Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33499
Опубліковано: 25.06.2008
Автори: Амбражей Максим Юрійович, Івченко Антон Олександрович, Івченко Олександр Васильович
Формула / Реферат
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,24 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що після прокатки заготовку охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а після завершення профілювання перед намоткою в моток або різкою на відрізки арматурний прокат додатково деформують шляхом згинання 1...5 разів навколо ролика, діаметр якого перевищує діаметр прокату в 10...25 разів.
Текст
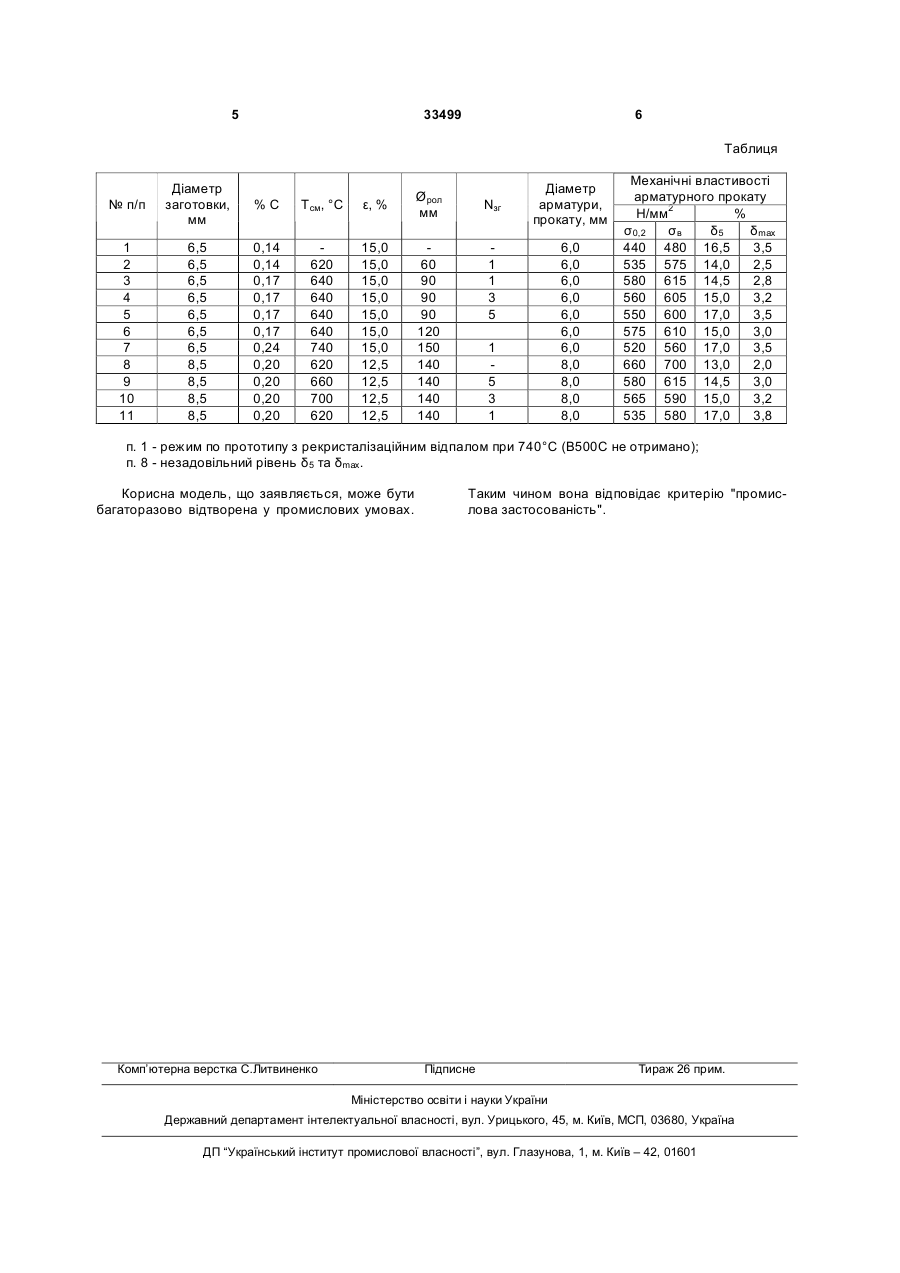
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить 3 33499 4 на прокатному стані металургійного підприємства містить вуглецю не більш 0,24%, термічну обробздійснюють гарячу прокатку круглої заготовки (каку, охолодження і наступне профілювання її в хотанки) діаметром 6,5...14,0мм зі сталі, яка містить лодному стані з відносним стискуванням 12...18%, не більше 0,24% вуглецю, а після прокатки заготопісля прокатки заготовку охолоджують потоком вку охолоджують потоком води зі швидкістю оховоди зі швидкістю охолодження вище критичної до лодження вище критичної до середньомасової середньомасової температури 620...740°С, а після температури 620...740°С, тобто піддають перервазавершення профілювання перед намоткою в моному загартуванню із самовідпуском при температок, або різкою на відрізки арматурний прокат дотурі 620...740°С. Після чого заготовку охолоджують датково деформують шляхом згинання 1...5 разів на повітрі та збирають у мотки. Далі переробку навколо ролика, діаметр якого перевищує діаметр заготовки на арматурний прокат здійснюють на прокату в 10...25 разів. метизному виробництві або інших в холодному Вибір заготовки визначеного хімічного складу, стані шляхом вилучення окалини, волочінням і що описується змістом вуглецю, а також термічна формуванням періодичного профілю в роликовій обробка заготовки, яка регламентована середньокасеті (волоці) з відносним стискуванням 12...18%. масовою температурою 620...740°С по закінченню Після завершення профілювання перед намоткою перерваного загартування, забезпечують одерв моток, або різкою на відрізки арматурний прокат жання сировини (заготовки - катанки) з визначеним додатково деформують шляхом згинання 1...5 стартовим рівнем властивостей, тобто необхідною разів навколо ролика діаметр, якого перевищує міцністю. Додаткова неактивна холодна деформадіаметр прокату в 10...25 разів. Така технологія ція (тобто така, що не змінює геометричні розміри) дозволяє виробляти арматурний прокат періодичготового арматурного прокату, яка здійснюється ного профілю діаметром 6,0...13,0мм класу 500С перед намоткою в моток, або різкою на відрізки відповідно [ДСТУ ЕN 10080 та ГОСТ Р 52544] вишляхом згинання 1...5 разів навколо ролика, діазначається як зварюваний арматурний прокат кламетр якого перевищує діаметр прокату в 10...25 су В500. разів приводить до зростання пластичних властиУмови реалізації способу, що заявляється, востей. Це дозволяє одержувати арматурний проустановлені на підставі промислових результатів, кат з пластичними властивостями на рівні вимог отриманих на ВАТ "АрселорМіттал Кривий Ріг" під [ДСТУ 3760 та ГОСТ Р 52544] (δ5≥14%, δmax≥2,5%). час виготовлення заготовки по [ТУ У 27.1Порівняння із прототипом показує, що спосіб 24432974-007:2005 і ТУ У 27.1-24432974-015:2007] виробництва арматурного прокату періодичного та на ВАТ "Дніпрометиз" при виробництві продукпрофілю, який заявляється, відрізняється тим, що ції. В процесі досліджень шляхом прокатки загототермічна обробка заготовки проводиться безпосевки (катанки) діаметром 6,5 і 8,5мм зі сталі з різредньо після гарячої прокатки шляхом перерваноними змістом вуглецю (%С), і охолодженням до го загартування і регламентується середньомасорізної середньомасової температури (Тсм, °С) та вою температурою 620...740°С по закінченню наступним профілюванням з різним відносним перерваного загартування. Після завершення стикуванням (ε, %) на арматурний прокат періодипрофілювання перед намоткою в моток, або різчного профілю класу В500С діаметром 6,0 і 8,0мм, кою на відрізки арматурний прокат додатково деколи прокат додатково деформували після заверформують шляхом згинання 1...5 разів навколо шення профілювання перед намоткою в моток ролика діаметр, якого перевищує діаметр прокату шляхом згинання 1...5 разів (Nзг) навколо ролика, в 10...25 разів, що забезпечує одержання продукції діаметр (Øрол) якого перевищує діаметр прокату в з визначеним рівнем властивостей, тобто необхід10...25 разів, були встановлені оптимальні параними міцністю та пластичністю. метри способу (таблиця). Завдяки цьому, під час виготовлення арматурАналогічні результати будуть отримані, якщо ного прокату періодичного профілю зменшуються після завершення профілювання, арматурний провитрати на термічну обробку заготовки і відповідно кат додатково деформують шляхом згинання зменшується собівартість продукції. За наявними у 10...25 разів навколо ролика діаметр, якого переавторів відомостями сутність ознак, що заявляєтьвищує діаметр прокату в 10...25 разів і здійснюють ся невідома з рівня техніки. Отже корисна модель, різку на відрізки визначеної довжини. що заявляється, відповідає критерію "новизна". Спосіб виробництва арматурного прокату періодичного профілю здійснюється в такий спосіб: 5 33499 6 Таблиця № п/п Діаметр заготовки, мм %С Тсм, °С ε, % Øрол мм 1 2 3 4 5 6 7 8 9 10 11 6,5 6,5 6,5 6,5 6,5 6,5 6,5 8,5 8,5 8,5 8,5 0,14 0,14 0,17 0,17 0,17 0,17 0,24 0,20 0,20 0,20 0,20 620 640 640 640 640 740 620 660 700 620 15,0 15,0 15,0 15,0 15,0 15,0 15,0 12,5 12,5 12,5 12,5 60 90 90 90 120 150 140 140 140 140 Nзг Діаметр арматури, прокату, мм 1 1 3 5 1 5 3 1 6,0 6,0 6,0 6,0 6,0 6,0 6,0 8,0 8,0 8,0 8,0 Механічні властивості арматурного прокату Н/мм2 % σ0,2 σв δ5 δmax 440 480 16,5 3,5 535 575 14,0 2,5 580 615 14,5 2,8 560 605 15,0 3,2 550 600 17,0 3,5 575 610 15,0 3,0 520 560 17,0 3,5 660 700 13,0 2,0 580 615 14,5 3,0 565 590 15,0 3,2 535 580 17,0 3,8 п. 1 - режим по прототипу з рекристалізаційним відпалом при 740°С (В500С не отримано); п. 8 - незадовільний рівень δ5 та δmax. Корисна модель, що заявляється, може бути багаторазово відтворена у промислових умовах. Комп’ютерна верстка C.Литвиненко Таким чином вона відповідає критерію "промислова застосованість". Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of armature roll stock of periodic cross-section
Автори англійськоюIvchenko Oleksandr Vasyliovych, Ambrazhei Maksym Yuriiovych, Ivchenko Anton Oleksandrovych
Назва патенту російськоюСпособ изготовления арматурного проката периодического профиля
Автори російськоюИвченко Александр Васильевич, Амбражей Максим Юрьевич, Ивченко Антон Александрович
МПК / Мітки
Мітки: арматурного, спосіб, виробництва, профілю, періодичного, прокату
Код посилання
<a href="https://ua.patents.su/3-33499-sposib-virobnictva-armaturnogo-prokatu-periodichnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва арматурного прокату періодичного профілю</a>
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33040
Опубліковано: 10.06.2008
Автори: Семенов Олександр Анатолійович, Гуль Юрій Петрович, Івченко Олександр Васильович, Амбражей Максим Юрійович, Колпак Віктор Потапович
Мітки: виробництва, прокату, періодичного, арматурного, спосіб, профілю
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,22 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що для виробництва арматурного прокату використовують заготовку зі сталі з величиною вуглецевого еквіваленту 0,23...0,52 %,...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Гуль Юрій Петрович, Колпак Віктор Потапович, Івченко Олександр Васильович, Табалаєв Костянтин Валерійович
Мітки: профілю, арматурного, періодичного, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у...
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах
Номер патенту: 13169
Опубліковано: 15.03.2006
Автори: Білий Микола Павлович, Кулаков Леонід Васильович, Тєряєв Олександр Митрофанович, Корінь Андрій Олександрович, Лохматов Олександр Павлович, Шеремет Володимир Олександрович, Спіняков Віктор Костянтинович, Курочкін Олександр Федорович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович, Тряпічкін Михайло Георгійович, Жучков Сергій Михайлович
Мітки: прокату, арматурного, безперервних, спосіб, станах, виробництва, дрібносортних
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній печі, дворівчакову прокатку-розділяння арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами та температурою кінця прокатки, який відрізняється тим., що нагрівання заготовок під прокатку здійснюють до температури, встановленої, виходячи із...
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Кулаков Леонід Васильович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Лохматов Олександр Павлович, Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Жучков Сергій Михайлович
Мітки: арматурного, стані, дрібносортному, виробництва, прокату, безперервному, спосіб
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Арматурний стрижень періодичного профілю та спосіб його прокатування
Номер патенту: 51834
Опубліковано: 16.12.2002
Автори: Омесь Микола Михайлович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович, Шеремет Володимир Олександрович, Макаров Костянтин Григорович, Ноговіцин Олексій Володимирович, Кулаков Леонід Васильович, Любимов Іван Михайлович, Сівак Едуард Володимирович, Лохматов Олександр Павлович
Мітки: прокатування, спосіб, профілю, стрижень, арматурний, періодичного
Формула / Реферат:
1. Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями, який відрізняється тим, що співвідношення кутів нахилу...
Попередній патент: Нарізне з`єднання
Наступний патент: Фармацевтична композиція у формі капсул протисудомної дії
Випадковий патент: Пристрій для остеосинтезу, а також для фіксації і стабілізації трубчастих кісток