Спосіб виготовлення личкованих деревинно-полімерних матеріалів
Номер патенту: 113089
Опубліковано: 10.01.2017

Формула / Реферат
1. Спосіб виготовлення личкованих деревинно-полімерних матеріалів, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревинно-полімерного килима або пакета, його гаряче пресування з одночасним личкуванням і охолодження отриманого личкованого деревинно-полімерного матеріалу, який відрізняється тим, що як личкувальний матеріал використовують листи декоративного ламінату високого тиску (HPDL), а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють у процесі гарячого пресування з однієї або двох сторін за допомогою поліетиленової плівки або шару подрібненого вторинного поліетилену, для цього укладають один шар поверх іншого, причому спочатку укладають нижній зовнішній шар декоративного ламінату високого тиску (HPDL), потім насипають шар подрібненого вторинного поліетилену або укладають лист поліетиленової плівки, після чого насипають перемішані компоненти у вигляді деревинно-полімерної композиції, далі шар подрібненого вторинного поліетилену або лист поліетиленової плівки, насамкінець - верхній зовнішній шар декоративного ламінату високого тиску (HPDL), сформований деревинно-полімерний килим/пакет попередньо ущільнюють та після цього піддають гарячому плоскому пресуванню з одночасним личкуванням, після чого охолоджують до одержання личкованого деревинно-полімерного матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють без застосування жодного клею, для цього укладають один шар поверх іншого, причому спочатку укладають нижній зовнішній шар декоративного ламінату високого тиску (HPDL), потім насипають перемішані компоненти у вигляді деревинно-полімерної композиції, насамкінець - верхній зовнішній шар декоративного ламінату високого тиску (HPDL).
Текст
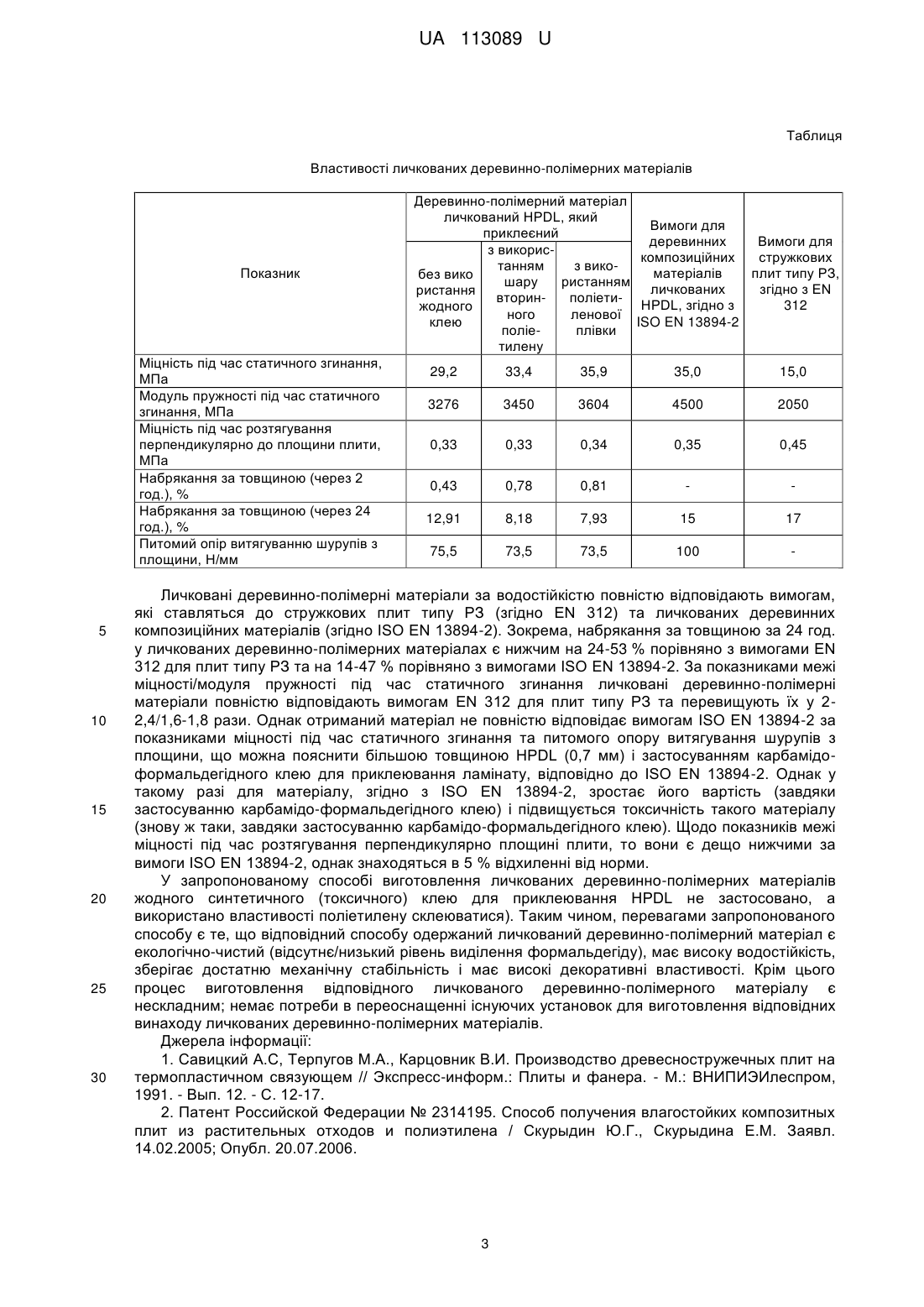
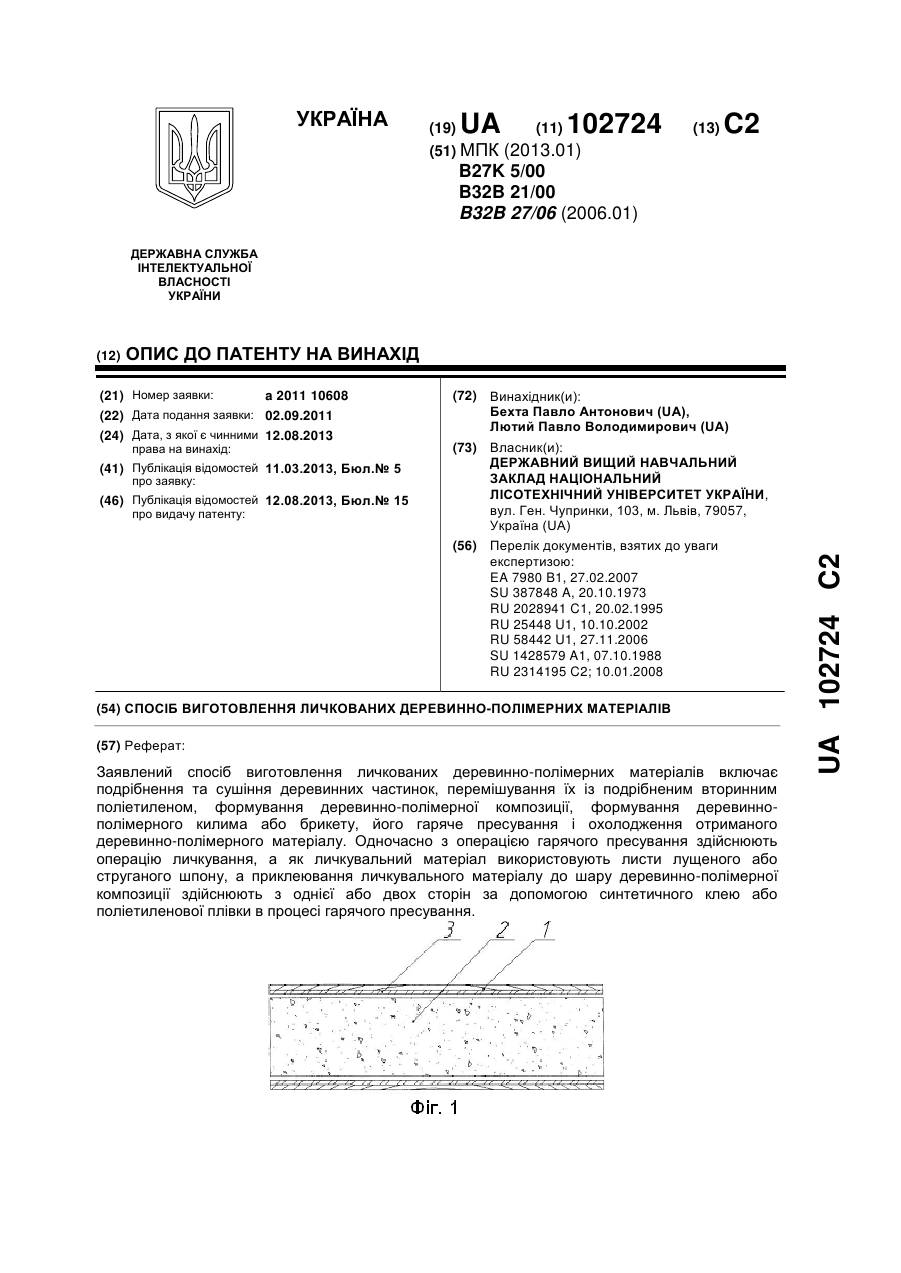
Реферат: Спосіб виготовлення личкованих деревинно-полімерних матеріалів включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревинно-полімерного килима або пакета, його гаряче пресування з одночасним личкуванням і охолодження отриманого личкованого деревинно-полімерного матеріалу. Як личкувальний матеріал використовують листи декоративного ламінату високого тиску (HPDL), а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють у процесі гарячого пресування з однієї або двох сторін за допомогою поліетиленової плівки або шару подрібненого вторинного поліетилену. UA 113089 U (12) UA 113089 U UA 113089 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до деревинно-полімерних матеріалів із подрібненої деревини і термопластичних полімерів, які можуть бути використані для потреб меблевого виробництва, будівництва, оздоблювальних робіт, товарів побутового або промислового призначення тощо. Відомий спосіб виготовлення стружкових плит із використанням термопластичного клею, який включає наступні операції: підготовку деревинного наповнювача, подрібнення термопласту, змішування деревинно-полімерної композиції, формування килима або брикету, гаряче пресування, холодне допресування, післяпресове оброблення плит; полімерний клей у вигляді гомогенної порошкоподібної суміші відходів поліетилену низької щільності та поліетилену високої щільності або поліпропілену додають у кількості 20 % від маси абсолютно сухої стружки [1]. Основні недоліки цього способу полягають у необхідності використання спеціальних пресформ для запобігання витіканню з брикету термопластичного полімеру внаслідок його високої текучості та низької в'язкості в розплавленому стані. Окрім цього отримувані плити мають недостатньо високі показники міцності та водостійкості. Відомий спосіб одержання вологостійких композитних плит із рослинних відходів і поліетилену, згідно з яким, перед гарячим пресуванням формування волокнистого килима здійснюють з використанням плівки поліетилену товщиною до 0,2 мм, яка використовується як компонент зовнішніх шарів прес-композиції, а пресування здійснюють за температури 120140 °C, тиску 5 МПа і тривалості пресування 1,0 хв/мм товщини плити [2]. Недоліками відомого способу є високий тиск пресування (5 МПа), висока щільність (12463 1338 кг/м ), а відповідно й значна перевитрата сировини. Відомий спосіб виготовлення деревинних плит на термопластичних клеях, який включає змішування деревинних частинок з термопластичним клеєм, формування килима, під час якого на його поверхню або на обидві його поверхні накладають проміжний шар на паперовій або синтетичній основі, а на поверхню плити накладають клейовий шар і личкувальний матеріал з наступним пресуванням [3]. Недоліком відомого способу є ускладнення технологічного процесу виготовлення деревинних плит, оскільки спочатку потрібно виготовити плити, а потім нанести на них клейовий шар та личкувальний матеріал і знову піддавати їх пресуванню. Відомо спосіб виготовлення личкованих деревинно-полімерних матеріалів, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревиннополімерного килима або пакета, його гаряче пресування і охолодження отриманого деревиннополімерного матеріалу, за яким одночасно з операцією гарячого пресування здійснюється операція личкування, а як личкувальний матеріал використовують листи лущеного або струганого шпону, а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють з однієї або двох сторін за допомогою синтетичного клею або поліетиленової плівки в процесі гарячого пресування [4]. Недоліками відомого способу є використання клеїв для приклеювання личкувального матеріалу, що робить матеріал токсичним і збільшує його вартість. В основу корисної моделі поставлено задачу створити спосіб виготовлення личкованих деревинно-полімерних матеріалів, в якому завдяки тому, що операцію личкування здійснюють одночасно з операцією гарячого пресування, а як личкувальний матеріал використовують листи декоративного ламінату високого тиску (HPDL), а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють у процесі гарячого пресування з однієї або двох сторін за допомогою поліетиленової плівки або шару вторинного поліетилену або без жодних клейових матеріалів, забезпечується одержання личкованих екологічно-чистих (відсутнє/низький рівень виділення формальдегіду) деревинно-полімерних матеріалів із високими показниками міцності під час статичного згинання та водостійкості, а також високими декоративними властивостями. Поставлена задача вирішується тим, що у способі виготовлення личкованих деревиннополімерних матеріалів, який включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревинно-полімерного килима/пакета, його гаряче пресування і охолодження отриманого личкованого деревинно-полімерного матеріалу, згідно з корисною моделлю, операцію личкування здійснюють одночасно з операцією гарячого пресування, а як личкувальний матеріал використовують листи декоративного ламінату високого тиску (HPDL), а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють у процесі гарячого пресування з однієї або двох сторін за допомогою поліетиленової плівки або шару вторинного поліетилену, або без жодних клейових матеріалів. 1 UA 113089 U 5 10 15 20 25 30 35 40 45 50 Суть даного способу полягає в наступному. Деревинні відходи подрібнюються для одержання стружки, яка висушується до вологості 3 %. Попередньо розраховані частки компонентів композиції (стружка, частинки поліетилену) згідно з рецептурою подають на операцію сухого змішування. Ретельно перемішана і приготовлена деревинно-полімерна композиція подається на наступні технологічні операції: формування деревинно-полімерного килима або пакета та його пресування з одночасним личкуванням. Приклад 1. У випадку приклеювання декоративного ламінату високого тиску (HPDL) без застосування будь-яких клеїв, на основу прес-форми укладають нижній зовнішній лист декоративного ламінату високого тиску (HPDL), потім насипають перемішані компоненти у вигляді деревинно-полімерної композиції, насамкінець - верхній зовнішній лист декоративного ламінату високого тиску (HPDL). Утворений в такий спосіб деревинно-полімерний килим/пакет попередньо ущільнюють у "холодному" стані (зазвичай за кімнатної температури), а потім піддають гарячому плоскому пресуванню з одночасним личкуванням. Приклеювання ламінату до деревинно-полімерної композиції ґрунтується у такому випадку на властивостях частинок вторинного поліетилену склеювати(ся). Приклад 2. У випадку приклеювання декоративного ламінату високого тиску (HPDL) за допомогою шару подрібненого вторинного поліетилену, на основу прес-форми укладають нижній зовнішній лист декоративного ламінату високого тиску (HPDL), потім насипають шар подрібненого вторинного поліетилену, після цього насипають перемішані компоненти у вигляді деревинно-полімерної композиції, далі знову насипають шар подрібненого вторинного поліетилену і насамкінець - верхній зовнішній лист декоративного ламінату високого тиску (HPDL). Утворений в такий спосіб деревинно-полімерний килим/пакет попередньо ущільнюють у "холодному" стані (зазвичай за кімнатної температури), а потім піддають гарячому плоскому пресуванню з одночасним личкуванням. Приклад 3. У випадку приклеювання декоративного ламінату високого тиску (HPDL) за допомогою поліетиленової (ПЕ) плівки, на основу прес-форми укладають нижній зовнішній лист декоративного ламінату високого тиску (HPDL), потім укладають поліетиленову плівку, після цього насипають перемішані компоненти у вигляді деревинно-полімерної композиції, далі знову укладають поліетиленову плівку і насамкінець - верхній зовнішній лист декоративного ламінату високого тиску (HPDL). Утворений в такий спосіб деревинно-полімерний килим/пакет попередньо ущільнюють у "холодному" стані (зазвичай за кімнатної температури), а потім піддають гарячому плоскому пресуванню з одночасним личкуванням. Одночасне плоске пресування і личкування можна здійснювати будь-яким відомим способом за температури від 140 °C до 230 °C. Тривалість процесу пресування і личкування становить від 0,8 до 1,2 хвилин на кожен міліметр товщини матеріалу, після чого матеріал піддається охолодженню до температури 30-40 °C між плитами холодного преса. Одержують личкований деревинно-полімерний матеріал. Жодного клею в процесі виготовлення личкованого деревинно-полімерного матеріалу, тобто, як в процесі приготування деревинно-полімерної композиції, так і в процесі приклеювання декоративного ламінату високого тиску (HPDL), не використовується. Одержання матеріалу ґрунтується у такому випадку на властивостях частинок вторинного поліетилену склеюватися). Властивості одержаного личкованого деревинно-полімерного матеріалу наведено в Таблиці, де також наведено для порівняння властивості стружкових плит (EN 312) і деревинних композиційних матеріалів личкованих HPDL (ISO EN 13894-2). Визначали міцність і модуль пружності під час статичного згинання (ДСТУ EN 310), межу міцності під час розтягування перпендикулярно до площини плити (ДСТУ ISO 16984), набрякання за товщиною через 2 і 24 год. (ДСТУ 4761) та питомий опір витягуванню шурупів з площини (ДСТУ EN 320) личкованого деревинно-полімерного матеріалу. 2 UA 113089 U Таблиця Властивості личкованих деревинно-полімерних матеріалів Показник Міцність під час статичного згинання, МПа Модуль пружності під час статичного згинання, МПа Міцність під час розтягування перпендикулярно до площини плити, МПа Набрякання за товщиною (через 2 год.), % Набрякання за товщиною (через 24 год.), % Питомий опір витягуванню шурупів з площини, Н/мм 5 10 15 20 25 30 Деревинно-полімерний матеріал личкований HPDL, який Вимоги для приклеєний деревинних Вимоги для з викорискомпозиційних стружкових танням з викоматеріалів плит типу РЗ, без вико шару ристанням личкованих згідно з EN ристання вторинполіетиHPDL, згідно з 312 жодного ного ленової ISO EN 13894-2 клею поліеплівки тилену 29,2 33,4 35,9 35,0 15,0 3276 3450 3604 4500 2050 0,33 0,33 0,34 0,35 0,45 0,43 0,78 0,81 12,91 8,18 7,93 15 17 75,5 73,5 73,5 100 Личковані деревинно-полімерні матеріали за водостійкістю повністю відповідають вимогам, які ставляться до стружкових плит типу РЗ (згідно EN 312) та личкованих деревинних композиційних матеріалів (згідно ISO EN 13894-2). Зокрема, набрякання за товщиною за 24 год. у личкованих деревинно-полімерних матеріалах є нижчим на 24-53 % порівняно з вимогами EN 312 для плит типу РЗ та на 14-47 % порівняно з вимогами ISO EN 13894-2. За показниками межі міцності/модуля пружності під час статичного згинання личковані деревинно-полімерні матеріали повністю відповідають вимогам EN 312 для плит типу РЗ та перевищують їх у 22,4/1,6-1,8 рази. Однак отриманий матеріал не повністю відповідає вимогам ISO EN 13894-2 за показниками міцності під час статичного згинання та питомого опору витягування шурупів з площини, що можна пояснити більшою товщиною HPDL (0,7 мм) і застосуванням карбамідоформальдегідного клею для приклеювання ламінату, відповідно до ISO EN 13894-2. Однак у такому разі для матеріалу, згідно з ISO EN 13894-2, зростає його вартість (завдяки застосуванню карбамідо-формальдегідного клею) і підвищується токсичність такого матеріалу (знову ж таки, завдяки застосуванню карбамідо-формальдегідного клею). Щодо показників межі міцності під час розтягування перпендикулярно площині плити, то вони є дещо нижчими за вимоги ISO EN 13894-2, однак знаходяться в 5 % відхиленні від норми. У запропонованому способі виготовлення личкованих деревинно-полімерних матеріалів жодного синтетичного (токсичного) клею для приклеювання HPDL не застосовано, а використано властивості поліетилену склеюватися). Таким чином, перевагами запропонованого способу є те, що відповідний способу одержаний личкований деревинно-полімерний матеріал є екологічно-чистий (відсутнє/низький рівень виділення формальдегіду), має високу водостійкість, зберігає достатню механічну стабільність і має високі декоративні властивості. Крім цього процес виготовлення відповідного личкованого деревинно-полімерного матеріалу є нескладним; немає потреби в переоснащенні існуючих установок для виготовлення відповідних винаходу личкованих деревинно-полімерних матеріалів. Джерела інформації: 1. Савицкий А.С, Терпугов М.А., Карцовник В.И. Производство древесностружечных плит на термопластичном связующем // Экспресс-информ.: Плиты и фанера. - М.: ВНИПИЭИлеспром, 1991. - Вып. 12. - С. 12-17. 2. Патент Российской Федерации № 2314195. Способ получения влагостойких композитных плит из растительных отходов и полиэтилена / Скурыдин Ю.Г., Скурыдина Е.М. Заявл. 14.02.2005; Опубл. 20.07.2006. 3 UA 113089 U 5 3. Патент Российской Федерации № 2028941. Способ изготовления древесных плит на термопластичных связующих / Семочкин Ю.А.; Терпугов М.А.; Беликов В.В. Заявл. 10.03.1992; Опубл. 20.02.1995. 4. Патент України на винахід № 102724. Спосіб виготовлення личкованих деревиннополімерних матеріалів / Бехта П.А., Лютий П.В. Заявл. 02.09.2011, Опубл. 12.08.13. Бюл. №15. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 1. Спосіб виготовлення личкованих деревинно-полімерних матеріалів, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревинно-полімерного килима або пакета, його гаряче пресування з одночасним личкуванням і охолодження отриманого личкованого деревинно-полімерного матеріалу, який відрізняється тим, що як личкувальний матеріал використовують листи декоративного ламінату високого тиску (HPDL), а приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють у процесі гарячого пресування з однієї або двох сторін за допомогою поліетиленової плівки або шару подрібненого вторинного поліетилену, для цього укладають один шар поверх іншого, причому спочатку укладають нижній зовнішній шар декоративного ламінату високого тиску (HPDL), потім насипають шар подрібненого вторинного поліетилену або укладають лист поліетиленової плівки, після чого насипають перемішані компоненти у вигляді деревинно-полімерної композиції, далі шар подрібненого вторинного поліетилену або лист поліетиленової плівки, насамкінець верхній зовнішній шар декоративного ламінату високого тиску (HPDL), сформований деревиннополімерний килим/пакет попередньо ущільнюють та після цього піддають гарячому плоскому пресуванню з одночасним личкуванням, після чого охолоджують до одержання личкованого деревинно-полімерного матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що приклеювання личкувального матеріалу до шару деревинно-полімерної композиції здійснюють без застосування жодного клею, для цього укладають один шар поверх іншого, причому спочатку укладають нижній зовнішній шар декоративного ламінату високого тиску (HPDL), потім насипають перемішані компоненти у вигляді деревинно-полімерної композиції, насамкінець - верхній зовнішній шар декоративного ламінату високого тиску (HPDL). Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLiutyi Pavlo Volodymyrovych
Автори російськоюЛютый Павел Владимирович
МПК / Мітки
МПК: B27N 3/00, B27N 3/06, B27N 3/02
Мітки: личкованих, матеріалів, виготовлення, деревинно-полімерних, спосіб
Код посилання
<a href="https://ua.patents.su/6-113089-sposib-vigotovlennya-lichkovanikh-derevinno-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення личкованих деревинно-полімерних матеріалів</a>
Спосіб виготовлення личкованих деревинно-полімерних матеріалів
Номер патенту: 102724
Опубліковано: 12.08.2013
Автори: Лютий Павло Володимирович, Бехта Павло Антонович
МПК: B32B 27/06, B32B 21/00, B27K 5/00
Мітки: матеріалів, спосіб, личкованих, деревинно-полімерних, виготовлення
Формула / Реферат:
Спосіб виготовлення личкованих деревинно-полімерних матеріалів, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерної композиції, формування деревинно-полімерного килима або брикету, його гаряче пресування і охолодження отриманого деревинно-полімерного матеріалу, який відрізняється тим, що одночасно з операцією гарячого пресування здійснюють операцію...
Спосіб виготовлення деревинно-полімерних плит
Номер патенту: 56446
Опубліковано: 10.01.2011
Автори: Лютий Павло Володимирович, Бехта Павло Антонович
МПК: B27K 5/00
Мітки: деревинно-полімерних, виготовлення, плит, спосіб
Формула / Реферат:
Спосіб виготовлення деревинно-полімерних плит, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерного килима/брикету, його гаряче пресування і охолодження отриманих плит, який відрізняється тим, що як модифікувальну добавку використовують лігносульфонат кальцію за такого співвідношення компонентів деревинно-полімерної композиції, %: ...
Спосіб виготовлення водостійких деревинно-полімерних плит
Номер патенту: 56878
Опубліковано: 25.01.2011
Автори: Бехта Павло Антонович, Лютий Павло Володимирович
МПК: B27K 5/00
Мітки: плит, водостійких, спосіб, деревинно-полімерних, виготовлення
Формула / Реферат:
Спосіб виготовлення водостійких деревинно-полімерних плит, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом, формування деревинно-полімерного килима/брикета, його гаряче пресування і охолодження отриманих плит, який відрізняється тим, що як модифікувальну добавку використовують малеїновий ангідрид за такого співвідношення компонентів деревинно-полімерної композиції, %: деревинні...
Спосіб виготовлення водостійких деревинно-полімерних плит
Номер патенту: 58659
Опубліковано: 26.04.2011
Автори: Бехта Павло Антонович, Лютий Павло Володимирович
МПК: B27K 5/00
Мітки: деревинно-полімерних, водостійких, виготовлення, спосіб, плит
Формула / Реферат:
Спосіб виготовлення водостійких деревинно-полімерних плит, що включає подрібнення та сушіння деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом та модифікувальними добавками, формування деревинно-полімерного килима/брикета, його гаряче пресування і охолодження отриманих плит, який відрізняється тим, що як модифікувальну добавку використовують технічний парафін за такого співвідношення компонентів деревинно-полімерної...
Спосіб виготовлення деревинно-полімерних плит
Номер патенту: 95406
Опубліковано: 25.07.2011
Автори: Лютий Павло Володимирович, Бехта Павло Антонович
МПК: B27K 5/00, C08L 29/00, C08L 23/00
Мітки: виготовлення, плит, спосіб, деревинно-полімерних
Формула / Реферат:
Спосіб виготовлення деревинно-полімерних плит, що включає подрібнення деревини та сушіння одержаних деревинних частинок, перемішування їх із подрібненим вторинним поліетиленом та модифікувальною добавкою, формування деревинно-полімерного килима або брикету, його гаряче пресування і охолодження отриманих плит, який відрізняється тим, що як модифікувальну добавку використовують суміш лігносульфонату кальцію та полівінілового спирту при...
Попередній патент: Система дистанційного моніторингу споживачів
Наступний патент: Частотний перетворювач з адаптивним керуванням
Випадковий патент: Буровий верстат