Пристрій для валкової розливки-прокатки профільованих штаб
Номер патенту: 113368
Опубліковано: 10.01.2017
Автори: Гридін Олександр Юрійович, Шапер Мірко, Бондаренко Сергій Валерійович, Огінський Йосип Кузьмич

Формула / Реферат
1. Пристрій для валкової розливки-прокатки профільованих штаб, що містить пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, і бічні обмежувачі, який відрізняється тим, що додатково містить натяжний ролик, вісь якого паралельна осі валка-кристалізатора, причому щонайменше один з валків-кристалізаторів та натяжний ролик охоплені щонайменше однією нескінченною профільованою стрічкою, по торцях якої встановлені пари профільованих роликів, а в проміжку між валком-кристалізатором і натяжним роликом із зовнішньої та внутрішньої сторін стрічки розташовано щонайменше по одному компенсаційно-натяжному ролику.
2. Пристрій за п. 1, який відрізняється тим, що натяжний, профільовані та компенсаційно-натяжні ролики виконані з можливістю синхронного повороту в площині, перпендикулярній осі обертання валка.
Текст
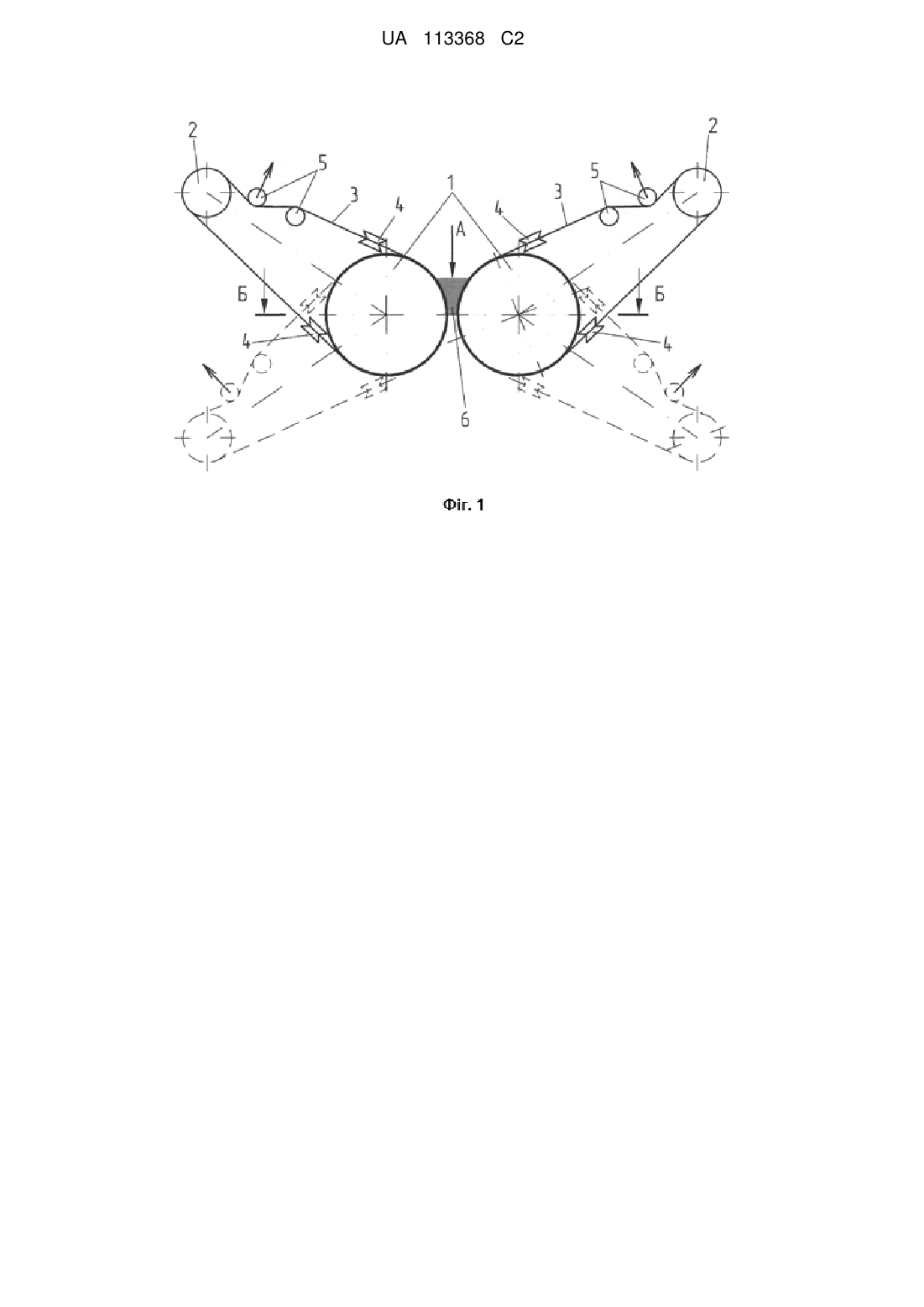
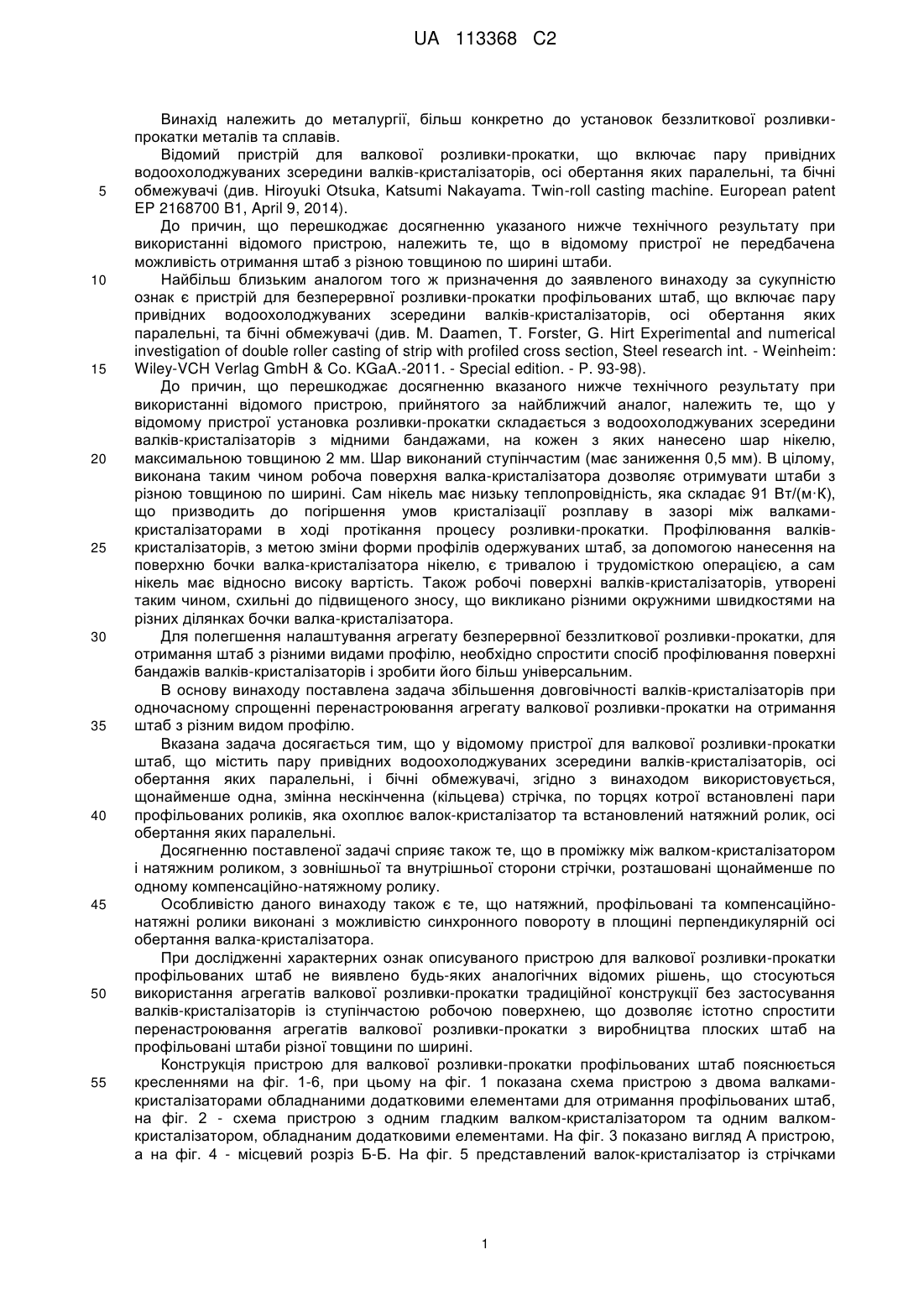
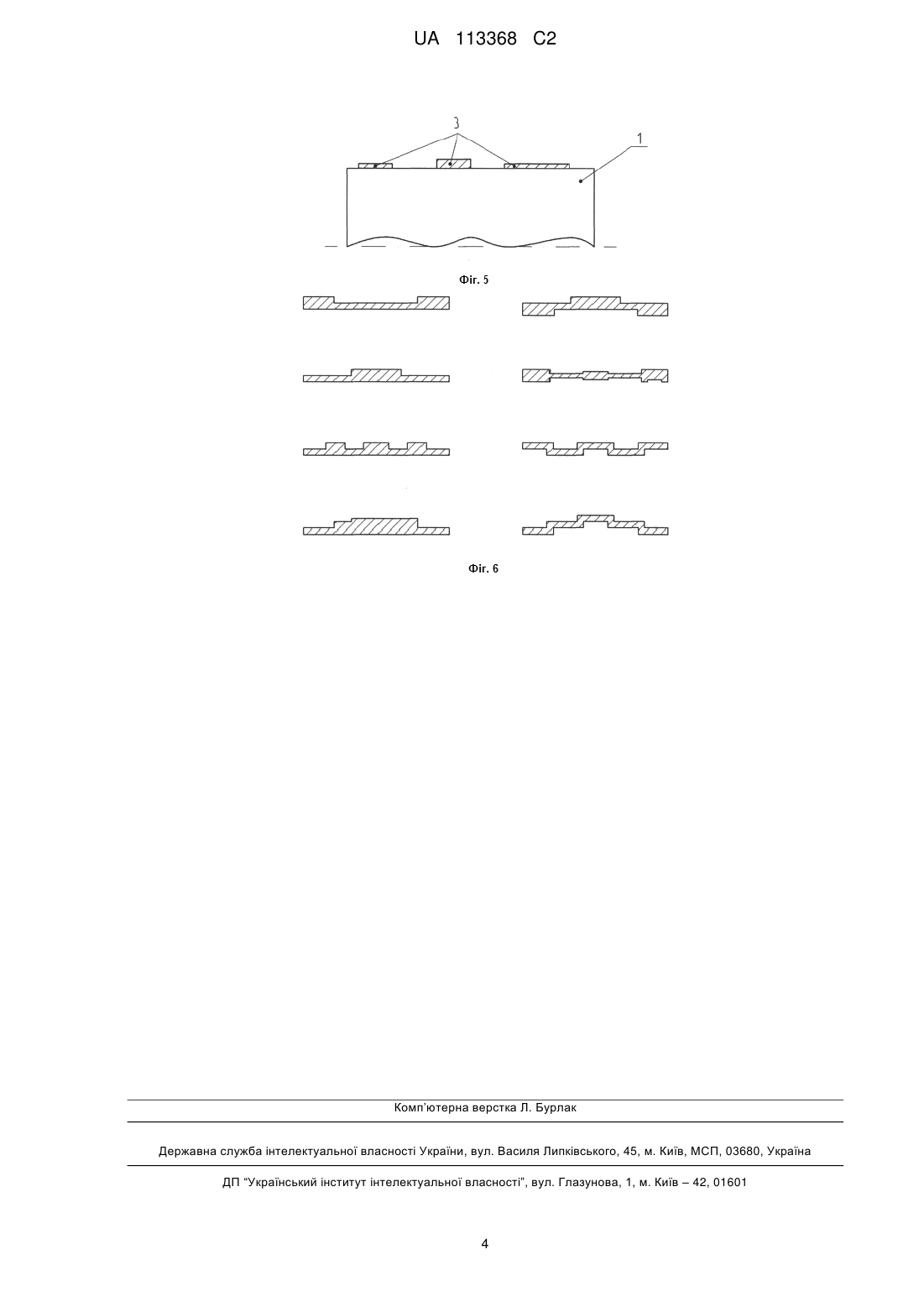
Реферат: Винахід належить до галузі металургії. Пристрій для валкової розливки-прокатки профільованих штаб містить пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, і бічні обмежувачі, який додатково містить натяжний ролик, вісь якого паралельна осі валка-кристалізатора, причому щонайменше один з валків-кристалізаторів та натяжний ролик охоплені щонайменше однією нескінченною профільованою стрічкою, по торцях якої встановлені пари профільованих роликів, а в проміжку між валком-кристалізатором і натяжним роликом із зовнішньої та внутрішньої сторін стрічки розташовано щонайменше по одному компенсаційно-натяжному ролику. Винахід підвищує довговічність валківкристалізаторів та дозволяє одержати штаби з різною товщиною. UA 113368 C2 (12) UA 113368 C2 UA 113368 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до металургії, більш конкретно до установок беззлиткової розливкипрокатки металів та сплавів. Відомий пристрій для валкової розливки-прокатки, що включає пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, та бічні обмежувачі (див. Hiroyuki Otsuka, Katsumi Nakayama. Twin-roll casting machine. European patent EP 2168700 B1, April 9, 2014). До причин, що перешкоджає досягненню указаного нижче технічного результату при використанні відомого пристрою, належить те, що в відомому пристрої не передбачена можливість отримання штаб з різною товщиною по ширині штаби. Найбільш близьким аналогом того ж призначення до заявленого винаходу за сукупністю ознак є пристрій для безперервної розливки-прокатки профільованих штаб, що включає пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, та бічні обмежувачі (див. М. Daamen, Т. Forster, G. Hirt Experimental and numerical investigation of double roller casting of strip with profiled cross section, Steel research int. - Weinheim: Wiley-VCH Verlag GmbH & Co. KGaA.-2011. - Special edition. - P. 93-98). До причин, що перешкоджає досягненню вказаного нижче технічного результату при використанні відомого пристрою, прийнятого за найближчий аналог, належить те, що у відомому пристрої установка розливки-прокатки складається з водоохолоджуваних зсередини валків-кристалізаторів з мідними бандажами, на кожен з яких нанесено шар нікелю, максимальною товщиною 2 мм. Шар виконаний ступінчастим (має заниження 0,5 мм). В цілому, виконана таким чином робоча поверхня валка-кристалізатора дозволяє отримувати штаби з різною товщиною по ширині. Сам нікель має низьку теплопровідність, яка складає 91 Вт/(м·К), що призводить до погіршення умов кристалізації розплаву в зазорі між валкамикристалізаторами в ході протікання процесу розливки-прокатки. Профілювання валківкристалізаторів, з метою зміни форми профілів одержуваних штаб, за допомогою нанесення на поверхню бочки валка-кристалізатора нікелю, є тривалою і трудомісткою операцією, а сам нікель має відносно високу вартість. Також робочі поверхні валків-кристалізаторів, утворені таким чином, схильні до підвищеного зносу, що викликано різними окружними швидкостями на різних ділянках бочки валка-кристалізатора. Для полегшення налаштування агрегату безперервної беззлиткової розливки-прокатки, для отримання штаб з різними видами профілю, необхідно спростити спосіб профілювання поверхні бандажів валків-кристалізаторів і зробити його більш універсальним. В основу винаходу поставлена задача збільшення довговічності валків-кристалізаторів при одночасному спрощенні перенастроювання агрегату валкової розливки-прокатки на отримання штаб з різним видом профілю. Вказана задача досягається тим, що у відомому пристрої для валкової розливки-прокатки штаб, що містить пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, і бічні обмежувачі, згідно з винаходом використовується, щонайменше одна, змінна нескінченна (кільцева) стрічка, по торцях котрої встановлені пари профільованих роликів, яка охоплює валок-кристалізатор та встановлений натяжний ролик, осі обертання яких паралельні. Досягненню поставленої задачі сприяє також те, що в проміжку між валком-кристалізатором і натяжним роликом, з зовнішньої та внутрішньої сторони стрічки, розташовані щонайменше по одному компенсаційно-натяжному ролику. Особливістю даного винаходу також є те, що натяжний, профільовані та компенсаційнонатяжні ролики виконані з можливістю синхронного повороту в площині перпендикулярній осі обертання валка-кристалізатора. При дослідженні характерних ознак описуваного пристрою для валкової розливки-прокатки профільованих штаб не виявлено будь-яких аналогічних відомих рішень, що стосуються використання агрегатів валкової розливки-прокатки традиційної конструкції без застосування валків-кристалізаторів із ступінчастою робочою поверхнею, що дозволяє істотно спростити перенастроювання агрегатів валкової розливки-прокатки з виробництва плоских штаб на профільовані штаби різної товщини по ширині. Конструкція пристрою для валкової розливки-прокатки профільованих штаб пояснюється кресленнями на фіг. 1-6, при цьому на фіг. 1 показана схема пристрою з двома валкамикристалізаторами обладнаними додатковими елементами для отримання профільованих штаб, на фіг. 2 - схема пристрою з одним гладким валком-кристалізатором та одним валкомкристалізатором, обладнаним додатковими елементами. На фіг. 3 показано вигляд А пристрою, а на фіг. 4 - місцевий розріз Б-Б. На фіг. 5 представлений валок-кристалізатор із стрічками 1 UA 113368 C2 5 10 15 20 25 30 35 40 45 розташованими на бочці валка-кристалізатора і на фіг. 6 представлені деякі з видів профільованих штаб які можливо отримувати на даному пристрої. Пристрій валкової розливки-прокатки профільованих штаб включає валки-кристалізатори 1 та натяжний ролик 2, вісь обертання якого паралельна осі валка-кристалізатора. Валоккристалізатор 1 та натяжний ролик 2 охоплені, щонайменше, однією нескінченною (кільцевою) профільованою, або гладкою стрічкою 3, по торцях котрої встановлені пари профільованих роликів 4 які запобігають переміщенню стрічки уздовж бочки валка-кристалізатора. В проміжку між валком-кристалізатором 1 та натяжним роликом 2, із зовнішньої та внутрішньої сторін стрічки 3, розташовано щонайменше по одному компенсаційно-натяжному ролику 5 (див. фіг. 12). Для запобігання витікання розплаву 6 з зазору між валками-кристалізаторами, по обидва їх боки, встановлені бічні обмежувачі 7 (див. фіг. 3-4). Особливістю представленого винаходу є можливість синхронного повороту натяжного, профільованих та компенсаційно-натяжних роликів у площині, перпендикулярній осі обертання валка-кристалізатора (див. фіг. 1-2). Пристрій працює таким чином. На приводний водоохолоджуваний зсередини валоккристалізатор 1 та встановлений співвісно з ним натяжний ролик 2 натягується, щонайменше одна, нескінченна (кільцева) стрічка 3. Для фіксації стрічки 3 та недопущення її переміщення по довжині бочки валка-кристалізатора 1 вона фіксується парою профільованих роликів 4, що встановлюються по її торцях. У зазор між валками-кристалізаторами 1 подається рідкий метал 6, який кристалізується в міжвалковому просторі, який називають ванною розплаву, а потім, у міру затвердіння, метал піддається пластичної деформації. Таким чином стрічки 3, встановлені на валки-кристалізатори 1, профілюють поверхню валка-кристалізатора відповідно бажаного профілю отримуваної штаби. Для запобігання бічного витікання розплаву 6, що подається в зазор між валками-кристалізаторами 1, пристрій обладнаний бічними обмежувачами 7, встановленими по обидва боки валків-кристалізаторів (див. фіг. 3-4). Для компенсації зміни довжини стрічки 3, під впливом високих температур в ході процесу розливки-прокатки передбачені щонайменше по одному компенсаційно-натяжному ролику 5, які розміщуються з внутрішньої та зовнішньої сторони стрічки відповідно, в проміжку між валком-кристалізатором 1 і натяжним роликом 2. На фіг. 6 показані деякі види профільованих штаб, які можливо отримувати на цьому пристрої. Вид профілю залежить від кількості і виду стрічок, які використовуються для профілювання валків-кристалізаторів. В останні роки почала набувати широке поширення продукція, яка дозволяє істотно зменшити масу всієї конструкції, але й водночас зберегти або підвищити її міцність. До даного виду продукції відносяться профільовані штаби з різною товщиною по ширині. На сьогоднішній день профільовані штаби широко використовуються як напівфабрикат в автомобілебудуванні для виробництва частин кузова штампуванням. При цьому сам процес валкової розливкипрокатки на гладких валках-кристалізаторах зарекомендував себе з кращого боку. Все це дозволяє стверджувати про високу конкурентоспроможність пристрою для валкової розливкипрокатки профільованих штаб відносно способу, що використовується в промисловості в сьогоденні, він полягає в прокатці штаб і профілюванні їх у напрямку прокатки шляхом розведення валків в ході процесу або ж холодної прокатки з використанням профільованих валків. Представлена установка може бути використана для отримання профільованих штаб як із сталей, так і з кольорових металів та сплавів. ФОРМУЛА ВИНАХОДУ 50 55 1. Пристрій для валкової розливки-прокатки профільованих штаб, що містить пару привідних водоохолоджуваних зсередини валків-кристалізаторів, осі обертання яких паралельні, і бічні обмежувачі, який відрізняється тим, що додатково містить натяжний ролик, вісь якого паралельна осі валка-кристалізатора, причому щонайменше один з валків-кристалізаторів та натяжний ролик охоплені щонайменше однією нескінченною профільованою стрічкою, по торцях якої встановлені пари профільованих роликів, а в проміжку між валком-кристалізатором і натяжним роликом із зовнішньої та внутрішньої сторін стрічки розташовано щонайменше по одному компенсаційно-натяжному ролику. 2. Пристрій за п. 1, який відрізняється тим, що натяжний, профільовані та компенсаційнонатяжні ролики виконані з можливістю синхронного повороту в площині, перпендикулярній осі обертання валка. 2 UA 113368 C2 3 UA 113368 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/10, B22D 11/06
Мітки: штаб, пристрій, профільованих, валкової, розливки-прокатки
Код посилання
<a href="https://ua.patents.su/6-113368-pristrijj-dlya-valkovo-rozlivki-prokatki-profilovanikh-shtab.html" target="_blank" rel="follow" title="База патентів України">Пристрій для валкової розливки-прокатки профільованих штаб</a>
Пристрій для валкової розливки-прокатки металу

Номер патенту: 108789
Опубліковано: 10.06.2015
Автори: Данченко Валентин Миколайович, Гридін Олександр Юрійович, Столбченко Михайло Юрійович
МПК: B22D 11/06
Мітки: розливки-прокатки, металу, валкової, пристрій
Формула / Реферат:
Пристрій для валкової розливки-прокатки металу, який включає в себе два охолоджувані порожнисті циліндричні валки-кристалізатори, які обертаються назустріч один одному, і бічні обмежувачі зі вставками з теплоізолюючого матеріалу, які притиснені до торцевих ділянок вказаних валків-кристалізаторів з обох сторін, утворюючи таким чином ванну для оброблюваного металу, який відрізняється тим, що в бічних обмежувачах вставки з теплоізолюючого...
Валок для валкової розливки-прокатки металу

Номер патенту: 104950
Опубліковано: 25.03.2014
Автори: Огінський Йосип Кузьмич, Головко Олександр Миколайович, Данченко Валентин Миколайович, Гридін Олександр Юрійович
МПК: B21B 27/03, B21B 27/08, B22D 11/06
Мітки: металу, валок, валкової, розливки-прокатки
Формула / Реферат:
1. Валок для валкової розливки-прокатки металу, що включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має канали з відведенням охолоджуючої води через центральну осьову порожнину вала з його непривідного боку, який відрізняється тим, що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, гарячої, прокатки, стані, штаб, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Ніколаєв Віктор Олександрович, Руденко Володимир Вікторович, Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Жученко Станіслав Вікторович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Попередній патент: Шихта для виробництва марганцевого агломерату
Наступний патент: Спосіб очищення пляжних пісків
Випадковий патент: Оптоелектронний елемент відображення інформації