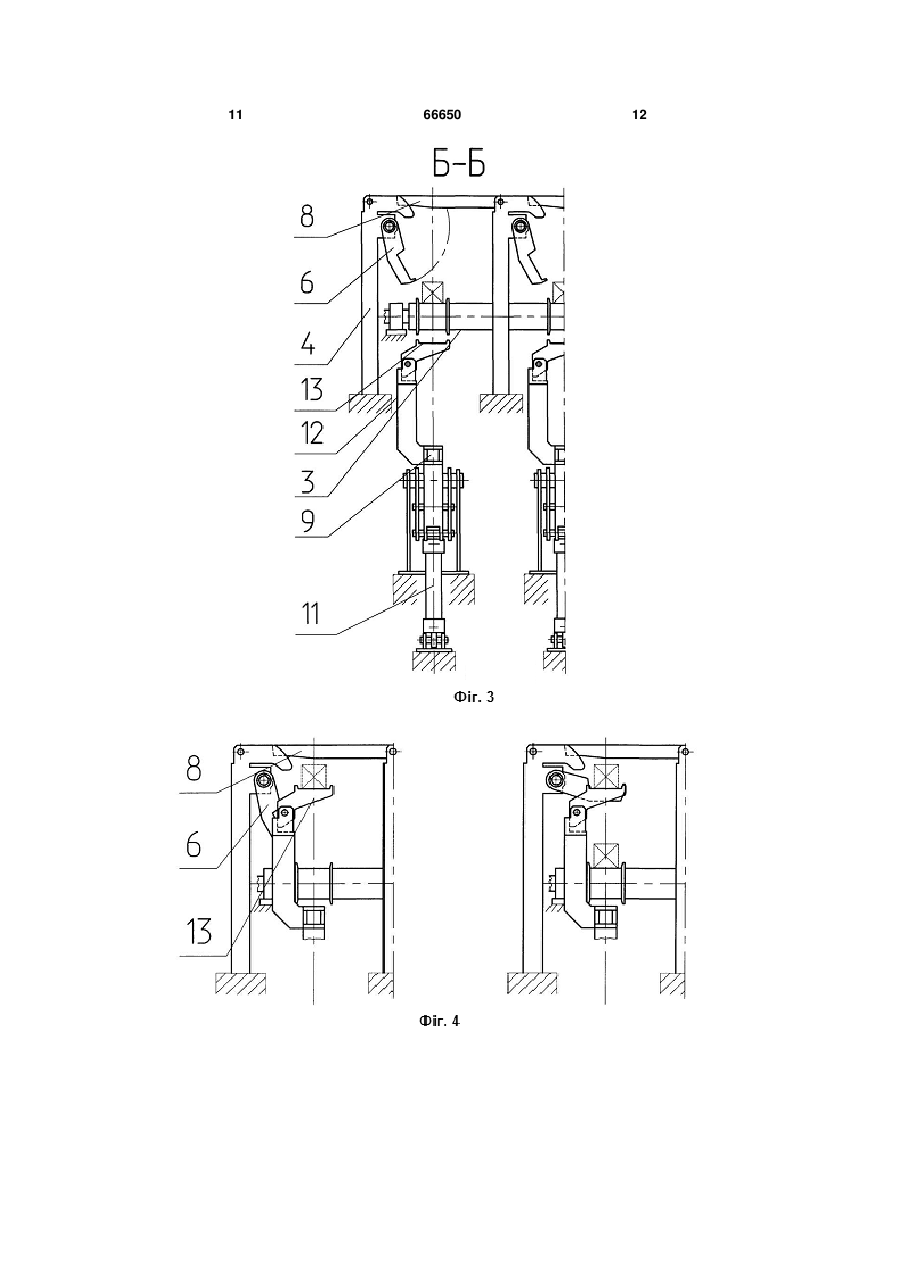
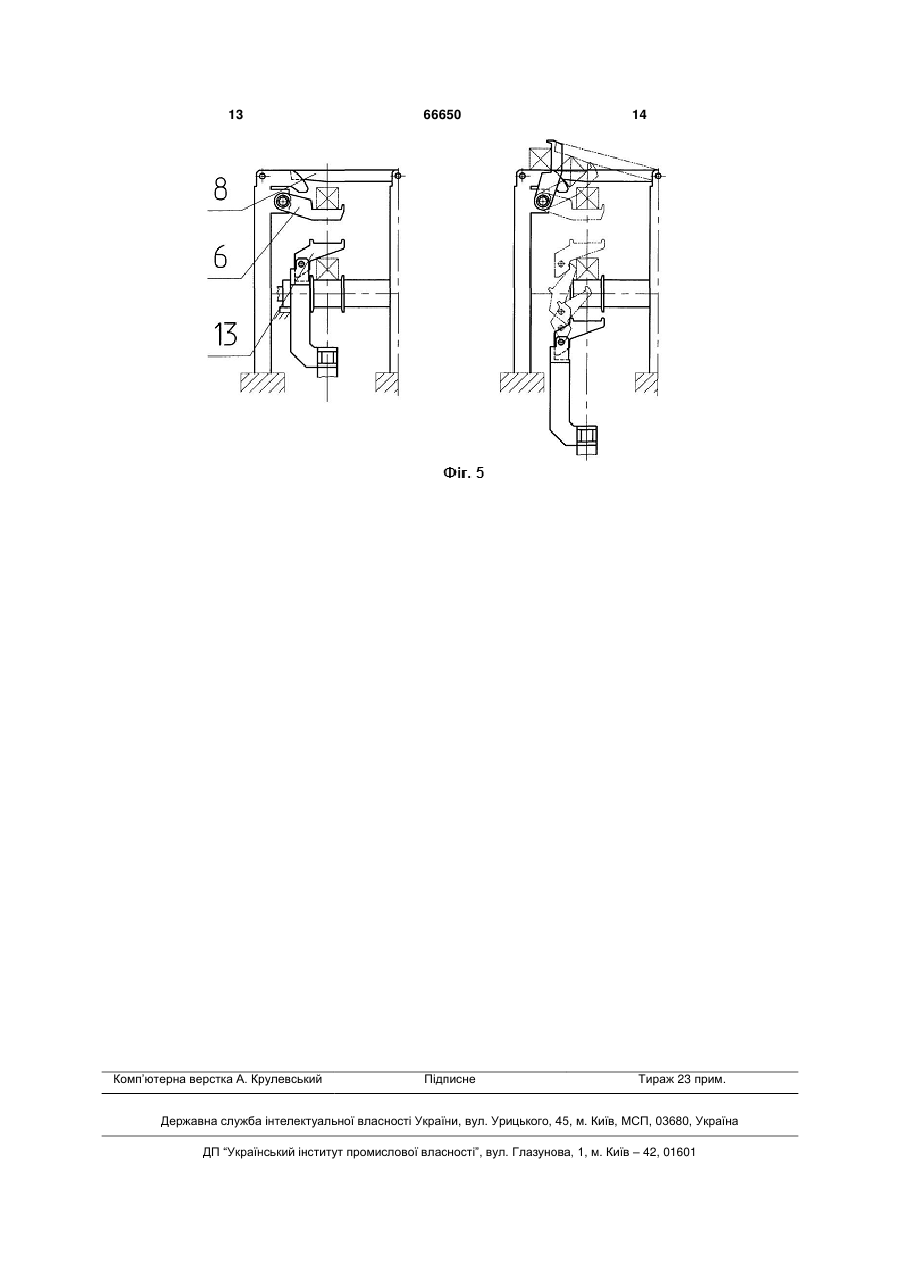
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок, при якому після відрізання на ріжучому пристрої сортової заготівки перемикають приводи роликів рольганга на підвищену швидкість і переміщують заготівку до контакту з упором, відключають приводи роликів рольганга в районі стелажа, включають привод підіймача сортових заготівок, захоплювачі якого знімають заготівку з роликів рольганга, піднімають її у верхнє положення і зупиняють під горизонтальним настилом стелажа, включають ролики рольганга у режим, при якому їхня швидкість узгоджена зі швидкістю розливання, включають привод повороту ложементів стелажа, які укладають заготівку на горизонтальний настил стелажа, приводом повороту ложементи стелажа U 2 66650 1 3 66650 4 лажем і роликами рольганга в районі стелажа до привода повороту ложементи переводяться у виконтакту з упором і зупиняють, ролики рольганга в хідне положення. Включають привод підіймача на районі стелажа відключають. При цьому частина опускання захоплювачів у нижнє положення під безперервно литого злитка, довжина якого достатроликами рольганга. Включають привод підіймача ня для відрізання наступної заготівки, розташована підйом, його захоплювачі піднімаються і знімана на роликах рольганга перед стелажем, переміють чергову заготівку з роликів рольганга в районі щується ними у бік стелажа. стелажа, переміщують її у верхнє положення та Перекладання сортових заготівок відбувається зупиняють заготівку. Включають привод повороту наступним чином. ложементів стелажа, вони знімають заготівку із Після відрізання ріжучим пристроєм заготівки захоплювачів підіймача і розміщають її у горизонмірної довжини та переміщення її роликами рольтальному положенні під настилом стелажа, звороганга перед стелажем, перемикають приводи ротним ходом привода підіймач опускається, а його ликів рольганга перед стелажем і привода роликів захоплювачі розміщуються нижче рівня роликів рольганга у районі стелажа на підвищені швидкосрольганга. При цьому всі ролики рольганга оберті обертання. Після контакту заготівки з упором, таються зі швидкістю, узгодженою зі швидкістю привода роликів рольганга у районі стелажа відкрозливання доти, поки довжина злитка, розміщелючаються, а приводи роликів рольганга перед ного на роликах рольганга після ріжучого пристелажем перемикаються на швидкість, узгоджену строю, не досягне довжини, достатньої для відрізі швидкістю безперервного лиття заготівки. Вклюзання наступної заготівки. чають привод повороту ложементів і провертають Таким чином, до недоліків способу переклаїх відносно точок шарнірного зчленування з вертидання сортових заготівок у районі машини безпекальними стійками, ложементи знімають заготівку рервного лиття сортових заготівок слід віднести з роликів рольганга і переносять на горизонтальнезадовільні капітальні витрати. ний настил стелажа, зворотним ходом привода До основи корисної моделі поставлене заложементи вертаються у вихідне положення, розвдання зниження капітальних витрат, пов'язаних зі міщуючись нижче рівня роликів рольганга. Після способом перекладання сортових заготівок у равідрізання ріжучим пристроєм чергової заготівки, йоні машини безперервного лиття сортових заготіяку переміщують ролики рольганга перед стелавок. жем, включають привода роликів рольганга у раПоставлене завдання вирішується за рахунок йоні стелажа на підвищену швидкість обертання і технічного результату, який полягає у сполученні в перемикають на підвищену швидкість обертання часі, виконуваних у районі стелажа операцій опуспривода роликів рольганга перед стелажем. Після кання захоплювачів підіймача сортових заготівок і контакту чергової заготівки з упором відключають переміщення роликами рольганга в районі стелапривода роликів рольганга в районі стелажа. При жа безперервно литого злитка. цьому ролики рольганга перед стелажем переміДля досягнення вищевказаного технічного рещують злиток до розміщення на рольгангу ділянки зультату в способі перекладання сортових заготізлитка з довжиною, достатньою для відрізання вок у районі машини безперервного лиття заготінаступної заготівки. вок, при якому після відрізання на ріжучому Таким чином, до недоліків способу переклапристрої сортової заготівки перемикають приводи дання сортових заготівок у районі машини безпероликів рольганга на підвищену швидкість і перерервного лиття сортових заготівок слід віднести міщують заготівку до контакту з упором, відключазначні капітальні витрати. ють приводи роликів рольганга в районі стелажа, Відомий також інший спосіб перекладання совключають привод підіймача сортових заготівок, ртових заготівок у районі машини безперервного захоплювачі якого знімають заготівку з роликів лиття заготівок в заявці на винахід України рольганга, піднімають її у верхнє положення і зу№200810529 від 19.08.08г., більш близький до пиняють під горизонтальним настилом стелажа, рішення, що заявляється, і прийнятий як найближвключають ролики рольганга в режим, при якому, чий аналог. При цьому способі перекладання сорїхня швидкість узгоджена зі швидкістю розливання, тових заготівок після відрізання ріжучим пристровключають привод повороту ложементів стелажа, єм від безперервно литого злитка заготівки її які укладають заготівку на горизонтальний настил переміщують роликами рольганга, переключеними стелажа, приводом повороту ложементи стелажа на підвищені швидкості, до контакту з упором у повертають у вихідне положення, включають прирайоні стелажа, відключають приводи роликів ровод підіймача заготівок на опускання його захопльганга в районі стелажа, включають привод пілювачів у нижнє положення, після відрізання чердіймача, його захоплювачі після контакту із заготігової заготівки включають приводи роликів вкою знімають її з роликів рольганга в районі рольганга в районі стелажа на підвищену швидстелажа, переміщують заготівку у верхнє полокість, а також перемикають приводи роликів рольження і зупиняють під горизонтальним настилом ганга перед стелажем на підвищені швидкості, стелажа. Потім привода роликів рольганга вклюпереміщують чергову заготівку до контакту з упочають на режим, при якому їхні швидкості узгором у районі стелажа і відключають привода ролиджені зі швидкістю розливання сортової заготівки, ків рольганга в районі стелажа, включають привод включають привод повороту ложементів стелажа. підіймача, захоплювачі якого знімають чергову Ложементи, провертаючись у вузлах шарнірного заготівку з роликів рольганга, піднімають її у верхзчленування зі стійками стелажа, знімають заготівнє положення і зупиняють під горизонтальним наку із захоплювачів підіймача та переносять її на стилом стелажа, включають ролики рольганга в горизонтальний настил, а потім зворотним ходом режим, при якому їхня швидкість узгоджена зі 5 66650 6 швидкістю розливання, а частина безперервно кання в нижнє положення; литого злитка, з довжиною, достатньою для відріпровертання захоплювачів підіймача, що конзання чергової заготівки, переміщують роликами тактують із частиною безперервно литого злитка, рольганга в районі стелажа, відповідно до корисвідносно своїх шарнірних прикріплень до вушок Lної моделі при переміщенні частини безперервно образних стійок підіймача, і обхід ними безперервлитого злитка роликами рольганга в районі стелано литого злитка, розміщеного на роликах рольгажа включають привод підіймача заготівок на опуснга в районі стелажа. кання в нижнє положення, при цьому захоплювачі Спосіб перекладання сортової заготівки в рапідіймача, контактуючи із частиною безперервно йоні машини безперервного лиття сортових заготілитого злитка, провертаються відносно своїх шарвок має нові операції і нову послідовність операнірних прикріплень до вушок L-подібних стояків цій. підіймача, обходять безперервно литий злиток, Завдяки тому, що при переміщенні частини розміщений на роликах рольганга в районі стелабезперервно литого злитка роликами рольганга в жа. районі стелажа включають привод підіймача загоУ результаті порівняльного аналізу способу тівок на опускання у нижнє положення, і при цьому перекладання сортових заготівок, що заявляється, захоплювачі підіймача, контактуючи із частиною із найближчим аналогом встановлено, що вони безперервно литого злитка, провертаються відномають наступні загальні ознаки: сно своїх шарнірних прикріплень до вушок Lпісля відрізання на ріжучому пристрої сортової образних стійок підіймача, обходять безперервно заготівки перемикання приводів роликів рольганга литий злиток, розміщений на роликах рольганга в на підвищену швидкість і переміщення заготівки до районі стелажа, стало можливим при наявності на контакту з упором; роликах рольганга безперервно литої заготівки відключення приводів роликів рольганга в раопускати захоплювачі підіймача в нижнє положенйоні стелажа; ня за рахунок того, що захоплювачі обходять заговключення привода підіймача сортових заготітівку, торкаючись її поверхонь, провертаючись у вок; вузлах своїх шарнірних прикріплень, а це дозволяє знімання заготівки захоплювачами підіймача з скоротити довжину ділянки рольганга перед стероликів рольганга; лажем, тому що довжина ділянки рольганга перед підйом заготівки у верхнє положення і зупинка стелажем у цьому випадку визначається часом заготівки під горизонтальним настилом стелажа; переміщення підіймача із заготівкою, знятою з ровключення роликів рольганга у режим, при ликів рольганга в районі стелажа у верхнє полоякому, їхня швидкість узгоджена зі швидкістю розження, тому що для опускання захоплювачів у ниливання; жнє положення не потрібно відсутності включення привода повороту ложементів стебезперервно литої заготівки на роликах рольганга лажа; в районі стелажа. У розглянутому випадку при розміщення заготівки на горизонтальному нашвидкості розливання 6 м/хв, часі підйому захопстилі стелажа; лювачів 15 секунд довжина ділянки рольганга пеповернення приводом повороту ложементів 15 15 м , що , ред стелажем становить: tпод 6 стелажа у вихідне положення; 60 включення привода підіймача заготівок на менше, ніж у найближчому аналогу, а це привоопускання його захоплювачів у нижнє положення; дить до скорочення виробничих площ, необхідних після відрізання чергової заготівки включення для розміщення механізмів, що виконують перекприводів роликів рольганга в районі стелажа на ладання сортових заготівок у районі машини безпідвищену швидкість і перемикання приводів роперервного лиття, що заявляється, і зниженню ликів рольганга перед стелажем на підвищену капітальних витрат. швидкість; З використанням рішення, що заявляється, випереміщення чергової заготівки до контакту з конаний технічний проект для машини безперервупором у районі стелажа; ного лиття ЗАТ "Донецьксталь»-металургійний відключення приводів роликів рольганга в разавод", м. Донецьк, Україна. йоні стелажа; Корисна модель пояснюється кресленнями, на включення привода підіймача та знімання заяких зображене наступне: хоплювачами підіймача чергової заготівки з ролифіг. 1 - загальний вид району машини безпеків рольганга; рервного лиття заготівок; переміщення заготівки у верхнє положення і фіг. 2 - вид А на фіг. 1; зупинка під горизонтальним настилом стелажа; фіг. 3 - розріз Б-Б на фіг.2; включення роликів рольганга в режим, при фіг. 4 - фіг. 5 - варіанти розміщення вузлів меякому їхня швидкість узгоджена зі швидкістю розханізмів району при перекладанні сортової заготівливання; ки. переміщення частини безперервно литого Спосіб перекладання сортових заготівок, що злитка, з довжиною, достатньою для відрізання заявляється реалізується наступним чином. чергової заготівки, роликами рольганга в районі Після відрізання від безперервно литого злитстелажа; ка, що рухається, на ріжучому пристрої заготівки і відмінні ознаки: необхідної довжини перемикають усі привода ропри переміщенні частини безперервно литого ликів рольганга на підвищені швидкості, ролики злитка роликами рольганга в районі стелажа рольганга переміщують сортову заготівку в район включення привода підіймача заготівок на опусстелажа до її контакту з упором, відключають при 7 66650 8 вода роликів рольганга в районі стелажа. Включаплощині. Форма виконання привода переміщення ють привод підіймача сортових заготівок, його за11 для рішення поставленого завдання істотного хоплювачі, переміщуючись, знімають заготівку з значення не має, тому у формулі він названий у роликів рольганга в районі стелажа, піднімають у загальному виді. У цьому випадку віддана переваверхнє положення і зупиняють під горизонтальним га виконанню привода переміщення у вигляді гіднастилом стелажа. Включають привод повороту роциліндра, як більш компактному. З поздовжньою ложементів, які, провертаючись відносно вузлів балкою підіймача 9 жорстко зчленовані вертикашарнірних закріплень, знімають заготівку із захопльні стійки 12. Кожна стійка 12 у верхній частині лювачів підіймача і перекладають на горизонтальвиконана з вушками, з'єднаними між собою торцений настил стелажа. Включають привод підіймача вою стінкою. З вушками кожної стійки 12 шарнірно на опускання і розміщують його захоплювачі в низ'єднаний захоплювач 13. Кожний захоплювач 13 жнім положенні під роликами рольганга. При опусвиготовлений з упорною поверхнею, призначеною канні підіймача частина чергового безперервно для контакту з відповідною торцевою стінкою стійлитого злитка переміщуваного роликами рольганки 12, що забезпечує горизонтальне розміщення га, перебуває в районі стелажа, і захоплювачі піприймальних поверхонь захоплювачів 13. діймача, контактуючи з поверхнею злитка, поверПерекладання заготівок в районі машини безтаються у вузлах шарнірних зчленувань із Lперервного лиття сортових відбувається наступподібним стояком, обходять злиток, що рухається, ним чином. Після відрізання на машині газового і опускаються в нижнє положення. Після відрізання різання 1 заготівки мірної довжини перемикають ріжучим пристроєм від злитка, що рухається, загоприводні ролики 2 і 3 рольганга на підвищені швитівки завданої довжини перемикають привода родкості і транспортують заготівку до контакту з уполиків рольганга на підвищені швидкості та переміром 5, відключають привода роликів 3, а привода щують заготівку до контакту з упором, після чого роликів 2 перемикають на швидкість, узгоджену зі відключають привода роликів рольганга в районі швидкістю розливання. Включають привод 11 пістелажа. Включають привод підіймача, і піднімадіймача 9, який через систему важелів 10 переміють його захоплювачі, які своїми приймальними щує нагору поздовжню балку з стійками 12 і захоповерхнями знімають чергову заготівку з роликів плювачами 13. Захоплювачі 13 приймальними рольганга в районі стелажа, переміщують у верхнє поверхнями знімають заготівку з роликів 3, переположення та зупиняють. Включають привод поміщуються у крайнє верхнє положення і зупинявороту ложементів стелажа. Ложементи знімають ються із заготівкою під горизонтальним настилом 8 заготівку із захоплювачів підіймача і розміщують її стелажа 4. Після знімання заготівки з роликів 3 в горизонтальному положенні під настилом стелавключають їхні привода на швидкість, узгоджену зі жа, заготівка залишається в цьому положенні до швидкістю розливання. При цьому черговий злиток завершення переміщень штовхачем попередньої переміщується роликами 2 у район стелажа 4. заготівки з горизонтального настилу стелажа. Заготівка безперешкодно переміщується по ролиПриводом переміщення підіймача опускають захоках 3 при піднятих захоплювачах 13 підіймача 9. плювачі нижче рівня роликів рольганга, при цьому Включають привод повороту ложементів 6, які знізахоплювачі, провертаючись у вузлах шарнірних мають заготівку із захоплювачів 13 підіймача 9 і зчленувань, обходять наступний безперервно липерекладають її на горизонтальний настил 8 стетий злиток, переміщуваний роликами рольганга, лажа. Після знімання заготівки з підіймача 9 приякі обертаються зі швидкістю, узгодженою зі швидводом 11 він опускається у нижнє положення, при кістю розливання доти, поки довжина злитка, розцьому захоплювачі 13, торкаючись поверхні чергоміщеного на роликах рольганга, не досягне доввої заготівки, провертаються у вузлах шарнірних жини, достатньої для відрізання наступної зчленувань, обходять заготівку і розміщуються заготівки. нижче рівня роликів 3. Після обходу заготівки заДо складу району машини безперервного литхоплювачі 13 під дією сил ваги повертаються у тя сортових заготівок входять встановлені в лінії вузлах шарнірних зчленувань до контакту упорних кожного струмка ріжучий пристрій, виконаний у поверхонь із відповідними торцевими стінками, цьому випадку у вигляді машини газового різання при цьому їхні приймальні поверхні для заготівки 1, рольганг із приводними роликами 2 і 3. У лінії займають горизонтальне положення. Приводом рольганга розміщений стелаж 4 і упор 5. Приводні повороту ложементи 6 вертаються у вихідне поролики 2 розташовані у проміжку між машиною ложення. Після відрізання на машині газового рігазового різання 1 і стелажем 4, а приводні ролики зання 1 чергової заготівки від безперервно литого 3 встановлені в районі стелажа 4. Стелаж 4 викозлитка, привода роликів 2 і 3 перемикаються на наний у вигляді вертикальних стійок, до верхніх підвищені швидкості і транспортують чергову загочастин яких шарнірно прикріплені ложементи 6, тівку до контакту з упором 5. Відключають привода зчленовані із приводом повороту 7. Вертикальні роликів 3 і приводом 11 через систему важелів 10 стійки стелажа 4 встановлені у проміжках між ропіднімають підіймач 9 з стійками 12 і захоплюваликами 3. До верхніх частин вертикальних стійок чами 13, які знімають чергову заготівку з роликів 3 стелажа 4 прикріплений горизонтальний настил 8. рольганги, піднімають її і зупиняються із заготівкою У районі стелажа 4 розміщений підіймач 9 заготіпід горизонтальним настилом 8. Включають привок, виконаний у вигляді поздовжньої балки, вставод повороту 7 ложементів 6, які знімають заготівновленої перпендикулярно осям роликів 2 і 3 і розку із захоплювачів 13 підіймача 9 і зупиняються із ташований під ними. Поздовжня балка за заготівкою під горизонтальним настилом 8 до задопомогою системи важелів 10 шарнірно зчленовершення маніпуляцій штовхачем з попередньою вана із приводом переміщення 11 у вертикальній заготівкою. Включають привод 11, який опускає 9 66650 10 підіймач 9 нижче роликів 3 рольганга, при цьому ня виробничих площ і зниженню капітальних визахоплювачі 13, провертаючись у шарнірах, обхотрат. дять безперервно литий злиток, переміщуваний Із усього вищевикладеного видно, що реалізароликами 2 і 3, зі швидкістю, узгодженою зі швидція способу перекладання сортових заготівок у кістю безперервного лиття. Для виключення контарайоні машини безперервного лиття заготівок відкту переднього кінця безперервно литого злитка, повідно до формули корисної моделі, дозволяє переміщуваного роликами 2, із захоплювачами 13 розміщати заготівки на трьох горизонтальних рівпідіймача 9, що піднімаються, довжина рольганга нях один над іншим без поздовжнього зсуву, що перед стелажем визначається тільки часом підйоприводить до зниження капітальних витрат, пов'яму підіймача 9 і швидкістю розливання заготівок, заних з перекладанням сортових заготівок у районі тому що при знаходженні підіймача в крайньому машини безперервного лиття заготівок та одночаверхньому положенні і при опусканні підіймача 9 сно виконувати операції опускання захоплювачів злиток безперешкодно переміщається по роликах підіймача сортових заготівок та переміщення ро3 рольганга в районі стелажа, і становить при згаликами рольганга в районі стелажа безперервно даних вище параметрах 1,5 метра, що значно мелитого злитка. нше, ніж у прототипі, а це приводить до скорочен 11 66650 12 13 Комп’ютерна верстка А. Крулевський 66650 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of transfer of profiled billets in region of continuous casting machine
Автори англійськоюPtukha Serhii Viktorovych, Pluhatar Viktor Semenovych, Vlasenko Bohdan Vasyliovych, Pilhaiev Volodymyr Mykhailovych, Bilobrov Yurii Mykolaiovych, Yemchenko Andrii Valentynovych, Tsukanov Vladyslav Ivanovych
Назва патенту російськоюСпособ перекладывания сортовых заготовок в районе машины непрерывного литья заготовок
Автори російськоюПтуха Сергей Викторович, Плугатар Виктор Семенович, Власенко Богдан Васильевич, Пильгаев Владимир Михайлович, Билобров Юрий Николаевич, Емченко Андрей Валентинович, Цуканов Владислав Иванович
МПК / Мітки
МПК: B22D 11/00
Мітки: заготівок, районі, безперервного, лиття, спосіб, сортових, перекладання, машини
Код посилання
<a href="https://ua.patents.su/7-66650-sposib-perekladannya-sortovikh-zagotivok-u-rajjoni-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок</a>
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок
Номер патенту: 62567
Опубліковано: 12.09.2011
Автори: Плугатар Віктор Семенович, Власенко Богдан Васильович, Пільгаєв Володимир Михайлович, Птуха Сергій Вікторович, Білобров Юрій Миколайович, Цуканов Владислав Іванович, Ємченко Андрій Валентинович
МПК: B22D 11/00
Мітки: районі, машини, сортових, спосіб, перекладання, заготівок, безперервного, район, лиття
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із...
Район машини безперервного лиття заготівок

Номер патенту: 52221
Опубліковано: 25.08.2010
Автори: Власенко Богдан Васильович, Плугатар Віктор Семенович, Птуха Сергій Вікторович, Білобров Юрій Миколайович
МПК: B22D 11/00
Мітки: безперервного, лиття, заготівок, район, машини
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять, встановлений за ріжучим пристроєм, рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж та упор у районі стелажа, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок,...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Смирнов Віктор Григорович, Калашников Андрій Анатолійович, Титаренко Олександр Іванович, Попік Вадим Геннадійович, Вольвач Олександр Євгенійович
МПК: B22D 11/04
Мітки: безперервного, машини, кристалізатор, заготівок, лиття
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Тіунов Володимир Миколайович, Баначенков Володимир Геннадійович, Широкорад Сергій Іванович, Плугатар Віктор Семенович
МПК: B22D 11/08
Мітки: формування, машини, ділянка, лиття, безперервного, заготівок
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Кристалізатор машини безперервного лиття слябових заготівок

Номер патенту: 82616
Опубліковано: 25.04.2008
Автори: Калашников Андрій Анатолійович, Романенко Віталій Володимирович, Плугатар Віктор Семенович, Білобров Юрій Миколайович, Чижик Володимир Васильович, Грибанов Олексій Вячеславович, Реука Юрій Юрійович, Резников Віктор Іванович
МПК: B22D 11/04
Мітки: заготівок, слябових, безперервного, лиття, машини, кристалізатор
Формула / Реферат:
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині стінок, який відрізняється тим, що на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною,де: В – ширина вузької...
Попередній патент: Аналого-цифровий перетворювач відносної різниці паралельного типу
Наступний патент: Колодкове гальмо
Випадковий патент: Розточувальна оправка