Дискова пилка для різання готового гарячого металопрокату з киплячих низьковуглецевих марок сталі
Номер патенту: 112707
Опубліковано: 10.10.2016
Автори: Бергеман Генадій Володимирович, Мамчіц Євген Карлович, Бембінек Дмитро Юрійович
Формула / Реферат
Дискова пилка, призначена для різання гарячого металопрокату з киплячих низьковуглецевих марок сталі, що містить суцільнометалевий диск із розташованими по його периметру ріжучими зубами, де кожний зуб має при вершині передній (g) і задній (a) ріжучі кути, яка відрізняється тим, що конфігурація кожного ріжучого зуба у площині, перпендикулярній осі диска пилки, виконана у формі рівнобедреного трикутника із внутрішнім кутом (b) при вершині зуба, величиною 60°±15', і зрізаною вершиною, що утворює площадку з ріжучими кромками, й заднім кутом (a1), який дорівнює 10°±10', ріжучі кути (g) і (a) при вершині зуба дорівнюють величинам 30°±7' і 60°±7' відповідно, а передня й задня ріжучі кромки вершин зубів симетрично роздвоєні наскрізною поздовжньою канавкою, яка має форму прямої призми із чотирикутною основою, при цьому ширина наскрізної поздовжньої канавки (Нк) і її максимальна глибина (Nк max) у тілі кожного зуба дорівнюють висоті призми і висоті основи призми відповідно і становлять 0,26…0,28 від товщини диска пилки.
Текст
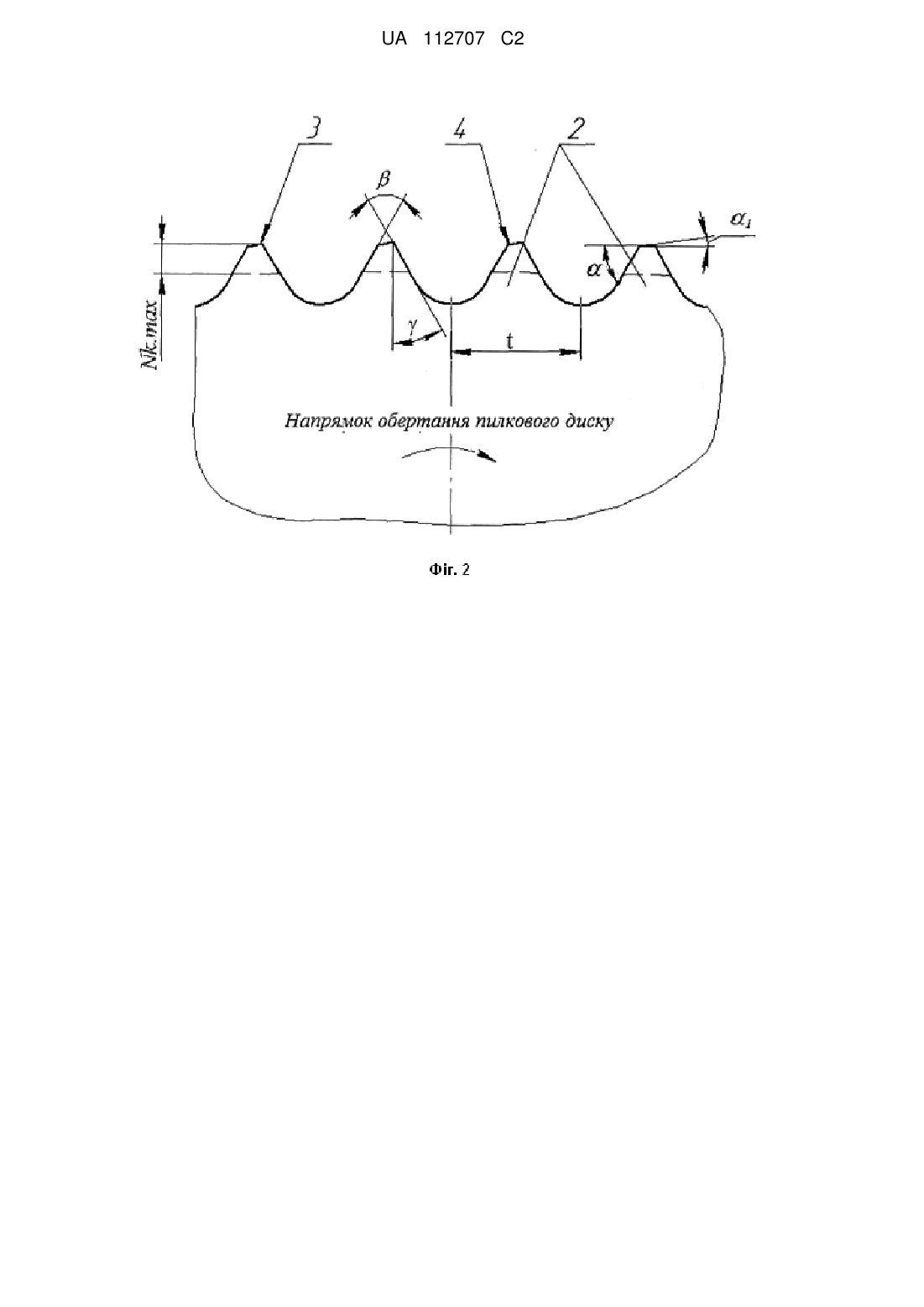
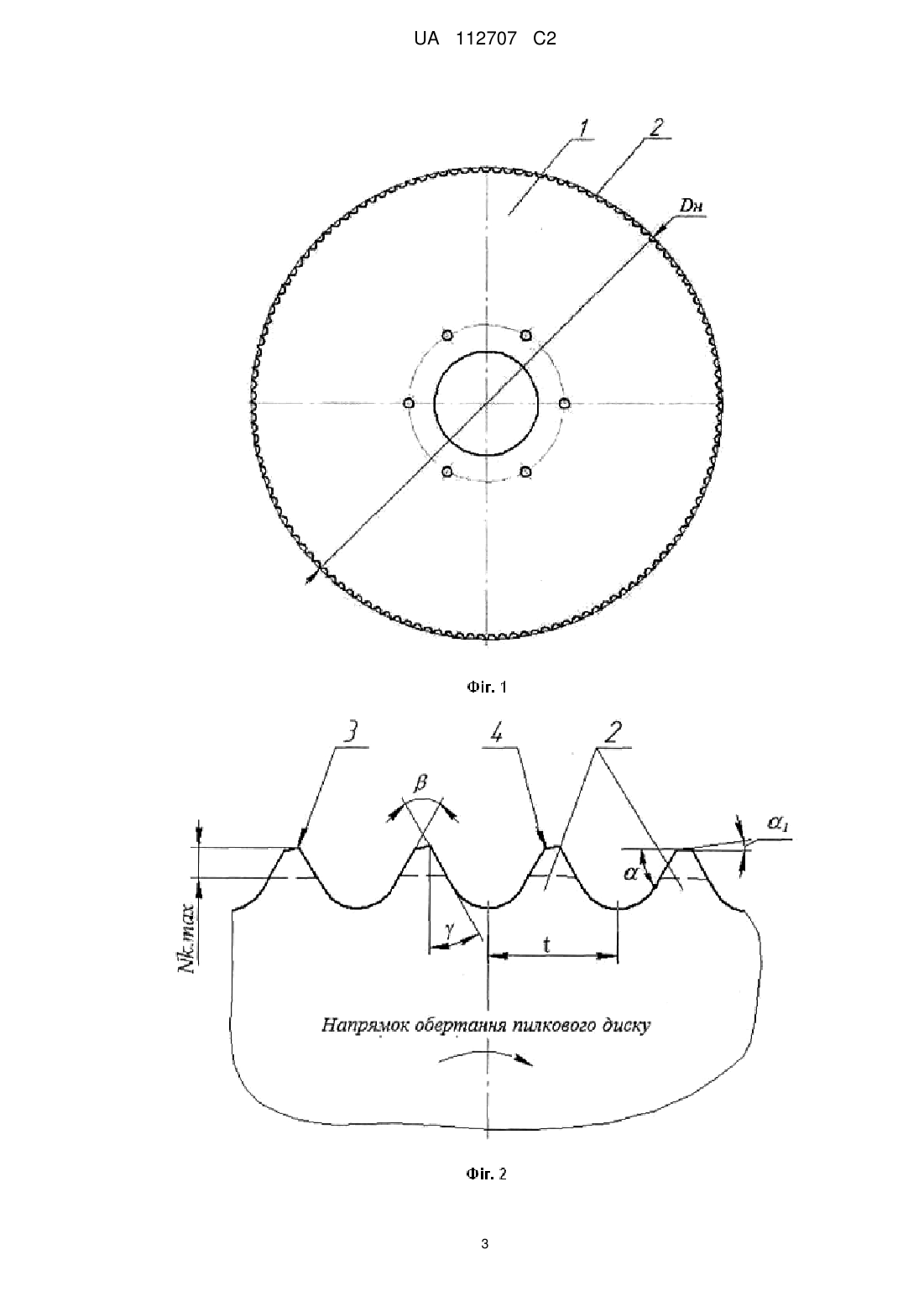
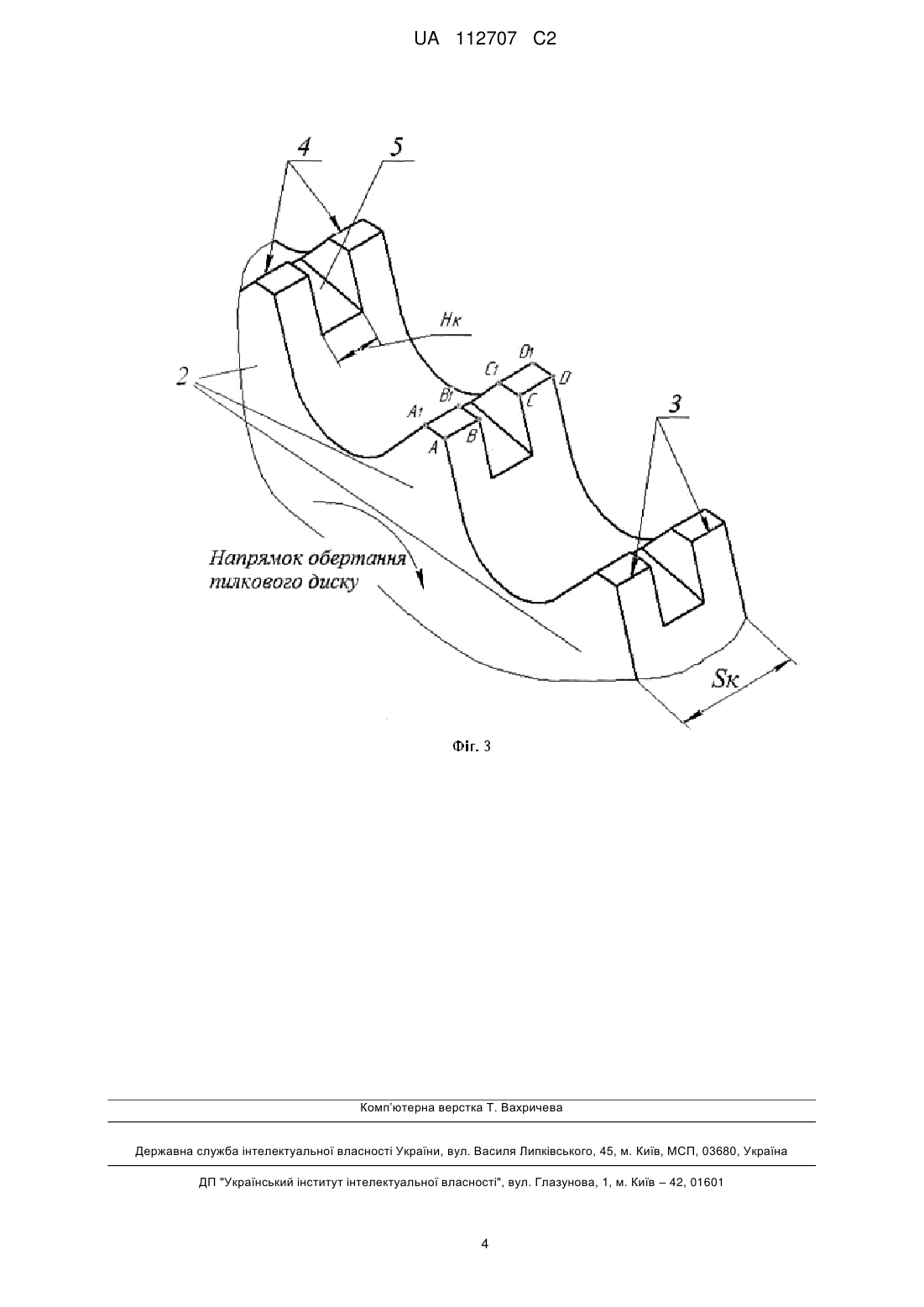
Реферат: Винахід належить до конструкцій металорізальних інструментів, призначених для механічної обробки металу, а саме до відрізних дискових пилок, використовуваних на прокатних станах для високопродуктивного автоматичного різання різних видів гарячого сортового та фасонного металопрокату, наприклад автоободів або рейок контактних для вагонів метрополітену і може бути впроваджений в металургійній промисловості. Дискова пилка, призначена для різання гарячого металопрокату з киплячих низьковуглецевих марок сталі, містить суцільнометалевий диск із розташованими по його периметру ріжучими зубами, де кожний зуб має при вершині передній () і задній () ріжучі кути, конфігурація кожного ріжучого зуба у площині, перпендикулярній осі диска пилки, виконана у формі рівнобедреного трикутника із внутрішнім кутом () при вершині зуба, величиною 60°±15', і зрізаною вершиною, що утворює площадку з ріжучими кромками, й заднім кутом (1), який дорівнює 10°±10', ріжучі кути () і () при вершині зуба дорівнюють величинам 30°±7' і 60°±7' відповідно, а передня й задня ріжучі кромки вершин зубів симетрично роздвоєні наскрізною поздовжньою канавкою, яка має форму прямої призми із чотирикутною основою, при цьому ширина наскрізної поздовжньої канавки (Нк) і її максимальна глибина (Nк max) у тілі кожного зуба, дорівнюють висоті призми і висоті основи призми відповідно, і становлять 0,26…0,28 від товщини диску пилки. UA 112707 C2 (12) UA 112707 C2 UA 112707 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до конструкцій металорізальних інструментів, призначених для механічної обробки металу, а саме до відрізних дискових пилок, які використовуються на прокатних станах для високопродуктивного автоматичного різання різних видів гарячого сортового та фасонного металопрокату, наприклад автоободів або рейок контактних для вагонів метрополітену, і може бути впроваджений в металургійній промисловості. Відома дискова пилка, призначена переважно для різання "м'яких" металів (наприклад алюмінію), що містить розташовані по периферії диска ріжучі зуби, на передній стороні яких виконані стружкові канавки у вигляді піднутрень, а на бічній поверхні пилки виконані додаткові канавки, розташовані симетрично осьовій площини диска пилки, які мають ширину, що перекриває відповідну стружкову канавку. Додаткові канавки відстоять від ріжучої кромки зубів на 3,5-4 мм, а їх глибина складає відповідно 0,9-1 мм. Конфігурація ріжучих зубів дискової пилки забезпечує повне й вільне видалення "м'якої" і в'язкої стружки без утворення наростів або залипання зрізуваного металу на поверхні зубів або у западинах між зубами. (SU № 1804975, MПK B23D 61/12 від 10.05.1990 г.). Недоліком відомого пристрою є ослаблення вінця даного пристрою наявністю стружкової канавки з піднутренням, розташованим відносно передньої поверхні зуба, глибина якого дорівнює довжині його передньої поверхні, що не дозволяє використовувати даний пристрій при різанні "твердих" металів (сталей) на великих кутових швидкостях. Найбільш близьким за технічною суттю й результатом, що досягається (прототип), є дискова фреза, що містить монолітний корпус із розташованими по його контуру ріжучими зубами, кожний з яких має задній кут і негативний передній кут, при цьому конфігурація ріжучих зубів в осьовій площині фрези має форму клина. Клиноподібна конфігурація зубів дискової фрези дозволяє забезпечити високу чистоту різа практично з повним видаленням задирків. (SU № 1808518, МПК В23С 5/08, B23D 61/02 від 02.01.1991 г.). Недоліками пристрою, вибраного за прототип, є його обмежена кутова швидкість, викликана малим зовнішнім діаметром монолітного корпуса із зубчастим вінцем, а також конструктивне виконання ріжучих зубів, що не забезпечує активний перерозподіл металу утворюваного задирка по обидва боки різа, завдяки чому на одній з торцевих поверхонь різа задирок може залишатися. Дана негативна особливість пояснюється тим, що "м'який" і в'язкий гарячий метал, що видаляється, "видавлюється" по один бік дискової фрези, при цьому не відбувається підриву задирок, що утворюються в процесі різання. В основу винаходу поставлена задача поліпшення якості торцевих поверхонь, що формуються при нарізанні готового гарячого металопрокату, виробленого з киплячих низьковуглецевих марок сталі, за рахунок оптимізації конструкції (конфігурації ріжучих кромок) зубів дискової пилки. Поставлена задача вирішується тим, що дискова пилка, призначена для різання гарячого металопрокату з киплячих низько вуглецевих марок сталі, що містить суцільнометалевий диск із розташованими по його периметру ріжучими зубами, де кожний зуб має при вершині передній () і задній () ріжучі кути, яка відрізняється тим, що конфігурація кожного ріжучого зуба у площині, перпендикулярній осі диска пилки, виконана у формі рівнобедреного трикутника із внутрішнім кутом () при вершині зуба, величиною 60°±15', і зрізаною вершиною, що утворює площадку з ріжучими кромками й заднім кутом (1), який дорівнює 10°±10', ріжучі кути () і () при вершині зуба дорівнюють величинам 30°±7' і 60°±7' відповідно, а передня й задня ріжучі кромки вершин зубів симетрично роздвоєні наскрізною поздовжньою канавкою, яка має форму прямої призми із чотирикутною основою, при цьому ширина наскрізної поздовжньої канавки (Н к) і її максимальна глибина (Nк max) у тілі кожного зуба дорівнюють висоті призми і висоті основи призми відповідно і становлять 0,26…0,28 від товщини диску пилки. Технічний результат: Забезпечення глибокого підрізання коренів задирок, що утворюються в процесі різання гарячого металопрокату по обидва боки пропилу і їх наступного "відриву" від торцевої поверхні, що досягається завдяки збільшенню числа ріжучих кромок з одночасним зменшенням площі контакту взаємодіючих поверхонь, яке характеризується зниженням енергетичних параметрів процесів різання на 1/3, при збереженні "масивності" ріжучого зуба, що обумовлює його стійкість в умовах гарячого різання. Запропонована -подібна форма ріжучих кромок зубів дискової пилки забезпечує в області різа (пропилу) активний неоднорідний вплив інструмента на оброблюване середовище гарячого металопрокату, виробленого з киплячих низьковуглецевих марок сталі, який в процесі різання дозволяє інструменту "відривати" від обох торцевих поверхонь розподілу що формуються, тонкі, незрізані шари гарячого металу, які є основою для утворення задирок. Суть винаходу пояснюється кресленням. На фіг. 1 - дискова пилка для нарізання гарячого металопрокату - вигляд у плані; 1 UA 112707 C2 5 10 15 20 25 30 35 - на фіг. 2 - вигляд ріжучих зубів дискової пилки з передньою й задньою ріжучими кромками в площині диска пилки; - на фіг. 3 - вигляд ріжучих зубів дискової пилки в ізометричній проекції, з передньою й задньою ріжучими кромками, симетрично розділеними наскрізною поздовжньою канавкою. Дискова пилка (фіг. 1-3) для нарізання готового гарячого металопрокату з киплячих низьколегованих марок сталі, зокрема, прокатних профілів автоободів або рейок контактних для вагонів метрополітену складається із суцільнометалевого корпуса 1, що має форму диска з розташованими по його контуру ріжучими зубами 2, які складають із корпусом 1 нероз'ємне з'єднання. Ріжучі зуби 2 (фіг. 2-3) у площині диска пилки виконані у формі рівнобедрених трикутників із внутрішнім кутом при вершині зубів ()=60°±15' і зрізаною вершиною, яка утворює площадку з ріжучими кромками й заднім кутом (1)=10°±10'. Грані зубів 2 мають передній ріжучий кут () при вершині зуба, рівний 60°±7', і задній ріжучий кут () при вершині зуба, рівний 30°±7'. Крім того, передня 3 і задня 4 ріжучі кромки зубів 2 симетрично роздвоєні наскрізною поздовжньою канавкою 5, при цьому ширина канавки (Нк), а також її максимальна глибина (Nк.мax.) мають однаковий розмір, який становить 0,26…0,28 товщини корпуса (S к) дискової пилки. Дискова пилка має номінальний зовнішній діаметр (D н) - 1800 мм, товщину корпуса диска (Sк) - 8-9 мм, кількість ріжучих зубів (Z) - 435, розташованих із кроком (t) - 13 мм і може бути виготовлена з легованих марок сталі 50Г-65Г, що забезпечують її надійну роботу при високих швидкостях різання гарячого металопрокату, які становлять до 100 м/с. У процесі проведення виробничих випробувань пропонованого пристрою в умовах середньосортного стану "550" експериментально встановлено, що виконання канавки шириною (Нк) і максимальною глибиною (Nк) у тілі ріжучих зубів у розмірному діапазоні 3±0,5 мм, створює чотири ріжучі кромки зубів, що зумовлює утворення профільованого паза у місці розрізу гарячого металопрокату. При цьому, на кутових ділянках передньої й задньої ріжучих кромок зубів дискової пилки, у місцях (А-В), (С-Д) і (А1-В1),(С1-Д1) (фіг. 3) при зіткненні з металом, що розрізується, відбувається активний перерозподіл балансу сил різання у бік їх різкого зростання (на 1/3 від загального зусилля різання), результуючі сили концентруються в місцях контакту, що забезпечує глибоке підрізання кореня задирок й наступний відрив великих задирок, які формуються в процесі різання. Дана відмінна риса проявляється при гарячому різанні на середньосортному стані "550" прокатних профілів, вироблених з киплячих низьковуглецевих марок сталі, гарантує неможливість утворення великих задирок на обох торцевих поверхнях штанг даних прокатних профілів, які розрізаються на задані довжини, суттєво поліпшує якість готового гарячого металопрокату. ФОРМУЛА ВИНАХОДУ 40 45 50 Дискова пилка, призначена для різання гарячого металопрокату з киплячих низьковуглецевих марок сталі, що містить суцільнометалевий диск із розташованими по його периметру ріжучими зубами, де кожний зуб має при вершині передній () і задній () ріжучі кути, яка відрізняється тим, що конфігурація кожного ріжучого зуба у площині, перпендикулярній осі диска пилки, виконана у формі рівнобедреного трикутника із внутрішнім кутом () при вершині зуба, величиною 60°±15', і зрізаною вершиною, що утворює площадку з ріжучими кромками, й заднім кутом (1), який дорівнює 10°±10', ріжучі кути () і () при вершині зуба дорівнюють величинам 30°±7' і 60°±7' відповідно, а передня й задня ріжучі кромки вершин зубів симетрично роздвоєні наскрізною поздовжньою канавкою, яка має форму прямої призми із чотирикутною основою, при цьому ширина наскрізної поздовжньої канавки (Нк) і її максимальна глибина (Nк max) у тілі кожного зуба дорівнюють висоті призми і висоті основи призми відповідно і становлять 0,26…0,28 від товщини диска пилки. 2 UA 112707 C2 3 UA 112707 C2 Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBerheman Henadii Volodymyrovych
Автори російськоюБергеман Геннадий Владимирович
МПК / Мітки
МПК: B23D 61/02
Мітки: низьковуглецевих, металопрокату, готового, пилка, марок, дискова, сталі, гарячого, киплячих, різання
Код посилання
<a href="https://ua.patents.su/6-112707-diskova-pilka-dlya-rizannya-gotovogo-garyachogo-metaloprokatu-z-kiplyachikh-nizkovuglecevikh-marok-stali.html" target="_blank" rel="follow" title="База патентів України">Дискова пилка для різання готового гарячого металопрокату з киплячих низьковуглецевих марок сталі</a>
Чотириланкова дискова пила для поперечного різання сортового металопрокату
Номер патенту: 97849
Опубліковано: 10.04.2015
Автори: Петров Павло Олександрович, Боровік Павло Володимирович, Селезньов Максим Євгенович
МПК: B23D 45/00
Мітки: поперечного, дискова, різання, чотириланкова, металопрокату, пила, сортового
Формула / Реферат:
Чотириланкова дискова пила для поперечного різання сортового металопрокату, яка відрізняється тим, що додатково оснащена гідравлічним механізмом.
Спосіб одержання виливків із киплячих та напівспокійних марок сталі
Номер патенту: 28565
Опубліковано: 10.12.2007
Автори: Трухачов Сергій Юрійович, Мінтус Андрій Миколайович, Кузьмін Олександр Вікторович, Борщов Олексій Вікторович
МПК: B22D 7/06
Мітки: сталі, марок, киплячих, виливків, одержання, спосіб, напівспокійних
Формула / Реферат:
Спосіб одержання виливків із киплячих та напівспокійних марок сталі, що включає лиття виливка, який складається з верхньої й нижньої частин, що мають спільну основу і звужені відповідно догори і донизу, який відрізняється тим, що при кристалізації виливка здійснюють зниження тепловідводу за рахунок утеплення контуру верхньої частини на відстані зі сторони верху виливка, що дорівнює 0,2-0,5 її висоти.
Дисковий ніж-пилка для ручної мотокоси

Номер патенту: 65350
Опубліковано: 12.12.2011
Автор: Приходько Сергій Іванович
МПК: A01D 34/10
Мітки: ніж-пилка, дисковий, мотокоси, ручної
Формула / Реферат:
Дисковий ніж-пилка для ручної мотокоси, що містить принаймні один несучий диск, виконаний з можливістю встановлення на привідному валу мотокоси, та принаймні два елементи різання, виконаних у вигляді ріжучих елементів ланцюгової пилки, з правою та лівою ріжучими поверхнями, встановлених почергово із забезпеченням рівномірного обертання дискового ножа сумісно з привідним валом і закріплених на несучому диску за допомогою елементів кріплення з...
Стрічкова пилка
Номер патенту: 94881
Опубліковано: 10.12.2014
Автори: Сірко Зіновій Степанович, Д'яконов Віктор Кузьмич
МПК: B27B 33/00
Формула / Реферат:
Стрічкова пилка, що має корпус і зуби, яка відрізняється тим, що ширина частини зубів зменшується до їх вершини.
Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Литвинов Віталій Михайлович, Чумак Сергій Анатолійович, Коровченко Олександр Ілліч, Василенко Станіслав Леонідович, Красільніков Сергій Геннадійович
МПК: F23D 14/00
Мітки: газокисневий, різання, металопрокату, різак
Формула / Реферат:
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і...
Попередній патент: Пристрій для зливу просвітленої води
Наступний патент: Спосіб визначення індексу контрастності шрифту брайля
Випадковий патент: Масообмінний контактний пристрій