Лінія для виготовлення арматурного прокату
Номер патенту: 113107
Опубліковано: 12.12.2016
Автори: Дия Хенрік, Гуль Юрій Петрович, Івченко Олександр Васильович, Моргун Марина Петрівна
Формула / Реферат
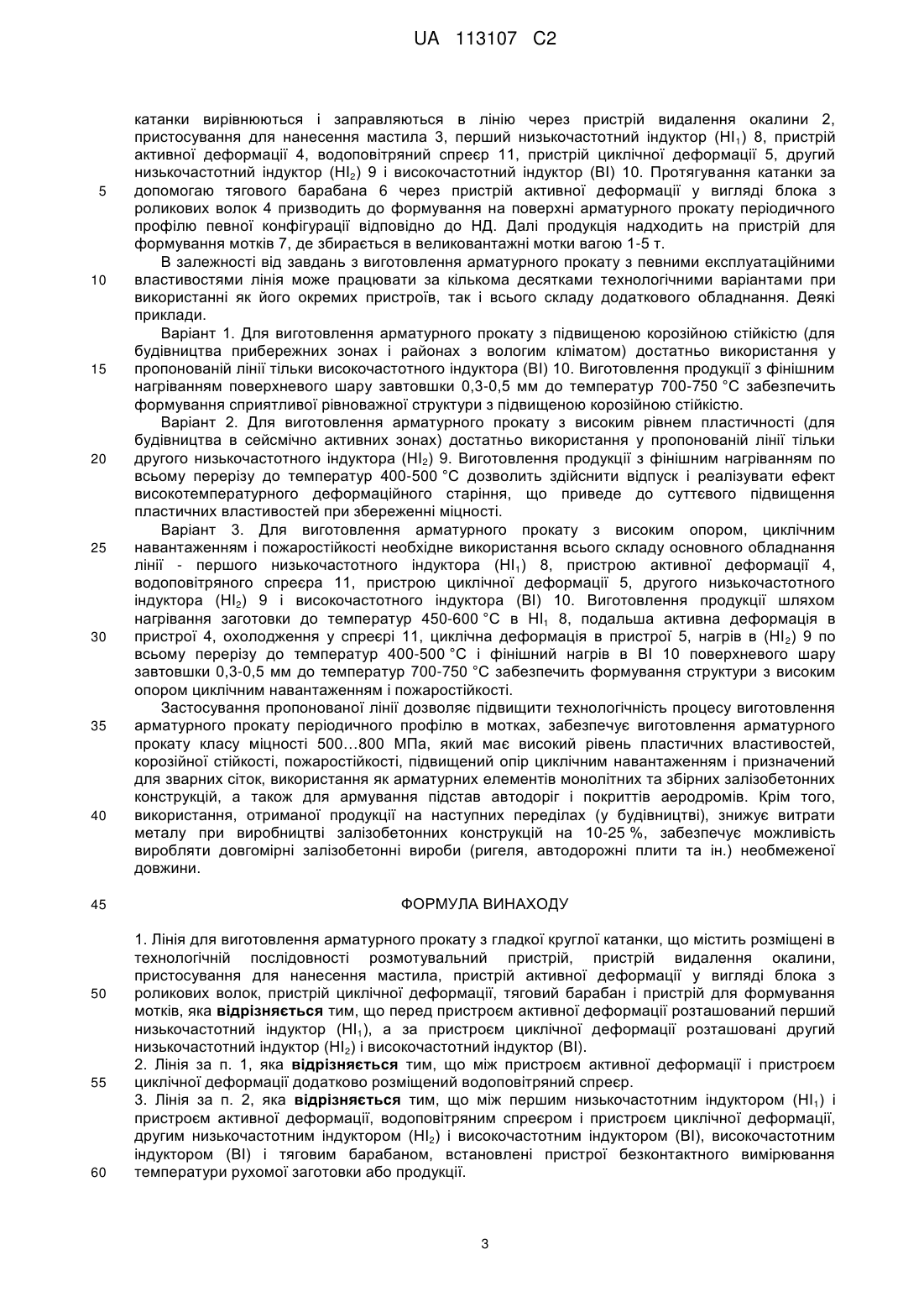
1. Лінія для виготовлення арматурного прокату з гладкої круглої катанки, що містить розміщені в технологічній послідовності розмотувальний пристрій, пристрій видалення окалини, пристосування для нанесення мастила, пристрій активної деформації у вигляді блока з роликових волок, пристрій циклічної деформації, тяговий барабан і пристрій для формування мотків, яка відрізняється тим, що перед пристроєм активної деформації розташований перший низькочастотний індуктор (НІ1), а за пристроєм циклічної деформації розташовані другий низькочастотний індуктор (НІ2) і високочастотний індуктор (ВІ).
2. Лінія за п. 1, яка відрізняється тим, що між пристроєм активної деформації і пристроєм циклічної деформації додатково розміщений водоповітряний спреєр.
3. Лінія за п. 2, яка відрізняється тим, що між першим низькочастотним індуктором (НІ1) і пристроєм активної деформації, водоповітряним спреєром і пристроєм циклічної деформації, другим низькочастотним індуктором (НІ2) і високочастотним індуктором (ВІ), високочастотним індуктором (ВІ) і тяговим барабаном, встановлені пристрої безконтактного вимірювання температури рухомої заготовки або продукції.
Текст
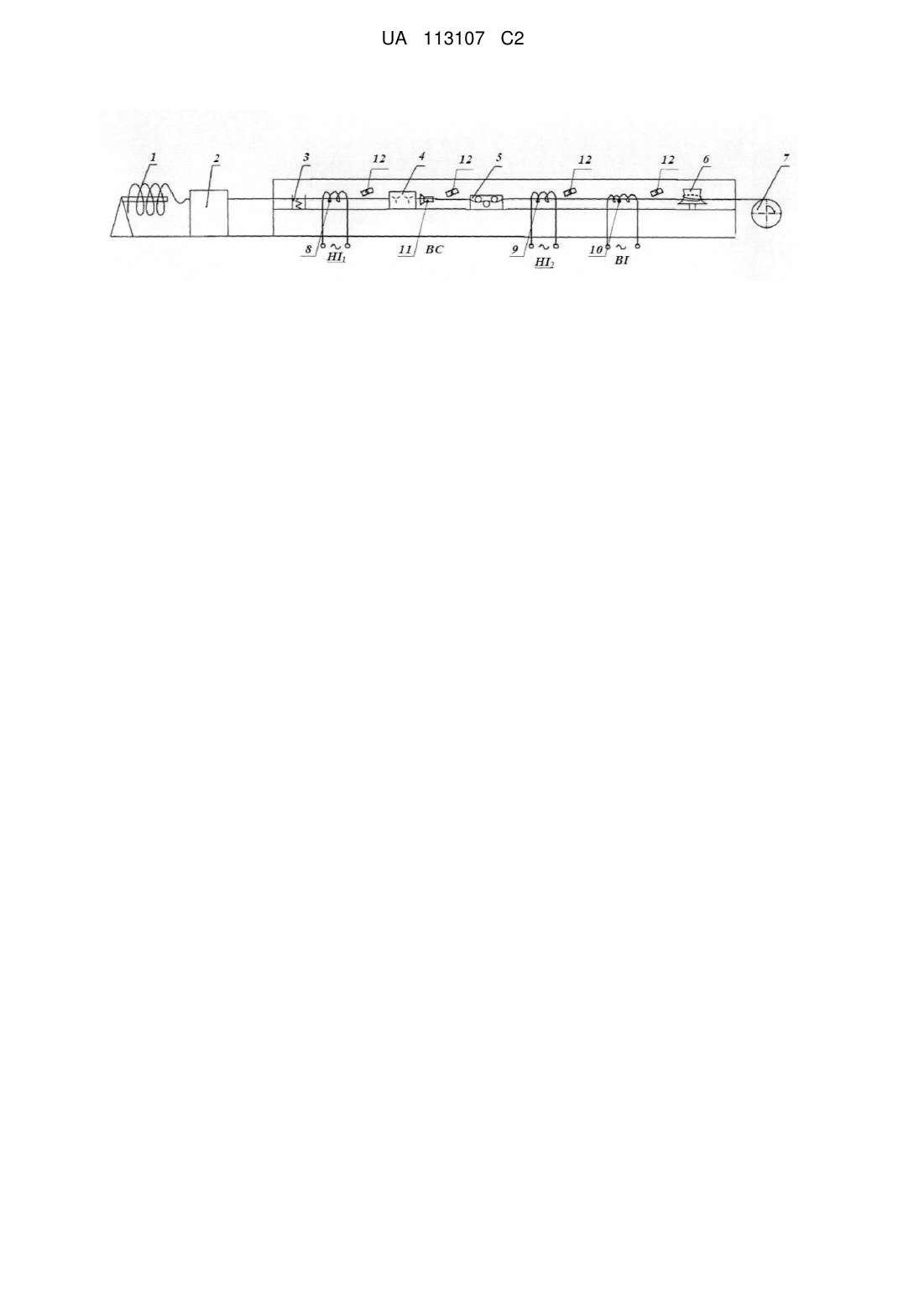
Реферат: Винахід належить до технологічних ліній для виготовлення арматурного прокату періодичного профілю в мотках з низьковуглецевої і низьколегованої сталі для залізобетонних конструкцій. Винаходом вирішується задача забезпечення процесу виготовлення арматурного прокату з високим рівнем міцності і пластичних властивостей. Лінія для виготовлення арматурного прокату з гладкої круглої катанки містить розміщені в технологічній послідовності розмотувальний пристрій, пристрій видалення окалини, пристосування для нанесення мастила, пристрій активної деформації у вигляді блока з роликових волок, пристрій циклічної деформації, тяговий барабан і пристрій для формування мотків. При цьому лінія оснащена додатковими пристроями - перед пристроєм активної деформації розташований перший низькочастотний індуктор (НІ1), а за пристроєм циклічної деформації розташовані другий низькочастотний індуктор (НІ2) і високочастотний індуктор (ВІ). Крім того, між пристроєм активної деформації і пристроєм циклічної деформації розміщений водоповітряний спреєр, а за першим низькочастотним індуктором (НІ1), водоповітряним спреєром, другим низькочастотним індуктором (НІ2), високочастотним індуктором (ВІ), встановлені пристрої безконтактного вимірювання температури рухомої заготовки або продукції. UA 113107 C2 (12) UA 113107 C2 UA 113107 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до технологічних ліній для виготовлення арматурного прокату періодичного профілю в мотках з низьковуглецевої і низьколегованої сталі, який може бути використаний для зварних сіток як арматурні елементи монолітних та збірних залізобетонних конструкцій, а також в конструктивних елементах будівель у вигляді окремих стрижнів, для армування автодоріг і покриттів аеродромів. З попереднього рівня техніки відома технологічна лінія для переробки катанки в арматурний прокат класу В500С (Івченко О.В. Виробництво арматурного прокату класів А500С і В500С шляхом холодної деформації заготовки підвищеної міцності з рядових марок сталей // Металлоснабжение и сбыт, 2008, № 11, С. 100-103), що включає розмотувальний пристрій, механізм видалення окалини (окаліноломач), роликову волоку, волочильний стан і намотувальний пристрій. Виготовлення холоднодеформованого арматурного прокату на цій лінії з рядової заготовки - катанки не забезпечує необхідної якості через низький рівень пластичних властивостей готової продукції. Крім того, наявність одного розмотувального пристрою заготовки і одного намотувального пристрою готової продукції істотно відбивається на технологічності виробництва, знижує продуктивність лінії через часті зупинки для завантаження сировини (заготовки) та прибирання готової продукції. Прототипом пропонованого винаходу, якнайбільш близьким за своєю технічної суттю та результатом, що досягається, є технологічна лінія для виготовлення холоднодеформованого арматурного дроту (RU № 2302916, кл. В21С 1/00, опубл. 20.07.2007 р., БІ № 20, 2007 р.), що включає послідовно розташовані і пов'язані в один технологічний ланцюжок розмотувальний пристрій, пристрій механічного видалення окалини, пристрій для нанесення мастила, блок роликових волок, багатоплощинний згинальний роликовий пристрій, приводний тягнучий барабан і приводний намотувальний пристрій (пристрій для формування мотків). Недоліки даної технологічної лінії полягають в тому, що на ділянці між блоком роликових волок і тягнучим барабаном, в триплощинному згинальному роликовому пристрою відбувається витяжка дроту, яка досягає 8 %, що істотно впливає на зміну геометричних параметрів періодичного профілю готової продукції і значно знижує її пластичні властивості, що приводить останні до рівня бракувальних величин. Все це не дозволяє отримати готову продукцію з високими значеннями міцності і пластичних властивостей арматури відповідно до вимог сучасних нормативних документів (НД). Крім того, рядом закордонних НД регламентуються додаткові експлуатаційні властивості арматури, до яких належать високий рівень пластичності (для будівництва в сейсмічно активних зонах) і корозійна стійкість (для будівництва прибережних зонах і районах з вологим кліматом). Пропонованим винаходом вирішується задача забезпечення процесу виготовлення арматурного прокату з високим рівнем міцнісних і пластичних, а також експлуатаційних властивостей відповідно до вимог національного та міжнародних НД. Поставлена задача вирішується тим, що пропонована лінія для виготовлення арматурного прокату з гладкої круглої катанки, що містить розміщені в технологічній послідовності розмотувальний пристрій, пристрій видалення окалини, пристосування для нанесення мастила, пристрій активної деформації у вигляді блока з роликових волок, пристрій циклічної деформації, тягнучий барабан і пристрій для формування мотків, додатково оснащена двома низькочастотними індукторами і високочастотним індуктором. При цьому перший низькочастотний індуктор (НІ1) розташований перед пристроєм активної деформації, а за пристроєм циклічної деформації розташовані другий низькочастотний індуктор (НІ 2) і високочастотний індуктор (ВІ). Крім того, між пристроєм активної деформації і пристроєм циклічної деформації додатково розміщений водоповітряний спреєр. Для контролю технологічного процесу виготовлення арматурного прокату між першим низькочастотним індуктором (НІ1) і пристроєм активної деформації, водоповітряним спреєром і пристроєм циклічної деформації, другим низькочастотним індуктором (НІ2) і високочастотним індуктором (ВІ), високочастотним індуктором (ВІ) і тягнучим барабаном встановлені пристрої безконтактного вимірювання температури рухомої заготовки або продукції. Відмінними ознаками пропонованої лінії для виготовлення арматурного прокату періодичного профілю є те, що лінія додатково оснащена двома низькочастотними індукторами і високочастотним індуктором, водоповітряним спреєром, а також пристроями безконтактного вимірювання температури рухомої заготовки або продукції. Технічний результат полягає в тому, що пропонована лінія, яка містить відомі і додаткові пристрої при їх певному розташуванні, має підвищені технологічні можливості і за рахунок використання ефектів в сталі, викликаних температурно-деформаційними впливами, дозволяє виготовляти арматурний прокат з високим рівнем міцності і пластичності, а також різних експлуатаційних властивостей у світлі сучасних вимог НД. 1 UA 113107 C2 5 10 15 20 25 30 35 40 45 50 55 60 Завдяки наявності цих ознак пропонована лінія для виготовлення арматурного прокату періодичного профілю в мотках відрізняється підвищеною технологічністю і продуктивністю, зниженою енергоємністю і простотою обслуговування. Також одною з переваг пропонованої потокової лінії є її універсальність: - можливість використання як сировини - катанки як в гарячекатаному, так і в термозміцненому з прокатного нагріву стані; - можливість отримання різного комплексу експлуатаційних властивостей ар-арматурного прокату, в тому числі підвищення в цьому комплексі опору циклічним навантаженням і пожаростійкості. Зазначена універсальність досягається введенням в лінію нагрівальних пристроїв прискореного (швидкісного) нагріву у вигляді індукторів з різною частотою коливання електромагнітного поля: низькочастотного індуктора (НІ) - для швидкісного нагріву по всьому перерізу оброблюваного виробу; високочастотного індуктора (ВІ) - для швидкісного поверхневого нагріву в районі періодичного профілю, а також водоповітряного спреєра і пристроїв безконтактного вимірювання температури рухомій заготовки або продукції. Всі перераховані додаткові пристрої забезпечують виготовлення на даній лінії арматурного прокату, який характеризується високим рівнем міцності і пластичних властивостей, а також корозійної стійкості, пожаростійкості, підвищеним опором циклічним навантаженням. Пропонована лінія пояснюється кресленням. Наведена схема лінії для виготовлення арматурного прокату періодичного профілю в мотках, яка містить розміщені в технологічній послідовності розмотувальний пристрій 1, пристрій видалення окалини 2, пристосування для нанесення мастила 3, пристрій активної деформації у вигляді блока з роликових волок 4, пристрій циклічної деформації 5, тяговий барабан 6 і пристрій для формування мотків 7. Лінія додатково містить перший низькочастотний індуктор (НІ 1) 8, який розташований перед пристроєм активної деформації 4, також другий низькочастотний індуктор (НІ2) 9 і високочастотний індуктор (ВІ) 10, які розташовані за пристроєм циклічної деформації. Між пристроєм активної деформації і пристроєм циклічної деформації розміщений водоповітряний спреєр 11. За першим низькочастотним індуктором (НІ1), за водоповітряним спреєром, за другим низькочастотним індуктором (НІ2) і за високочастотним індуктором (ВІ) встановлені пристрої 12 для безконтактного вимірювання температури рухомої заготовки або продукції. Перший низькочастотний індуктор (НІ1) 8 - призначений для зміни температури деформації, як активної (АД), так і циклічної (ЦД). Він технологічно дозволяє змінювати температуру рухомої заготовки: а) для деформації в інтервалі температур динамічного деформаційного старіння (ДДС) при 200-400 °C; б) для деформації в інтервалі температур теплої деформації (450-600 °C); в) для деформації в інтервалі холодної деформації (ХД) при температурі навколишнього середовища (без нагріву в НІ, за рахунок його виключення). Другий низькочастотний індуктор (НІ2) 9 - призначений для проведення відпуску високотемпературного деформаційного старіння (ДС) після АД+ЦД. Високочастотний індуктор ВІ 10 - призначений для додаткового відпуску поверхневого шару арматурного стержня після нагрівання його в низькочастотному індукторі НІ 2 9, що підвищує корозійну стійкість і "бездефектну" змотуваність арматури підвищеної міцності в моток. Для забезпечення можливості здійснення циклічної деформації (ЦД) в області холодної деформації (ХД) після пристрою активної деформації (АД) і перед пристроєм циклічної деформації (ЦД) розташований водоповітряний спреєр 11, виконаний для рівномірності охолодження і досягнення достатньої інтенсивності охолодження при малій витраті води або водоповітряній суміші, з обертаною камерою охолодження. Аналогічний спреєр може бути розташований перед тягнучим барабаном 6 або перед пристроєм для формування мотків 7. Проте в даному випадку його призначення не буде нести технологічних аспектів, а буде тільки сприяти поліпшенню умов праці обслуговуючого персоналу. Управління пристроями нагріву здійснюється шляхом регулювання потужності, що подається в залежності від заданих параметрів: кінцевої температури нагріву, довжини індуктора, швидкості руху заготовки (продукції) і маси ділянки, що нагрівається. Фактична температура рухомої заготовки (продукції) контролюється за допомогою пристроїв 12 безконтактного виміру температури (фотопірометрів), встановлених у певних місцях лінії. Таким же чином здійснюється управління інтенсивністю охолодження нагрітої заготовки (продукції) в спреєрі. Робота пропонованої лінії здійснюється наступним чином. Мотки вихідної сировини-катанки (за ДСТУ 2770 або за іншим НД) встановлюються на розмотувальний пристрій 1. Кілька витків 2 UA 113107 C2 5 10 15 20 25 30 35 40 45 50 55 60 катанки вирівнюються і заправляються в лінію через пристрій видалення окалини 2, пристосування для нанесення мастила 3, перший низькочастотний індуктор (НІ 1) 8, пристрій активної деформації 4, водоповітряний спреєр 11, пристрій циклічної деформації 5, другий низькочастотний індуктор (НІ2) 9 і високочастотний індуктор (ВІ) 10. Протягування катанки за допомогаю тягового барабана 6 через пристрій активної деформації у вигляді блока з роликових волок 4 призводить до формування на поверхні арматурного прокату періодичного профілю певної конфігурації відповідно до НД. Далі продукція надходить на пристрій для формування мотків 7, де збирається в великовантажні мотки вагою 1-5 т. В залежності від завдань з виготовлення арматурного прокату з певними експлуатаційними властивостями лінія може працювати за кількома десятками технологічними варіантами при використанні як його окремих пристроїв, так і всього складу додаткового обладнання. Деякі приклади. Варіант 1. Для виготовлення арматурного прокату з підвищеною корозійною стійкістю (для будівництва прибережних зонах і районах з вологим кліматом) достатньо використання у пропонованій лінії тільки високочастотного індуктора (ВІ) 10. Виготовлення продукції з фінішним нагріванням поверхневого шару завтовшки 0,3-0,5 мм до температур 700-750 °C забезпечить формування сприятливої рівноважної структури з підвищеною корозійною стійкістю. Варіант 2. Для виготовлення арматурного прокату з високим рівнем пластичності (для будівництва в сейсмічно активних зонах) достатньо використання у пропонованій лінії тільки другого низькочастотного індуктора (НІ2) 9. Виготовлення продукції з фінішним нагріванням по всьому перерізу до температур 400-500 °C дозволить здійснити відпуск і реалізувати ефект високотемпературного деформаційного старіння, що приведе до суттєвого підвищення пластичних властивостей при збереженні міцності. Варіант 3. Для виготовлення арматурного прокату з високим опором, циклічним навантаженням і пожаростійкості необхідне використання всього складу основного обладнання лінії - першого низькочастотного індуктора (НІ1) 8, пристрою активної деформації 4, водоповітряного спреєра 11, пристрою циклічної деформації 5, другого низькочастотного індуктора (НІ2) 9 і високочастотного індуктора (ВІ) 10. Виготовлення продукції шляхом нагрівання заготовки до температур 450-600 °C в HI1 8, подальша активна деформація в пристрої 4, охолодження у спреєрі 11, циклічна деформація в пристрої 5, нагрів в (НІ 2) 9 по всьому перерізу до температур 400-500 °C і фінішний нагрів в ВІ 10 поверхневого шару завтовшки 0,3-0,5 мм до температур 700-750 °C забезпечить формування структури з високим опором циклічним навантаженням і пожаростійкості. Застосування пропонованої лінії дозволяє підвищити технологічність процесу виготовлення арматурного прокату періодичного профілю в мотках, забезпечує виготовлення арматурного прокату класу міцності 500…800 МПа, який має високий рівень пластичних властивостей, корозійної стійкості, пожаростійкості, підвищений опір циклічним навантаженням і призначений для зварних сіток, використання як арматурних елементів монолітних та збірних залізобетонних конструкцій, а також для армування підстав автодоріг і покриттів аеродромів. Крім того, використання, отриманої продукції на наступних переділах (у будівництві), знижує витрати металу при виробництві залізобетонних конструкцій на 10-25 %, забезпечує можливість виробляти довгомірні залізобетонні вироби (ригеля, автодорожні плити та ін.) необмеженої довжини. ФОРМУЛА ВИНАХОДУ 1. Лінія для виготовлення арматурного прокату з гладкої круглої катанки, що містить розміщені в технологічній послідовності розмотувальний пристрій, пристрій видалення окалини, пристосування для нанесення мастила, пристрій активної деформації у вигляді блока з роликових волок, пристрій циклічної деформації, тяговий барабан і пристрій для формування мотків, яка відрізняється тим, що перед пристроєм активної деформації розташований перший низькочастотний індуктор (НІ1), а за пристроєм циклічної деформації розташовані другий низькочастотний індуктор (НІ2) і високочастотний індуктор (ВІ). 2. Лінія за п. 1, яка відрізняється тим, що між пристроєм активної деформації і пристроєм циклічної деформації додатково розміщений водоповітряний спреєр. 3. Лінія за п. 2, яка відрізняється тим, що між першим низькочастотним індуктором (НІ1) і пристроєм активної деформації, водоповітряним спреєром і пристроєм циклічної деформації, другим низькочастотним індуктором (НІ2) і високочастотним індуктором (ВІ), високочастотним індуктором (ВІ) і тяговим барабаном, встановлені пристрої безконтактного вимірювання температури рухомої заготовки або продукції. 3 UA 113107 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 9/00, C21D 1/42, C21D 8/06, B21C 1/20
Мітки: прокату, лінія, арматурного, виготовлення
Код посилання
<a href="https://ua.patents.su/6-113107-liniya-dlya-vigotovlennya-armaturnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення арматурного прокату</a>
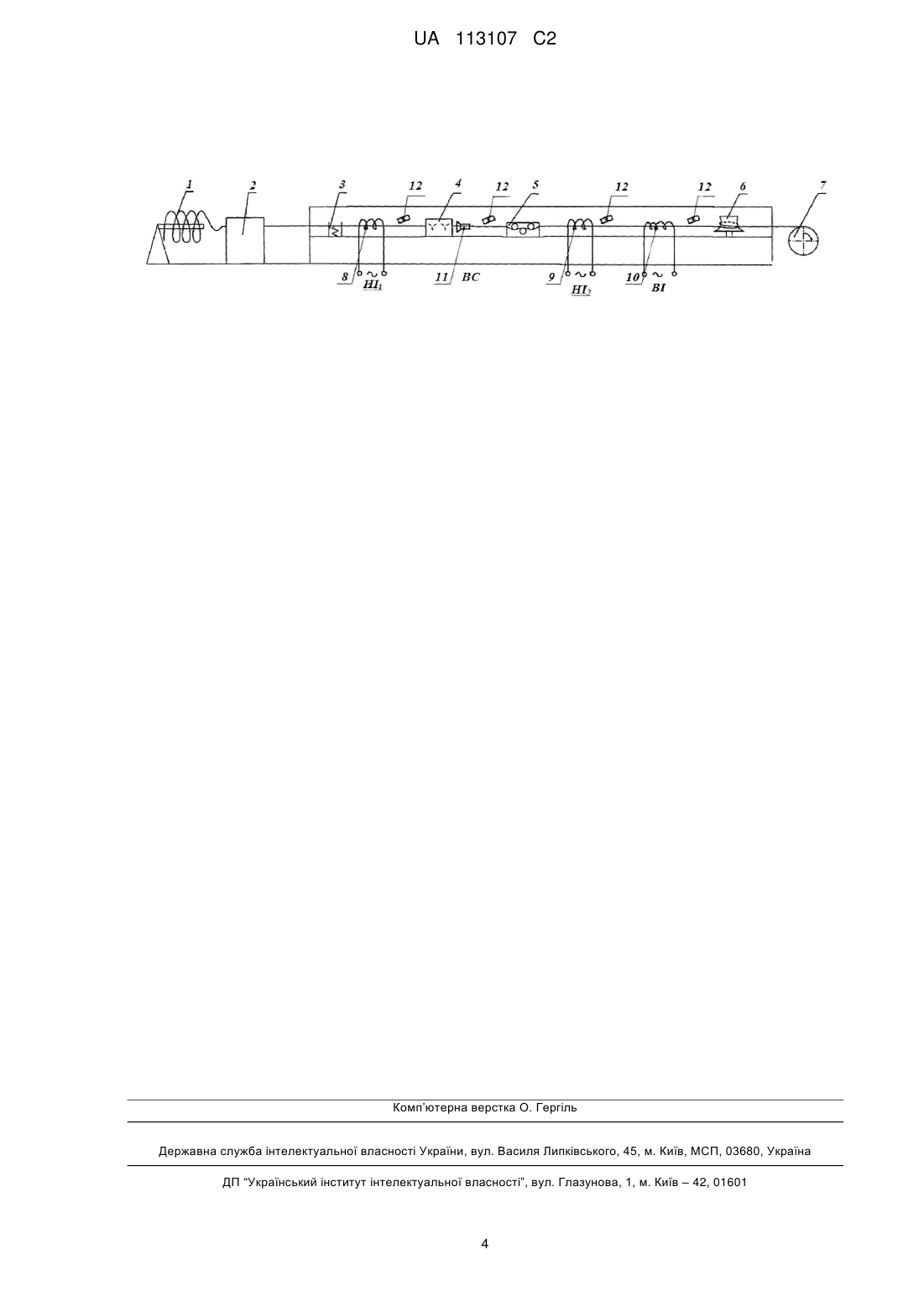
Лінія для виготовлення арматурного прокату
Номер патенту: 107783
Опубліковано: 24.06.2016
Автори: Івченко Олександр Васильович, Панков Роман Васильович, Кондратенко Павло Володимирович, Чмельова Валентина Степанівна, Гуль Юрій Петрович
Мітки: лінія, арматурного, прокату, виготовлення
Формула / Реферат:
1. Лінія для виготовлення арматурного прокату з гладкої круглої катанки, що містить розміщені в технологічній послідовності: розмотуючий пристрій, пристрій видалення окалини, пристосування для нанесення мастила, пристрій активної деформації у вигляді блока з роликових волок, пристрій циклічної деформації, тягнучий барабан і пристрій для формування мотків, яка відрізняється тим, що за тягнучим барабаном розташований низькочастотний індуктор...
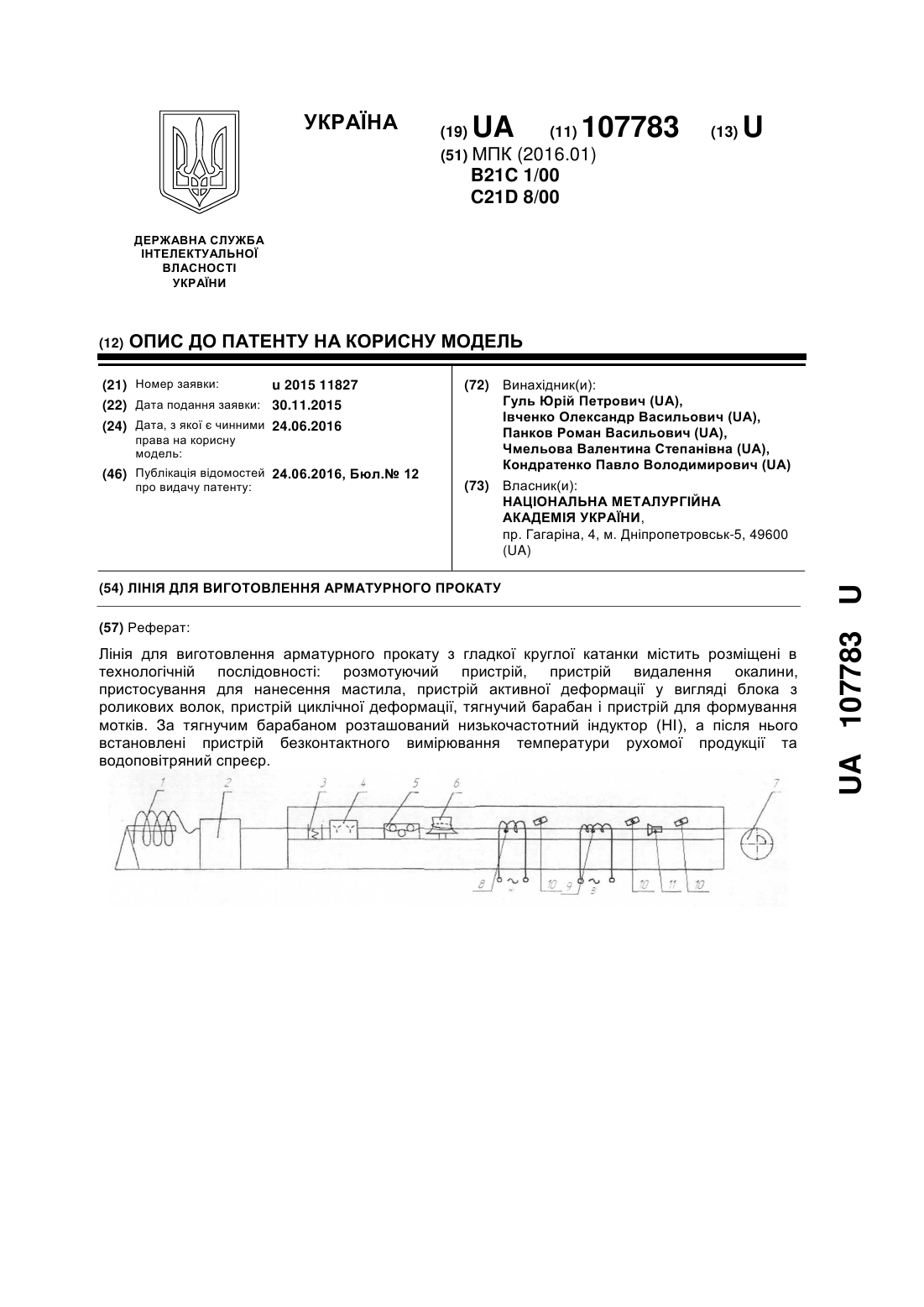
Лінія прискореного охолодження арматурного прокату
Номер патенту: 91878
Опубліковано: 25.07.2014
Автори: Гунькін Ігор Олександрович, Хіноцька Алла Анатоліївна, Тімченко Радомир Олексійович, Нікіфоров Микола Борисович, Лясов Володимир Григорійович, Мацишин Сергій Олегович, Мамаєв Олександр Володимирович, Бережний Микола Миколайович
МПК: B21B 37/74
Мітки: охолодження, арматурного, лінія, прокату, прискореного
Формула / Реферат:
Лінія прискореного охолодження арматурного прокату, що включає cпарену нагнітаючу форсунку, декілька послідовних камер охолодження та гідротранспортування та вузол скидання відпрацьованої води, яка відрізняється тим, що вузол скидання відпрацьованої води виконаний з можливістю розміщення на одній з камер охолодження на будь-якій відстані від нагнітаючої форсунки, при цьому вузол скидання відпрацьованої води зафіксований за допомогою...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 36374
Опубліковано: 27.10.2008
Автори: Івченко Олександр Васильович, Семенов Олександр Анатолійович
МПК: C21D 9/52, B21H 8/00, C21D 8/00
Мітки: виробництва, спосіб, прокату, арматурного, профілю, періодичного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну деформацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі поперечного перерізу, рівною 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну деформацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33040
Опубліковано: 10.06.2008
Автори: Семенов Олександр Анатолійович, Івченко Олександр Васильович, Амбражей Максим Юрійович, Гуль Юрій Петрович, Колпак Віктор Потапович
Мітки: профілю, спосіб, прокату, арматурного, виробництва, періодичного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,22 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що для виробництва арматурного прокату використовують заготовку зі сталі з величиною вуглецевого еквіваленту 0,23...0,52 %,...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33499
Опубліковано: 25.06.2008
Автори: Івченко Антон Олександрович, Амбражей Максим Юрійович, Івченко Олександр Васильович
Мітки: профілю, виробництва, періодичного, прокату, спосіб, арматурного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,24 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що після прокатки заготовку охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а після...
Попередній патент: Газоповітряний пальниковий пристрій
Наступний патент: Чавун з вермикулярним графітом
Випадковий патент: Обойма клапану видиху респіратора